
Deformation Analysis of Continuous Milling of Inconel718 Nickel-Based Superalloy

Abstract
:1. Introduction
2. Establishment of the Prediction Model of Cutting Force and Cutting Temperature
- (1)
- In the milling process, it is necessary to ignore the influence of the machine tool itself, clamping conditions, workpiece shape, material, etc. on the cutting force and cutting temperature in the process, and set the machine tool as a rigid body without deformation.
- (2)
- The tool will inevitably wear out during the machining process. This factor will affect the various parameters of the tool, which will lead to changes in the cutting force and cutting temperature. In the modeling process of cutting force and cutting temperature, it is assumed that the tool is always free of wear, and the size of the cutting force and cutting temperature are not affected by tool wear.
- (3)
- It is assumed that the entire machining process has been orthogonal milling, ignoring the influence of possible milling angles on cutting force and cutting temperature.
2.1. Derivation of Empirical Formula
2.2. Orthogonal Simulation Experiment Design
- (1)
- Spindle speed : ;
- (2)
- Axial depth of cut : ;
- (3)
- Feed per tooth : .
2.3. Data Processing and Determination of Model Coefficients
2.4. Significance Tests for Predictive Models
- (1)
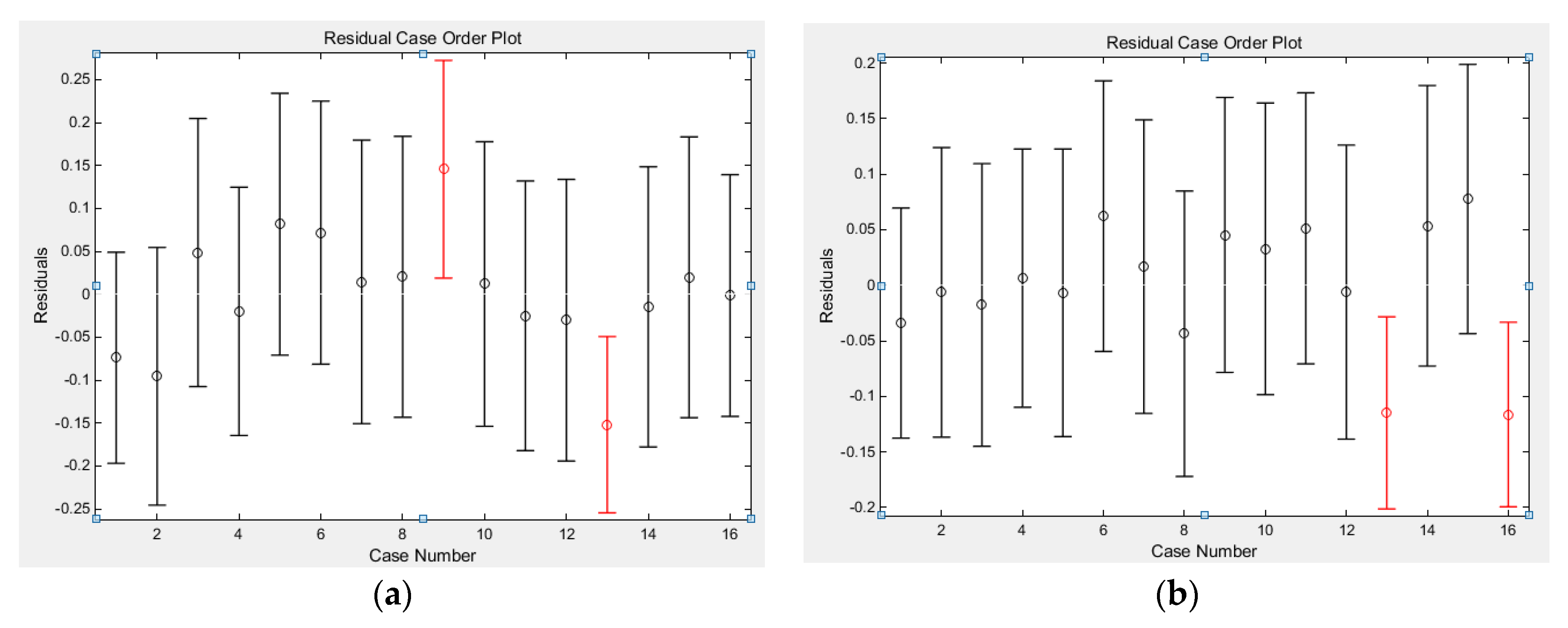
- Cutting force regression coefficient group: , the confidence interval of is (−0.1699,4.4204), , the confidence interval of is (0.1722,0.7563), , the confidence interval of is (−0.3151,0.9670), , and the confidence interval of is (0.3998,0.7841). Statistics variable stats get: , , , obviously . Perform residual analysis on the coefficient and enter in the MATLAB window: rcoplot(r,rint), the residual graph is shown in Figure 1a:

- (2)
- Cutting temperature regression coefficient group: , the confidence interval of is (0.6733,4.3544), , the confidence interval of is (−0.1066,0.3617), , the confidence interval of is (−0.3883,0.6399), , and the confidence interval of is (0.2069,0.5152). Statistics variable stats get: , , , obviously . Perform residual analysis on the coefficient and enter in the MATLAB window: rcoplot(r,rint), the residual graph is shown in Figure 1b.
2.5. Influence Rule of Cutting Process Parameters
- (1)
- The degree of influence of each milling parameter on the cutting force () is in descending order, where has a larger degree of influence, has a medium influence on cutting force, and has a smaller influence on cutting force. From the perspective of reducing the cutting force, the best combination of milling parameters is: .
- (2)
- The degree of influence of each milling parameter on the cutting temperature () is in descending order, where has a larger degree of influence, and the influence of and on cutting temperature is close. From the perspective of reducing the cutting temperature, the best combination of milling parameters is: .
