

Design of Longitudinal–Torsional Transducer and Directivity Analysis during Ultrasonic Vibration-Assisted Milling of Honeycomb Aramid Material
Abstract
:1. Introduction
2. Design of Longitudinal–Torsional Transducer
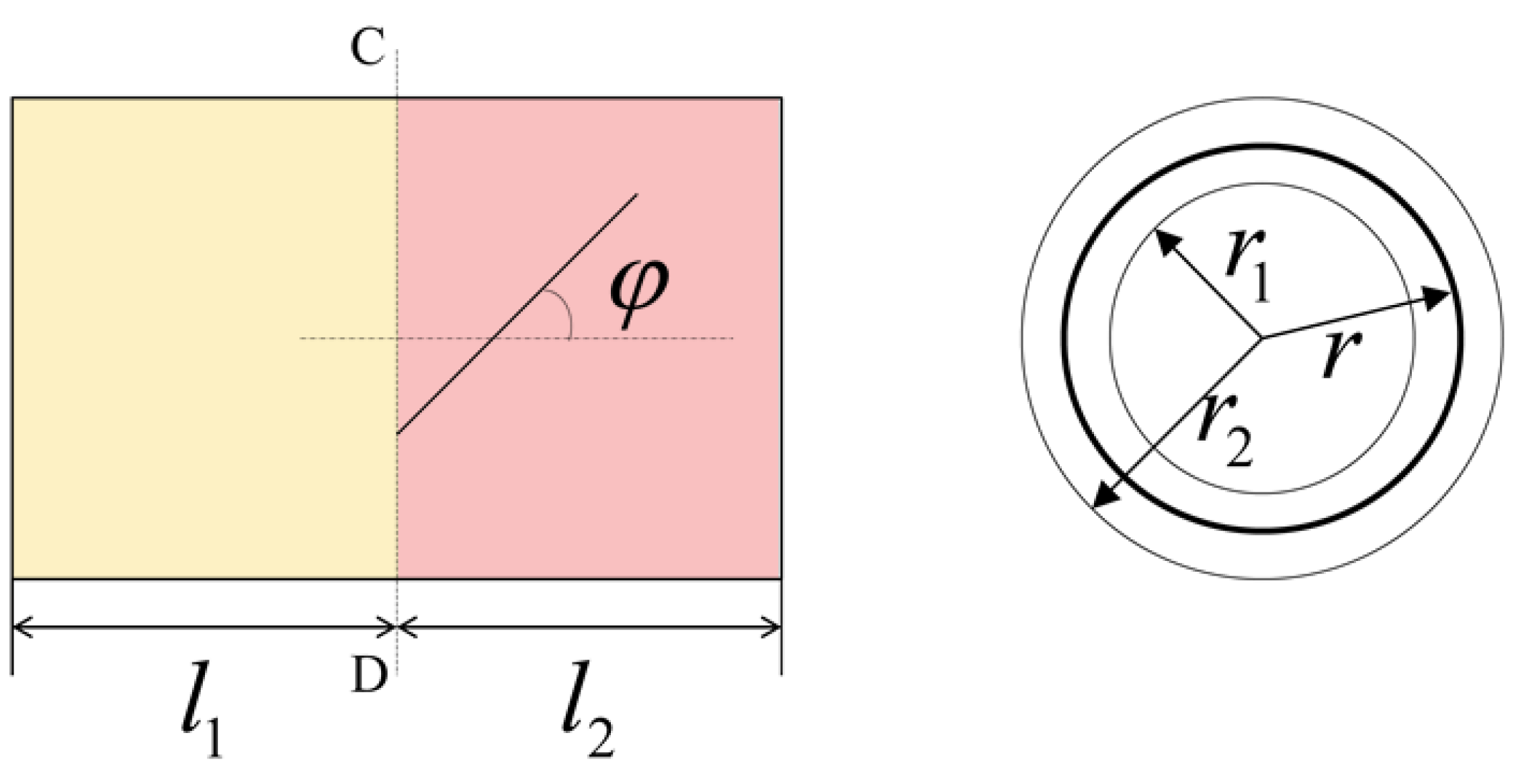
2.1. Theoretical Analysis of Longitudinal–Torsional Transducer
2.2. Structural Design of Longitudinal–Torsional Transducer
3. Directivity of Longitudinal–Torsional Transducer
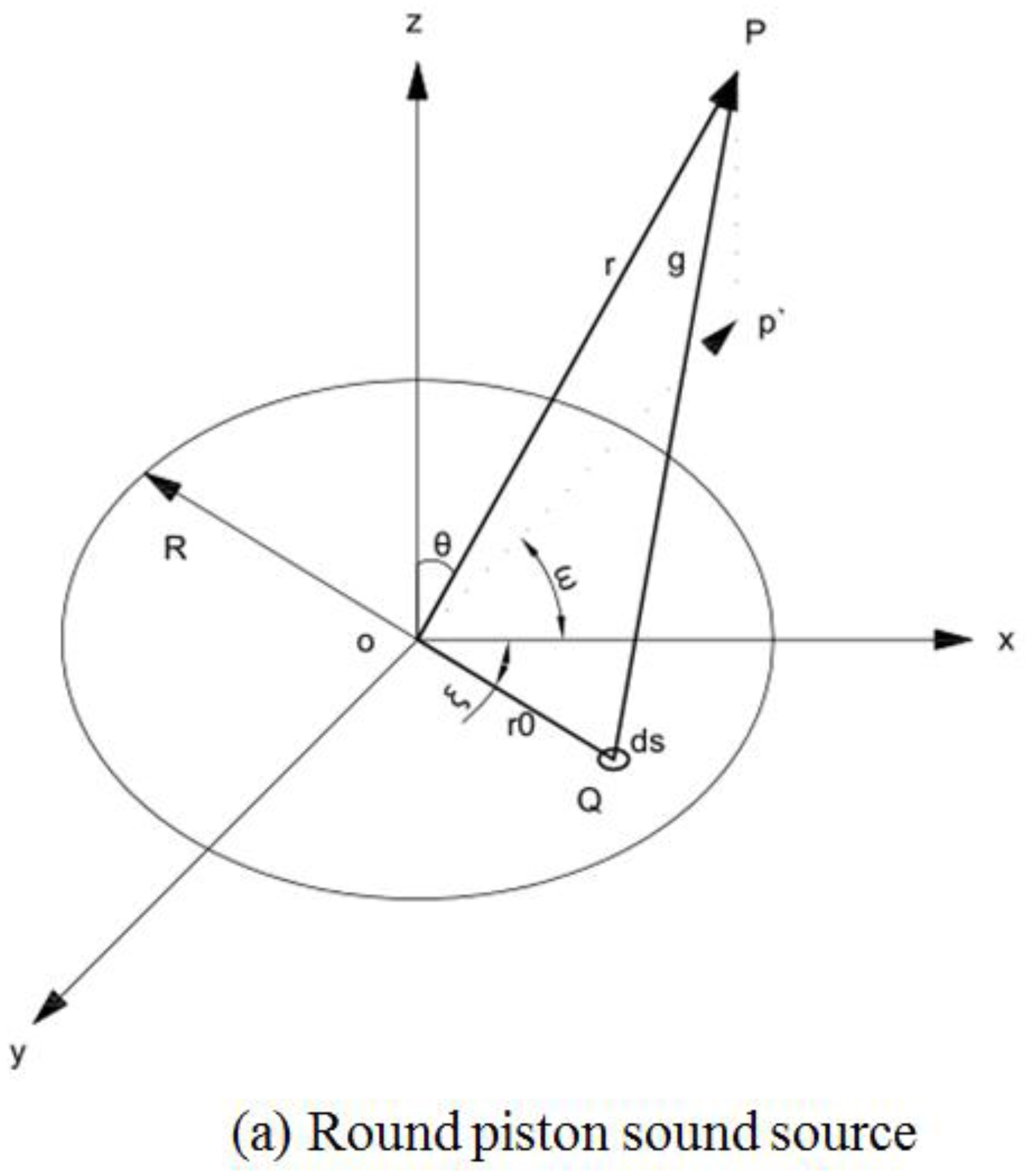
