
Experimental Study on Texture Coupling Mechanism and Antifriction Performance of Piston Rod Seal Pair


Abstract
:1. Introduction
2. Experiments
2.1. Specimen Design
2.2. Test Content
3. Results and Discussion
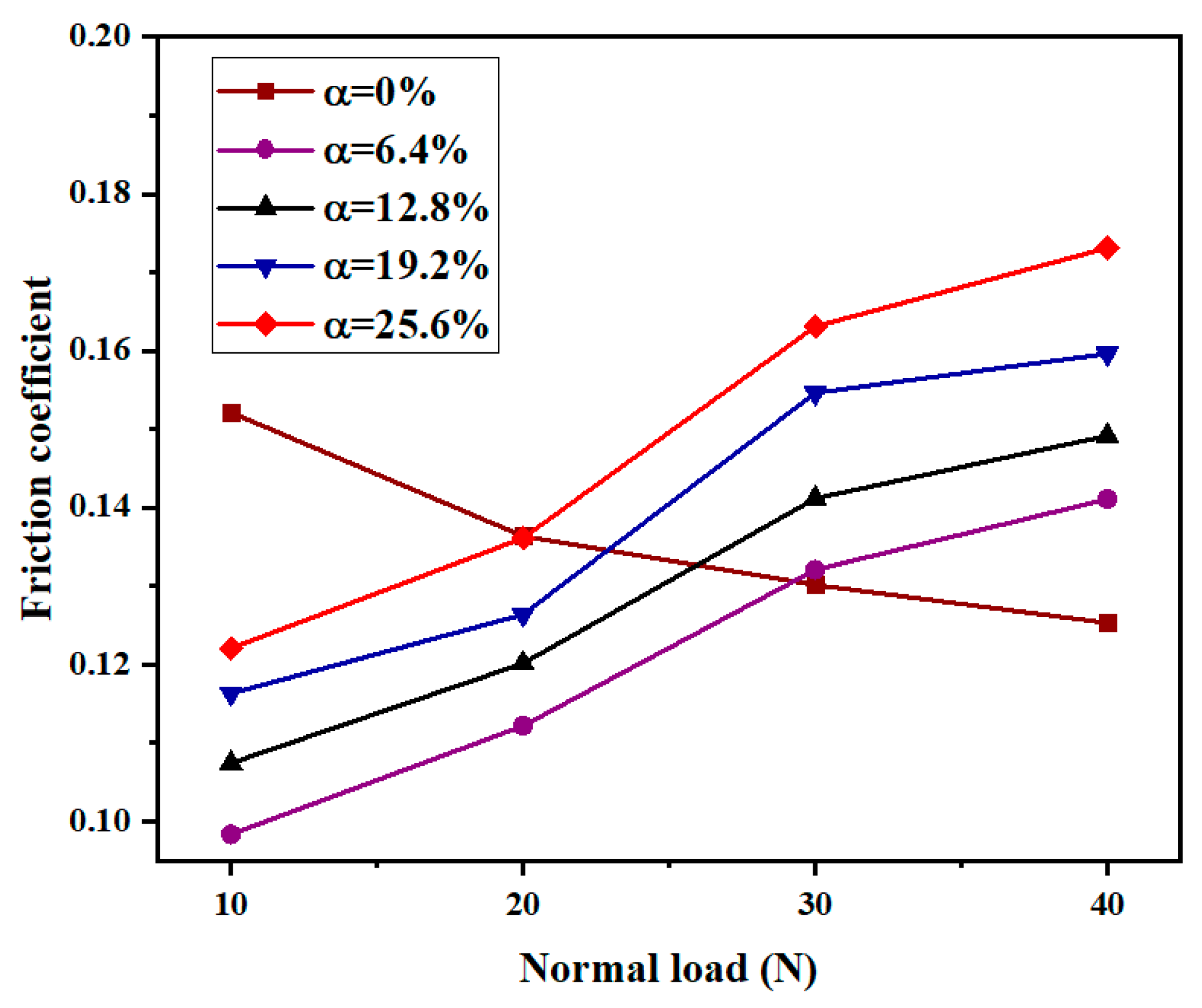
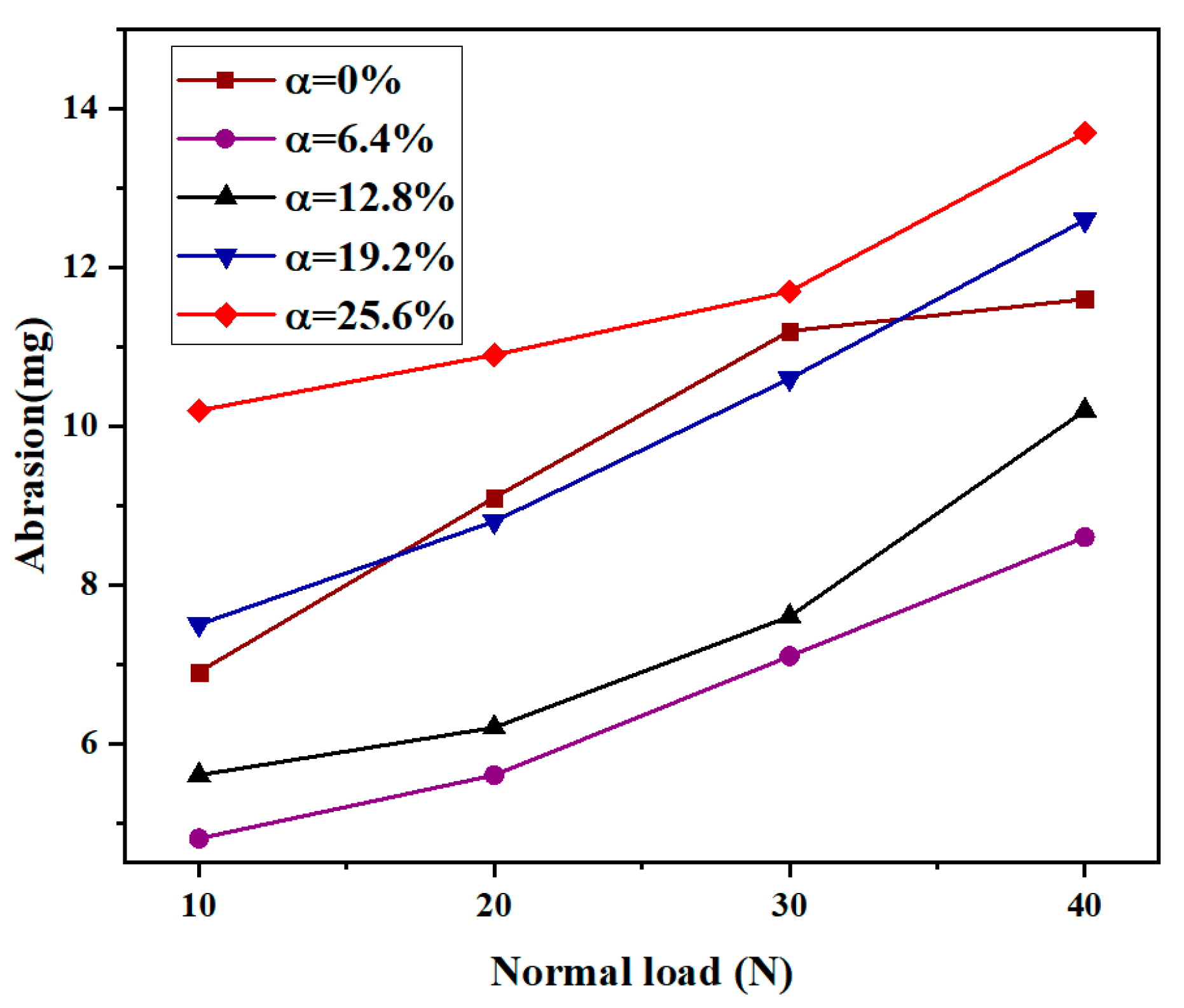
3.1. Effect of normal load
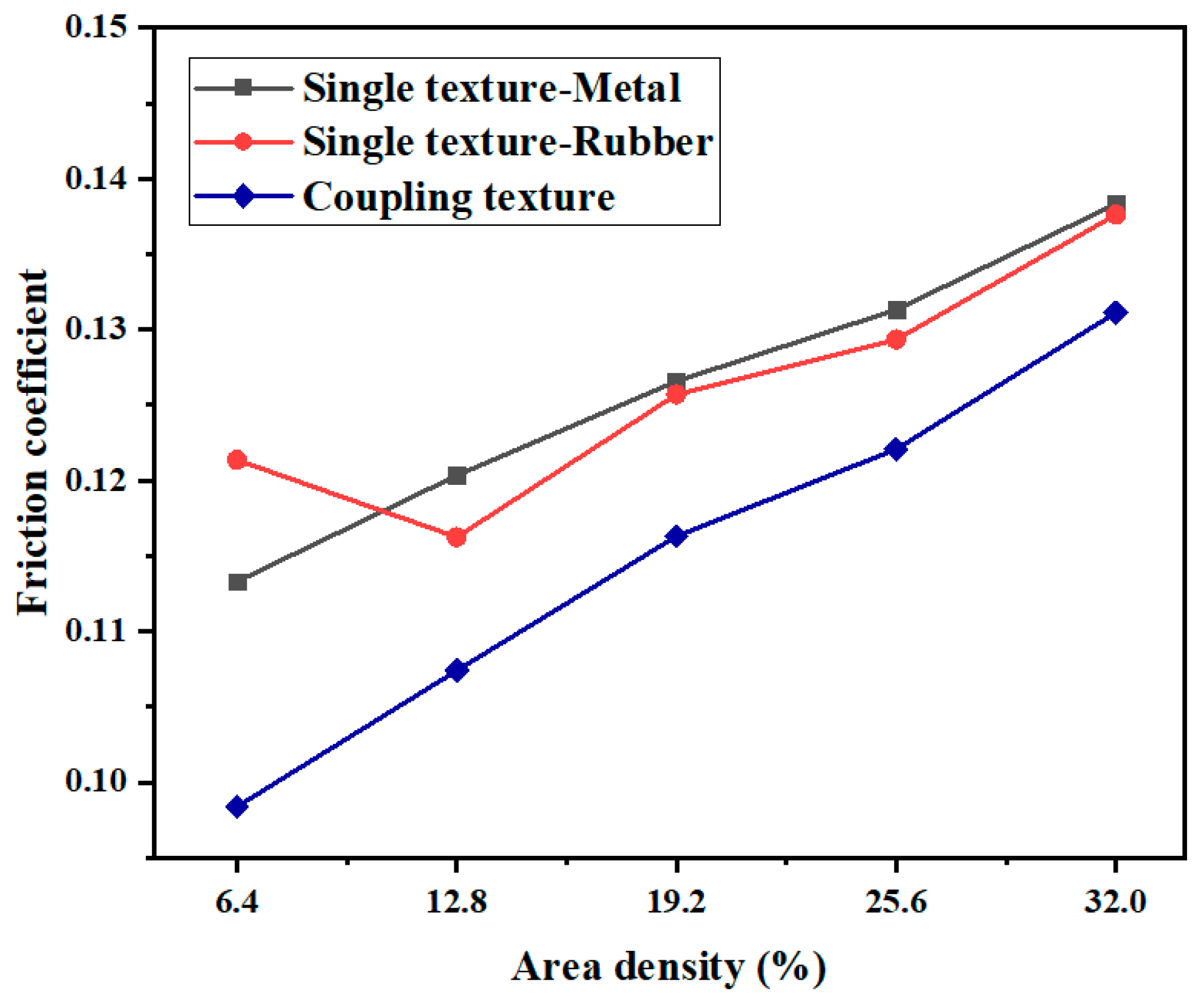
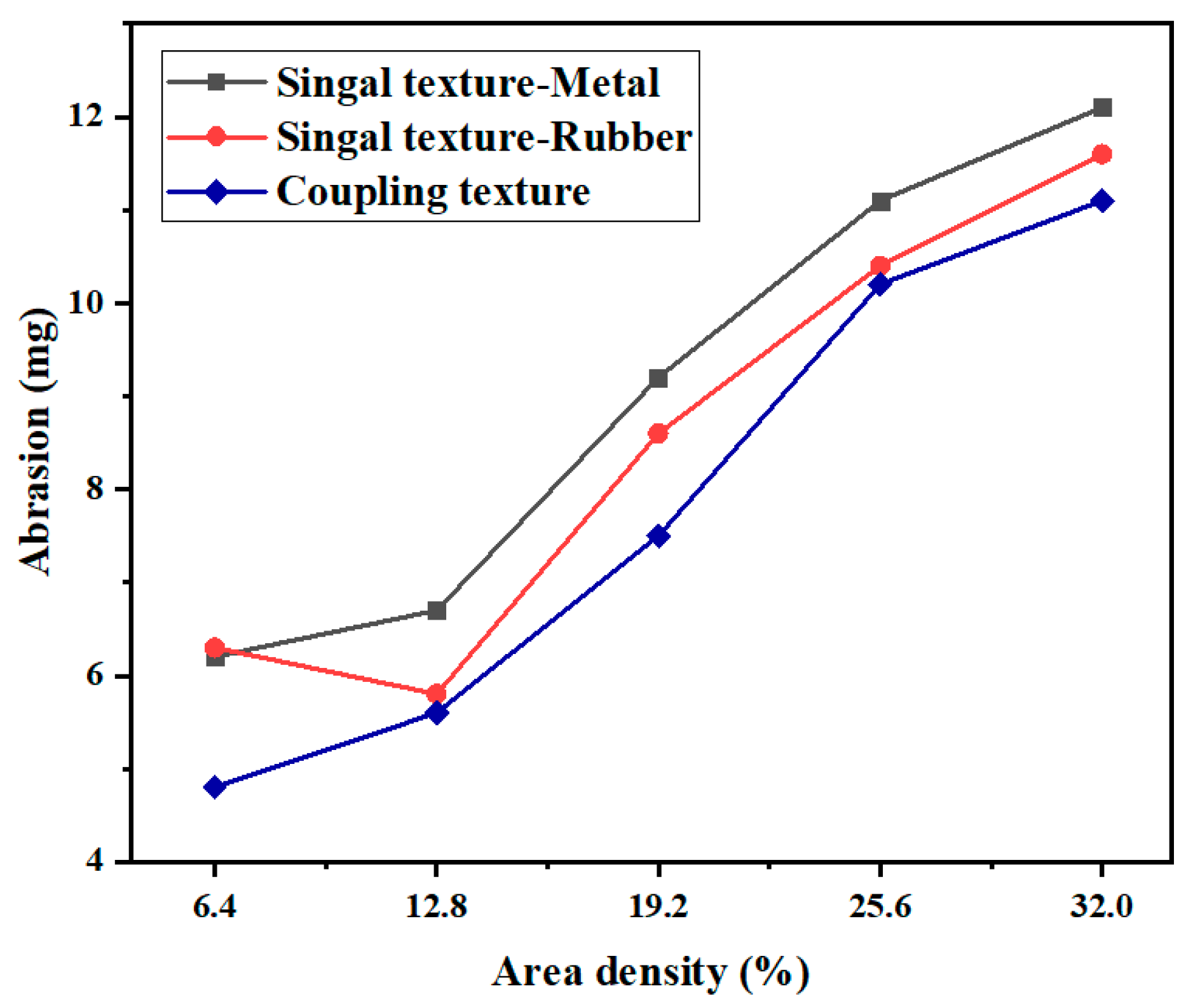
3.2. Effect of Coupling Texture Area Density
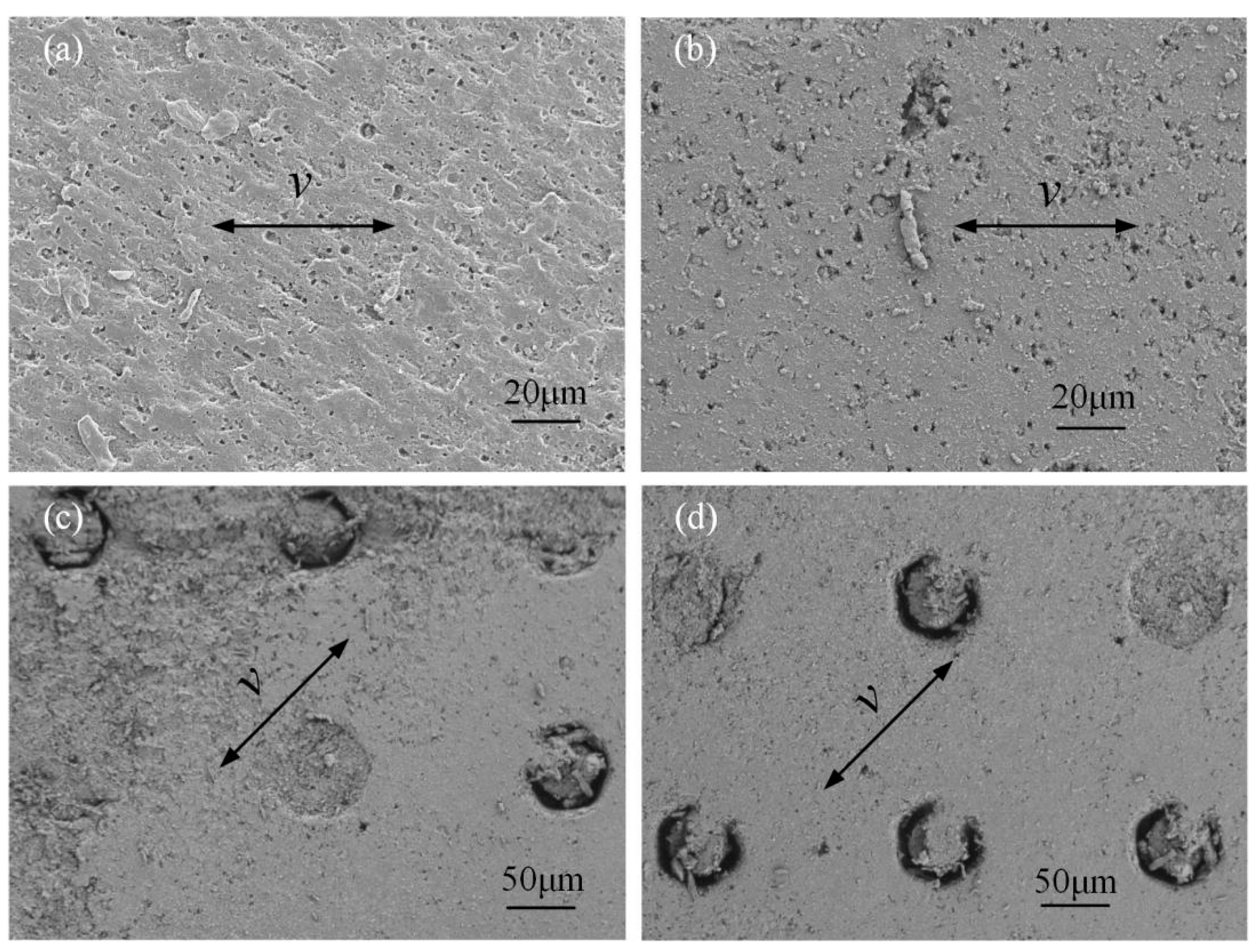
3.3. Analysis of Wear Morphology
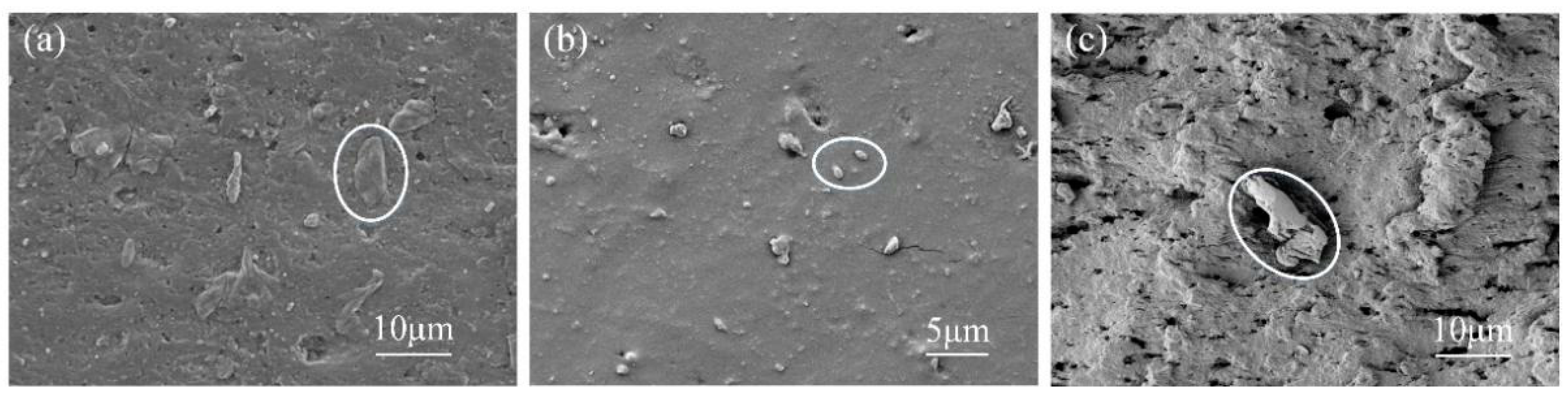
3.4. Morphology Analysis of Wear Debris
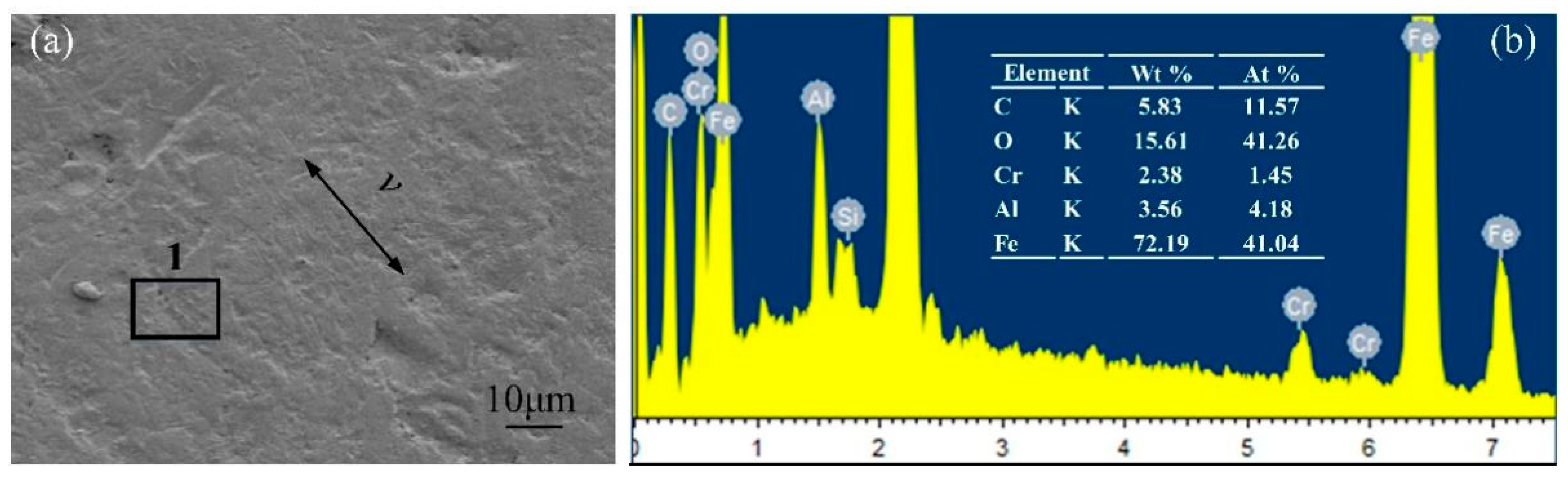
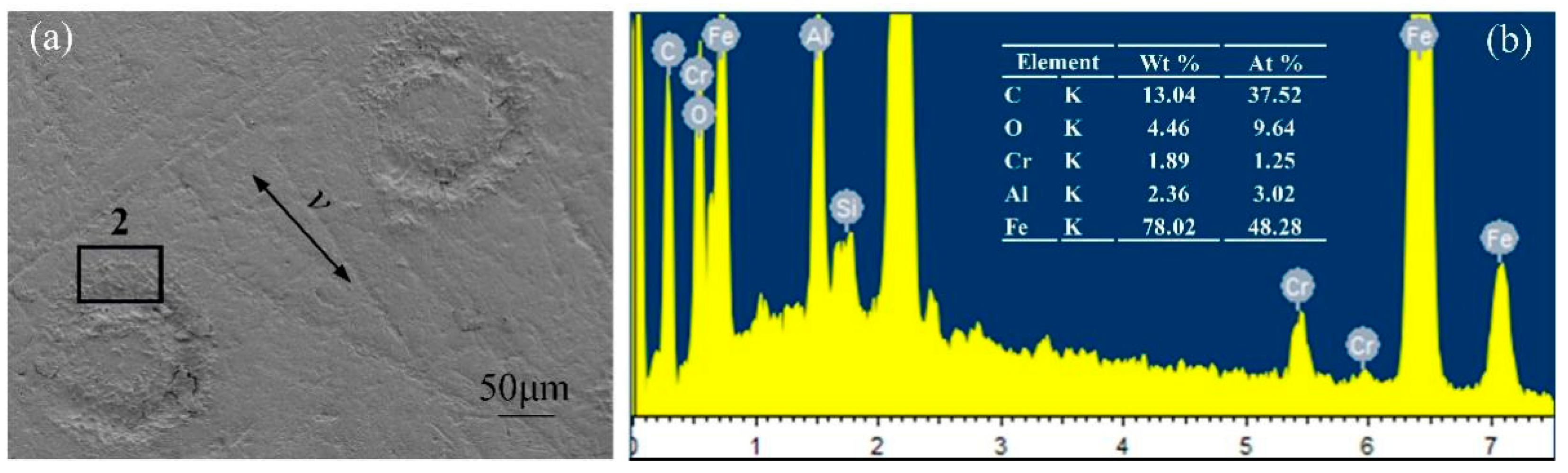
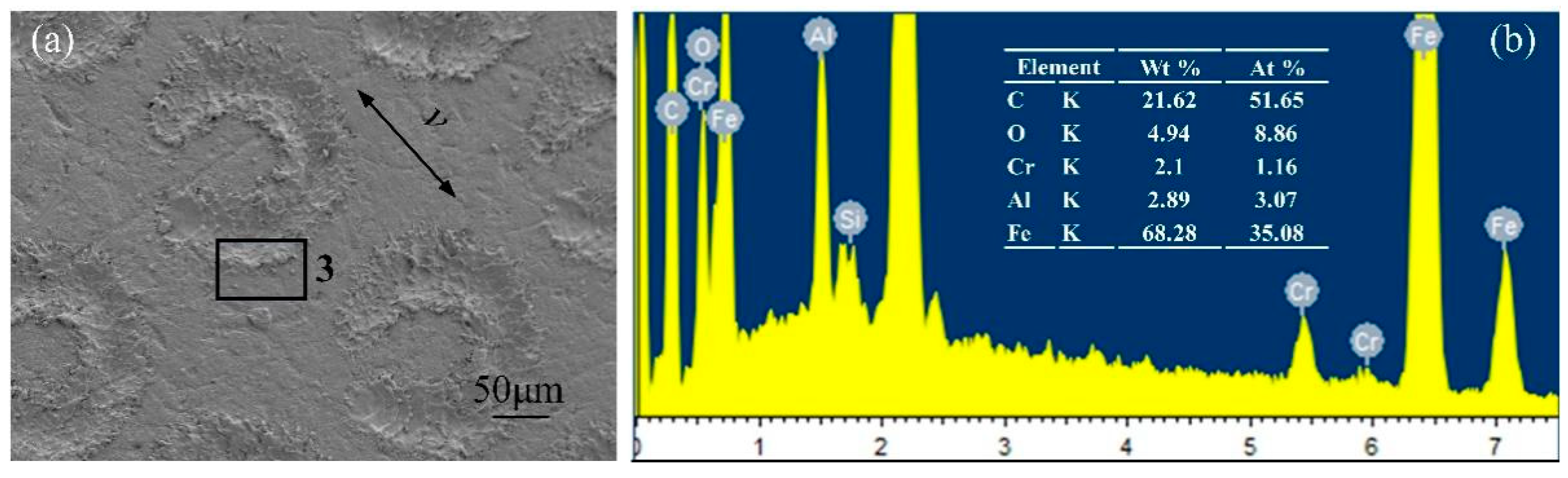
3.5. Energy Spectrum Analysis
3.6. Mechanism of Texture Coupling
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Shen, M.X.; Zhang, J.P.; Meng, X.K.; Li, G.; Jiang, H.S.; Peng, X.D. Fretting Characteristics of Fluorine Rubber O-ring for Reciprocating Shaft Seal. J. Mech. Eng. 2015, 51, 39–45. [Google Scholar] [CrossRef]
- Gu, C.X.; Meng, X.H.; Xie, Y.B.; Zhang, D. The influence of surface texturing on the transition of the lubrication regimes between a piston ring and a cylinder liner. Int. J. Engine Res. 2017, 18, 785–796. [Google Scholar] [CrossRef]
