
Laser Micromachining in Fabrication of Reverse-µEDM Tools for Producing Arrayed Protrusions


Abstract
:1. Introduction
2. Materials and Methods
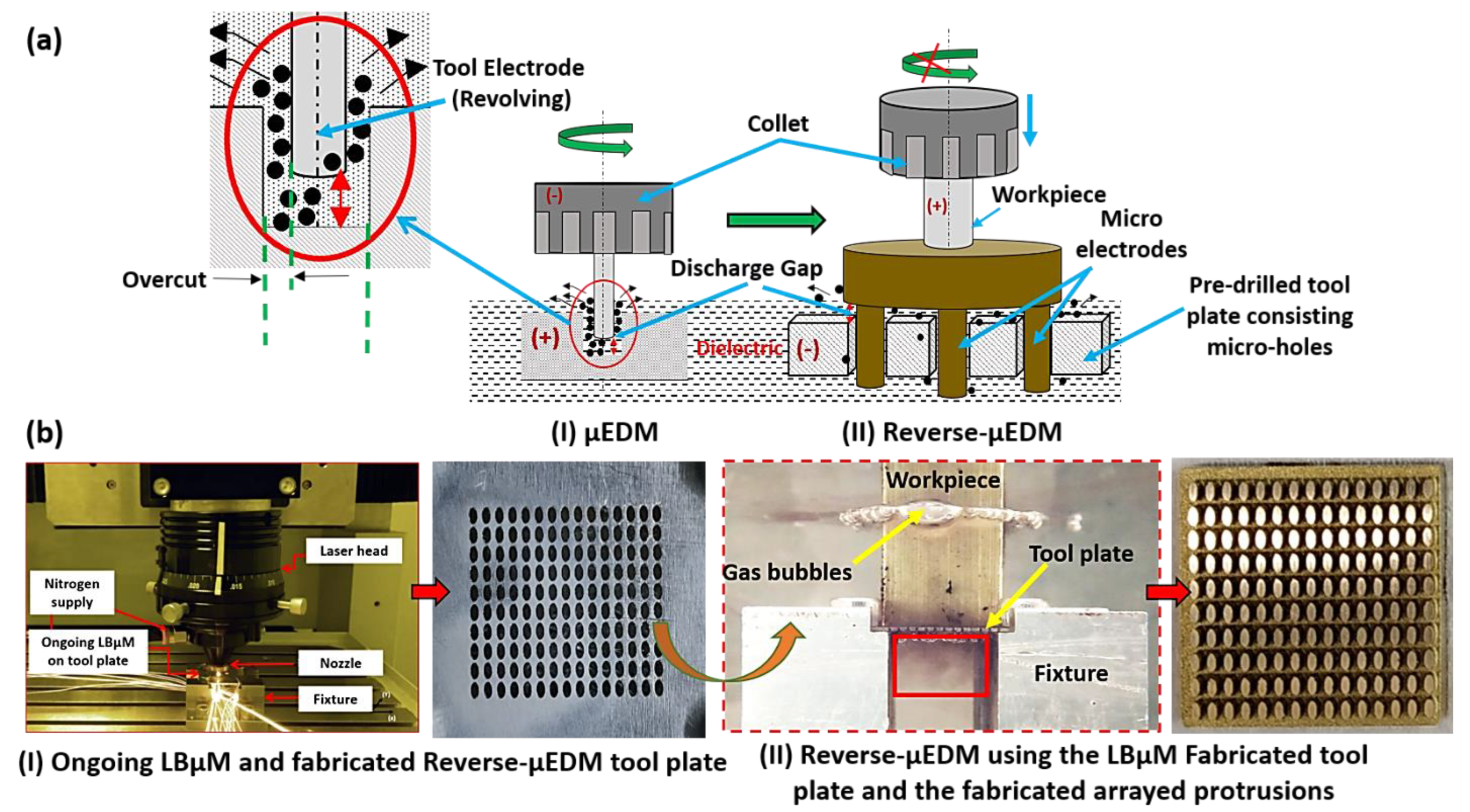
2.1. Complete Process Configuration
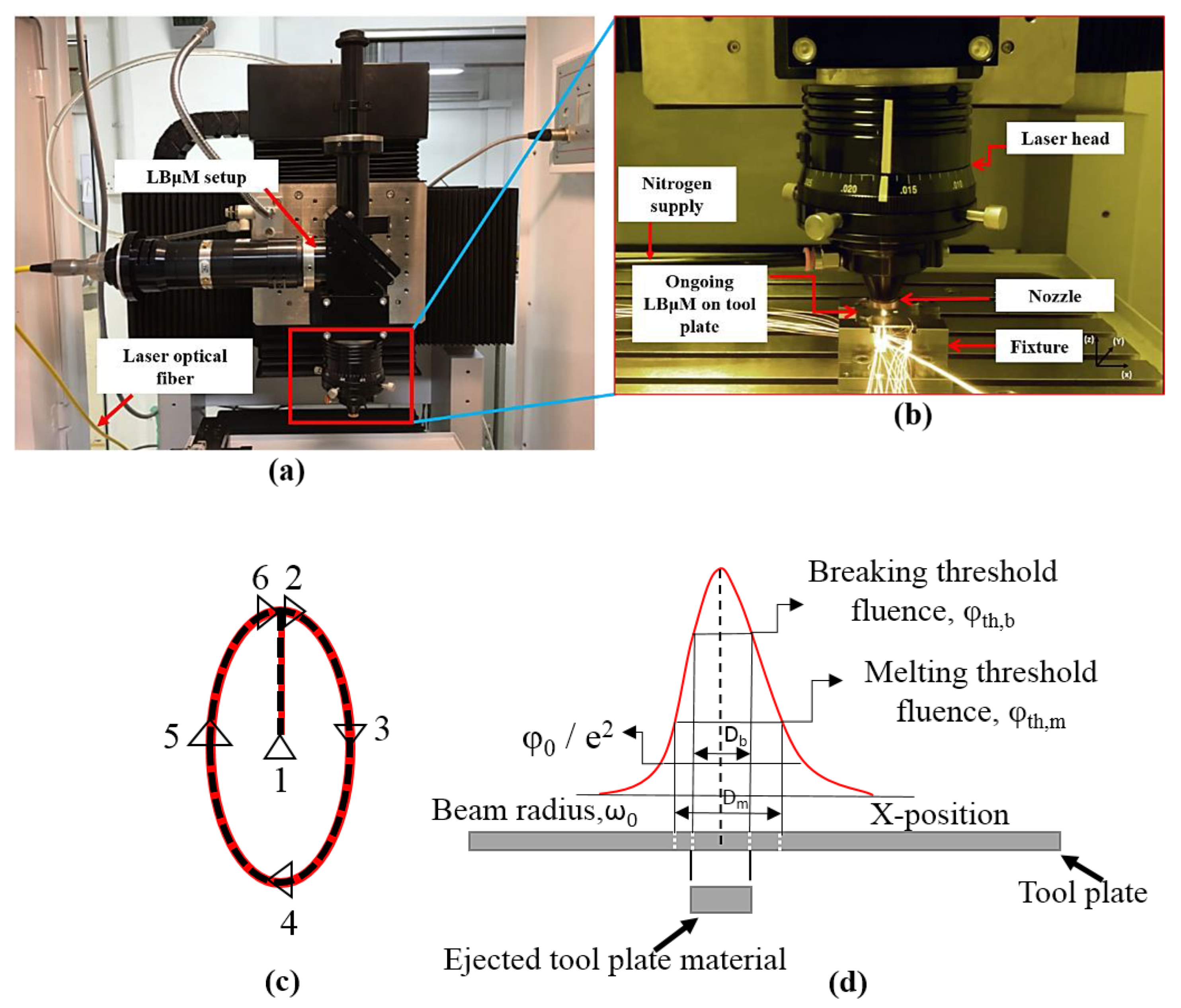