- (3)
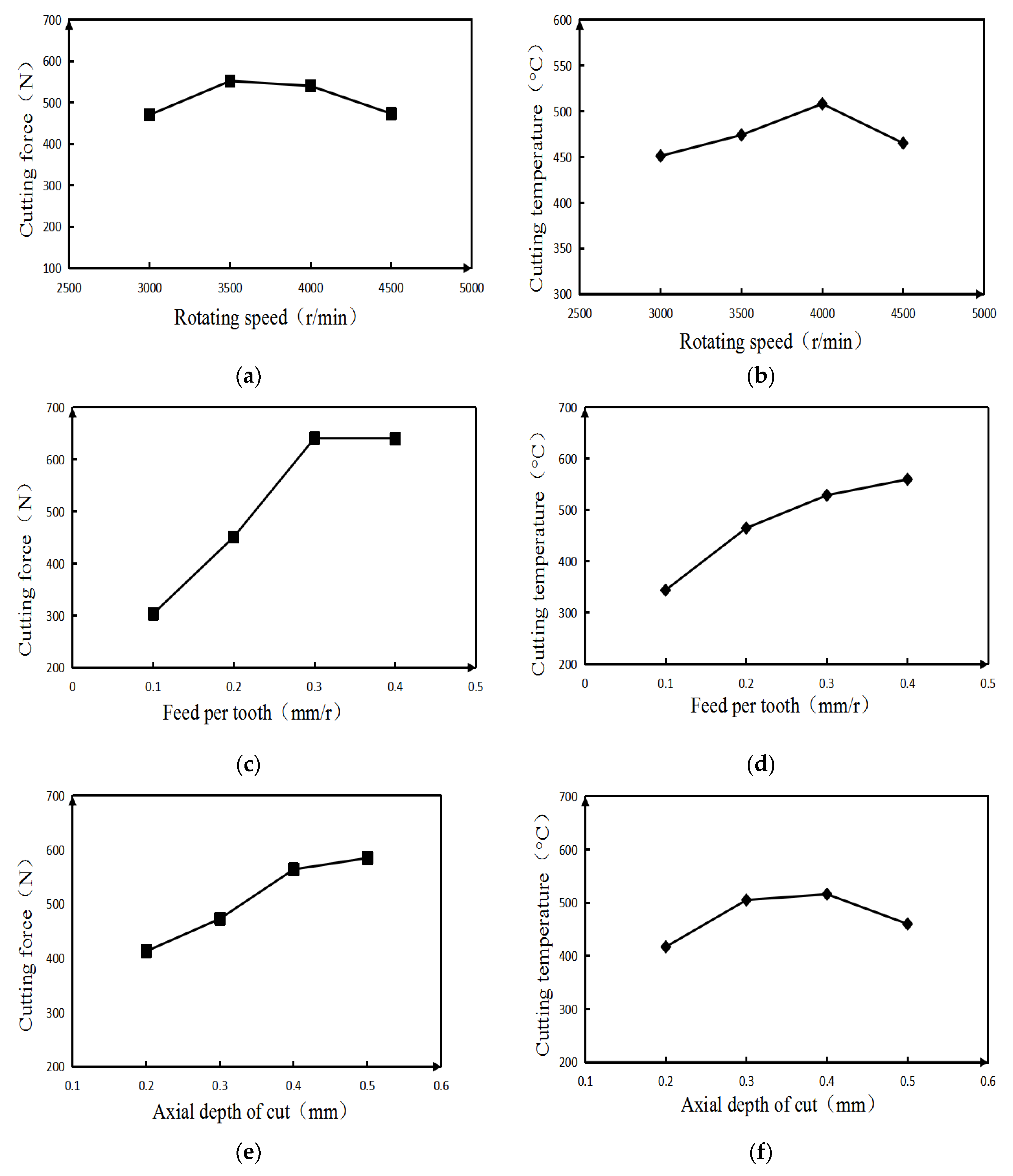
- From Figure 2a,b, it can be seen that the milling force first increases and then decreases with the increase in the rotational speed. Since the shear angle increases with the increase in the rotational speed, the cutting deformation of the workpiece during the milling process gradually decreases, and the cutting force gradually decreases. When the rotation speed is lower than 4000 r/min, it can be seen that the change in cutting temperature shows an obvious upward trend, because during the machining process, severe friction occurs between the front and rear rake surfaces of the tool, the workpiece surface and the chip surface. These mutual frictions generate a lot of heat and gradually transfer it to other parts, so the temperature continues to increase. However, when the rotation speed continues to increase, the flow rate of the chips is also faster and more heat is taken away by the chip flow, so the temperature increases slowly.