- Li, Y.; Liu, X.J.; Zhang, Y.; Liu, K. Frictional Properties of Textured Surfaces under Plane Contact. J. Mech. Eng. 2012, 48, 109–115. [Google Scholar] [CrossRef]
- Xia, D.P.; Lai, L.J.; Wu, J.G. Research on stainless steel surface micro-pit array processing technology based on constrained electrolysis. Manuf. Technol. Mach. Tool 2019, 1, 131–134. [Google Scholar]
- Peng, C. Experimental Study of Electrolytic Transfer Processing of Micro Crater Arrays. Master’s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2016. [Google Scholar]
- Zhen, L.; Xu, J.X.; Ao, S.S.; Liu, W.D.; Li, K.B.; Zhang, W. An Experimental Study on Solid-State Electrochemical Micromachining of Micro-Dimple Arrays. J. Tianjin Univ. (Sci. Technol.) 2019, 3, 236–241. [Google Scholar]
- Mahata, S.; Kunar, S.; Bhattacharyya, B. Fabrication of Different Micro Patterned Arrays by Through Mask Electrochemical Micromachining. J. Electrochem. Soc. 2019, 166, 217–225. [Google Scholar] [CrossRef]
- Xie, B.C. Research on Some Basic Problems of Micro-Hole and Array Hole Micro-Fine EDM. Master’s Thesis, Harbin Institute of Technology, Haerbin, China, 2013. [Google Scholar]
- Li, Y. Combined Micro-Milling/Micro-Electro-Discharge Machining Technology for Micro-Array Structures. Master’s Thesis, Harbin Institute of Technology, Haerbin, China, 2016. [Google Scholar]