2.2. LBµM Experiments for Fabrication of Reverse-µEDM Tool Plate
2.3. Reverse-µEDM Experiments for Fabricated Arrayed Protrusions
3. Results and Discussion
3.1. LBµM Experimental Results
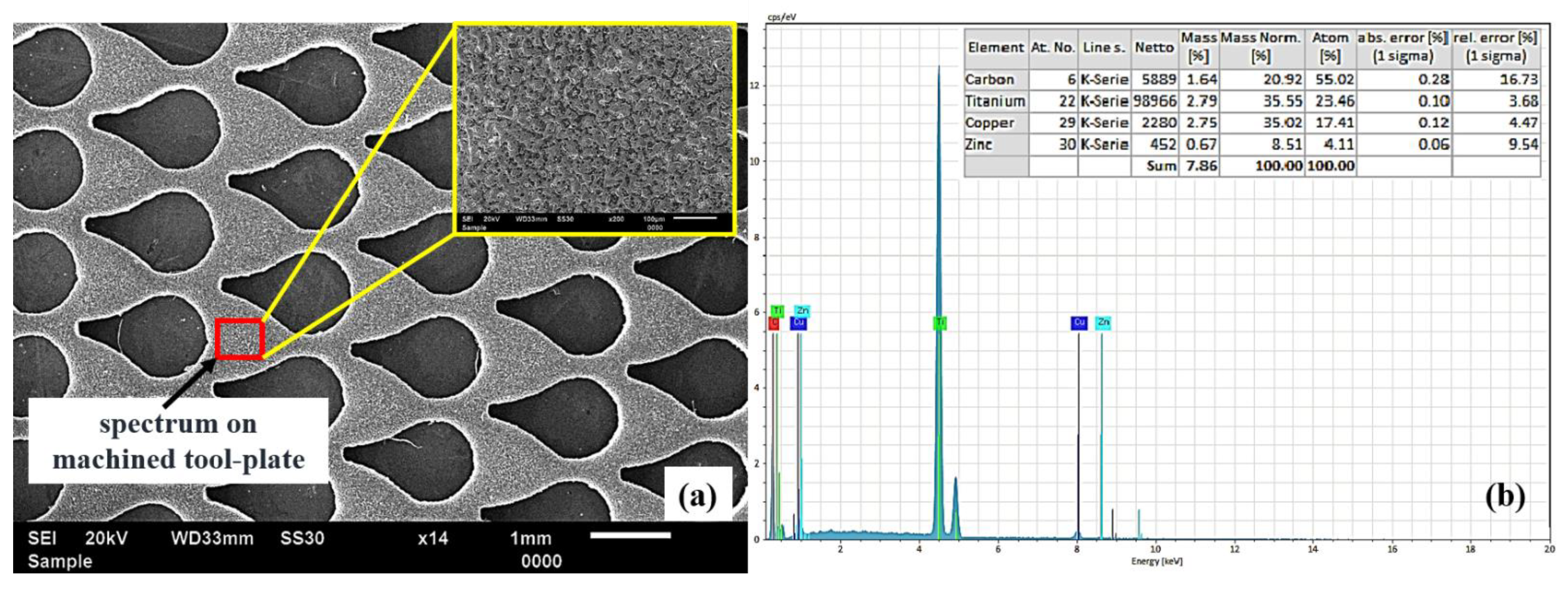
