1. Introduction
The demand for high speeds and high-performance levels of image sensors continues to increase in diverse applications, such as autonomous vehicles, security, robotics, the IoT (internet of things), and artificial intelligence technologies [
1,
2,
3]. The three-dimensional (3D) stacked image sensor using 3D integration technology has emerged as a new key technology to meet these demands [
4]. Three-dimensional integration technology provides an integrated system in which cells and logic devices are vertically stacked and connected. Recently, the back side illumination (BSI) image sensor started to utilize the 3D integration process to overcome the limitations posed by the shrinkage of the pixel size [
5,
6,
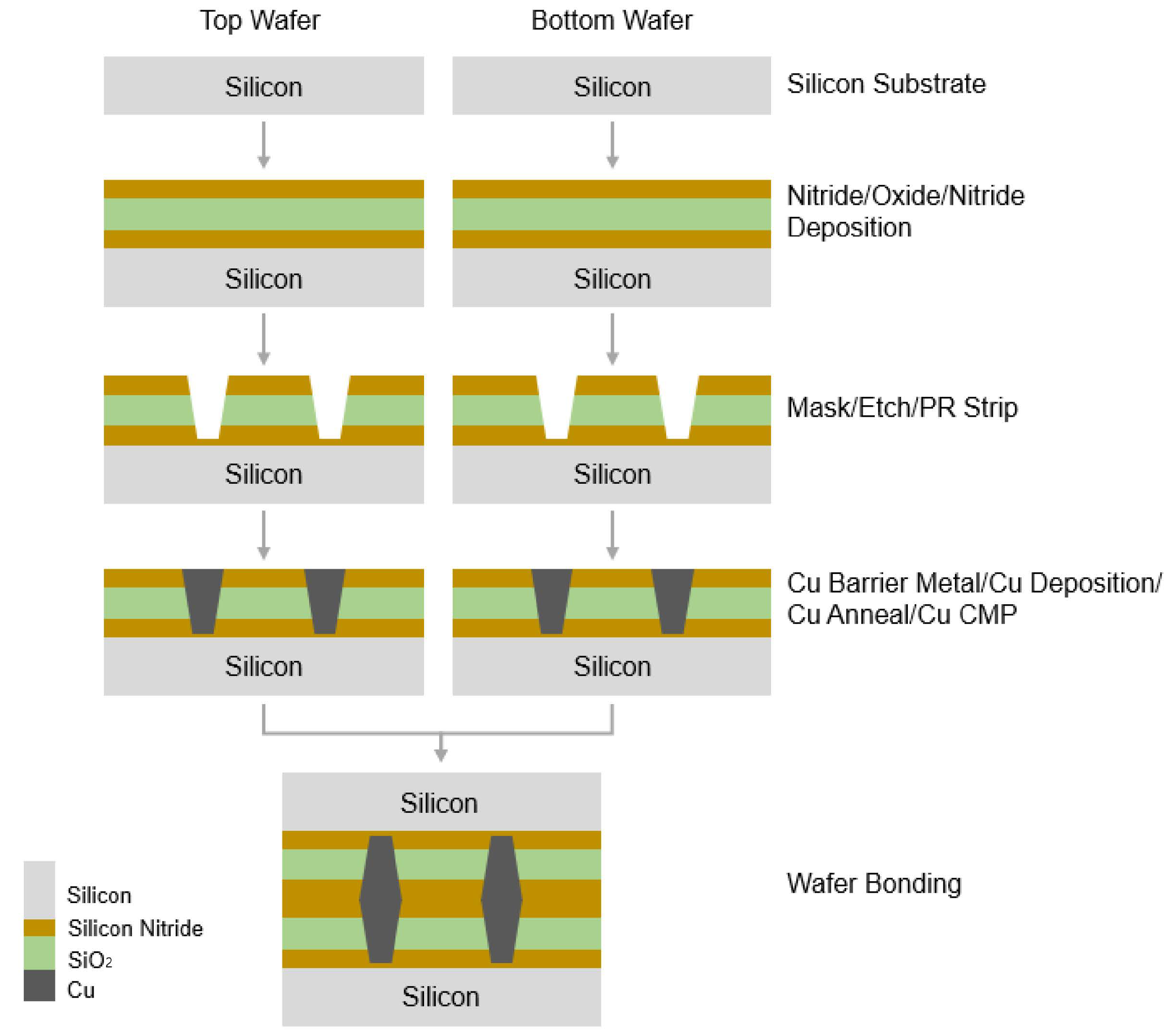
7]. The key technologies of 3D integration are the wafer-to-wafer bonding and the ultra-wafer thinning processes. Three-dimensional integration technologies can be classified into the through silicon via (TSV) method and the metal interconnection method depending on the electrical connection method of the cell and logic [
8]. Hybrid bonding refers to a direct bond that combines a dielectric silicon oxide bond and a metal bond of a sensor and a logic wafer without a TSV to form electrical interconnections such as copper (Cu)/dielectric layer hybrid bonding [
9]. Recently, hybrid bonding technology has expanded from image sensors to the semiconductor packaging technologies of NAND flash memory and DRAM products.