- Koyano, T.; Hosokawa, A.; Takahashi, T.; Ueda, T. One-process surface texturing of a large area by electrochemical machining with short voltage pulses. CIRP Annals 2019, 68, 181–184. [Google Scholar] [CrossRef]
- Wang, F.; Zhang, Y.B.; Liu, G.M.; Wang, Q. Improvement of processing quality based on VHF resonant micro-EDM pulse generator. Int. J. Adv. Manuf. Technol. 2019, 104, 3663–3677. [Google Scholar] [CrossRef]
- Yan, Q.S. Principle and application of micro abrasive air jet processing. New Technol. New Process 2004, 4, 20–22. [Google Scholar]
- Vanmore, V.V.; Dabade, U.A. Experimental and Parametric Optimization of Micro Holes on ANSI 304 Using Micro Abrasive Jet Machining (MAJM). Procedia Comput. Sci. 2018, 133, 620–626. [Google Scholar] [CrossRef]
- Wakuda, M.; Yamauchi, Y.; Kanzaki, S.; Yoshiteru, Y. Effect of Surface Texturing on Friction Reduction between Ceramic and Steel Materials Under Lubricated Sliding Contact. Wear 2003, 54, 356–363. [Google Scholar] [CrossRef]
- Wang, L.k.; Zhao, Y.; Yang, Z.X.; Zhao, Y.L.; Yang, X.W.; Gong, T.B.; Li, C. Femtosecond laser micromachining in combination with ICP etching for 4H-SiC pressure sensor membranes. Ceram. Int. 2021, 47, 6397–6408. [Google Scholar] [CrossRef]
- Chen, L.; When, G.Q.; Guo, F.; Hu, T.; Liu, D. Fractal properties of nanosecond laser-induced superhydrophobic silicone rubber surface microstructures. Chin. J. Lasers 2021, 48, 260–268. [Google Scholar]