3.1.1. Microstructure and EDS
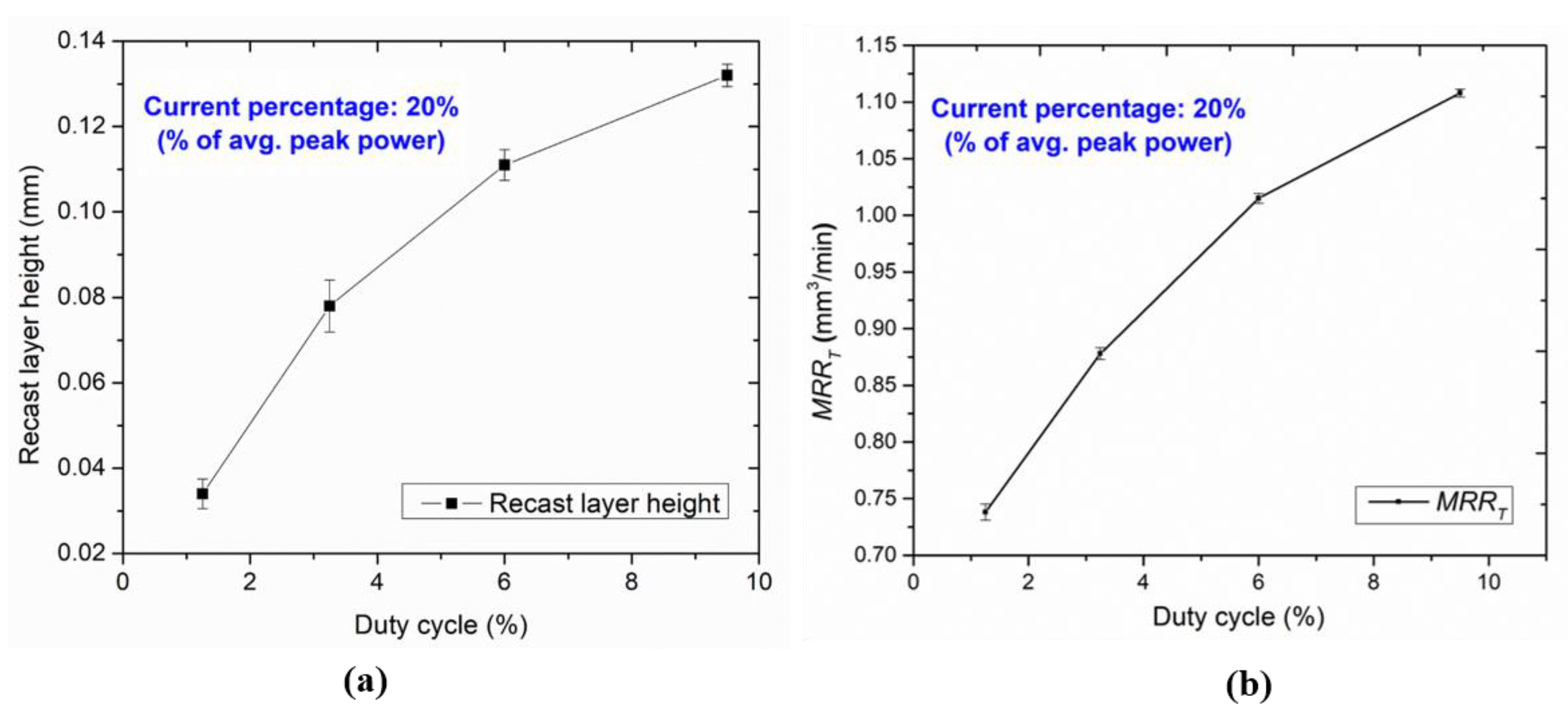
3.1.2. Recast Layer and MRR
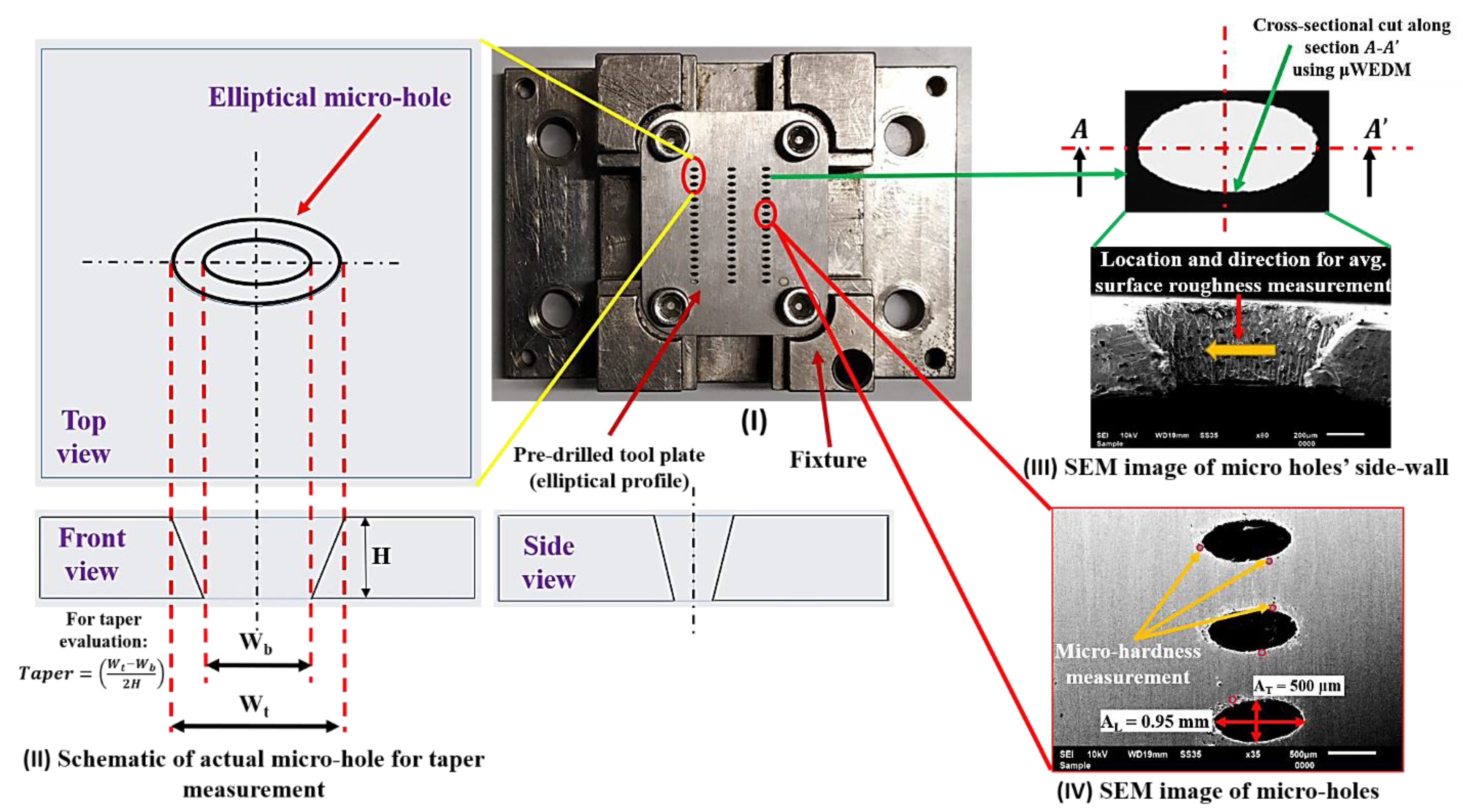
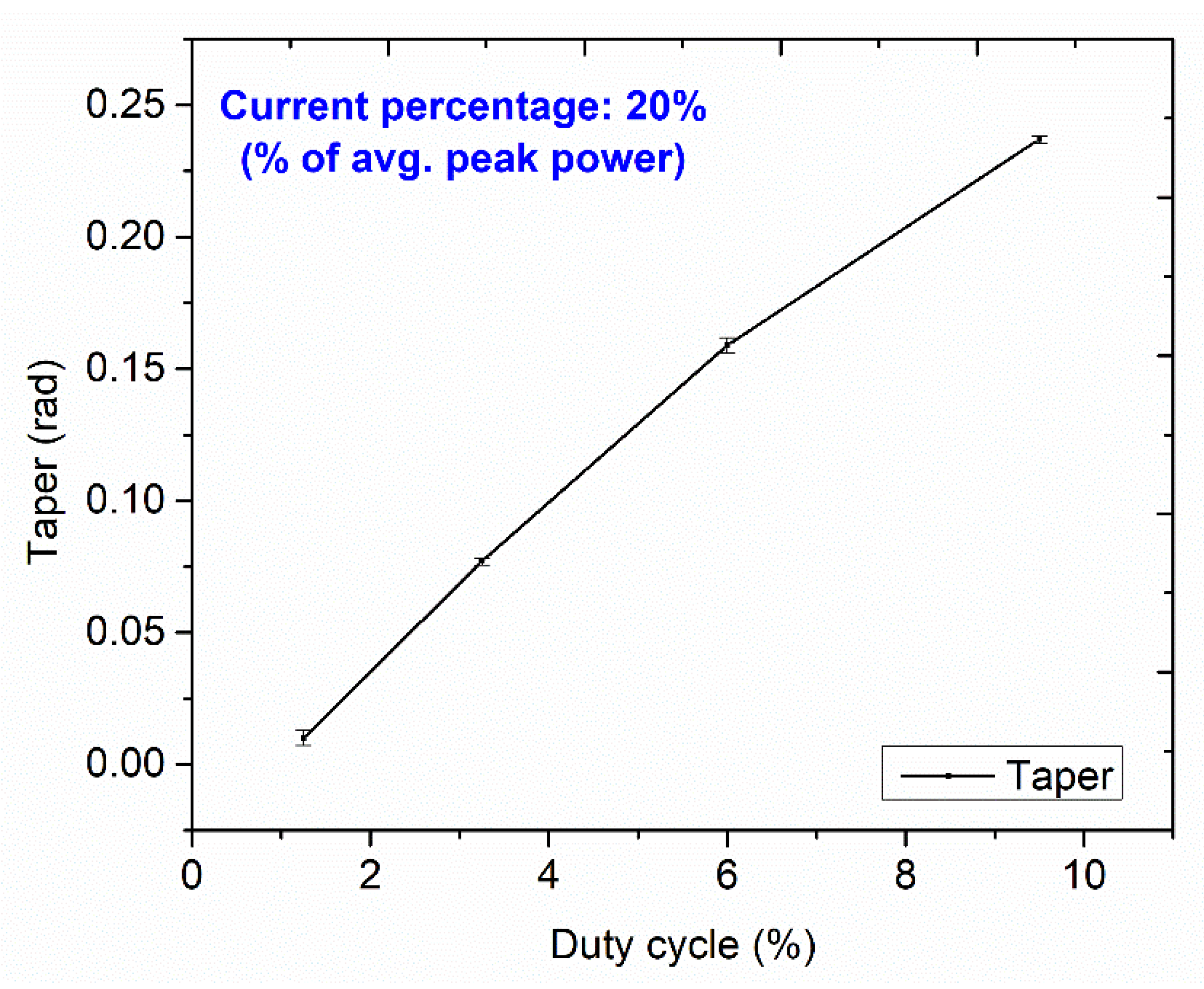
3.1.3. Taper
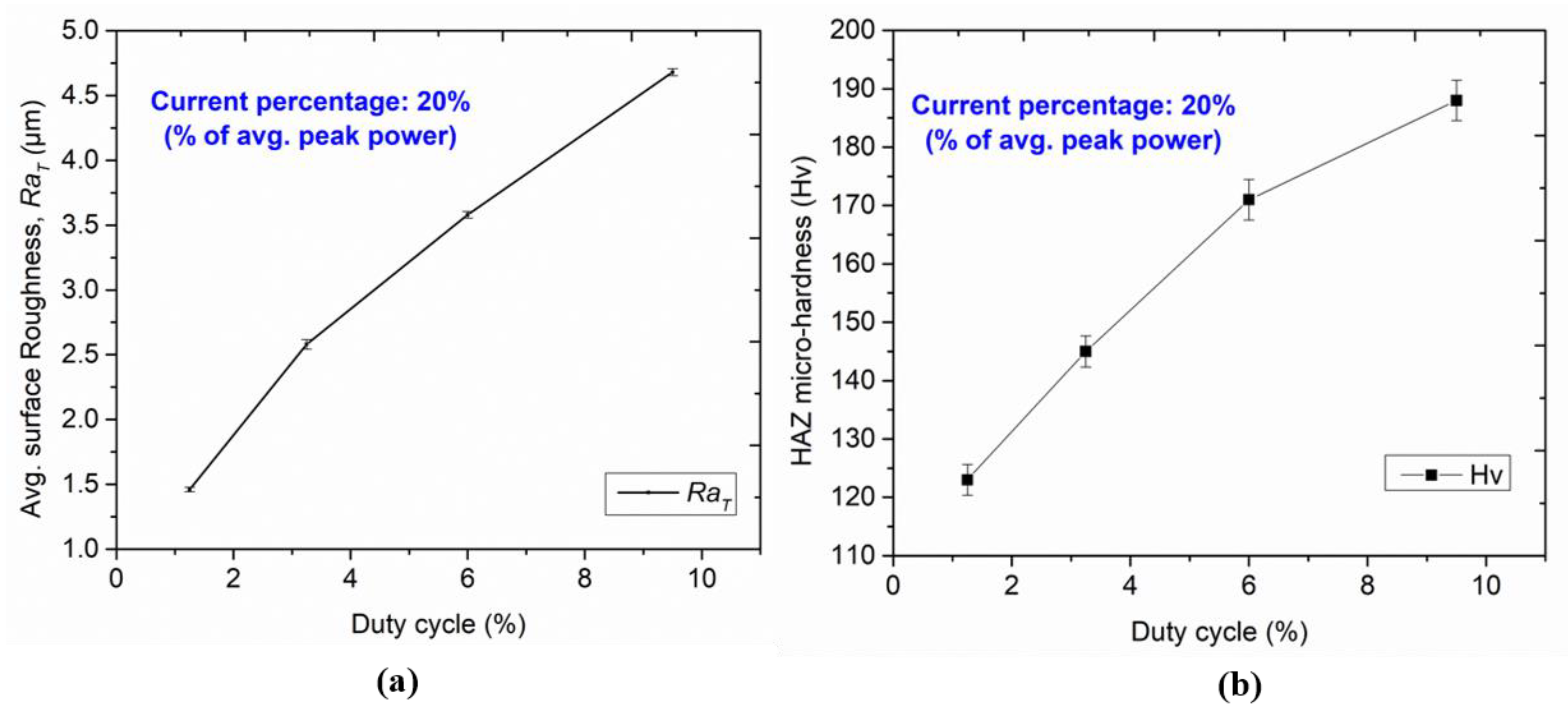
3.1.4. Avg. Surface Roughness, RaT