Much of the work has focused on investigations of the physical mechanisms [
10] and fabrication optimization [
11] of hybrid bonding technology. However, hybrid bonding technology is still associated with many challenging issues related to yields and reliability. Examples include the bond strength, void generation, misalignment, and contamination. The bonding quality is influenced by many factors, such as the cleanliness and roughness of the surface [
12], surface activation [
13], the annealing conditions used [
14], and copper recession and protrusion [
15]. During the fabrication of semiconductors, there is a need to improve the bond strength at low temperatures in order to prevent melting of the metal layer and changes in device characteristics during the bonding process. Therefore, plasma pretreatment and hydrophilic bonding techniques were introduced to improve adhesion at a low annealing temperature [
16,
17].
The warpage of the wafer is also crucial for a high yield and reliability of hybrid bonding, particularly when the number of stacked wafers increases [
18]. It was known that deformed bonded wafers caused by differences in the thermal expansion of the neighboring materials (or residual stress) will affect the misalignment. However, there have been few studies on the effect of wafer warpage on void formation and yield of the bonding.
In this study, we focus on the bond strength and formation of edge voids, which are the main factors impacting the yield and reliability of the hybrid bonding process. We systematically investigate the effects of different plasma activation conditions, plasma gases, and surface roughness levels on the bonding strength. In addition, given that it is known that edge voids can occur even in wafers with a very smooth surface roughness on the sub-nanometer level [
19], for the first time we investigate the effects of wafer warpage on the formation of edge voids. Then, we proposed an efficient method to minimize the edge void formation.
4. Results and Discussion
Figure 3a shows the cross-sectional transmission electron microscope (TEM) image of a fabricated wafer before bonding. It was found that the via hole was completely filled with copper without any defects or voids. Additionally, the copper dishing after the CMP process was very small, at less than 25 Å.
Figure 3b shows the cross-sectional TEM image of the bonded wafer after completion of the annealing process. As shown in the figure, the wafer was well bonded without any misalignment or defects. In particular, the thickness of the copper oxide grown after annealing was around 50 Å. Therefore, the dishing effect can be negligible during the bonding process.
Figure 4 exhibits a c-SAM image of a 12-inch bonded wafer after the annealing process. We found that the bonding was performed well. However, as shown in the figure, several voids were detected at the edge of the wafer (shown in the yellow circle).
The dangling bond formed in the vacuum plasma chamber has high energy and cannot be measured because it easily binds to oxygen when exposed to air. Therefore, the thickness of silicon oxide, which is a layer formed after the reaction, was monitored instead of the monitoring the dangling bond.
Table 1 shows the results of the assessment of the bond strength of the bonded wafer and the growth rate of the oxide layer on the silicon nitride layer fabricated using different plasma activation gases (O
2, N
2, and Ar). The mixture gases of Ar/O
2 and Ar/N
2 were also used for plasma activation. In this experiment, the high frequency at the top electrode and low frequency at the bottom electrode were fixed at 400 and 40 kHz, respectively, and the top high power and bottom low power were correspondingly fixed at 60 W and 25 W. The growth of the oxide layer was measured by an ellipsometer before and after the plasma activation process. As shown in
Table 1, the oxide growth rate indicates increases in the oxide thickness after plasma activation. When plasma activation was performed with O
2 gas alone, the highest bond strength of 1.69 J/m
2 and the highest oxide growth rate of 33.4 Å were achieved. In addition, plasma activation with Ar gas led to the lowest bond strength of 1.04 J/m
2 and lowest oxide growth rate of 2.7 Å. The use of the mixture of Ar and O
2 gases led to higher oxide growth of 21.3 Å and bond strength of 1.36 J/m
2. The correlation between the bond strength and the oxide thickness is depicted in
Figure 5. As the thickness of the oxide layer increased, the bond strength increased linearly, and the gas with a higher oxide growth rate showed higher bond strength, indicating that the thickness of the oxide layer is correlated with the dangling bond formation. As mentioned above, various gases can be used to enhance the plasma activation and dangling bond formation. Our results indicate that O
2 gas is the most suitable gas for the silicon nitride film to enhance the bond strength.
