
Glass-to-Glass Fusion Bonding Quality and Strength Evaluation with Time, Applied Force, and Heat
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Wafer Preparation
2.2. Two-Step Plasma Activation
2.3. Pre-Bond Soak
2.4. Glass-to-Glass Bonding Process
2.5. Data Analysis
3. Results
3.1. Surface-Activation Evaluation
3.2. Pre-Bond Soak Bond Percentage Evaluation
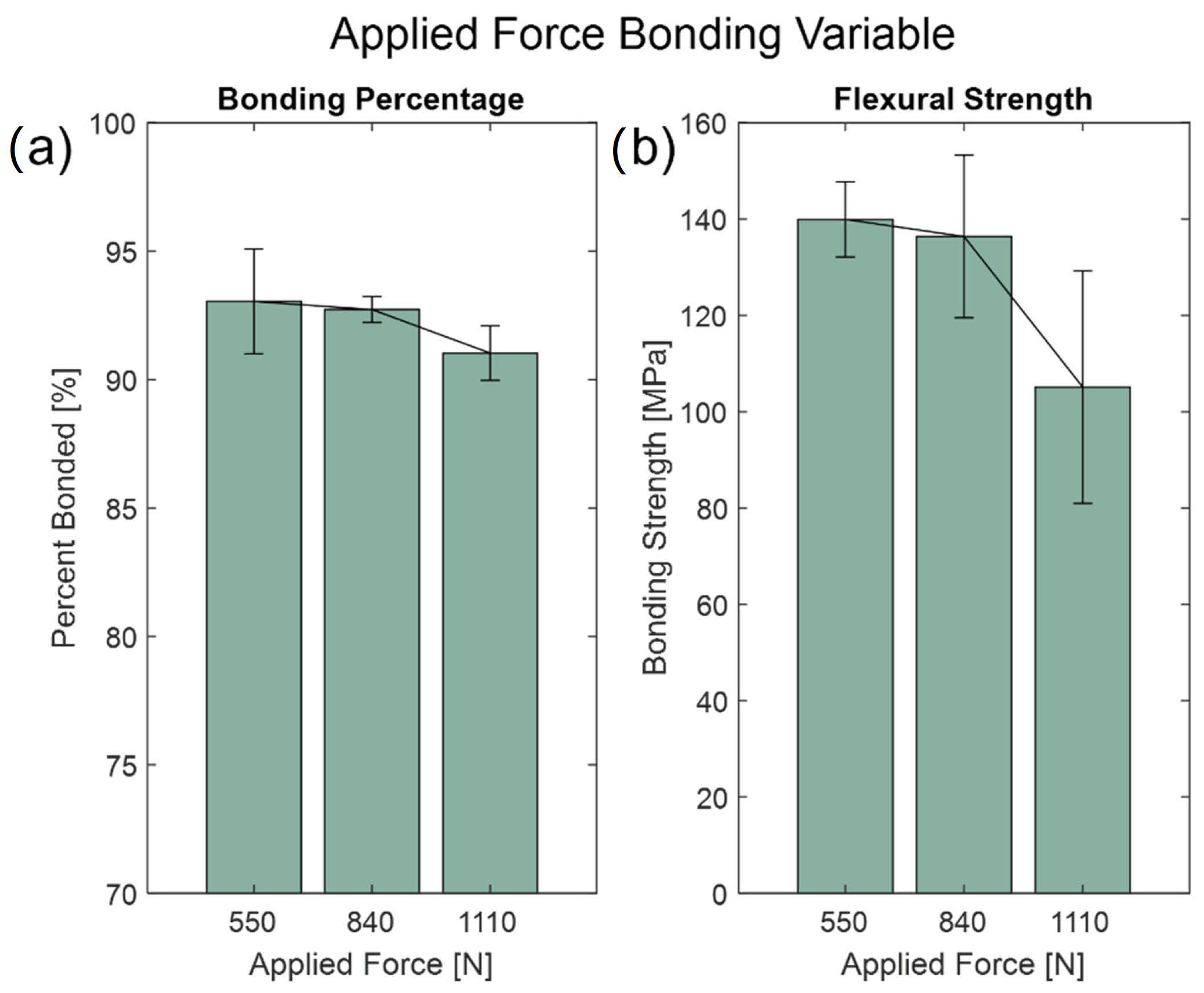
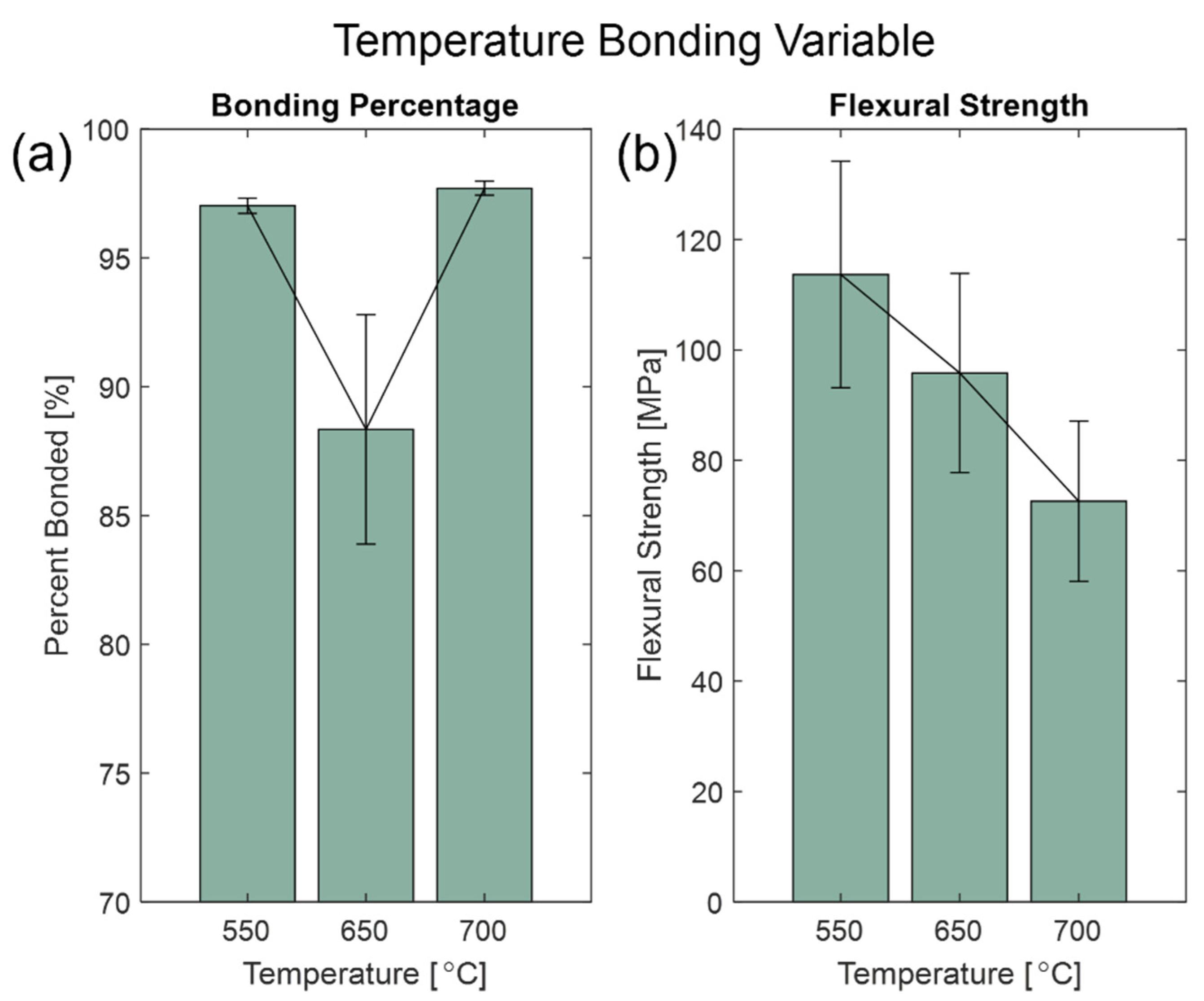
3.3. Furnace Bonding Variables
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wlodarczyk, K.L.; MacPherson, W.; Hand, D. Laser processing of Borofloat® 33 glass. In Proceedings of the 16th International Symposium on Laser Precision Microfabrication (LPM), Kokura, Japan, 26–29 May 2015. [Google Scholar]
- Berthold, A.; Nicola, L.; Sarro, P.M.; Vellekoop, M.J. Glass-to-glass anodic bonding with standard IC technology thin films as intermediate layers. Sens. Actuators Phys. 2000, 82, 224–228. [Google Scholar] [CrossRef]
- Hu, L.; Xue, Y.; Shi, F. Interfacial investigation and mechanical properties of glass-Al-glass anodic bonding process. J. Micromechanics Microengineering 2017, 27, 105004. [Google Scholar] [CrossRef]
- Wei, J.; Nai, S.M.L.; Wong, C.K.S.; Sun, Z.; Lee, L.C. Low temperature glass-to-glass wafer bonding. IEEE Trans. Adv. Packag. 2003, 26, 289–294. [Google Scholar] [CrossRef]
- Mao, P.; Han, J. Fabrication and characterization of 20 nm planar nanofluidic channels by glass–glass and glass–silicon bonding. Lab Chip 2005, 5, 837–844. [Google Scholar] [CrossRef] [PubMed]
- Norman, F.R.; Davidson, J.C.; Balch, J.W. Examination of glass-silicon and glass-glass bonding techniques for microfluidic systems. Micromach. Microfabr. Process Technol. 1995, 2639, 40–45. [Google Scholar]
- Jia, Z.-J.; Qun, F.; Zhao-Lun, F. Bonding of Glass Microfluidic Chips at Room Temperatures. Anal. Chem. 2004, 76, 5597–5602. [Google Scholar] [CrossRef]
- Lin, Y.-K.; Kuo, J.-N. Fabrication of sub-40 nm nanofluidic channels using thin glass-glass bonding. In Proceedings of the 6th IEEE International Conference on Nano/Micro Engineered and Molecular Systems, Kaohsiung, Taiwan, 20–23 February 2011; pp. 351–354. [Google Scholar]