- (4)
- It can be seen from Figure 2c,d that after the increase in the feed per tooth, the thickness of the material to be cut from the workpiece increases with each turn of the milling cutter, so the cutting force gradually increases. However, at the same time, after the feed per tooth increases, the cutting deformation coefficient of the workpiece material will decrease to a certain extent due to the influence of temperature, so the change in cutting force will gradually become gentle. When the feed per tooth is increased, more material is removed per revolution of the tool, so the tool will generate more and more heat when cutting the workpiece, and the cutting temperature changes significantly.
- (5)
- It can be seen from Figure 2e,f that with the gradual increase in the axial depth of cut, the area of the workpiece to be cut gradually increases, so the cutting force also increases. When the axial depth of cut is gradually increased, more heat needs to be generated to cut the workpiece material of the same path, so the change in cutting temperature will increase. However, in the actual machining process, as the axial depth of cut continues to increase, the contact length between the workpiece and the tool, the machining volume, etc. will increase significantly, and the machining environment at this time has changed significantly. Therefore, the cutting temperature does not increase in the same proportion.
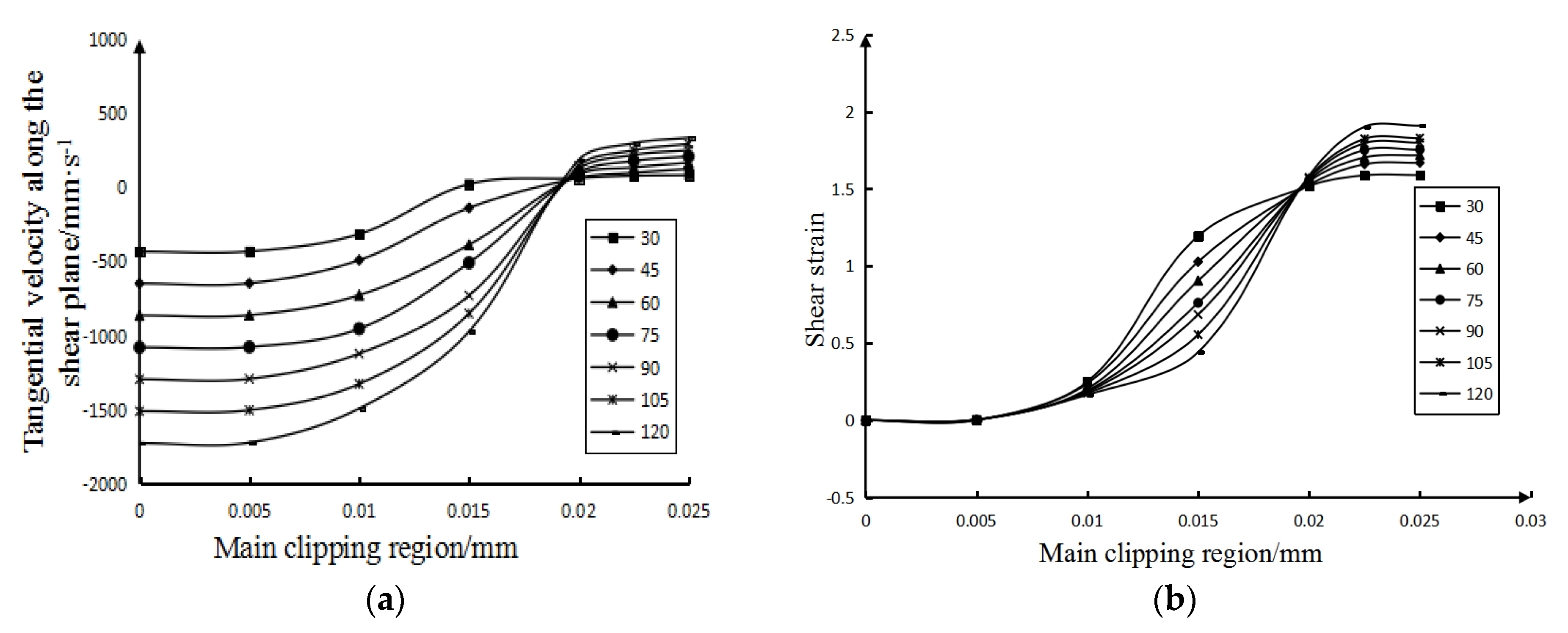
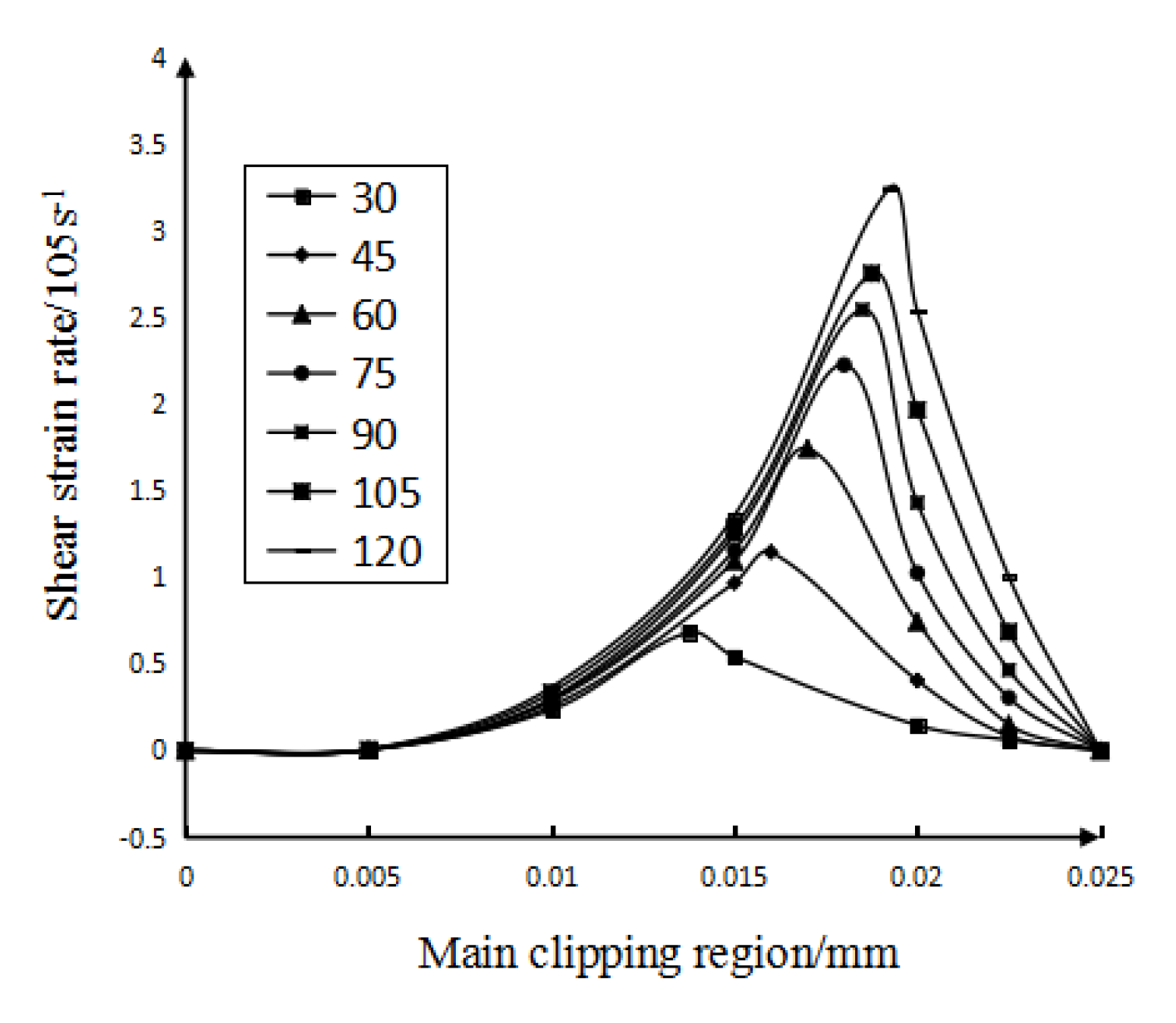
3. Analysis of the Influence Law of Velocity Field, Strain Field and Strain Rate Field in the Main Shear Deformation Zone
3.1. The Influence Law of Cutting Speed


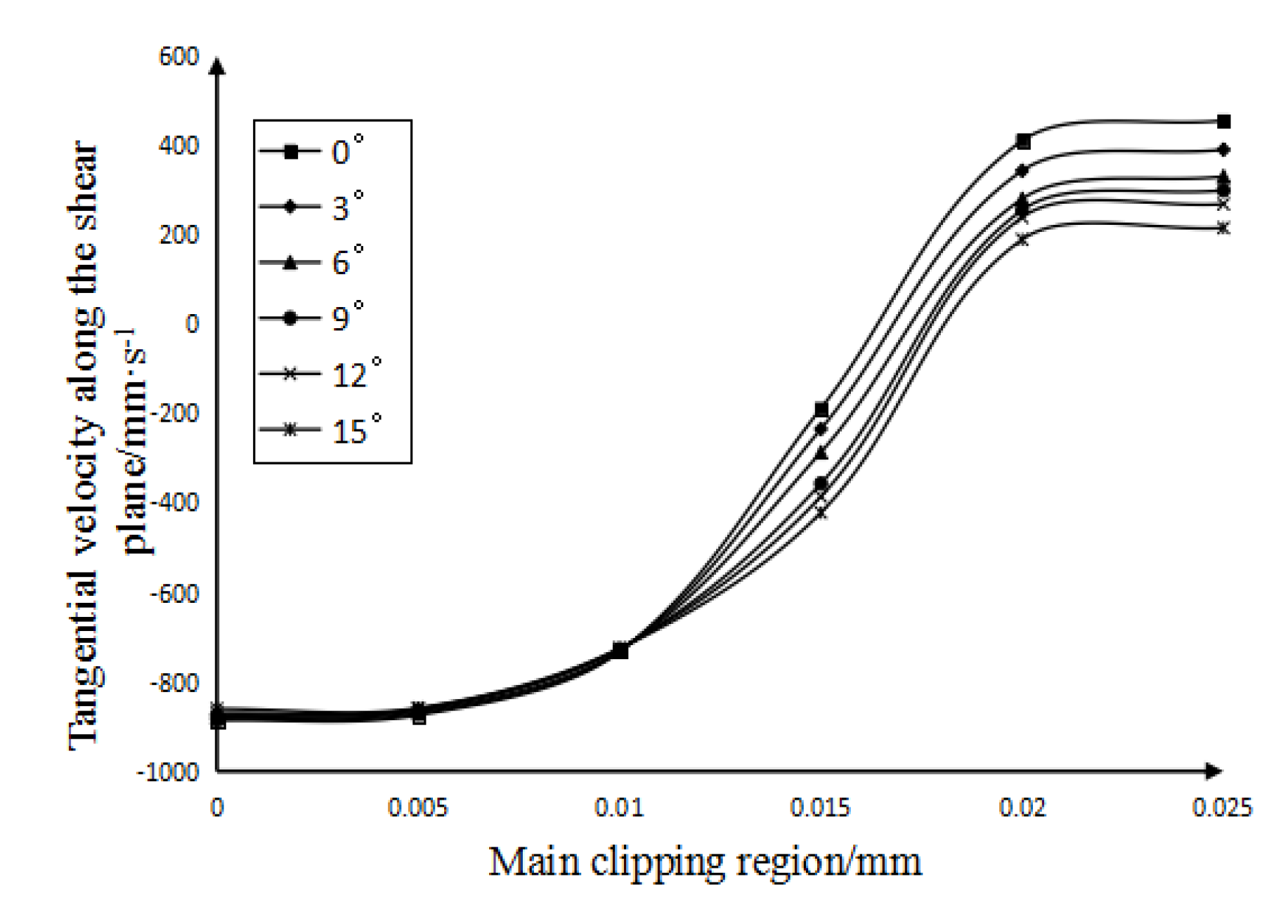
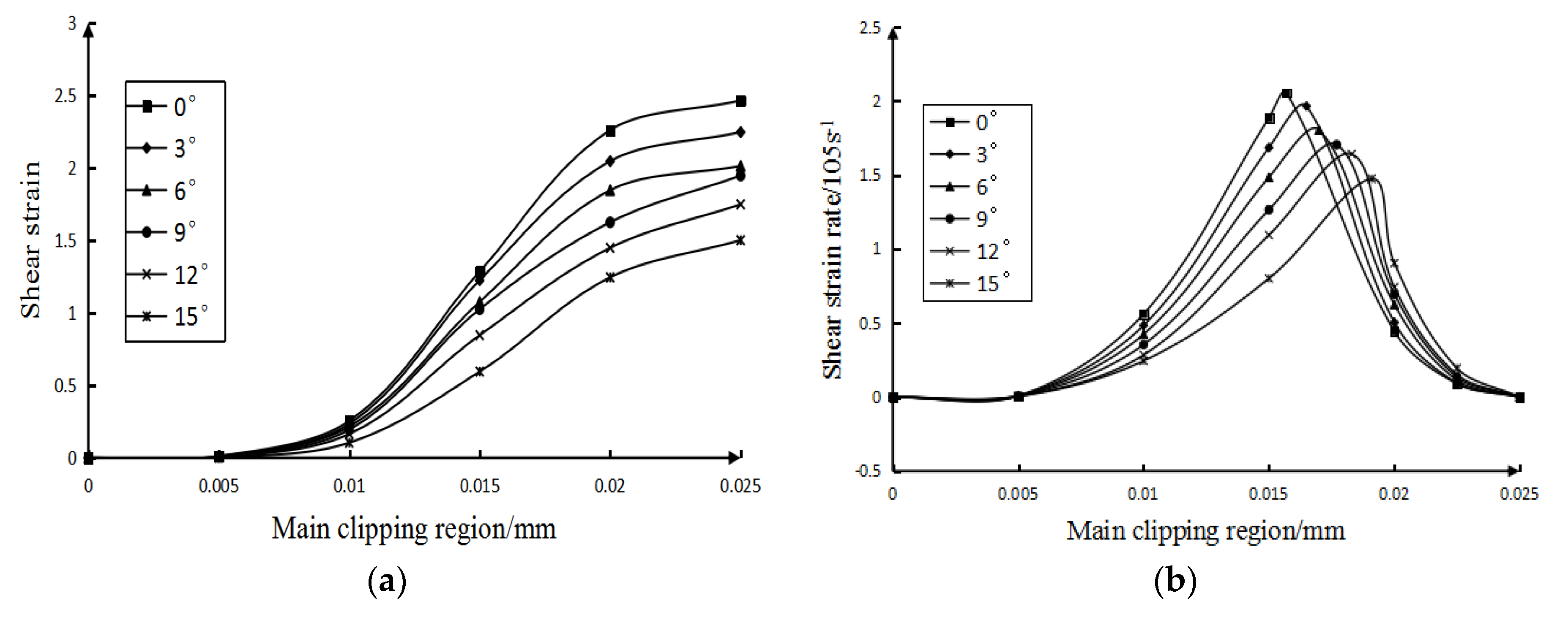
3.2. The Influence of Tool Rake Angle

4. Analysis of High Temperature Alloy Milling Process
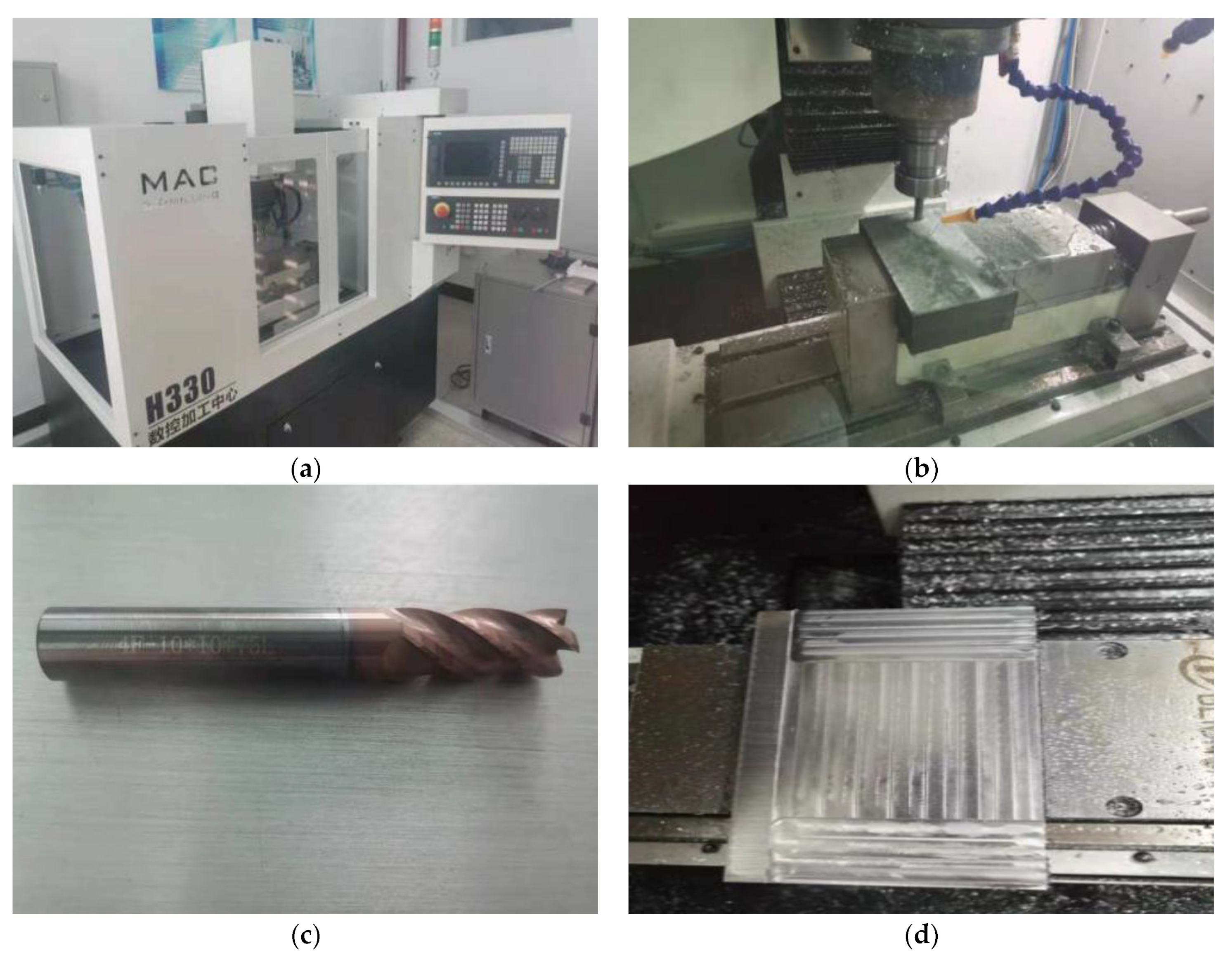
4.1. Cutting Superalloy Test
- Test machine
- 2.
- Cutting test materials
- 3.