Meanwhile, higher growth of copper oxide on the Cu bonding pad will have a somewhat negative effect on the bonding quality and bond strength during the bonding process. During the subsequent annealing process after bonding, the thickness of the copper oxide on the Cu bonding pad will also increase. However, the coefficient of thermal expansion (CTE) of the copper is greater than that of the brittle copper oxide (CuxOy). Therefore, during the annealing process, the Cu pad expands more than the copper oxide layer, resulting in the fracture of the copper oxide layer and forming a connection between the upper and lower Cu pads. In this regard, the growth of the silicon oxide is more important than the growth of the copper oxide. A higher growth rate of the silicon oxide will lead to higher bond strength.
During plasma activation, dangling bonds are formed on the surface of the silicon nitride layer, and polar hydroxyl groups become attached to the dangling bonds. The polar hydroxyl facilitates bonding with water molecules; therefore, wafer bonding is maintained through van der Waals bonding with water molecules. Plasma activation involves both a physical reaction and a chemical reaction. When O2 gas is used, a high oxide growth rate can be expected because relatively more chemical reactions favorable for oxide formation occur compared to when other gases are used. Numerous Si-O-Si covalent bonds were formed through the subsequent annealing process, and the bond strength was improved. Moreover, as the oxide growth rate increases, the dielectric oxide materials around the Cu pad will hold the Cu pad firmly during the bonding process, leading to higher bond strength.
Next, we investigated the effects of the plasma power on the bond strength. The low-frequency plasm power was varied from 25 to 150 W. In this case, the plasma gas of oxygen was used. As shown in
Table 2 and
Figure 6, when the plasma power was increased from 25 to 100 W, the bond strength increased from 1.69 to 1.84 J/m
2, As the plasma power increases, more dangling bonds form at the bonding interfaces, resulting in an increase in the bond strength. However, when the plasma power reached 150 W, the bond strength decreased slightly to 1.8 J/m
2.
Figure 7 shows the changes in the surface roughness (Rmax) with an increase in the low-frequency plasma power. As the plasma power was increased, the surface roughness increased linearly. If the plasma power exceeds a certain level, the surface roughness increases due to the ion bombardment effect in the plasma chamber, resulting in a decrease in bond strength. It is considered that there was a threshold point at which the contact area (or surface roughness) became more important for wafer bonding than the formation of dangling bonds—that is, there was a trade-off between dangling bond formation and surface roughness for plasma power. When the plasma power increased, the activity of ions also increased, resulting in more surface damage of the oxide film and an increase in the surface roughness due to the ion bombardment effects. As discussed above, an increase in the surface roughness will lead to a reduction in the real contact area and the deterioration and closing of the nanogap, resulting in a decrease in the bond strength. In addition, during the annealing process, the oxide layer will grow. If the surface roughness is significant, nanogap closing becomes less likely to occur, resulting in the generation of air trap sites between the bonded interfaces.
The abrasive slurry particles used in the CMP process also play a very important role in determining the surface roughness of the wafer surface. As shown in
Figure 8, as the size of the abrasive particles decreased, the surface roughness of the wafer was reduced. As discussed in the literature [
21], there are many nanogaps or asperities that exist on the wafer surface. These nanogaps or asperities are one of the main sources of void formation and decrease in bond strength. Therefore, the bond strength could be improved by using smaller abrasive particles due to the greater nanogap closing effect and elimination of the asperities on the surface.
In summary, the use of O2 plasma gas and smaller abrasive particles will enhance the bond strength. The increase in the plasma power will also increase the bond strength by increasing the oxide growth rate. However, the much higher plasma power will instead increase the surface roughness, resulting in lower bond strength. Therefore, the proper selection of the plasma power is necessary to increase the bond strength.