- Liao, K.P.; Yao, N.K.; Kuo, T.S. Sub-60 nm Nanofluidic Channels Fabricated by Glass-Glass Bonding. In Proceedings of the International Conference of the IEEE Engineering in Medicine and Biology Society, New York, NY, USA, 30 August–3 September 2006; pp. 2832–2835. [Google Scholar]
- Plößl, A.; Kräuter, G. Wafer direct bonding: Tailoring adhesion between brittle materials. Mater. Sci. Eng. Rep. 1999, 25, 1–88. [Google Scholar] [CrossRef]
- Andersson, M.; Hjort, K.; Klintberg, L. Fracture strength of glass chips for high-pressure microfluidics. J. Micromechanics Microengineering 2016, 26, 095009. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Hansen, A.; Shaha, R.K.; Frick, C.; Oakey, J. Bench scale glass-to-glass bonding for microfluidic prototyping. Microsyst. Technol. 2020, 26, 3581–3589. [Google Scholar] [CrossRef]
- Oosterbroek, R.E.; Hermes, D.C.; Kakuta, M.; Benito-Lopez, F.; Gardeniers, J.G.E.; Verboom, W.; Reinhoudt, D.N.; Berg, A.V.D. Fabrication and mechanical testing of glass chips for high-pressure synthetic or analytical chemistry. Microsyst. Technol. 2006, 12, 450–454. [Google Scholar] [CrossRef]
- Tiggelaar, R.M.; Benito-López, F.; Hermes, D.C.; Rathgen, H.; Egberink, R.J.M.; Mugele, F.G.; Reinhoudt, D.N.; Berg, A.V.D.; Verboom, W.; Gardeniers, H.J.G.E. Fabrication, mechanical testing and application of high-pressure glass microreactor chips. Chem. Eng. J. 2007, 131, 163–170. [Google Scholar] [CrossRef]
- Mayer, T.; Marianov, A.N.; Inglis, D.W. Comparing fusion bonding methods for glass substrates. Mater. Res. Express 2018, 5, 085201. [Google Scholar] [CrossRef]
- Boden, S.; Karam, P.; Schmidt, A.; Pennathur, S. A process to fabricate fused silica nanofluidic devices with embedded electrodes using an optimized room temperature bonding technique. Appl. Phys. Lett. 2017, 110, 181605. [Google Scholar] [CrossRef]
- Delplanque, A.; Henry, E.; Lautru, J.; Leh, H.; Buckle, M.; Nogues, C. UV/ozone surface treatment increases hydrophilicity and enhances functionality of SU-8 photoresist polymer. Appl. Surf. Sci. 2014, 314, 280–285. [Google Scholar] [CrossRef]