- He, X.; Zeng, W.J.; Wang, G.R.; Zhong, L. Study on laser processing of surface weave of drill bit slide bearing. Laser Infrared 2020, 50, 1443–1449. [Google Scholar]
- Li, W.S. Basic Research on the Application of Micro-Pit Machining Technology for Cylinder Liner. Master’s Thesis, North University of China, Taiyuan, China, 2007. [Google Scholar]
- Ke, M.; Zhu, X.J.; Wang, J.Q. Analysis of dynamic pressure lubrication performance of different shaped micro-pits. Lubr. Eng. 2013, 11, 60–63. [Google Scholar]
- Zhang, Y.D.; Lin, J.Q.; FU, Q.L.; Hu, H.Y. Displacement detection and control of low-frequency vibration machining toolholder with surface micro-pits. J. Zhejiang Univ. (Eng. Sci.) 2008, 8, 1410–1414. [Google Scholar]
- Zhang, Y. Honeycomb Micro-Pit Design and Manufacturing Technology; Science Press: Beijing, China, 2004. [Google Scholar]
- Zhang, C.Y.; Zhao, B. Advances in ultrasonic vibration-assisted processing of surface microstructures and their properties. Surf. Technol. 2019, 48, 271–286. [Google Scholar]
- Myint, S.M.; Minn, M.; Yaping, R.; Satyanarayana, N.; Sinha, S.K.; Bhatia, C.S. Friction and wear durability studies on the 3D negative fingerprint and honeycomb textured SU-8 surfaces. Tribol. Int. 2013, 60, 187–197. [Google Scholar] [CrossRef]