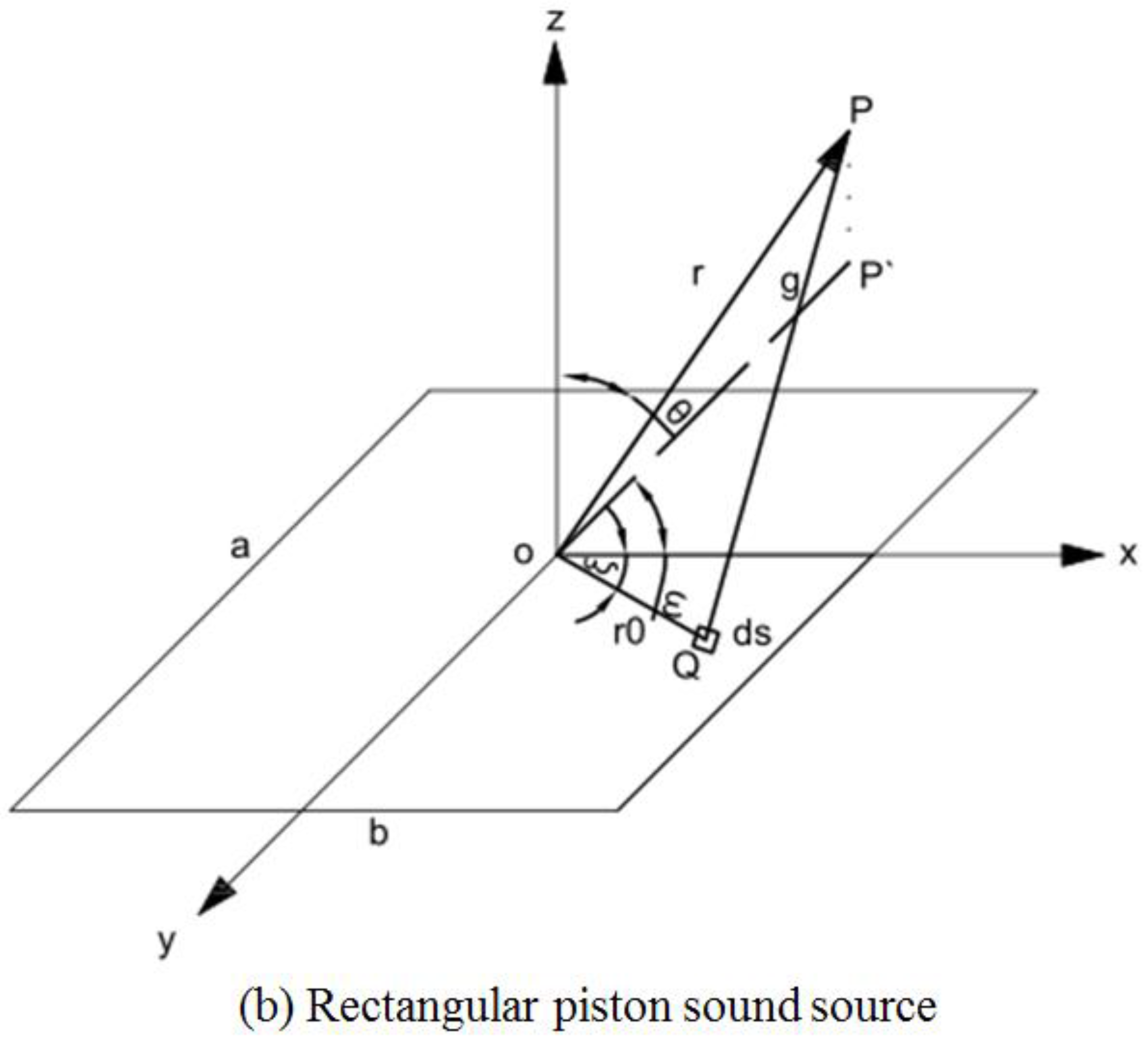
3.1. Distribution of Radiated Sound Field
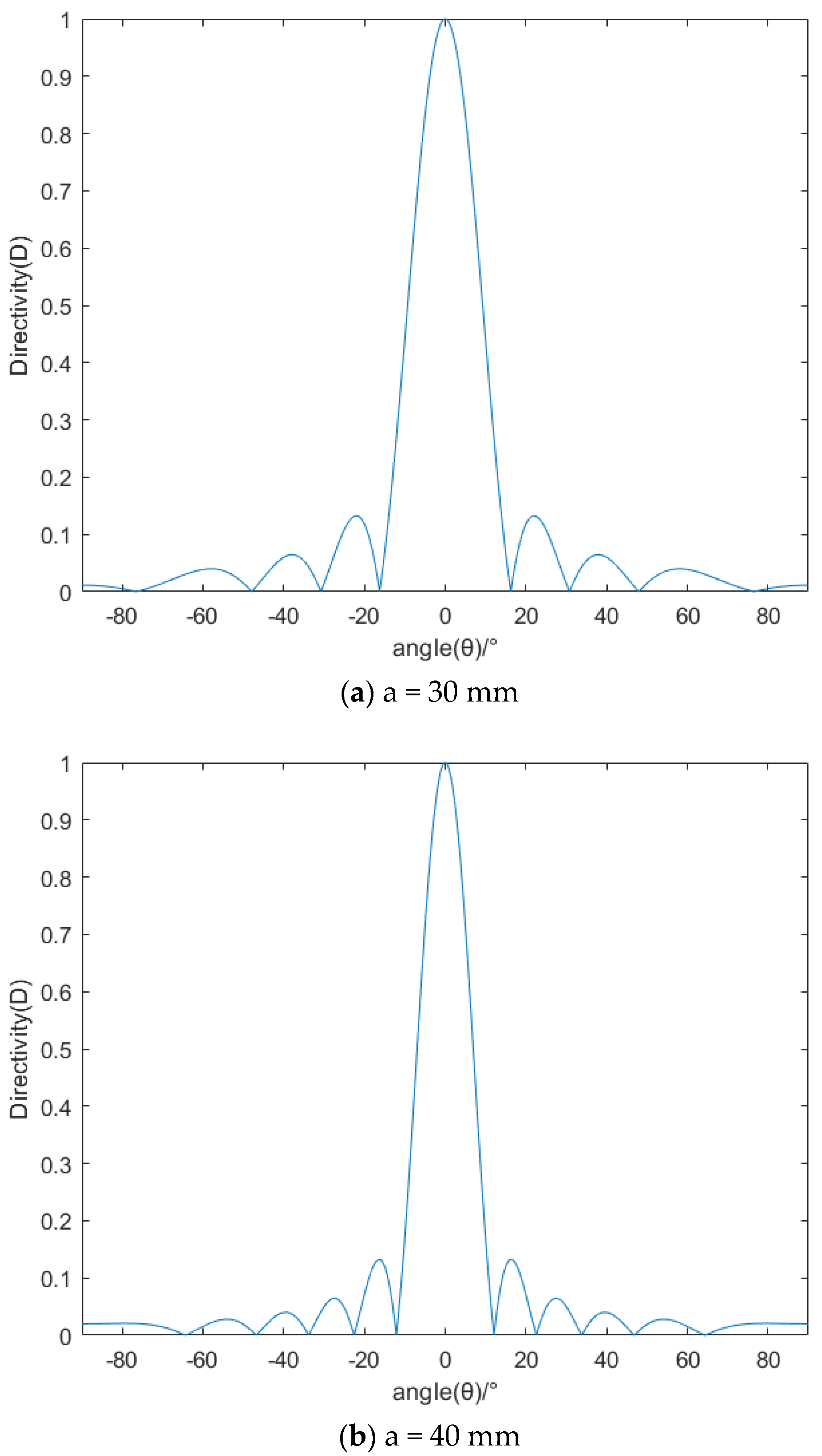
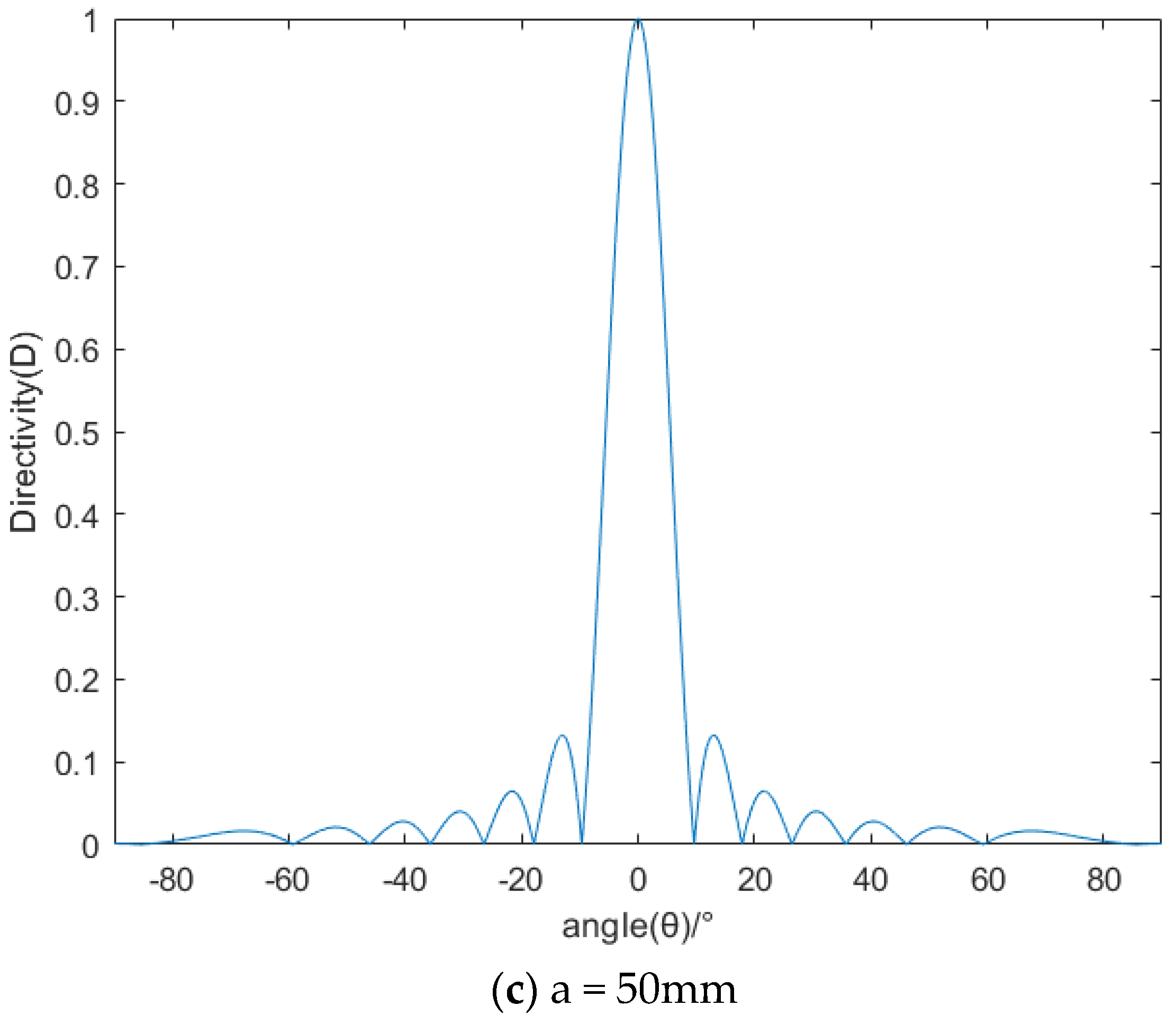
3.2. Directivity Functions and Properties
4. Discussion