- Experimental detection device
4.2. Validation of the Prediction Model of Cutting Force and Cutting Temperature
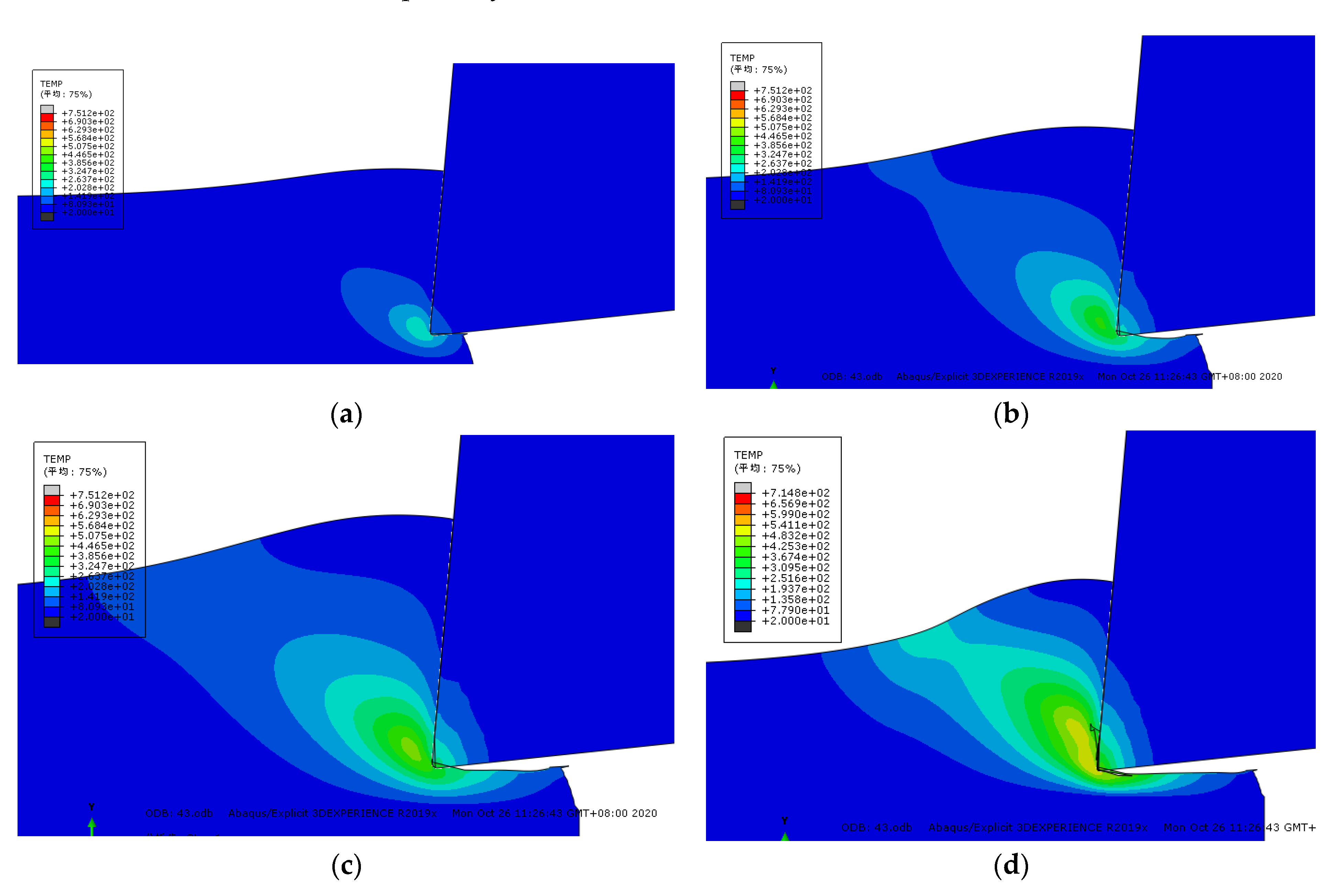
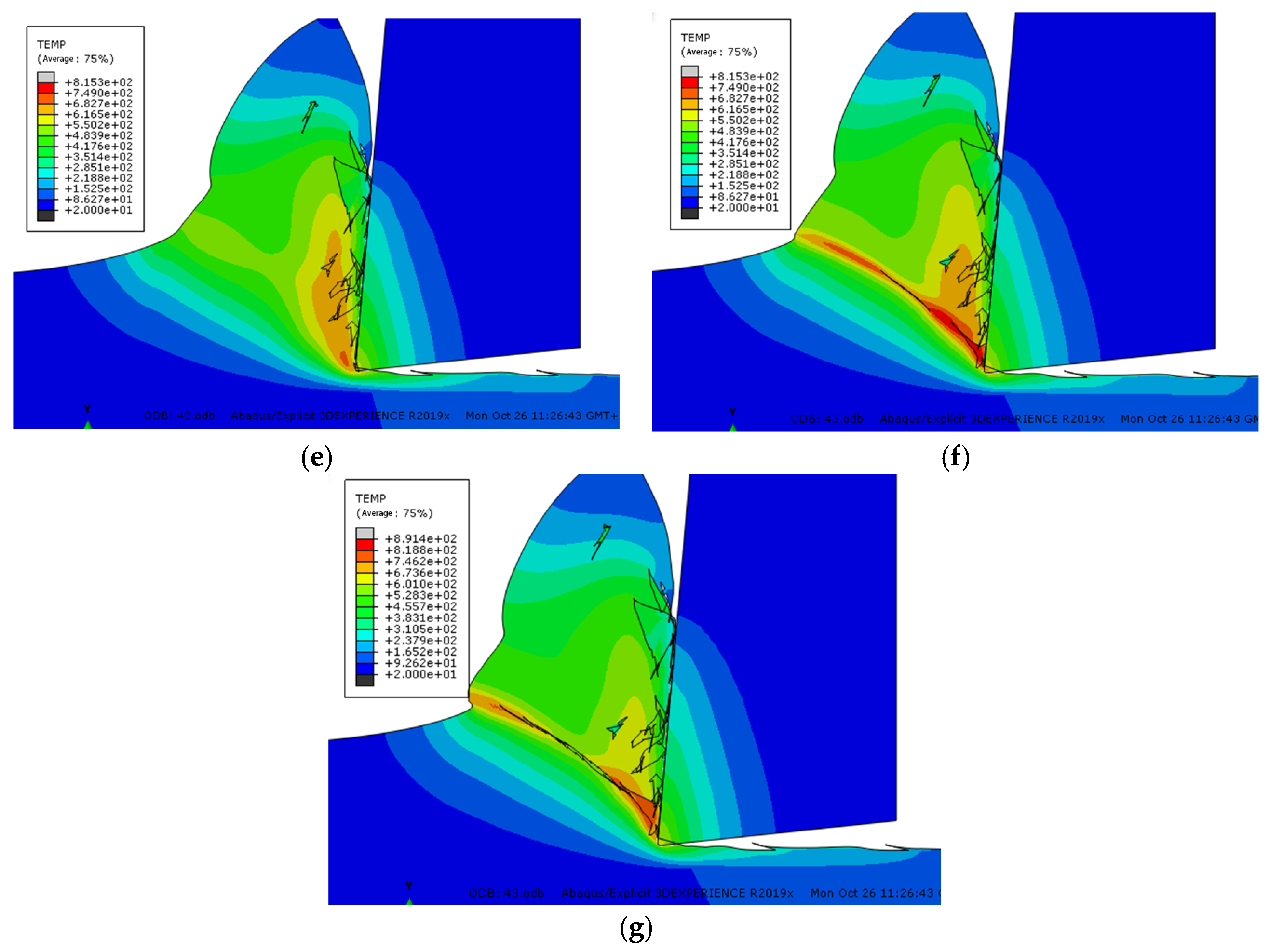
4.3. Analysis of the Formation Process of Sawtooth Chips

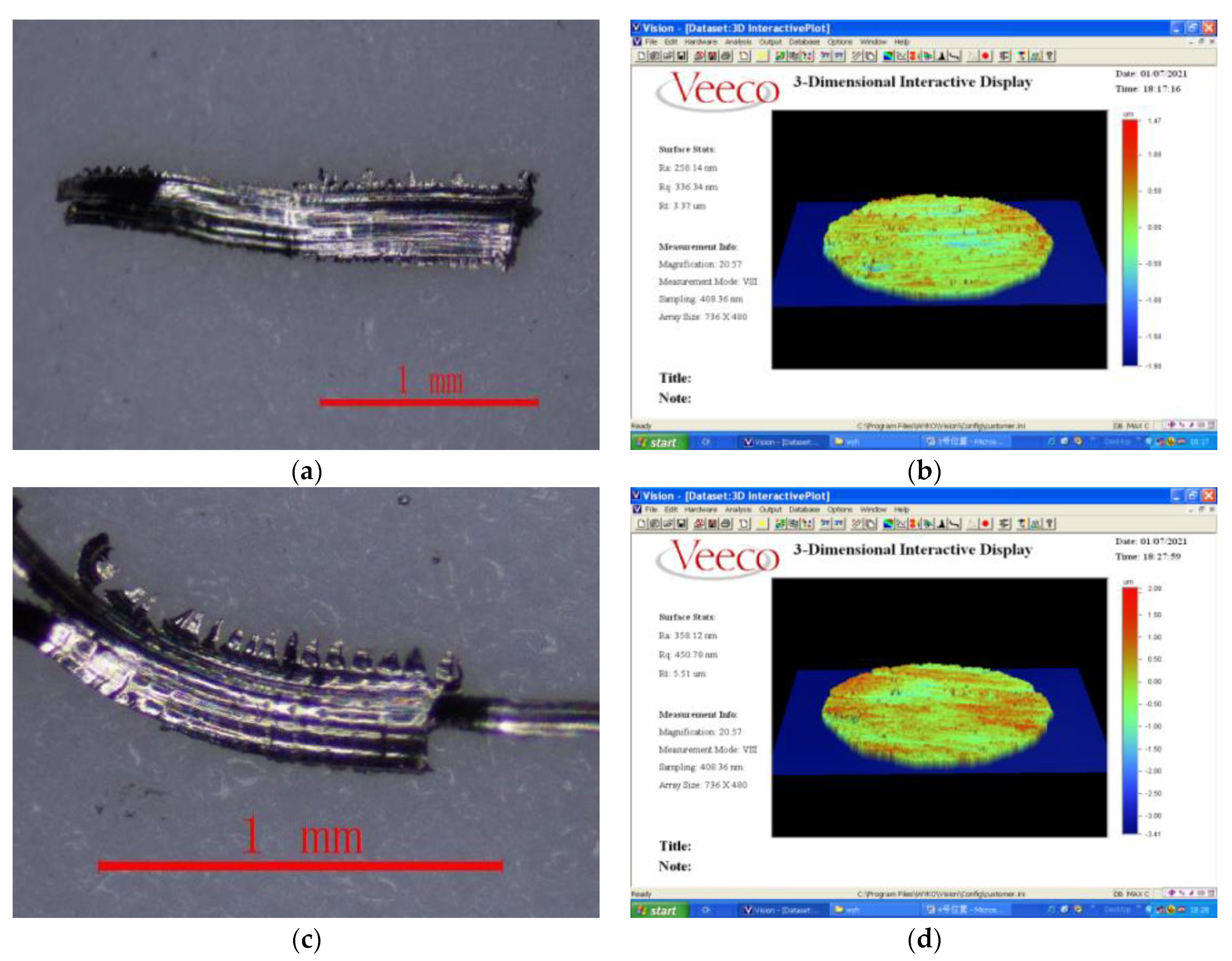
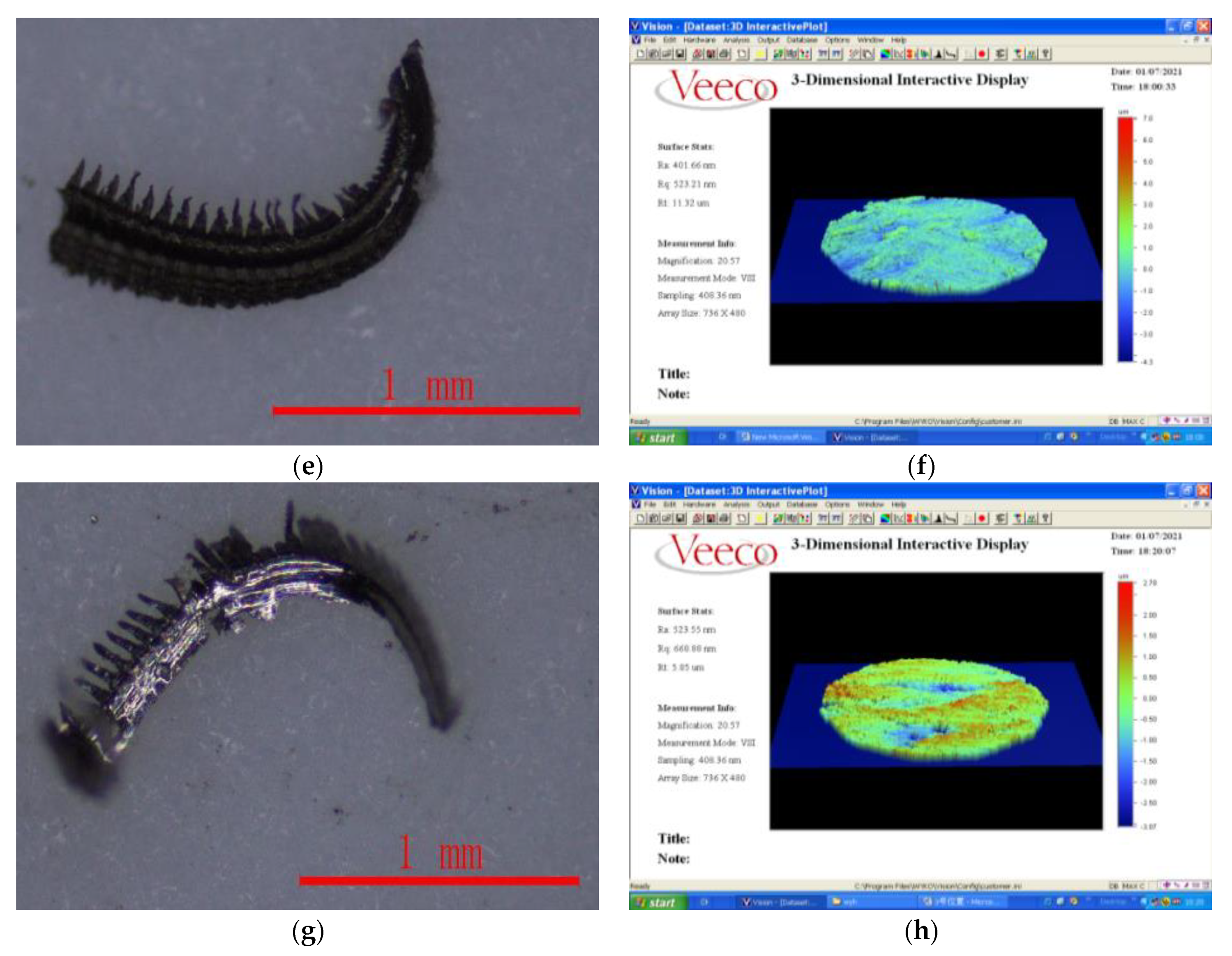
4.4. The Relationship between Cutting Force, Chip Morphology and Surface Quality
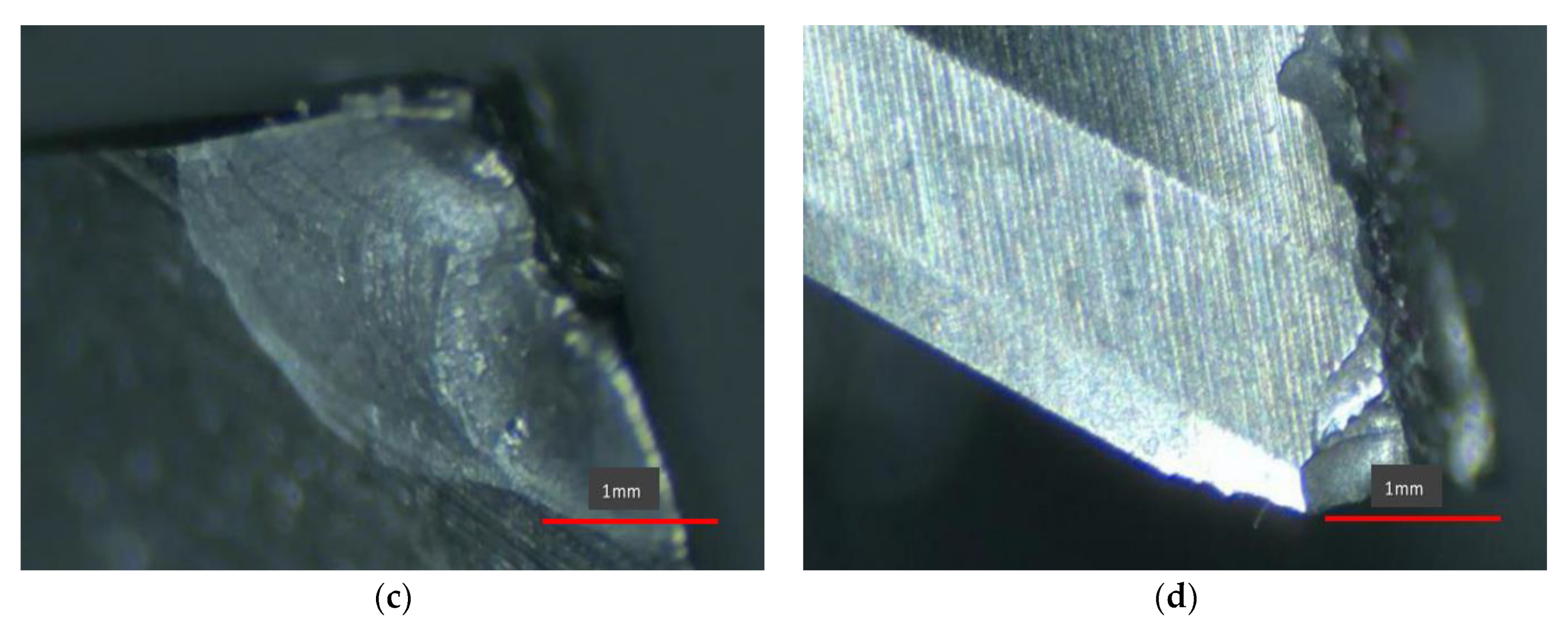
4.5. Research on the Wear Morphology of Cemented Carbide Tools
- (1)
- Flank wear
- (2)
- Wear of rake face
- (3)
- Layers of flaking
- (4)
- Tool chipping


5. Conclusions
- (1)
- Through orthogonal experiment analysis, the empirical formula of the cutting force prediction model is established as: ; the empirical formula of the cutting temperature prediction model is:
- (2)
- Through the range analysis of the result data, it is concluded that from the perspective of reducing the cutting force, the combination of the best milling parameters is: , from the perspective of reducing the cutting temperature, the combination of the best milling parameters is: .