3.1.5. Micro-Hardness of HAZ
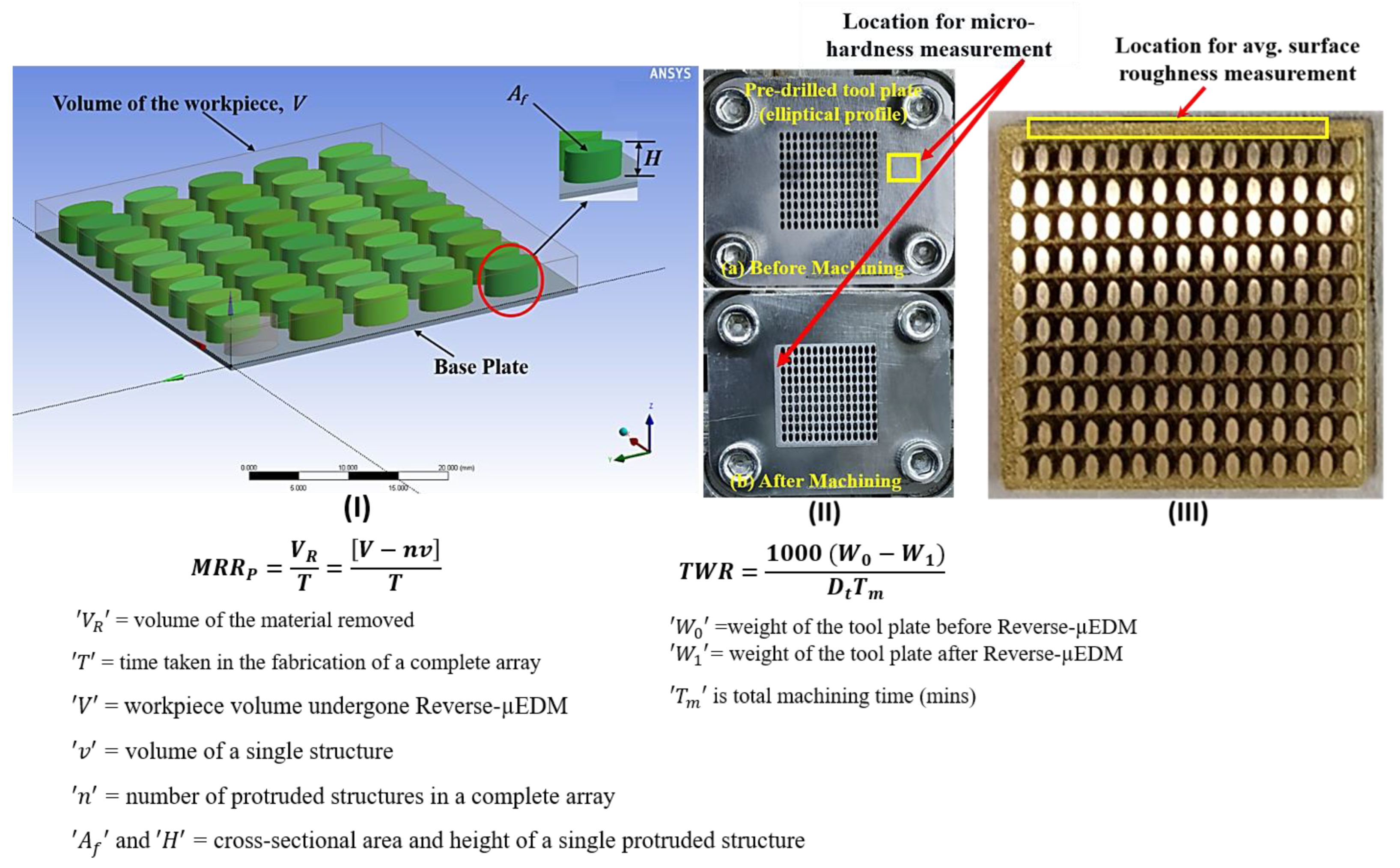
3.2. Reverse-μEDM Using Optimal Tool Plate
4. Conclusions
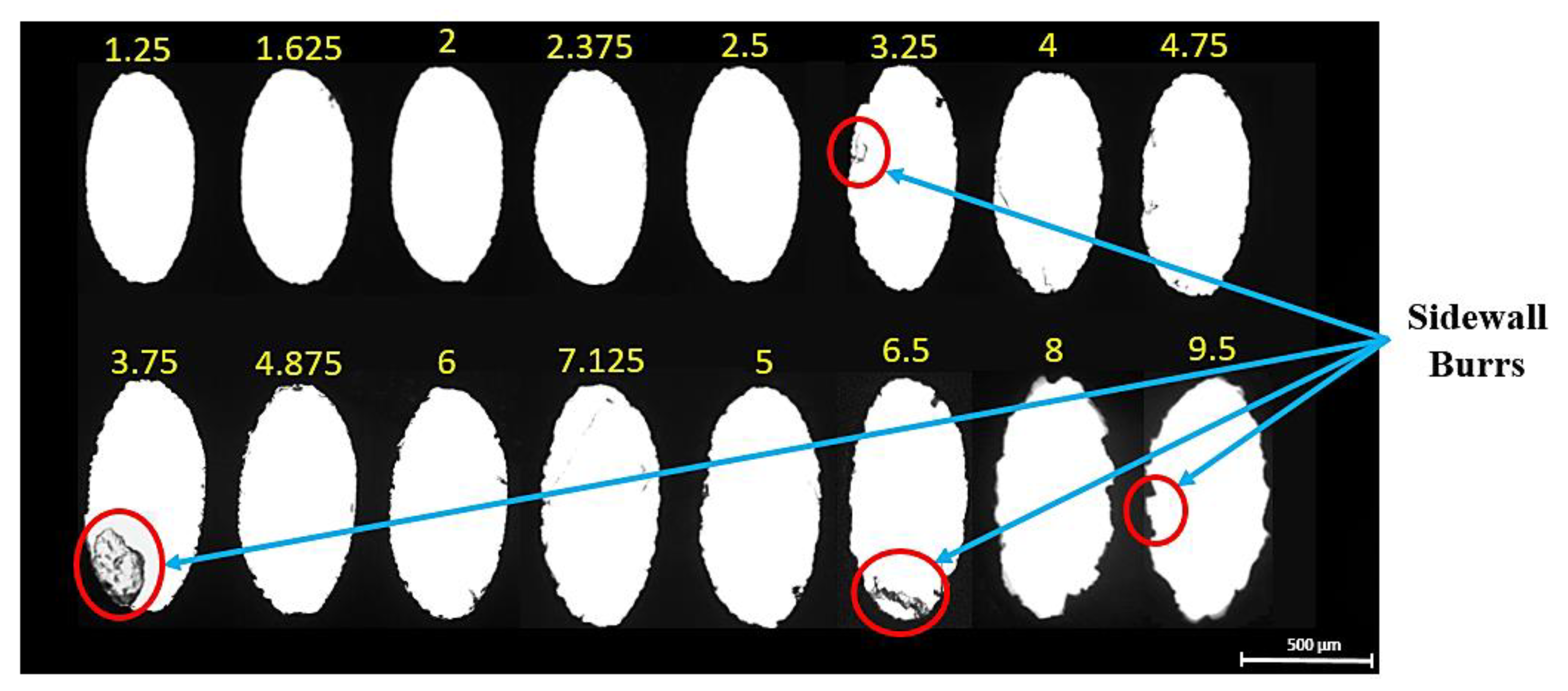
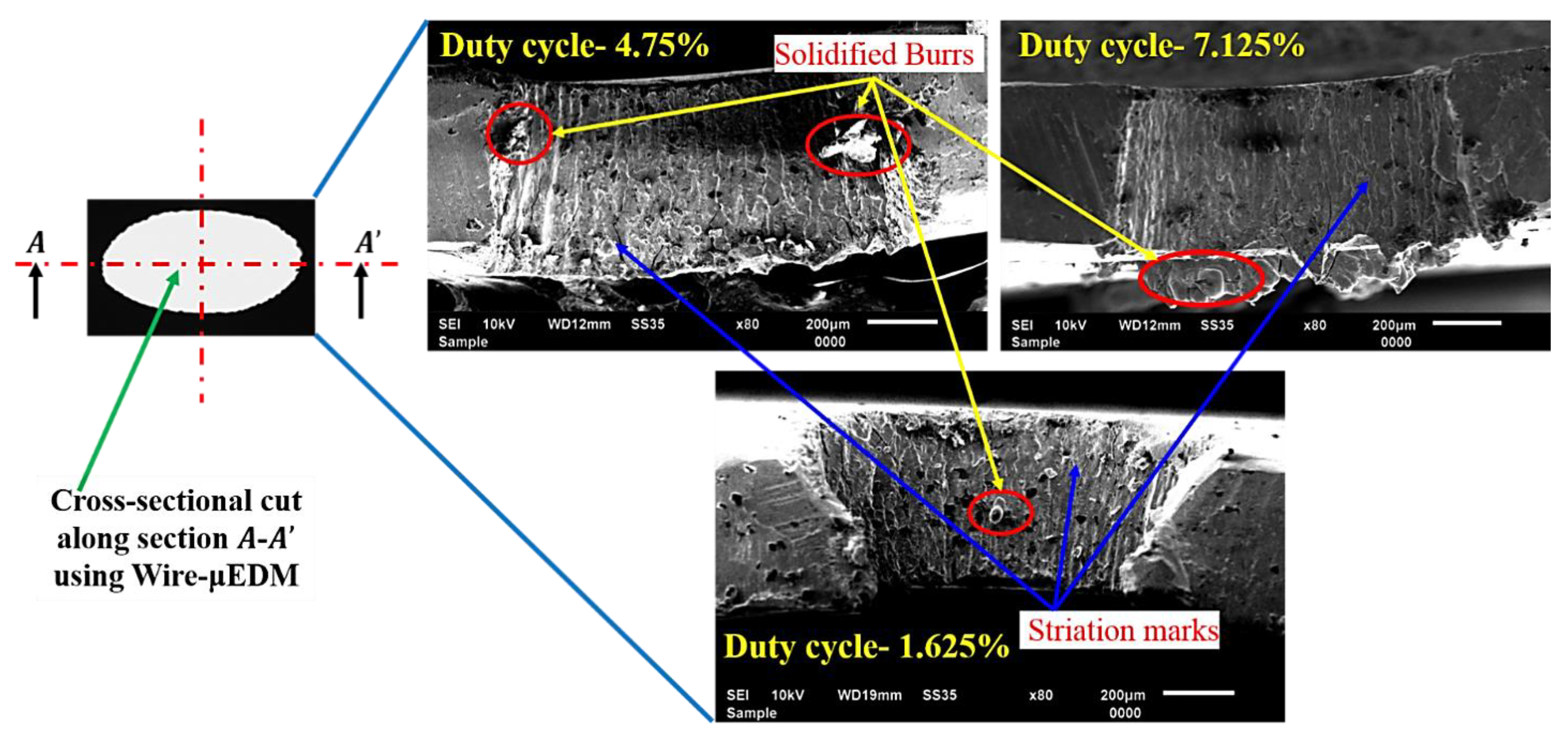
- The LBµM at the lowest duty cycle and current percentage, as the optimized LBμM parameters, resulted in minimum recast layer height, minimum taper, and average surface roughness (“RaT”) with almost negligible burrs with shallow side wall striation marks of micro-holes.