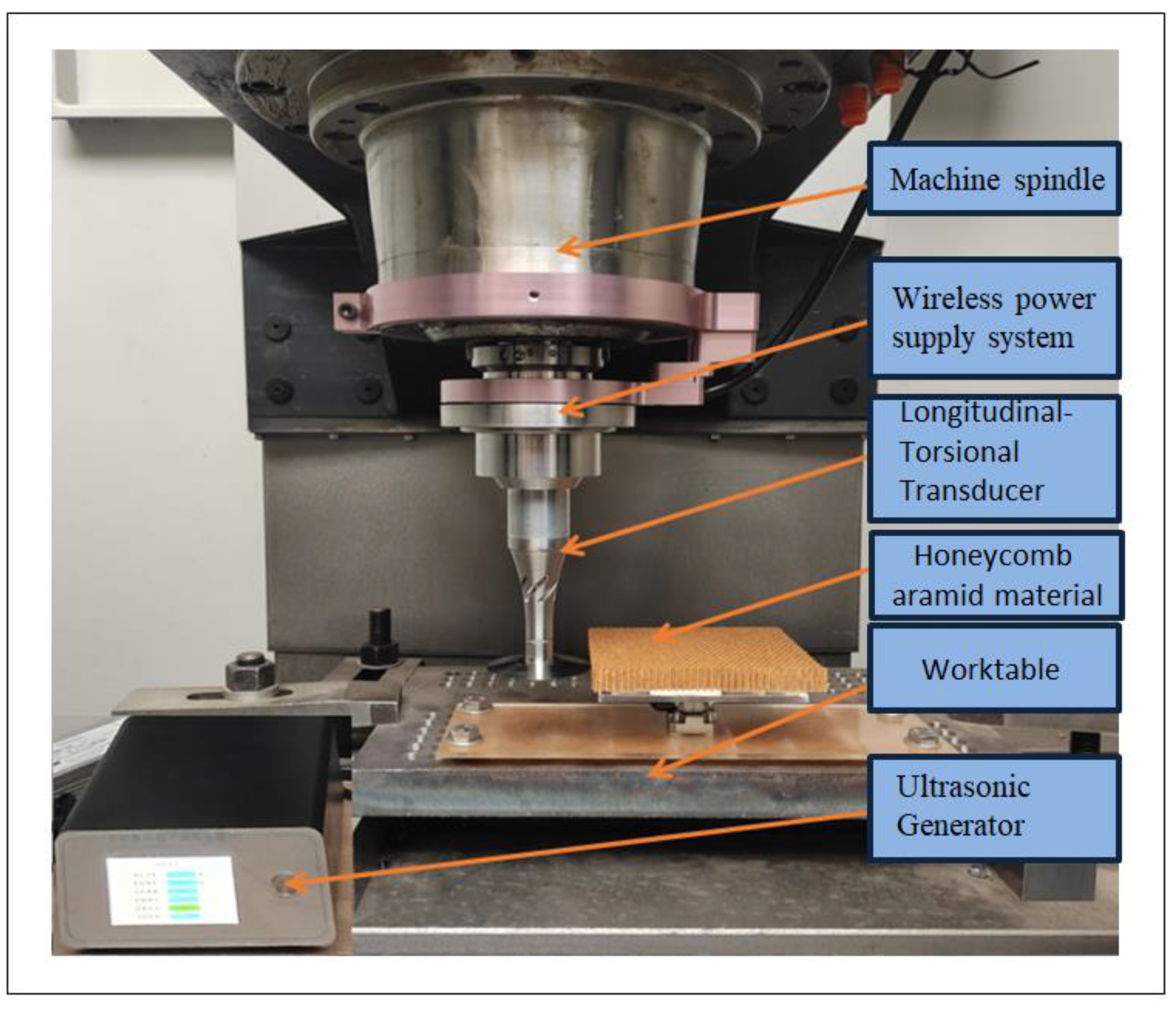
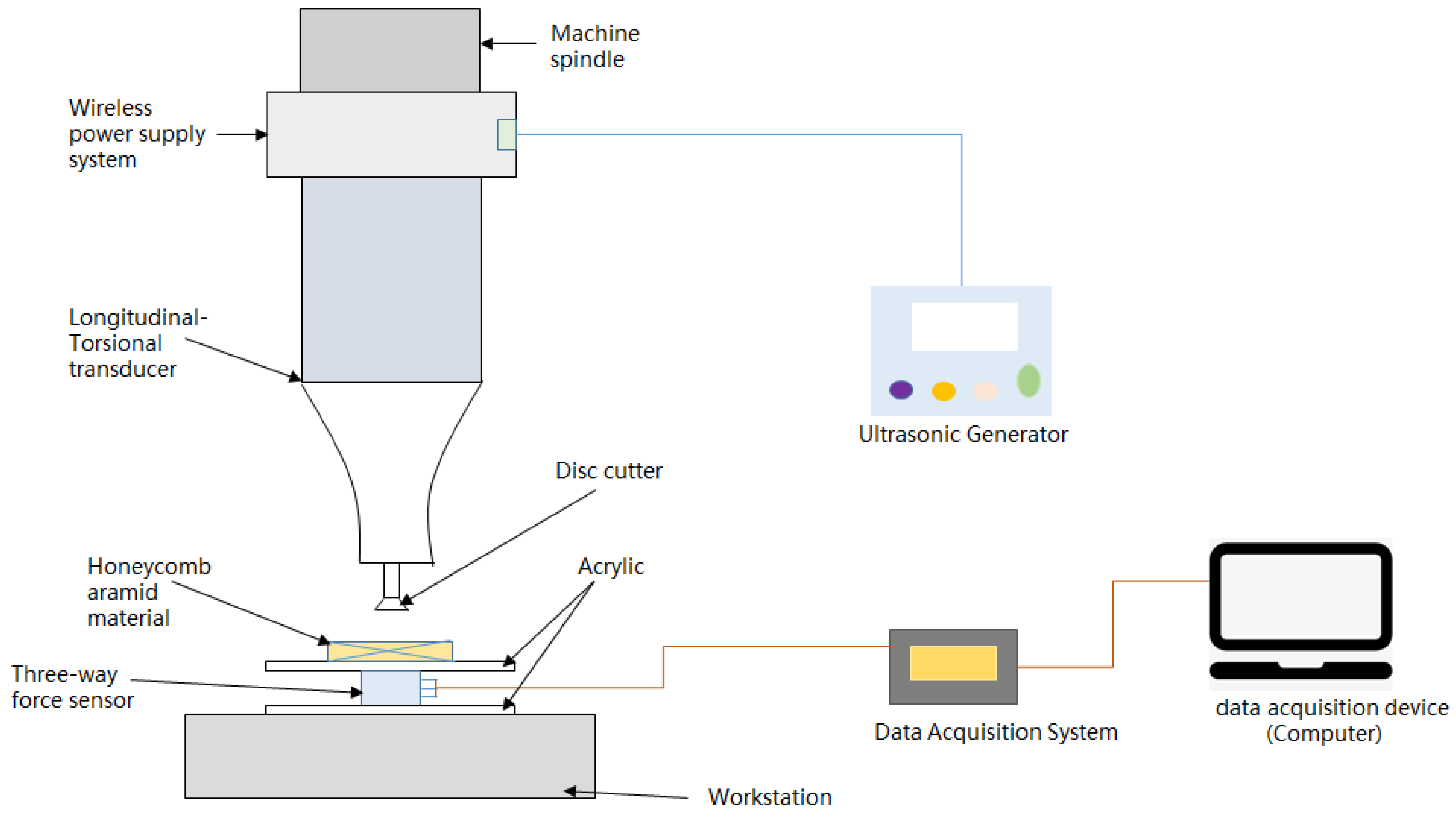
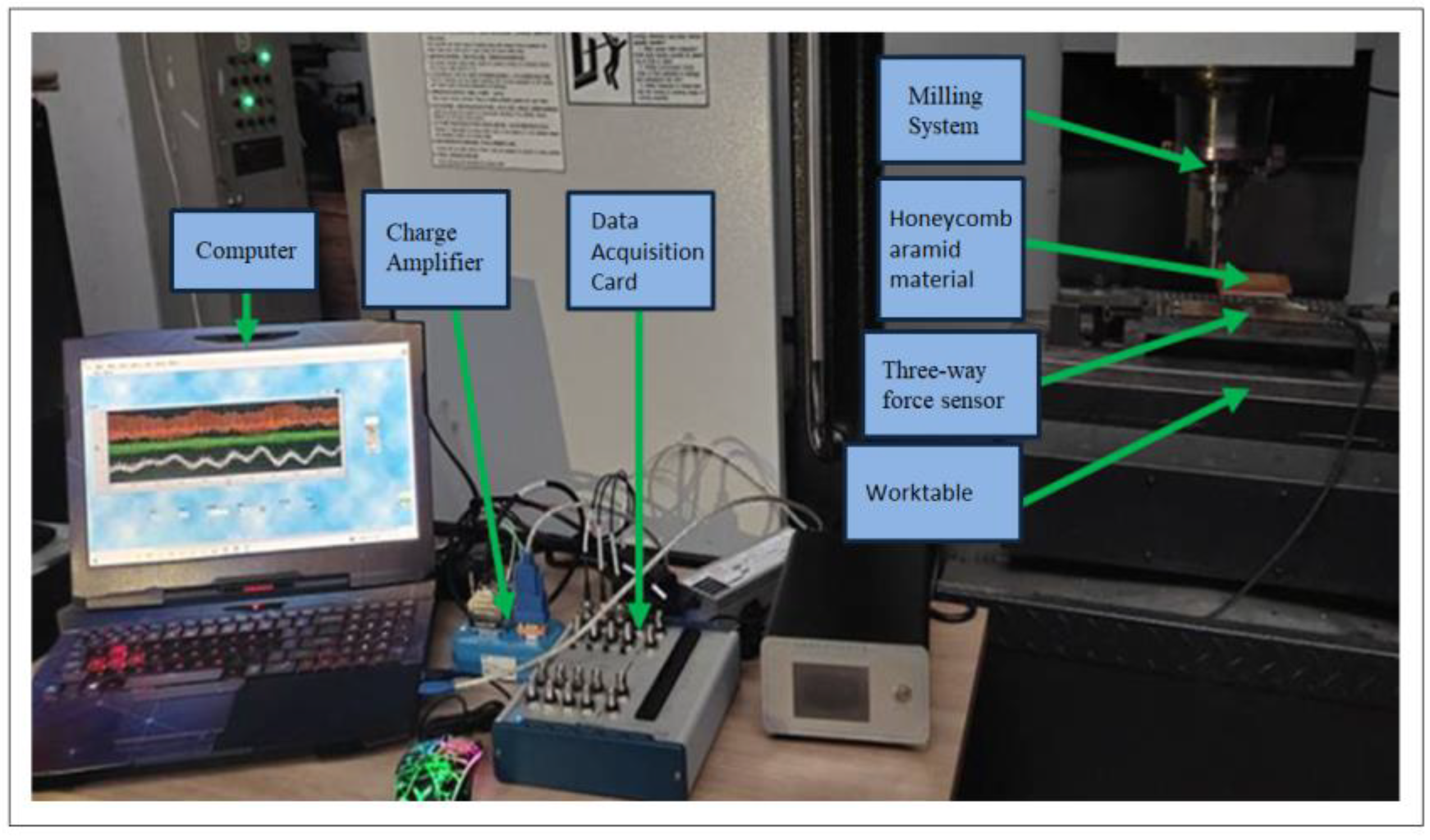
4.1. Experimental Setup
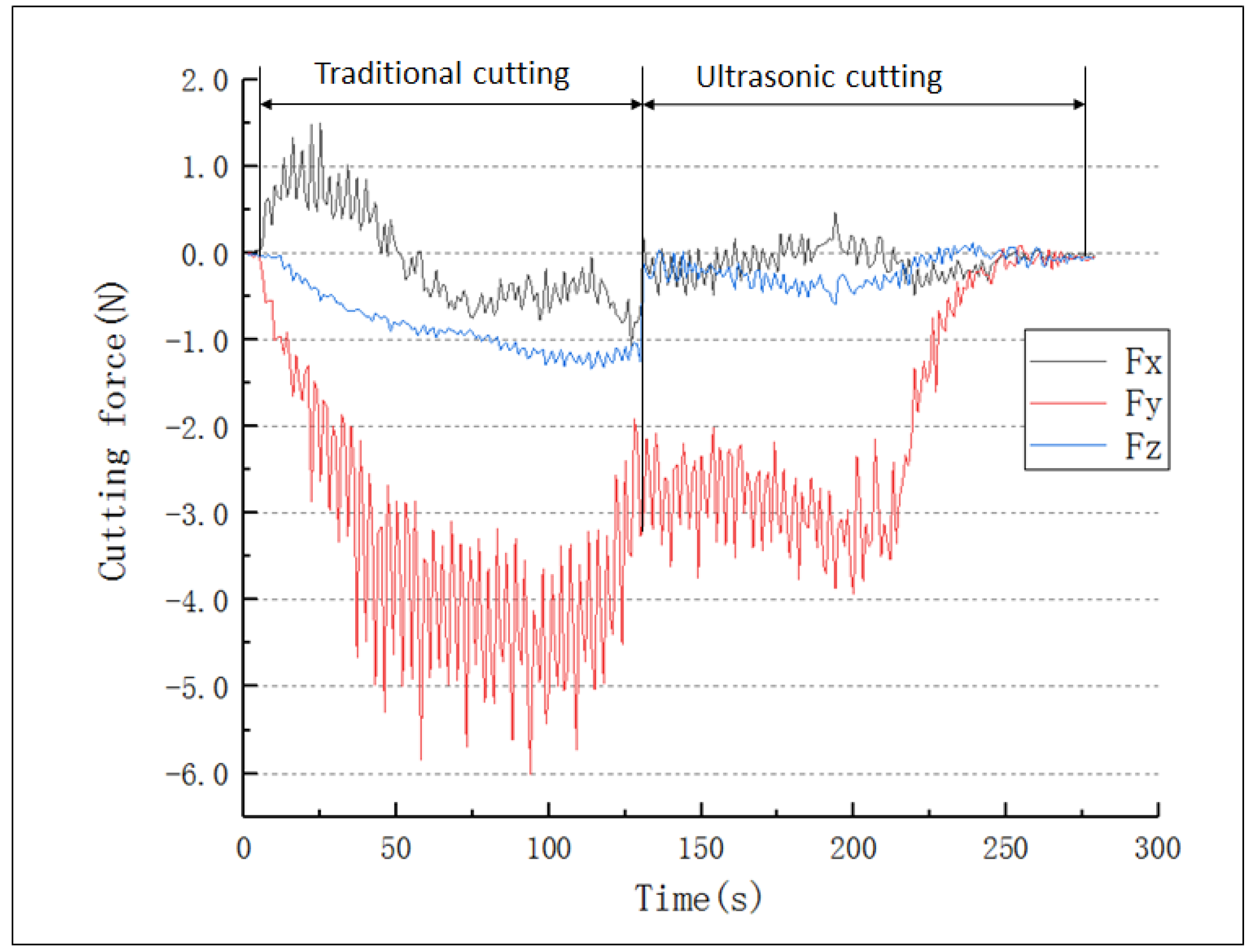
4.2. Cutting Force
4.3. Directivity Evaluation
5. Conclusions