- Wang, C.; Fang, H.; Zhou, S.; Qi, X.; Niu, F.; Zhang, W.; Tian, Y.; Tadatomo, S. Recycled low-temperature direct bonding of Si/glass and glass/glass chips for detachable micro/nanofluidic devices. J. Mater. Sci. Technol. 2020, 46, 156–167. [Google Scholar] [CrossRef]
- Howlader, M.M.R.; Suehara, S.; Suga, T. Room temperature wafer level glass/glass bonding. Sens. Actuators Phys. 2006, 127, 31–36. [Google Scholar] [CrossRef]
- Xu, Y.; Wang, C.; Dong, Y.; Li, L.; Jang, K.; Mawatari, K.; Suga, T.; Kitamori, T. Low-temperature direct bonding of glass nanofluidic chips using a two-step plasma surface activation process. Anal. Bioanal. Chem. 2012, 402, 1011–1018. [Google Scholar] [CrossRef]
- Takeuchi, K.; Mu, F.; Matsumoto, Y.; Suga, T. Surface Activated Bonding of Glass Wafers using Oxide Intermediate Layer. In Proceedings of the 2021 IEEE 71st Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 1 June–4 July 2021; pp. 2024–2029. [Google Scholar]
- Liang, J.; Nishida, S.; Arai, M.; Shigekawa, N. Effects of thermal annealing process on the electrical properties of p+-Si/n-SiC heterojunctions. Appl. Phys. Lett. 2014, 104, 161604. [Google Scholar] [CrossRef] [Green Version]
- Takagi, H.; Kikuchi, K.; Maeda, R.; Chung, T.R.; Suga, T. Surface activated bonding of silicon wafers at room temperature. Appl. Phys. Lett. 1996, 68, 2222–2224. [Google Scholar] [CrossRef]
- Takagi, H.; Utsumi, J.; Takahashi, M.; Maeda, R. Room-Temperature Bonding of Oxide Wafers by Ar-beam Surface Activation. ECS Trans. 2008, 16, 531–537. [Google Scholar] [CrossRef]
- Lin, C.-H.; Lee, G.-B.; Lin, Y.-H.; Chang, G.-L. A fast prototyping process for fabrication of microfluidic systems on soda-lime glass. J. Micromechanics Microengineering 2001, 11, 726–732. [Google Scholar] [CrossRef]
- Izadi, D.; Nguyen, T.; Lapidus, L.J. Complete Procedure for Fabrication of a Fused Silica Ultrarapid Microfluidic Mixer Used in Biophysical Measurements. Micromachines 2017, 8, 16. [Google Scholar] [CrossRef] [Green Version]
- Haisma, J.; Hattu, N.; Pulles, J.T.C.M.; Steding, E.; Vervest, J.C.G. Direct bonding and beyond. Appl. Opt. 2007, 46, 6793–6803. [Google Scholar] [CrossRef] [PubMed]
- Feller, S. Borate Glasses. In Springer Handbook of Glass; Musgraves, J.D., Hu, J., Calvez, L., Eds.; Springer: Cham, Switzerland, 2019; pp. 505–524. [Google Scholar] [CrossRef]