- The pulse width of 0.25 ms, pulse frequency of 50 Hz, and a current percentage of 20% (% of avg. peak power) were the optimal parametric combinations for LBμM obtained by Grey relation analysis.
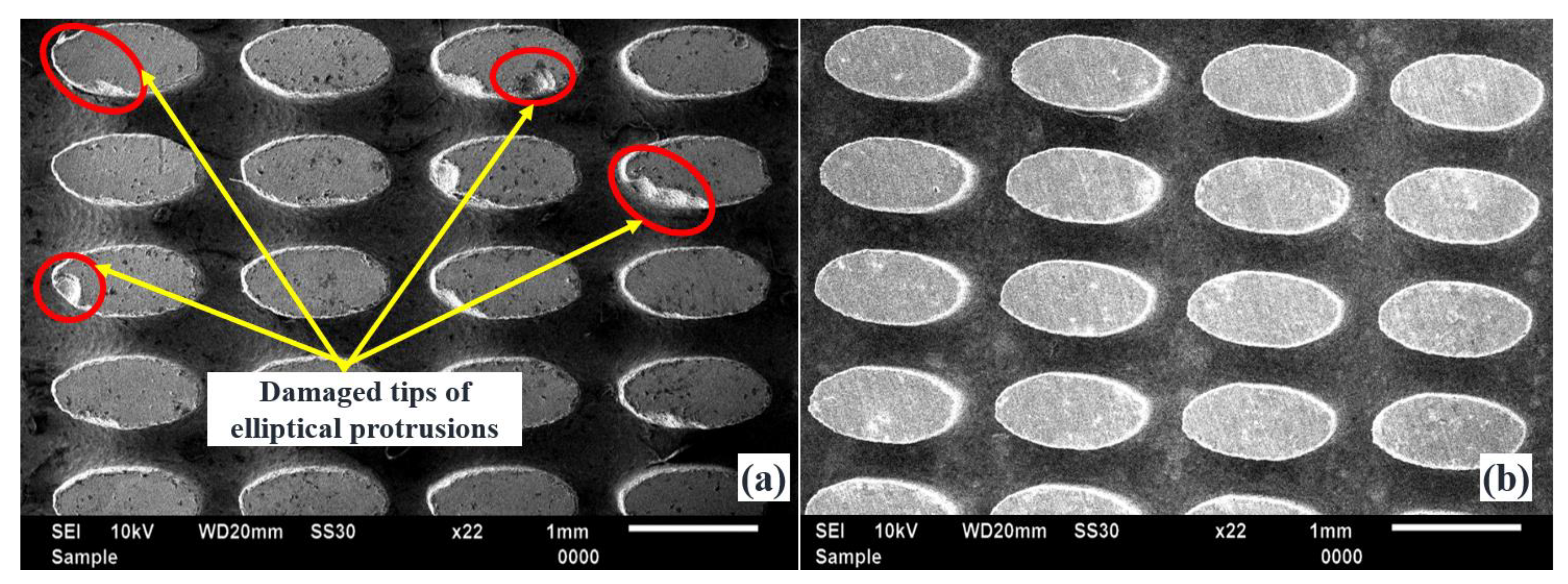
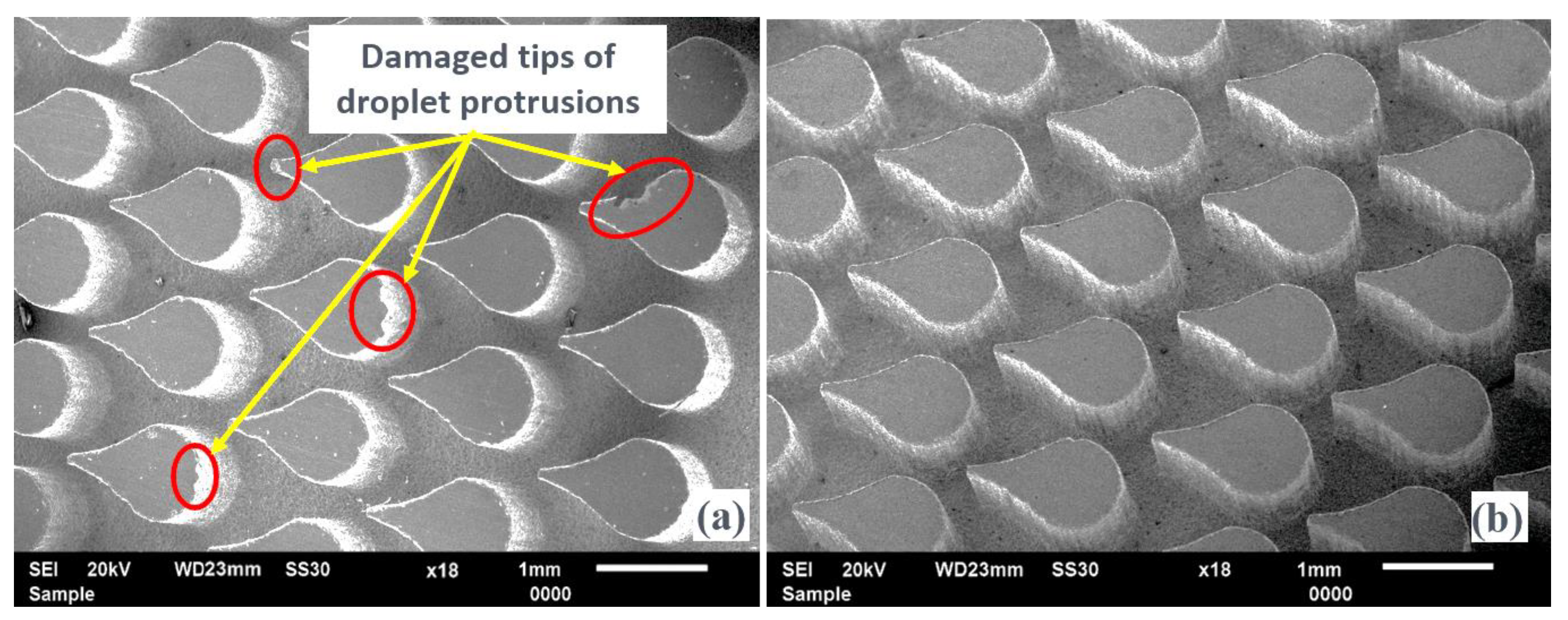
- The optimized LBμM parameters have demonstrated high-quality arrayed micro-holes and are further used to produce arrayed elliptical and droplet protrusions through Reverse-µEDM.