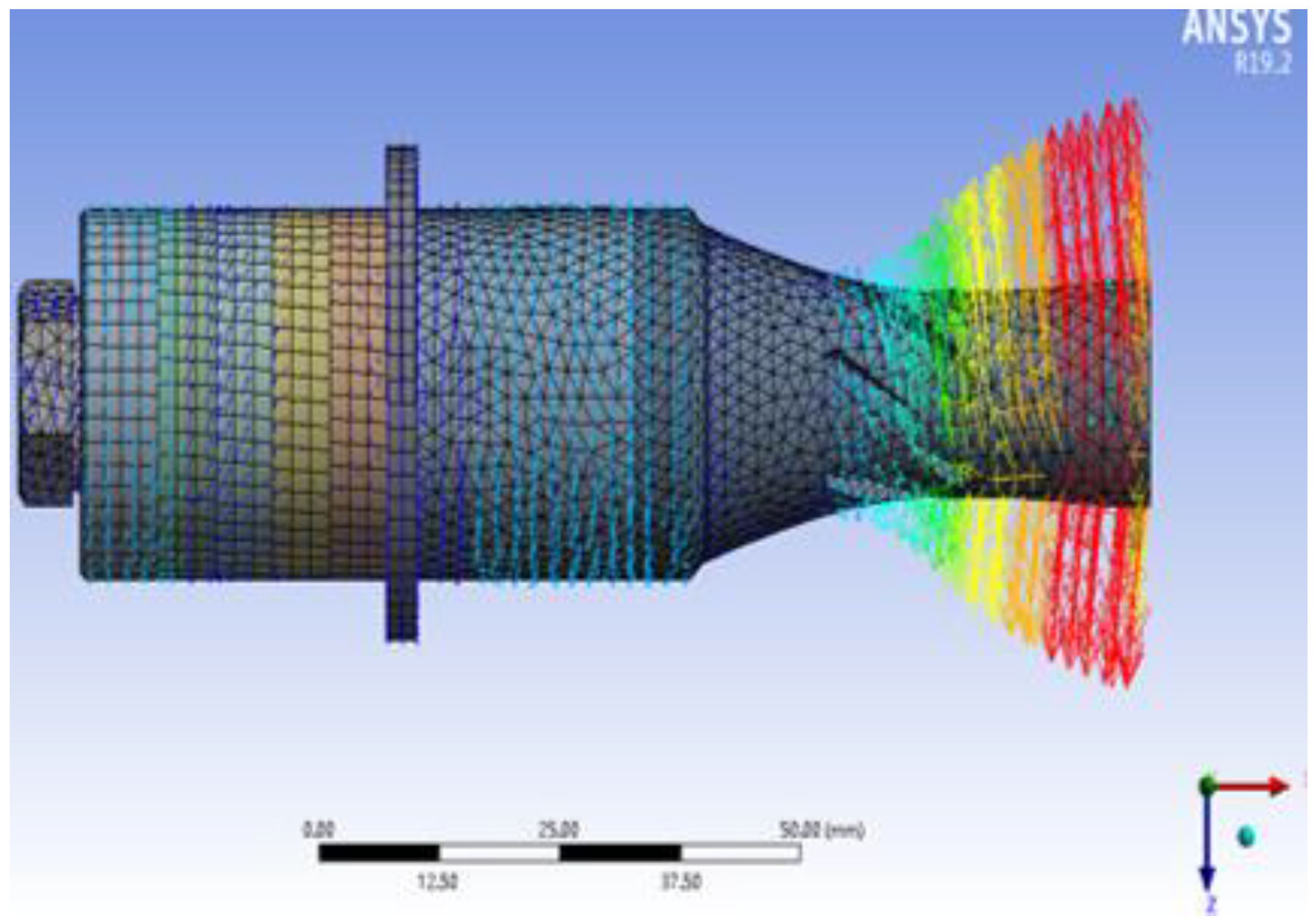
- The longitudinal wave can be converted to a transverse wave via the longitudinal–torsional transducer, thus realizing longitudinal–torsional conversion.
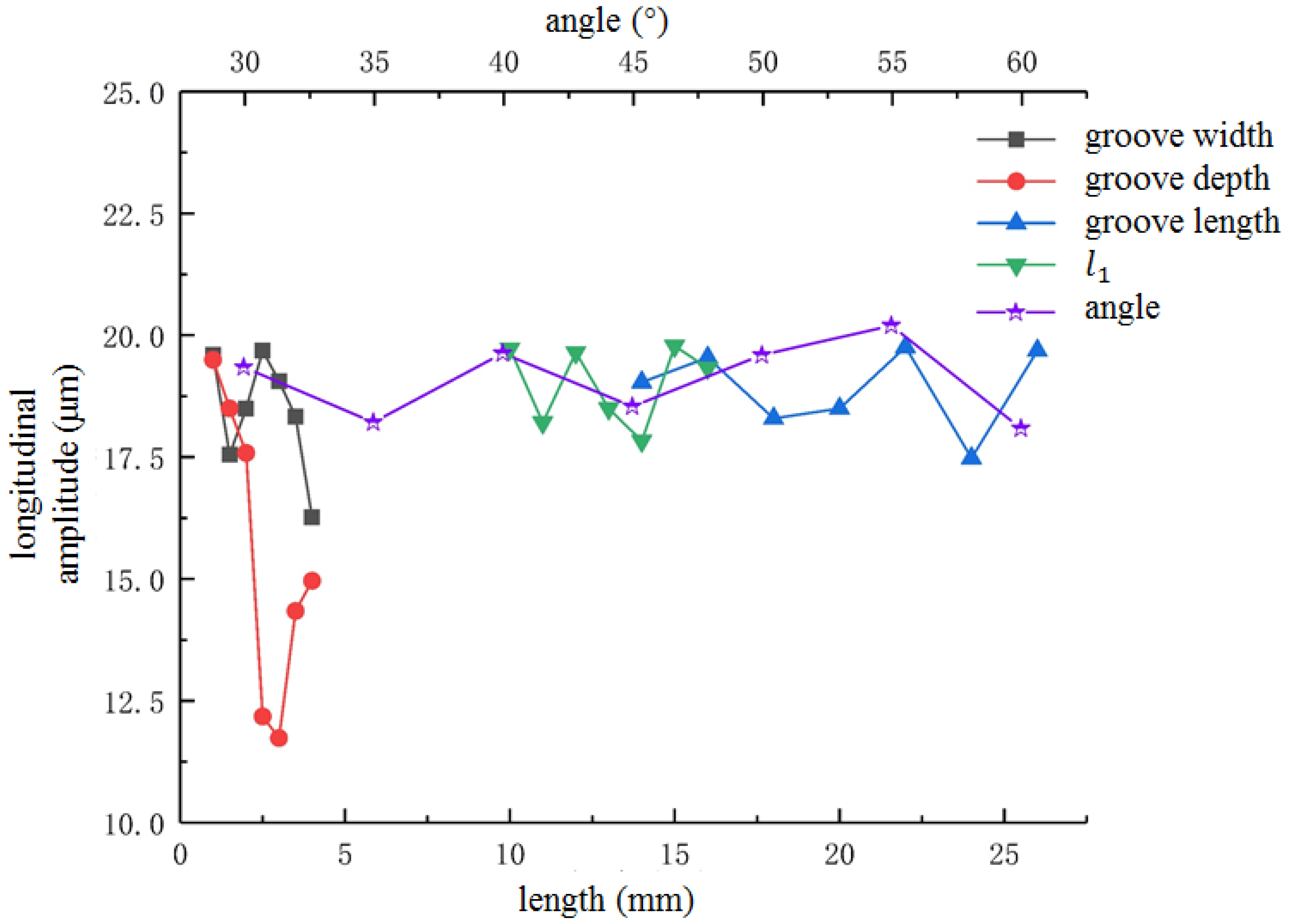