- Vallin, Ö.; Jonsson, K.; Lindberg, U. Adhesion quantification methods for wafer bonding. Mater. Sci. Eng. Rep. 2005, 50, 109–165. [Google Scholar] [CrossRef]
- Zou, L.; Huang, Y.; Wang, C.-A. The characterization and measurement of interfacial toughness for Si3N4/BN composites by the four-point bend test. J. Eur. Ceram. Soc. 2004, 24, 2861–2868. [Google Scholar] [CrossRef]
- Vallin, Ö.; Jonsson, K.; Knechtel, R. Chapter 18—Strength of Bonded Interfaces. In Handbook of Silicon Based MEMS Materials and Technologies, 2nd ed.; Tilli, M., Motooka, T., Airaksinen, V.-M., Franssila, S., Paulasto-Kröckel, M., Lindroos, V., Eds.; William Andrew Publishing: Boston, MA, USA, 2015; pp. 413–420. [Google Scholar] [CrossRef]
- Budynas, R.G.; Nisbett, J.K.; Shigley, J.E. Shigley’s Mechanical Engineering Design; McGraw-Hill: New York, NY, USA, 2008. [Google Scholar]
- Djuzhev, N.A.; Makhiboroda, M.A.; Gusev, E.E.; Fomichev, M.U.; Dedkova, A.A.; Ivanin, P.S. Investigation of the influence of the parameters of the temporary bonding and thinning operations on the bending of silicon wafers. In Proceedings of the 14th International Conference on Micro- and Nano-Electronics, Zvenigorod, Russia, 4–8 October 2021. [Google Scholar]
- Dauskardt, R.H.; Lane, M.W.; Ma, Q.; Krishna, N.M. Adhesion and debonding of multi-layer thin film structures. Eng. Fract. Mech. 1998, 61, 141–162. [Google Scholar] [CrossRef]
- Ikeda, A.; Ikeda, A.; Hamaguchi, K.; Ogi, H.; Iwasaki, K.; Hattori, R.; Kuroki, Y. Mobility change of MOSFETs in a chip-stacked multichip package. Electron. Commun. Jpn. (Electron.) 2006, 89, 1–8. [Google Scholar] [CrossRef]
- Tanaka, S.; Fujimoto, S.; Ito, O.; Choe, S.-H.; Esashi, M. Laterally stacked glass substrates with high density electrical feedthroughs. J. Micromechanics Microengineering 2007, 17, 597–602. [Google Scholar] [CrossRef]
- Kwon, Y.; Seok, J.; Lu, J.-Q.; Cale, T.S.; Gutmann, R.J. Critical Adhesion Energy of Benzocyclobutene-Bonded Wafers. J. Electrochem. Soc. 2006, 153, G347. [Google Scholar] [CrossRef]
- Kwon, Y.; Jindal, A.; Augur, R.; Seok, J.; Cale, T.S.; Gutmann, R.J.; Lu, J.-Q. Evaluation of BCB Bonded and Thinned Wafer Stacks for Three-Dimensional Integration. J. Electrochem. Soc. 2008, 155, H280. [Google Scholar] [CrossRef]