- Damage-free protrusions with an improved MRRP, TWR, and RaP by more than 16%, 20% and 10%, respectively, are achieved by Reverse-µEDM upon using the optimized tool plate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Nomenclature
| µEDM | Micro-electro-discharge-machining |
| Reverse-µEDM | Reverse-micro-electro-discharge-machining |
| LBµM | Laser beam micromachining |
| Nd: YAG | Neodymium-doped yttrium aluminum garnet |
| HAZ | Heat affected zone |
| RC | Resistance-capacitance |
| SEM | Scanning electron microscope |
| EDS | Energy Dispersive Spectroscopy |
| TWR | Tool wear rate (mm3/min) |
| GRA | Grey relational analysis |
| Hv | Vicker micro-hardness |
| RaT | Average surface roughness of micro-holes side-wall surface (μm) |
| RaP | Average surface roughness of protrusions surface (μm) |
| MRRT | Material removal rate (mm3/min) of tool plate |
| MRRP | Material removal rate (mm3/min) of protrusions |
References
- Lei, S.; Zhao, X.; Yu, X.; Hu, A.; Vukelic, S.; Jun, M.B.G.; Joe, H.E.; Lawrence Yao, Y.; Shin, Y.C. Ultrafast Laser Applications in Manufacturing Processes: A State-of-the-Art Review. J. Manuf. Sci. Eng. Trans. ASME 2020, 142, 031005. [Google Scholar]
- Qin, L.; Hua, J.; Zhao, X.; Zhu, Y.; Li, D.; Liu, Z. Micro-PIV and Numerical Study on Influence of Vortex on Flow and Heat Transfer Performance in Micro Arrays. Appl. Therm. Eng. 2019, 161, 114186. [Google Scholar] [CrossRef]
- Nirala, C.K.; Saha, P. A New Approach of Tool Wear Monitoring and Compensation in RμEDM Process. Mater. Manuf. Process. 2016, 31, 483–494. [Google Scholar] [CrossRef]
- Kishore, H.; Nadda, R.; Nirala, C.K.; Agrawal, A. Modelling and Simulation Based Surface Characterization of Reverse-ΜEDM Fabricated Micro Pin-Fins. Procedia CIRP 2019, 81, 1230–1235. [Google Scholar] [CrossRef]
- Ivanov, A.; Lahiri, A.; Baldzhiev, V.; Trych-Wildner, A. Suggested Research Trends in the Area of Micro-EDM—Study of Some Parameters Affecting Micro-EDM. Micromachines 2021, 12, 1184. [Google Scholar] [CrossRef] [PubMed]
- Kishore, H.; Nirala, C.K.; Agrawal, A. Feasibility Demonstration of ΜEDM for Fabrication of Arrayed Micro Pin-Fins of Complex Cross-Sections. Manuf. Lett. 2020, 23, 14–18. [Google Scholar] [CrossRef]
- Kishore, H.; Nirala, C.K.; Agrawal, A. Assessment of Process Parameters and Performance Enhancement through a Novel Suction Flushing Technology in RµEDM. Mater. Manuf. Process. 2021, 36, 1476–1488. [Google Scholar] [CrossRef]
- Hanon, M.M.; Akman, E.; Genc Oztoprak, B.; Gunes, M.; Taha, Z.A.; Hajim, K.I.; Kacar, E.; Gundogdu, O.; Demir, A. Experimental and Theoretical Investigation of the Drilling of Alumina Ceramic Using Nd:YAG Pulsed Laser. Opt. Laser Technol. 2012, 44, 913–922. [Google Scholar]
- Wang, X.; Huang, Y.; Xing, Y.; Fu, X.; Zhang, Z.; Ma, C. Fabrication of Micro-Channels on Al2O3/TiC Ceramics Using Picosecond Laser Induced Plasma Micromachining. J. Manuf. Process. 2019, 44, 102–112. [Google Scholar] [CrossRef]
- Roth, G.L.; Haubner, J.; Kefer, S.; Esen, C.; Hellmann, R. Fs-Laser Based Hybrid Micromachining for Polymer Micro-Opto Electrical Systems. Opt. Lasers Eng. 2021, 137, 106362. [Google Scholar]
- Pecholt, B.; Vendan, M.; Dong, Y.; Molian, P. Ultrafast Laser Micromachining of 3C-SiC Thin Films for MEMS Device Fabrication. Int. J. Adv. Manuf. Technol. 2008, 39, 239–250. [Google Scholar]
- Mandal, K.K.; Kuar, A.S.; Mitra, S. Experimental investigation on laser micro-machining of Al 7075 Alloy. Opt. Laser Technol. 2018, 107, 260–267. [Google Scholar] [CrossRef]
- Mishra, S.; Yadava, V. Prediction of hole characteristics and hole productivity during pulsed Nd:YAG laser beam percussion drilling. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 494–507. [Google Scholar] [CrossRef]
- Chatterjee, S.; Mahapatra, S.S.; Bharadwaj, V.; Choubey, A.; Upadhyay, B.N.; Bindra, K.S. Drilling of micro-holes on titanium alloy using pulsed Nd:YAG laser: Parametric appraisal and prediction of performance characteristics. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 1872–1889. [Google Scholar] [CrossRef]
- Singh, S.S.; Baruah, P.K.; Khare, A.; Joshi, S.N. Effect of Laser Beam Conditioning on Fabrication of Clean Micro-Channel on Stainless Steel 316L Using Second Harmonic of Q-Switched Nd:YAG Laser. Opt. Laser Technol. 2018, 99, 107–117. [Google Scholar] [CrossRef]
- Lee, S.W.; Shin, H.S.; Chu, C.N. Fabrication of Micro-Pin Array with High Aspect Ratio on Stainless Steel Using Nanosecond Laser Beam Machining. Appl. Surf. Sci. 2013, 264, 653–663. [Google Scholar] [CrossRef]
- Martan, J.; Prokešová, L.; Moskal, D.; Ferreira de Faria, B.C.; Honner, M.; Lang, V. Heat Accumulation Temperature Measurement in Ultrashort Pulse Laser Micromachining. Int. J. Heat Mass Transf. 2021, 168, 120866. [Google Scholar]
- Schille, J.; Schneider, L.; Loeschner, U. Process Optimization in High-Average-Power Ultrashort Pulse Laser Microfabrication: How Laser Process Parameters Influence Efficiency, Throughput and Quality. Appl. Phys. A Mater. Sci. Process. 2015, 120, 847–855. [Google Scholar] [CrossRef]
- Demir, A.G.; Pangovski, K.; O’Neill, W.; Previtali, B. Laser Micromachining of TiN Coatings with Variable Pulse Durations and Shapes in Ns Regime. Surf. Coat. Technol. 2014, 258, 240–248. [Google Scholar]
- Giorleo, L.; Ceretti, E.; Giardini, C. Optimization of Laser Micromachining Process for Biomedical Device Fabrication. Int. J. Adv. Manuf. Technol. 2016, 82, 901–907. [Google Scholar] [CrossRef]