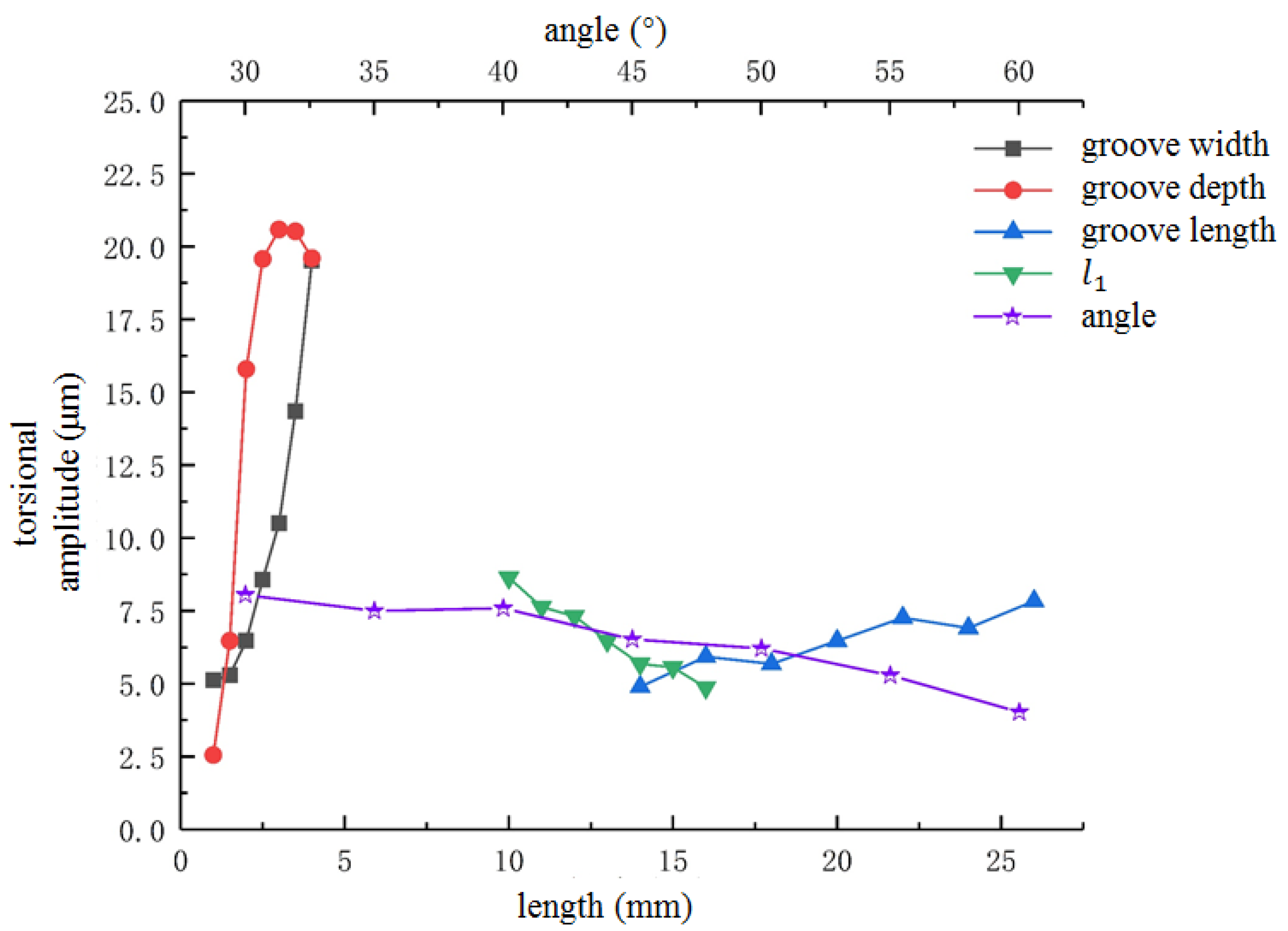
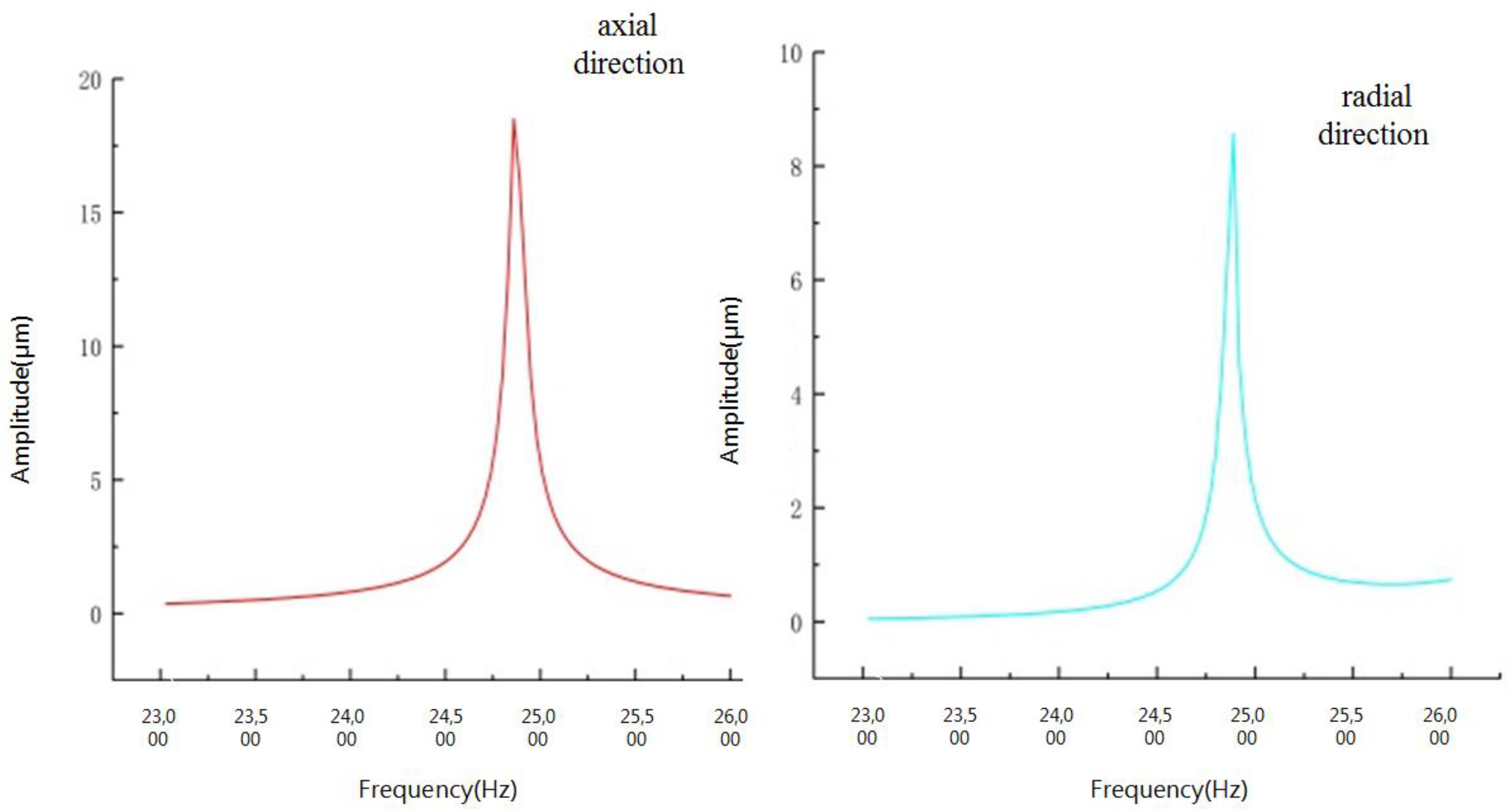
- During UVAM, the maximum longitudinal vibration can reach 19 μm, and the maximum torsional amplitude at the top of the disk milling cutter can reach 9 μm.