- Wu, J.J.; Zhao, J.B.; Qiao, H.C.; Hu, X.L.; Yang, Y.Q. Research on the technical principle and typical applications of laser shock processing. Mater. Today Proc. 2021, 44, 722–731. [Google Scholar] [CrossRef]
- Cao, Y.P.; Jiang, S.Z.; Shi, W.D.; Hua, G.R.; Feng, A.X.; Wang, Z.G. E690 Simulation and testing of laser impact micro-modeling of high-strength steel surfaces. China Surf. Eng. 2019, 32, 69–77. [Google Scholar]
- Xiong, F. Forming Mechanism and its Performance of Controlled Surface Topography for Micro-Scale Laser Impact Processing. Master’s Thesis, China University of Mining and Technology, Xuzhou, China, 2020. [Google Scholar]
- Caslaru, R.; Sealy, M.P.; Guo, Y.B.; Wei, X.T. Fabrication and Tribological Functions of Micro Dent Arrays on Ti-6Al-4V Surface by Laser Shock Peening. J. Manuf. Sci. Eng. 2014, 136, 7925–7974. [Google Scholar] [CrossRef]
- Dai, F.Z. Study of Metal Surface Morphology and Properties Based on Nanosecond Laser Shock Wave Effect. Master’s Thesis, Jiangsu University, Zhenjiang, China, 2014. [Google Scholar]
- Wang, H.T.; Zhu, H. Frictional properties of circular micro-pitted woven surfaces. Lubr. Eng. 2015, 40, 49–53. [Google Scholar]
- Liao, W.L.; Chen, T.B. Influence of texture size on tribological performance of piston pump seal pair. Ordnance Mater. Sci. Eng. 2020, 43, 72–77. [Google Scholar]