- Kalkowski, G.; Rothhardt, C.; Jobst, P.-J.; Schürmann, M.; Eberhardt, R. Glass Direct Bonding for Optical Applications. ECS Trans. 2013, 50, 399–405. [Google Scholar] [CrossRef]
- Chen, Z.; Zhou, K.; Lu, X.; Lam, Y.C. A review on the mechanical methods for evaluating coating adhesion. Acta Mech. 2014, 225, 431–452. [Google Scholar] [CrossRef]
- Chew, B.S.; Pimentel Contreras, R.; McCartney, M.M.; Borras, E.; Kenyon, N.J.; Davis, C.E. A low cost, easy-to-assemble, open-source modular mobile sampler design for thermal desorption analysis of breath and environmental VOCs. J. Breath Res. 2022, 16, 036005. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trial | 3 h (%) | 5 h (%) | 9 h (%) |
|---|---|---|---|
| 1 | 92.46 | 91.57 | 92.25 |
| 2 | 93.33 | 89.76 | 95.19 |
| 3 | 93.93 | 94.15 | 84.71 |
| Average | 93.24 | 91.83 | 90.72 |
| Sample Std Error | 0.43 | 1.28 | 3.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trinh, N.N.; Simms, L.A.; Chew, B.S.; Weinstein, A.; La Saponara, V.; McCartney, M.M.; Kenyon, N.J.; Davis, C.E. Glass-to-Glass Fusion Bonding Quality and Strength Evaluation with Time, Applied Force, and Heat. Micromachines 2022, 13, 1892. https://doi.org/10.3390/mi13111892
Trinh NN, Simms LA, Chew BS, Weinstein A, La Saponara V, McCartney MM, Kenyon NJ, Davis CE. Glass-to-Glass Fusion Bonding Quality and Strength Evaluation with Time, Applied Force, and Heat. Micromachines. 2022; 13(11):1892. https://doi.org/10.3390/mi13111892
Chicago/Turabian StyleTrinh, Nhi N., Leslie A. Simms, Bradley S. Chew, Alexander Weinstein, Valeria La Saponara, Mitchell M. McCartney, Nicholas J. Kenyon, and Cristina E. Davis. 2022. "Glass-to-Glass Fusion Bonding Quality and Strength Evaluation with Time, Applied Force, and Heat" Micromachines 13, no. 11: 1892. https://doi.org/10.3390/mi13111892
APA StyleTrinh, N. N., Simms, L. A., Chew, B. S., Weinstein, A., La Saponara, V., McCartney, M. M., Kenyon, N. J., & Davis, C. E. (2022). Glass-to-Glass Fusion Bonding Quality and Strength Evaluation with Time, Applied Force, and Heat. Micromachines, 13(11), 1892. https://doi.org/10.3390/mi13111892