- (3)
- The actual orthogonal cutting test was carried out on the machine tool to verify the reliability and accuracy of the prediction model of cutting force and cutting temperature.
- (4)
- With the velocity field, strain field and strain rate field model of the shear deformation zone, the influence curves of cutting speed and tool rake angle on shear speed, shear strain and shear strain rate are calculated and drawn. The influence of cutting speed and tool rake angle on shear speed, shear strain and shear strain rate are analyzed.
- (5)
- The mechanism of the formation of sawtooth chips is analyzed, and the distribution of stress, strain and temperature and the causes of formation are analyzed in detail by means of distribution clouds. Through a combination of theory and experiment, the relationship among cutting force, chip shape and surface quality in the milling process is analyzed. Finally, as the cutting force increases, the sawtooth of the chips becomes more and more serious, and the roughness of the machined surface becomes larger and larger.
- (6)
- The formation causes and formation processes of different tool wear morphologies are analyzed. In the high-efficiency milling of Inconel718 of cemented carbide end mills, the forms of tool wear are mainly blade spalling, tool chipping, tool surface pits and surface scratches. At the same time, tool front and flank wear will occur in high-speed cutting.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Choudhury, I.A.; El-Baradie, M.A. Machinability of nickel-base super alloys: A general review. J. Mater. Process. Tech. 1998, 77, 278–284. [Google Scholar] [CrossRef]
- Du, J.; Zhao, G.; Deng, Q.; Lu, X.; Zhang, B. Development of China’s wrought superalloys. J. Aeronaut. Mater. 2016, 36, 27–39. [Google Scholar] [CrossRef]
- Cheng, X.; Zha, X.; Jiang, F. Optimizing the geometric parameters of cutting edge for rough machining Fe-Cr-Ni stainless steel. Int. J. Adv. Manuf. Technol. 2016, 85, 683–693. [Google Scholar] [CrossRef]
- Zong, W.J.; Cao, Z.M.; He, C.L.; Xue, C.X. Theoretical modeling and FE simulation on the oblique diamond turning of ZnS crystal. Int. J. Mach. Tools Manuf. 2016, 100, 55–71. [Google Scholar] [CrossRef]
- Yiğit, M.; Arısoy, T. Prediction of machining induced microstructure in Ti–6Al–4V alloy using 3-D FE-based simulations: Effects of tool micro-geometry, coating and cutting conditions. J. Mater. Process. Tech. 2015, 220, 1–26. [Google Scholar] [CrossRef]
- Lu, X.; Wang, H.; Jia, Z.; Feng, Y.; Liang, S.Y. Coupled thermal and mechanical analyses of micro-milling Inconel718. Proc. Inst. Mech. Eng. 2019, 233, 1112–1126. [Google Scholar] [CrossRef]
- Yao, Y.; Shen, C.; Ma, D. Simulation of high-strength aluminum alloy cutting force in high-speed turning with PCD tool. Tool Technol. 2019, 53, 81–85. [Google Scholar]
- Islam, S.; Yuan, S.; Li, Z. A Cutting Force Prediction Model, Experimental Studies, and Optimization of Cutting Parameters for Rotary Ultrasonic Face Milling of C/SiC Composites. Appl. Compos. Mater. 2020, 27, 407–431. [Google Scholar] [CrossRef]
- Cui, X.; Zhao, B.; Jiao, F.; Zheng, J. Chip formation and its effects on cutting force, tool temperature, tool stress, and cutting edge wear in high- and ultra-high-speed milling. Int. J. Adv. Manuf. Technol. 2016, 83, 55–65. [Google Scholar] [CrossRef]
- He, L.; Su, H.; Xu, J.; Zhang, L. Study on dynamic chip formation mechanisms of Ti2AlNb intermetallic alloy. Int. J. Adv. Manuf. Technol. 2017, 92, 4415–4428. [Google Scholar] [CrossRef]
- Wang, F.; Tao, Q.; Xiao, L.; Hu, J.; Xu, L. Simulation and analysis of serrated chip formation in cutting process of hardened steel considering ploughing-effect. J. Mech. Sci. Technol. 2018, 32, 2029–2037. [Google Scholar] [CrossRef]
- Chen, E.; Wang, J.; Huang, S.; Dong, K.; Xu, L. Research on the influence of tool rake angle on chip formation and cutting force of SiC_p/Al composites. Tool Technol. 2018, 52, 90–93. [Google Scholar] [CrossRef]
- Ebrahimi, S.M.; Araee, A.; Hadad, M. Investigation of the effects of constitutive law on numerical analysis of turning processes to predict the chip morphology, tool temperature, and cutting force. Int. J. Adv. Manuf. Technol. 2019, 105, 4245–4264. [Google Scholar] [CrossRef]
- Song, W.; Wang, Z.; Deng, J.; Zhou, K.; Wang, S.; Guo, Z. Cutting temperature analysis and experiment of Ti–MoS2/Zr-coated cemented carbide tool. Int. J. Adv. Manuf. Technol. 2017, 93, 799–809. [Google Scholar] [CrossRef]
- Grzesik, W.; Niesłony, P.; Habrat, W.; Sieniawski, J.; Laskowski, P. Investigation of tool wear in the turning of Inconel718 superalloy in terms of process performance and productivity enhancement. Tribol. Int. 2018, 118, 337–346. [Google Scholar] [CrossRef]
- Hao, P. Research on Tool Wear of PCBN Tool Cutting Nickel-Based Superalloy under High Pressure Cooling. Ph.D. Thesis, Harbin University of Science and Technology, Harbin, China, 2018. [Google Scholar]
- Xie, L.; Cheng, G.; Jin, L. Research on Cr12MoV Cutting Temperature Prediction Model Based on Orthogonal Test. Tool Technol. 2016, 50, 30–33. [Google Scholar]
- Hao, Z.; Cui, R.; Fan, Y. Research on Tool Wear Mechanism of Cutting Nickel-Based Superalloy GH4169. J. Chang. Univ. Technol. 2018, 39, 8–13+105. [Google Scholar] [CrossRef]