- Liao, W.L. Optimization of Texture Parameters of Fracturing Pump Plunger Seal Pair. Master’s Thesis, Southwest Petroleum University, Chengdu, China, May 2018. [Google Scholar]
- Wang, G.R.; Yang, C.H.; Li, R.; Zhong, L.; Jiang, L. Effect of Laser Textured Surfaces on Tribological Properties of Fracturing Pump Plungers. Lubr. Eng. 2015, 40, 17–20. [Google Scholar]
- He, X.; Liao, W.L.; Wang, G.R.; Zhong, L.; Jiang, L. Influence of Edges Bulgeof Texture on Tribological Performances of Plunger-seal Pair in Fracturing Pump. Lubr. Eng. 2016, 41, 96–101. [Google Scholar]
- Wang, G.R.; Liao, D.S.; Zhong, L.; Liao, W.L.; Li, M.Y.; Wei, G. Effect of Groove-like Surface Texture on Friction Performance of Plunger Seal Pair. Surf. Technol. 2019, 48, 165–173. [Google Scholar]
- Jiang, L.; Ma, G.L.; Wang, X.L. Lubrication Properties of Surface Texture on PDMS. Tribology 2010, 30, 262–267. [Google Scholar]
- He, X.; Zhong, L.; Wang, G.R.; Yang, C.H.; Jiang, L. Tribological Properties of Fracturing Seal with Textured Plunger. Tribology 2014, 34, 364–370. [Google Scholar]
- Li, Y.K.; Wang, Y.S.; Jian, G.X.; Luo, H. Finite Element Analysis of Tribological Properties of Bionic Water-Lubricated Bearings with Nepenthes Alata Structures. Tribology 2021, 41, 344–356. [Google Scholar]
- Tang, J.; Qi, K.; Zeng, J.; Li, Y.S.; Zeng, X.R.; Lu, X. Effect of Load on the Tribological Properties of Metal/Textured EPDM Seal Pair. Surf. Technol. 2021, 50, 243–249. [Google Scholar]