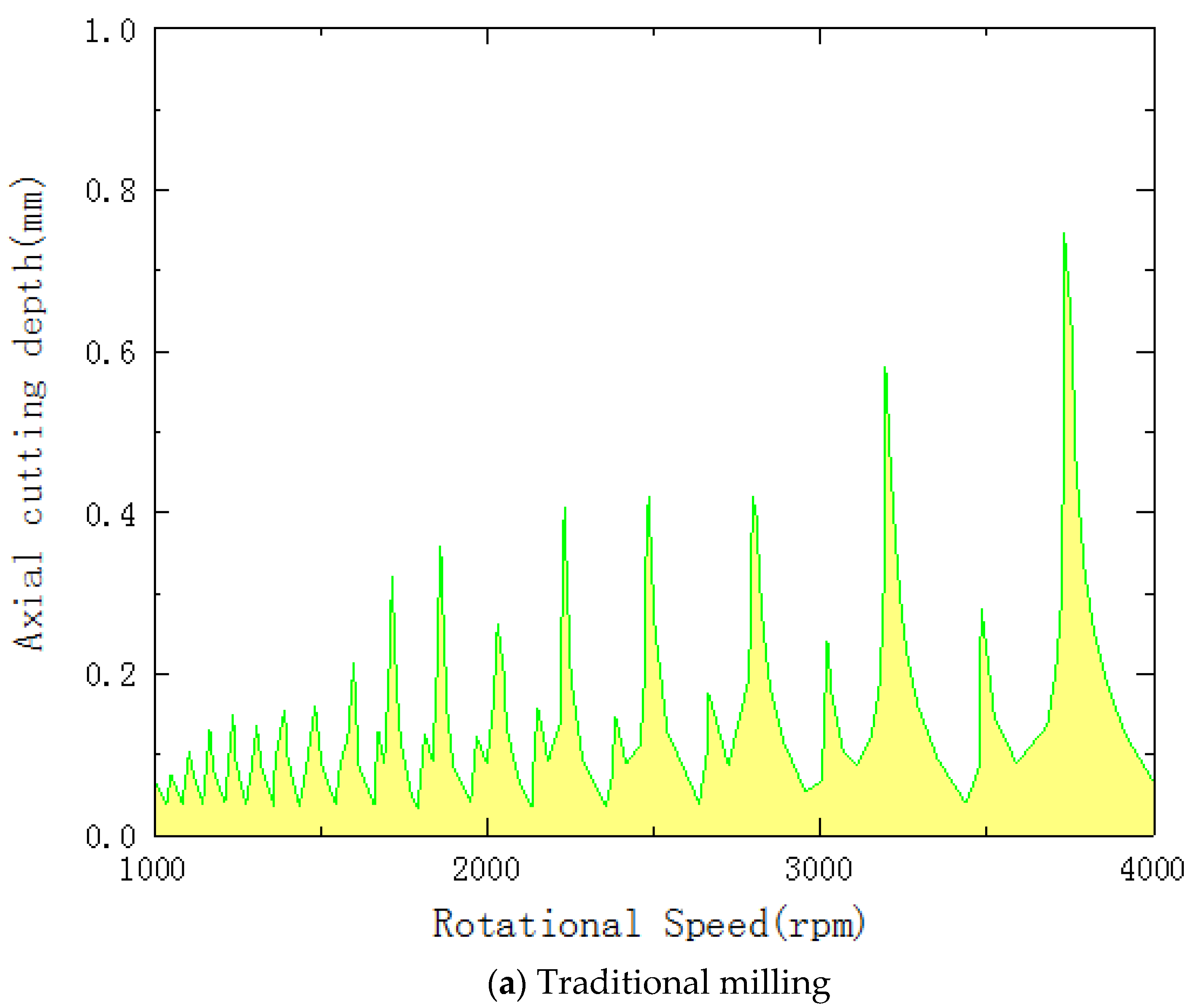
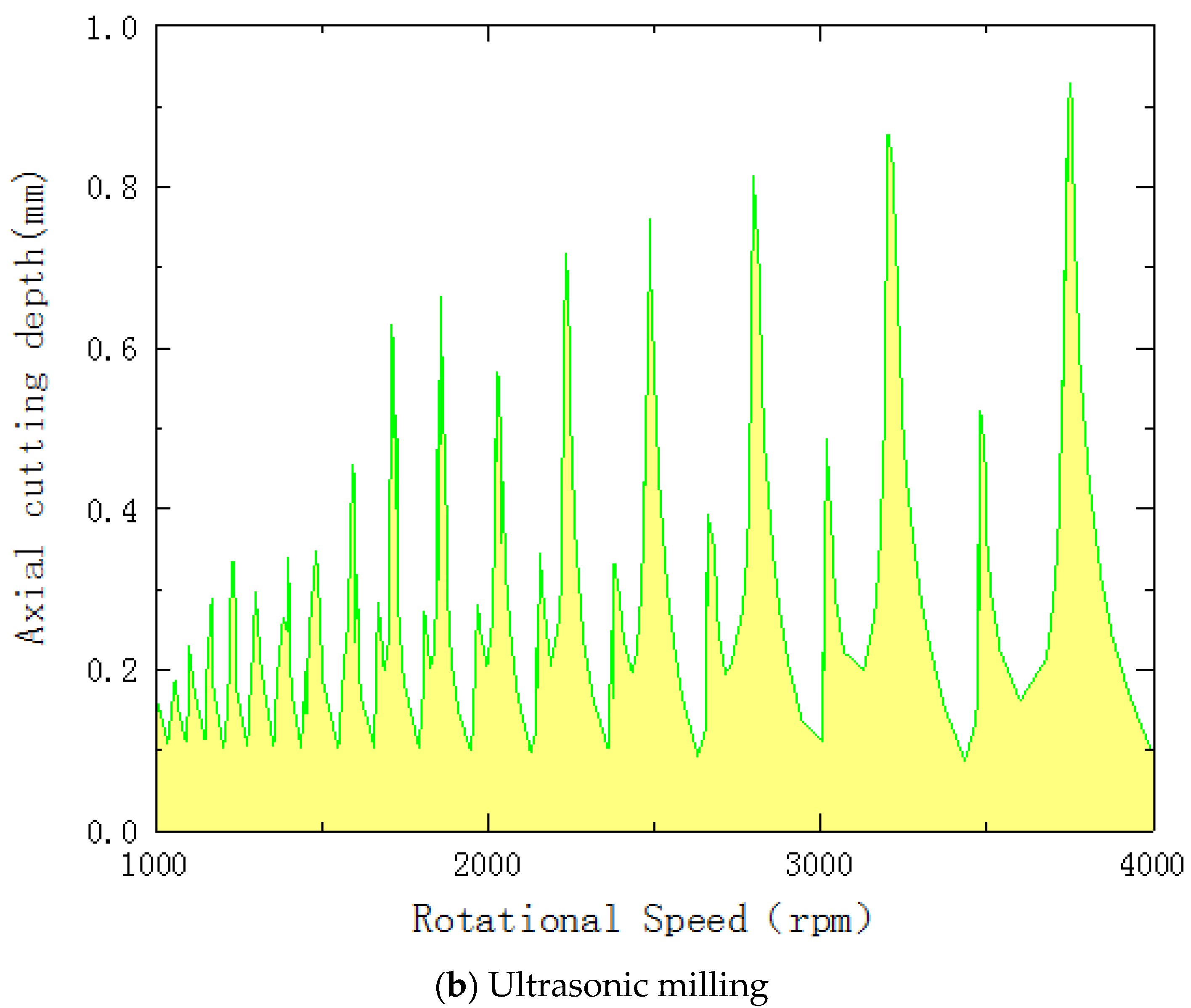
- Compared with traditional milling, the cutting force along three directions during UVAM with a longitudinal–torsional transducer is significantly reduced. Moreover, the directivity is stronger and the cutting depth is greater under the same cutting speed. This shows that UVAM technology can improve the stability of the milling process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Brehl, D.E.; Dow, T. Review of vibration-assisted machining. Precis. Eng. 2008, 32, 153–172. [Google Scholar] [CrossRef]
- Kumar, M.N.; Subbu, S.K.; Krishna, P.V.; Venugopal, A. Vibration assisted conventional and advanced machining: A review. Procedia Eng. 2014, 97, 1577–1586. [Google Scholar] [CrossRef] [Green Version]
- Harkness, P.; Lucas, M.; Cardoni, A. Coupling and degenerating modes in longitudinal–torsional step horns. Ultrasonics 2012, 52, 980–988. [Google Scholar] [CrossRef]
- Celaya, A.; Lopez de Lacalle, L.N.; Campa, F.J.; Lamikiz, A. Ultrasonic Assisted Turning of mild steels. Int. J. Mater. Prod. Technol. 2010, 37, 60. [Google Scholar] [CrossRef]
- Liu, S.; Shan, X.; Cao, W.; Yang, Y.; Xie, T. A longitudinal-torsional composite ultrasonic vibrator with thread grooves. Ceram. Int. 2017, 43, S214–S220. [Google Scholar] [CrossRef]
- Radi Najafabadi, Y.; Nosouhi, R.; Sajajid, F. Design and fabrication of a longitudinal-torsional ultrasonic transducer. J. Mod. Process. Manuf. Prod. 2017, 6, 25–31. [Google Scholar]
- Guofu, G.; Ziwen, X.; Zhaojie, Y.; Xiang, D.; Bo, Z. Influence of longitudinal-torsional ultrasonic-assisted vibration on micro-hole drilling Ti-6Al-4V. Chin. J. Aeronaut. 2021, 34, 247–260. [Google Scholar]
- Songmei, Y.; Zhixiang, T.; Qi, W.; Heng, S. Design of Longitudinal Torsional Ultrasonic Transducer and Its Performance Test. J. Mech. Eng. 2019, 55, 139–148. [Google Scholar]
- Qiaoli, Z.; Jianfu, Z.; Pingfa, F.; Dingwen, Y.; Zhijun, W. Characteristics of the longitudinal-torsional vibration of an ultrasonic horn with slanting slots. J. Vib. Shock 2019, 38, 58–64. [Google Scholar]
- Wu, C.; Chen, S.; Cheng, K.; Ding, H.; Xiao, C. Innovative design and analysis of a longitudinal-torsional transducer with the shared node plane applied for ultrasonic assisted milling. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 4128–4139. [Google Scholar] [CrossRef]
- Al-Budairi, H.; Lucas, M.; Harkness, P. A design approach for longitudinal–torsional ultrasonic transducers. Sens. Actuators A Phys. 2013, 198, 99–106. [Google Scholar] [CrossRef]
- Weishan, C.; Yingxiang, L.; Junkao, L.; Shengjun, S. Working principle and design of a double cylinders type traveling wave ultrasonic motor using composite transducer. J. Harbin Inst. Technol. 2011, 18, 28–32. [Google Scholar]
- Wang, L.; Wang, J.-A.; Jin, J.-M.; Yang, L.; Wu, S.-W.; Zhou, C.C. Theoretical modeling, verification, and application study on a novel bending-bending coupled piezoelectric ultrasonic transducer. Mech. Syst. Signal Process. 2022, 168, 108644. [Google Scholar] [CrossRef]
- Suzuki, A.; Tsujino, J. Load characteristics of ultrasonic motors with a longitudinal-torsional converter and various nonlinear springs for inducing static pressure. Jpn. J. Appl. Phys. 2002, 41, 3267. [Google Scholar] [CrossRef]
- Shen, X.-H.; Zhang, J.; Xing, D.X.; Zhao, Y. A study of surface roughness variation in ultrasonic vibration-assisted milling. Int. J. Adv. Manuf. Technol. 2012, 58, 553–561. [Google Scholar] [CrossRef]
- Chen, Y.; Su, H.; He, J.; Qian, N.; Gu, J.; Xu, J.; Ding, K. The Effect of Torsional Vibration in Longitudinal–Torsional Coupled Ultrasonic Vibration-Assisted Grinding of Silicon Carbide Ceramics. Materials 2021, 14, 688. [Google Scholar] [CrossRef]