- Rotella, G.; Dillon, O.W.; Umbrello, D.; Settineri, L.; Jawahir, I.S. Finite element modeling of microstructural changes in turning of AA7075-T651 Alloy. J. Manuf. Process. 2013, 15, 87–95. [Google Scholar] [CrossRef]
- Yu, H.; Wu, X. Material Data Manual for Aeroengine Design; Aviation Industry Press: Beijing, China, 2010; pp. 91–105. [Google Scholar]
- Chen, R. Principles of Metal Cutting; China Machine Press: Beijing, China, 2007. [Google Scholar]
- Pálmai, Z.; Kundrák, J.; Makkai, T. The transient changing of forces in interrupted milling. Int. J. Adv. Manuf. Technol. 2019, 104, 3787–3801. [Google Scholar] [CrossRef] [Green Version]
- Li, Q.; Yang, S.; Zhang, Y.; Zhou, Y.; Cui, J. Evaluation of the machinability of titanium alloy using a micro-textured ball end milling cutter. Int. J. Adv. Manuf. Technol. 2018, 98, 2083–2092. [Google Scholar] [CrossRef]
- Peng, F.Y.; Dong, Q.; Yan, R.; Zhou, L.; Zhan, C. Analytical modeling and experimental validation of residual stress in micro-end-milling. Int. J. Adv. Manuf. Technol. 2016, 87, 3411–3424. [Google Scholar] [CrossRef]
- Wang, Q. Research and Application of Functional Principal Component Analysis and Functional Linear Regression Model. Diploma Thesis, Chongqing Technology and Business University, Chongqing, China, 2020. [Google Scholar]
- Ma, Y.; Yue, Y. Research on Surface Roughness Prediction Model of Titanium Alloy TC25 Milling. Manuf. Technol. Mach. Tool 2020, 8, 141–145. [Google Scholar] [CrossRef]
- Liu, A. SPSS Basic Analysis Tutorial; Peking University Press: Beijing, China, 2014. [Google Scholar]
- Liu, S.; Wan, X.; Dong, Z. Finite Element Analysis of the Influence of Chip Friction on Cutting Process. Nonferrous Met. 2007, 42, 33–36. [Google Scholar] [CrossRef]
- Pu, X. Physical Simulation and Process Parameter Optimization of Nickel-Based Superalloy Machining. Diploma Thesis, Southwest Petroleum University, Chengdu, China, 2016. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A | 450 MPa |
| B | 1700 |
| = 0.001) | 0.017 |
| n | 0.65 |
| m | 1.3 |
| Melting temperature | 1570 °C |
| Excessive temperature | 20 °C |
| Numbering | Rotating Speed | Axial Depth of Cut | Feed per Tooth | (N) | (°C) |
|---|---|---|---|---|---|
| 1 | 3000 | 0.2 | 0.1 | 184.58 | 292.61 |
| 2 | 3000 | 0.3 | 0.2 | 319.55 | 421.76 |
| 3 | 3000 | 0.4 | 0.3 | 647.19 | 493.56 |
| 4 | 3000 | 0.5 | 0.4 | 726.77 | 595.48 |
| 5 | 3500 | 0.2 | 0.2 | 420.43 | 408.73 |
| 6 | 3500 | 0.3 | 0.1 | 329.22 | 392.81 |
| 7 | 3500 | 0.4 | 0.4 | 749.23 | 605.54 |
| 8 | 3500 | 0.5 | 0.3 | 710.36 | 488.57 |
| 9 | 4000 | 0.2 | 0.3 | 646.95 | 542.46 |
| 10 | 4000 | 0.3 | 0.4 | 680.82 | 615.83 |
| 11 | 4000 | 0.4 | 0.1 | 314.51 | 404.08 |
| 12 | 4000 | 0.5 | 0.2 | 519.54 | 467.89 |
| 13 | 4500 | 0.2 | 0.4 | 401.83 | 422.37 |
| 14 | 4500 | 0.3 | 0.3 | 561.11 | 590.91 |
| 15 | 4500 | 0.4 | 0.2 | 545.96 | 559.71 |
| 16 | 4500 | 0.5 | 0.1 | 382.66 | 286.79 |
| Level | Rotating Speed | Axial Depth of Cut | Feed per Tooth |
|---|---|---|---|
| 1878.09 | 1653.79 | 1210.97 | |
| 2209.24 | 1890.70 | 1805.48 | |
| 2161.82 | 2256.89 | 2565.61 | |
| 1891.56 | 2339.33 | 2558.65 | |
| 469.52 | 413.45 | 302.74 | |
| 552.31 | 472.68 | 451.37 | |
| 540.46 | 564.22 | 641.40 | |
| 472.89 | 584.83 | 639.66 | |
| 82.79 | 171.38 | 338.66 | |
| Primary and secondary order | |||
| Level | Rotating Speed | Axial Depth of Cut | Feed per Tooth |
|---|---|---|---|
| 1803.49 | 1666.17 | 1376.29 | |
| 1895.65 | 2021.31 | 1858.09 | |
| 2030.26 | 2062.89 | 2115.50 | |
| 1859.78 | 1838.73 | 2239.22 | |
| 450.87 | 416.54 | 344.07 | |
| 473.91 | 505.33 | 464.52 | |
| 507.57 | 515.72 | 528.88 | |
| 464.95 | 459.68 | 559.81 | |
| 56.7 | 99.18 | 215.74 | |
| Primary and secondary order | |||
| Test Number | Rotating Speed (r/min) | Axial Depth of Cut (mm) | Feed per Tooth (mm/r) | F (N) | T (°C) | ||||
|---|---|---|---|---|---|---|---|---|---|
| Predictive Value | Measured Value | Error (%) | Predictive Value | Measured Value | Error (%) | ||||
| 1 | 3000 | 0.4 | 0.4 | 689.55 | 730.00 | 5.95 | 571.39 | 533.79 | 6.58 |
| 2 | 3500 | 0.5 | 0.1 | 354.01 | 375.89 | 6.18 | 363.38 | 388.96 | 7.04 |
| 3 | 4000 | 0.3 | 0.3 | 558.91 | 526.55 | 5.79 | 514.77 | 554.61 | 7.74 |
| 4 | 4500 | 0.2 | 0.2 | 378.49 | 402.15 | 6.25 | 428.57 | 459.34 | 7.18 |
| Average Error (%) | 6.04 | 7.14 | |||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Wang, Y.; Miao, L.; Zhang, W. Deformation Analysis of Continuous Milling of Inconel718 Nickel-Based Superalloy. Micromachines 2022, 13, 683. https://doi.org/10.3390/mi13050683
Li X, Wang Y, Miao L, Zhang W. Deformation Analysis of Continuous Milling of Inconel718 Nickel-Based Superalloy. Micromachines. 2022; 13(5):683. https://doi.org/10.3390/mi13050683
Chicago/Turabian StyleLi, Xueguang, Yahui Wang, Liqin Miao, and Wang Zhang. 2022. "Deformation Analysis of Continuous Milling of Inconel718 Nickel-Based Superalloy" Micromachines 13, no. 5: 683. https://doi.org/10.3390/mi13050683
APA StyleLi, X., Wang, Y., Miao, L., & Zhang, W. (2022). Deformation Analysis of Continuous Milling of Inconel718 Nickel-Based Superalloy. Micromachines, 13(5), 683. https://doi.org/10.3390/mi13050683