- Miao, C.W.; Guo, Z.W.; Yuan, C.Q. Tribological behavior of co-textured cylinder liner-piston ring during running-in. Friction 2022, 10, 878–890. [Google Scholar] [CrossRef]
- Miao, C.W.; Guo, Z.W.; Yuan, C.Q.; Xu, C.; Sheng, C.X. Coupling Mechanism and Friction Reduction Performance of Textured Cylinder Liner-Piston Ring. Surf. Technol. 2020, 49, 124–133. [Google Scholar]
- Cui, X.B.; Yan, K.; Guo, J.X.; Wang, D. Biomimetic micro-textures, mechanical behaviors and intermittent turning performance of textured Al2O3/TiC micro-composite and micro-nano-composite ceramics. Ceram. Int. 2019, 45, 19934–19947. [Google Scholar] [CrossRef]
- Liu, Y.S.; Li, Z.Y. Hydraulic Components and Systems, 4th ed.; Machinery Industry Press: Beijing, China, 2019. [Google Scholar]
- Wang, H.J.; Liu, Z.L.; Zou, L. Influence of Surface Texture Layout on Friction and Wear of Polymer Materials. Lubr. Eng. 2018, 43, 6–11. [Google Scholar]
- Yuan, C.Q.; Yan, X.P. Evaluation of Surface Features of Wear Components Based on Surface Characteristics of Wear Debris. China Mech. Eng. 2007, 18, 1588–1591. [Google Scholar]
- Zhang, H.L.; Bu, Y.Y.; Qiu, X.Y. The Fractal Dimension of Profile of Spherical and Cutting Wear Debris. Tribology 2002, 22, 304–307. [Google Scholar]