- Tunna, L.; O’Neill, W.; Khan, A.; Sutcliffe, C. Analysis of Laser Micro Drilled Holes through Aluminium for Micro-Manufacturing Applications. Opt. Lasers Eng. 2005, 43, 937–950. [Google Scholar] [CrossRef]
- Leitz, K.H.; Redlingshöer, B.; Reg, Y.; Otto, A.; Schmidt, M. Metal ablation with short and ultrashort laser pulses. Phys. Procedia 2011, 12, 230–238. [Google Scholar] [CrossRef] [Green Version]
- Liu, D.X.; Sun, Y.L.; Dong, W.F.; Yang, R.Z.; Chen, Q.D.; Sun, H.B. Dynamic Laser Prototyping for Biomimetic Nanofabrication. Laser Photonics Rev. 2014, 8, 882–888. [Google Scholar] [CrossRef]
- Cicalǎ, E.; Soveja, A.; Sallamand, P.; Grevey, D.; Jouvard, J.M. The Application of the Random Balance Method in Laser Machining of Metals. J. Mater. Process. Technol. 2008, 196, 393–401. [Google Scholar] [CrossRef]
- Hreetabh; Nirala, C.K.; Agrawal, A. A New Approach for Fabrication of Complex-Shaped Arrayed Micro Electrodes. In Advances in Micro and Nano Manufacturing and Surface Engineering; Lecture Notes on Multidisciplinary Industrial Engineering; Shunmugam, M., Kanthababu, M., Eds.; Springer: Singapore, 2019. [Google Scholar] [CrossRef]
- Benton, M.; Hossan, M.R.; Konari, P.R.; Gamagedara, S. Effect of Process Parameters and Material Properties on Laser Micromachining of Microchannels. Micromachines. Micromachines 2019, 10, 123. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Padhee, S.; Pani, S.; Mahapatra, S.S. A parametric study on laser drilling of Al/SiCp metal-matrix composite. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 76–91. [Google Scholar] [CrossRef]
- Nirala, C.K.; Saha, P. Evaluation of ΜEDM-Drilling and ΜEDM-Dressing Performances Based on Online Monitoring of Discharge Gap Conditions. Int. J. Adv. Manuf. Technol. 2016, 85, 1995–2012. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input Factors | Units | Level | |||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | ||
| Pulse width | ms | 0.25 | 0.5 | 0.75 | 1 |
| Pulse frequency | Hz | 50 | 65 | 80 | 95 |
| Current percentage | DC (%) | 20 | 40 | 60 | 80 |
| Factors | Responses | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D = A × B × 10−1 | ||||||
| Exp No. | Pulse Width (ms) | Frequency (Hz) | Current (%) | Duty Cycle | MRRT (mm3/min) | Height of Recast Layer (mm) | RaT (µm) | Taper (Rad) | Hv, HAZ (Micro-Holes) |
| 1 | 0.25 | 50 | 20 | 1.250 | 0.738 | 0.034 | 1.46 | 0.01 | 123 |
| 2 | 0.25 | 65 | 40 | 1.625 | 0.753 | 0.042 | 1.78 | 0.029 | 128 |
| 3 | 0.25 | 80 | 60 | 2.000 | 0.782 | 0.049 | 1.91 | 0.043 | 130 |
| 4 | 0.25 | 95 | 80 | 2.375 | 0.807 | 0.056 | 2.02 | 0.051 | 134 |
| 5 | 0.50 | 50 | 40 | 2.500 | 0.831 | 0.062 | 2.14 | 0.068 | 139 |
| 6 | 0.50 | 65 | 20 | 3.250 | 0.878 | 0.078 | 2.58 | 0.077 | 145 |
| 7 | 0.50 | 80 | 80 | 4.000 | 0.911 | 0.083 | 2.87 | 0.112 | 151 |
| 8 | 0.50 | 95 | 60 | 4.750 | 0.963 | 0.107 | 3.17 | 0.124 | 162 |
| 9 | 0.75 | 50 | 60 | 3.750 | 0.876 | 0.071 | 2.47 | 0.094 | 156 |
| 10 | 0.75 | 65 | 80 | 4.875 | 0.942 | 0.093 | 2.98 | 0.132 | 163 |
| 11 | 0.75 | 80 | 20 | 6.000 | 1.015 | 0.111 | 3.58 | 0.159 | 171 |
| 12 | 0.75 | 95 | 40 | 7.125 | 1.062 | 0.123 | 3.95 | 0.181 | 179 |
| 13 | 1 | 50 | 80 | 5.000 | 0.952 | 0.096 | 3.02 | 0.146 | 165 |
| 14 | 1 | 65 | 60 | 6.500 | 1.029 | 0.119 | 3.70 | 0.168 | 173 |
| 15 | 1 | 80 | 40 | 8.000 | 1.094 | 0.128 | 4.35 | 0.211 | 183 |
| 16 | 1 | 95 | 20 | 9.500 | 1.108 | 0.132 | 4.68 | 0.237 | 188 |
| Reverse-μEDM Parameters (Based on Expertise and Availability) | LBµM Parameters (Based on GRA Optimization) | |||||
|---|---|---|---|---|---|---|
| Setup | RC based | LASER type | Nd-YAG YLR-150/1500-QCW-MM-AC-Y11 | |||
| Resolution (X, Y, Z) | 0.1 μm | Wavelength | 1070 nm | |||
| Tool plate | Titanium | Power | 150 W | |||
| Workpiece | Brass | Frequency | 50 Hz | |||
| Gap voltage | 110 V | Pulse width | 0.25 ms | |||
| Capacitance | 10 nF | Spot diameter | 55 μm | |||
| Electrode Feed rate | 5 μm/s | current (%) | 20 | |||
| Dielectric oil (type) | NICUT LL21 E | |||||
| Measured Responses after Reverse-μEDM | ||||||
| Reverse-μEDM Using Tool Plate Fabricated (Droplet Protrusions) | Approximately Time (h) | MRRP (mm3/min) | TWR (mm3/min) | RaP (μm) | Micro-Hardness of Tool Plate (Hv) | |
| Before M/cing | After M/cing | |||||
| (I) with random parametric set | 32 | 0.119 | 0.0053 | 1.63 | 118 | 125 |
| (II) with optimal parametric set | 28 | 0.142 | 0.0042 | 1.46 | 118 | 129 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kishore, H.; Nirala, C.K.; Agrawal, A. Laser Micromachining in Fabrication of Reverse-µEDM Tools for Producing Arrayed Protrusions. Micromachines 2022, 13, 306. https://doi.org/10.3390/mi13020306
Kishore H, Nirala CK, Agrawal A. Laser Micromachining in Fabrication of Reverse-µEDM Tools for Producing Arrayed Protrusions. Micromachines. 2022; 13(2):306. https://doi.org/10.3390/mi13020306
Chicago/Turabian StyleKishore, Hreetabh, Chandrakant Kumar Nirala, and Anupam Agrawal. 2022. "Laser Micromachining in Fabrication of Reverse-µEDM Tools for Producing Arrayed Protrusions" Micromachines 13, no. 2: 306. https://doi.org/10.3390/mi13020306
APA StyleKishore, H., Nirala, C. K., & Agrawal, A. (2022). Laser Micromachining in Fabrication of Reverse-µEDM Tools for Producing Arrayed Protrusions. Micromachines, 13(2), 306. https://doi.org/10.3390/mi13020306