- Cleary, R.; Wallace, R.; Simpson, H.; Kontorinis, G.; Lucas, M. A longitudinal-torsional mode ultrasonic needle for deep penetration into bone. Ultrasonics 2022, 124, 106756. [Google Scholar] [CrossRef]
- Wang, Y.; Cai, Y.; Lee, Y.-S. Design and Development of Longitudinal and Torsional Ultrasonic Vibration-Assisted Needle Insertion Device for Medical Applications. Comput.-Aided Des. Appl. 2021, 19, 797–811. [Google Scholar] [CrossRef]
- Numanoğlu, H.M.; Akgöz, B.; Civalek, Ö. On dynamic analysis of nanorods. Int. J. Eng. Sci. 2018, 130, 33–50. [Google Scholar] [CrossRef]
- Akbaş, Ş.D.; Ersoy, H.; Akgöz, B.; Civalek, Ö. Dynamic analysis of a fiber-reinforced composite beam under a moving load by the Ritz method. Mathematics 2021, 9, 1048. [Google Scholar] [CrossRef]
- Kim, J.O.; Kwon, O.S. Vibration characteristics of piezoelectric torsional transducers. J. Sound Vib. 2003, 264, 453–473. [Google Scholar] [CrossRef]
- Mishiro, S. Torsional Vibration Apparatus. US Patent US4652786A, 1987. [Google Scholar]
- Harada, T.; Ishikawa, N.; Kanda, T.; Suzumori, K.; Yamada, Y.; Sotowa, K.-I. Droplet generation using a torsional Langevin-type transducer and a micropore plate. Sens. Actuators A Phys. 2009, 155, 168–174. [Google Scholar] [CrossRef]
- Lianjun, S.; Wenhe, L.; Zheng, K.; Wei, T.; Jinshan, L.; Jindan, F. Stability analysis of robotic longitudinal-torsional composite ultrasonic milling. Chin. J. Aeronaut. 2022, 35, 249–264. [Google Scholar]
- Jun, T.; Bo, Z. Stability analysis of the separated longitudinal-torsional composite ultrasonic milling. Acta Armamentarii 2015, 36, 1318. [Google Scholar]
- Zhou, X.; Wang, L.; Yu, D.; Zhang, C. Dynamic effective equivalent stiffness analysis on the periodical honeycomb reinforced composite laminated structure filled with viscoelastic damping material. Compos. Struct. 2018, 193, 306–320. [Google Scholar] [CrossRef]
- Suárez, A.; Veiga, F.; de Lacalle, L.N.L.; Polvorosa, R.; Lutze, S.; Wretland, A. Effects of ultrasonics-assisted face milling on surface integrity and fatigue life of Ni-Alloy 718. J. Mater. Eng. Perform. 2016, 25, 5076–5086. [Google Scholar] [CrossRef]
- Karafi, M.R.; Hojjat, Y.; Sassani, F.; Ghodsi, M. A novel magnetostrictive torsional resonant transducer. Sens. Actuators A Phys. 2013, 195, 71–78. [Google Scholar] [CrossRef]
- Ziomek, L.J. Fundamentals of Acoustic Field Theory and Space-Time Signal Processing; CRC Press: Boca Raton, FL, USA, 2020. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Grooves | Length | Depth | Width | l1 | Angle |
|---|---|---|---|---|---|
| 6 | 22 mm | 1.5 mm | 2 mm | 10 mm | 45° |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Ma, Z.; Wang, X.; Meng, T.; Li, X. Design of Longitudinal–Torsional Transducer and Directivity Analysis during Ultrasonic Vibration-Assisted Milling of Honeycomb Aramid Material. Micromachines 2022, 13, 2154. https://doi.org/10.3390/mi13122154
Zhang M, Ma Z, Wang X, Meng T, Li X. Design of Longitudinal–Torsional Transducer and Directivity Analysis during Ultrasonic Vibration-Assisted Milling of Honeycomb Aramid Material. Micromachines. 2022; 13(12):2154. https://doi.org/10.3390/mi13122154
Chicago/Turabian StyleZhang, Mingxing, Zuotian Ma, Xiaodong Wang, Ting Meng, and Xiangqun Li. 2022. "Design of Longitudinal–Torsional Transducer and Directivity Analysis during Ultrasonic Vibration-Assisted Milling of Honeycomb Aramid Material" Micromachines 13, no. 12: 2154. https://doi.org/10.3390/mi13122154
APA StyleZhang, M., Ma, Z., Wang, X., Meng, T., & Li, X. (2022). Design of Longitudinal–Torsional Transducer and Directivity Analysis during Ultrasonic Vibration-Assisted Milling of Honeycomb Aramid Material. Micromachines, 13(12), 2154. https://doi.org/10.3390/mi13122154