- Zhao, S.; Wang, X.L. The Effects of Surface Texture on the Wear Properties of Mechanical Seals Made of Metal and Polymers. Tribology 2015, 35, 761–767. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Coupling Texture Area Density α | Texture Height h |
|---|---|---|
| for all samples | 6.4%, 12.8%, 19.2%, 25.6%, 32.0% | 5 μm |
| Specification | Value |
|---|---|
| Normal load | 10 N, 20 N, 30 N and 40 N |
| Speed | 0.40 m/s |
| Lubricant | Castrol Magnetic Protection 0w-20 Oil |
| Displacement amplitude | 10 mm |
| Room temperature | 30 ± 2 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, J.; Zeng, J.; Lu, X. Experimental Study on Texture Coupling Mechanism and Antifriction Performance of Piston Rod Seal Pair. Micromachines 2022, 13, 722. https://doi.org/10.3390/mi13050722
Tang J, Zeng J, Lu X. Experimental Study on Texture Coupling Mechanism and Antifriction Performance of Piston Rod Seal Pair. Micromachines. 2022; 13(5):722. https://doi.org/10.3390/mi13050722
Chicago/Turabian StyleTang, Jie, Jie Zeng, and Xin Lu. 2022. "Experimental Study on Texture Coupling Mechanism and Antifriction Performance of Piston Rod Seal Pair" Micromachines 13, no. 5: 722. https://doi.org/10.3390/mi13050722
APA StyleTang, J., Zeng, J., & Lu, X. (2022). Experimental Study on Texture Coupling Mechanism and Antifriction Performance of Piston Rod Seal Pair. Micromachines, 13(5), 722. https://doi.org/10.3390/mi13050722