After the deposition process of the oxide and the copper layer, the wafer was deformed due to residual film stresses mainly caused by the mismatch of the CTE between the silicon wafer and the deposited films, which are referred to as wafer warpage. As shown in
Figure 9a, the wafer will deform in a concave shape (or a smile shape) when the residual film stress is tensile stress. When the residual film stress is compressive stress, the wafer will deform in a convex shape (or a crying shape), as shown in
Figure 9b.
The generation of wafer warpage is inevitable, and the warpage should be minimized, since it will cause alignment issues and the degradation of the device’s performance. However, the effects of the wafer warpage on void formation have not yet been studied.
We investigated the effect of wafer warpage on the formation of edge voids. The warpage or residual film stress was controlled by changing the conditions of the deposition process.
Figure 9 exhibits the wafer bonding process for wafers undergoing different residual stresses in the film.
Figure 10a shows the top and bottom wafers which were deformed in a concave shape both due to tensile residual stress of the film.
Figure 10b shows wafer warpage in which the top wafer was deformed in a convex shape due to compressive residual film stress while the bottom wafer was deformed in a concave shape.
Figure 11 shows the relationship between the number of edge voids and the warpage of the top wafer. It was found that the top wafers with residual compressive stress (i.e., deformed in a convex shape) show fewer edge voids than those with tensile stress. With regard to positive (+) warpage with tensile stress, the number of edge voids increased as the warpage increased. This was a very interesting result, despite the fact that the physical mechanism behind it is not clearly understood at this point. However, we surmise that these results are related to the Joule–Thomson effect.
During the bonding process, the top wafer was loaded in an upside-down position into the vacuum chuck. As shown in
Figure 10a, the top wafer was originally deformed in a concave shape due to the tensile residual stress of the film. During the bonding process, the top wafer with a concave shape was loaded face-down (e.g., convex shape) into the top vacuum chuck. For bonding, the vacuum was applied to both wafers, and the deformed wafers became flat. The center contact pin was then loaded onto the top wafer to come into contact with the bottom wafer, and the vacuum at the wafer edge was released. In this case, because the top wafer was deformed in a convex shape, the restoring force of the wafer edge due to the residual stress will be very high. Therefore, bonding will occur quickly.
Figure 10b shows the top wafer, which was originally deformed in a convex shape. In this case, the wafer was loaded in a concave shape in the top chuck, and both the top and bottom wafer were deformed in a concave shape during the bonding process. In this case, the restoring force of the top wafer during bonding is not high; thus, the bonding speed will be slower than in the case shown in
Figure 10a. As mentioned above, during the bonding process, the air between the wafer gap escapes from the center to the edge of the wafer. The air escaping the wafer gap expands at the surrounding atmospheric pressure in the wafer edge region. The rapid cooling of the air will lead to supersaturation of water, leading to the formation of a water droplet. When the bonding speed becomes high, the supersaturation of the water vapor will proceed more rapidly, increasing the possibility that a water droplet will form. Therefore, it was thought that wafer warpage is an important factor affecting the formation of edge voids.
As shown in
Figure 11, edge void formation can be reduced by controlling the residual film stress of the wafer such that the convex (or crying shape) warpage of the top wafer caused by the compressive residual film stress will decrease the formation of edge voids. However, considerable wafer warpage or bow caused by residual film stress will impact the wafer-to-wafer alignment accuracy [
24,
25], which is the one of the critical aspects of 3D integration technology. It can be very difficult to eliminate misalignment issues completely during the bonding process, even if better alignment equipment can be developed. A room-temperature bonding process or a reduction in the annealing temperature can be beneficial to reduce wafer warpage by compensating for the CTE mismatch. We can also increase the size of the bonding pad to improve the alignment margin during the bonding process. However, this strategy is not suitable for applications involving high density levels and fine pitches. In such a case, it may be more effective to remove edge voids through a post-treatment process such as sawing or cutting.
Figure 12 shows the number of the edge voids and locations measured from the wafer edge. As shown in this
Figure 12, we found that edge voids were mainly located from 2.5 mm out to the wafer’s edge, which is the wafer bevel region. That is, edge voids formed due to the rapid expansion and cooling of air at the wafer edge caused by the Joule–Thomson effect, and they were located within a distance of 2.5 mm inward from the wafer edge. In general, silicon dies or chips are located 3 mm inward from the wafer edge. Therefore, even if the edge void area of 2.5 mm is removed by a sawing process, there will be no yield impact, indicating that blade sawing will be an effective method to eliminate edge voids.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}