
Effects of pH Values and H2O2 Concentrations on the Chemical Enhanced Shear Dilatancy Polishing of Tungsten

 , , , ,
, , , ,
Abstract
:1. Introduction
2. Principle of Chemical Enhanced Shear Dilatancy Polishing
3. Experiments
3.1. Preparation of Dilatancy Pad and Polishing Slurry
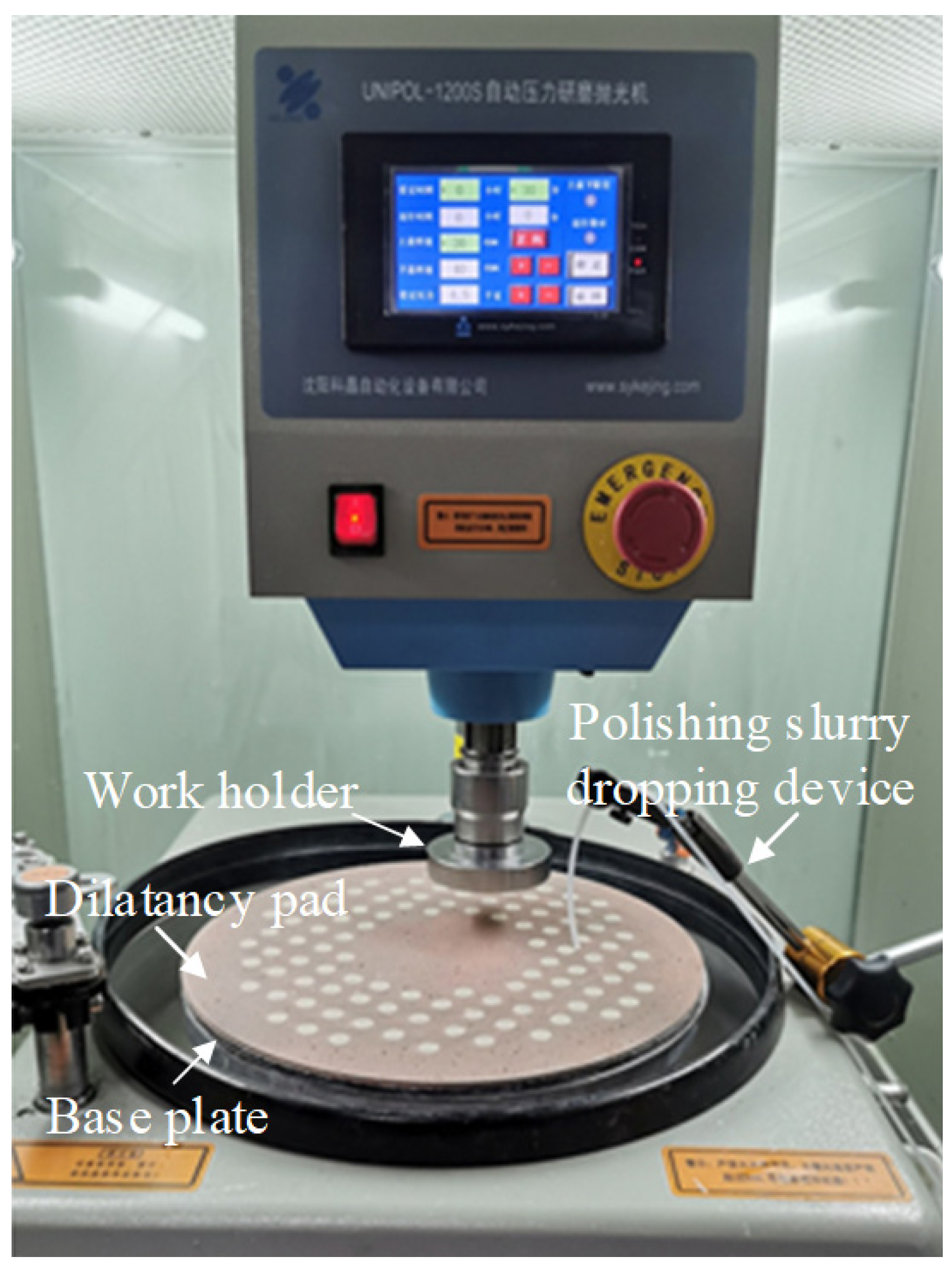
3.2. Experimental Process and Conditions
3.3. Measurement and Testing
4. Results and Discussion
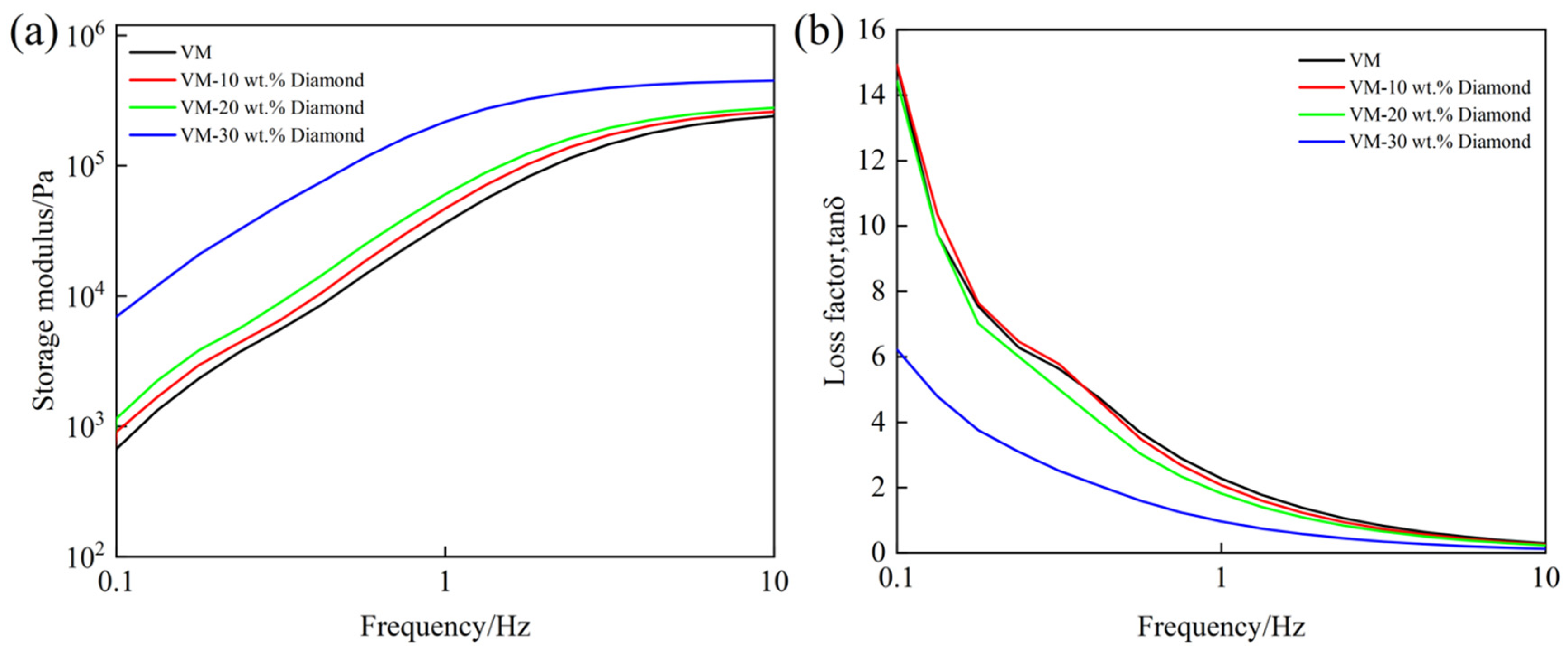
4.1. Rheological Analysis of Shear Dilatancy Material
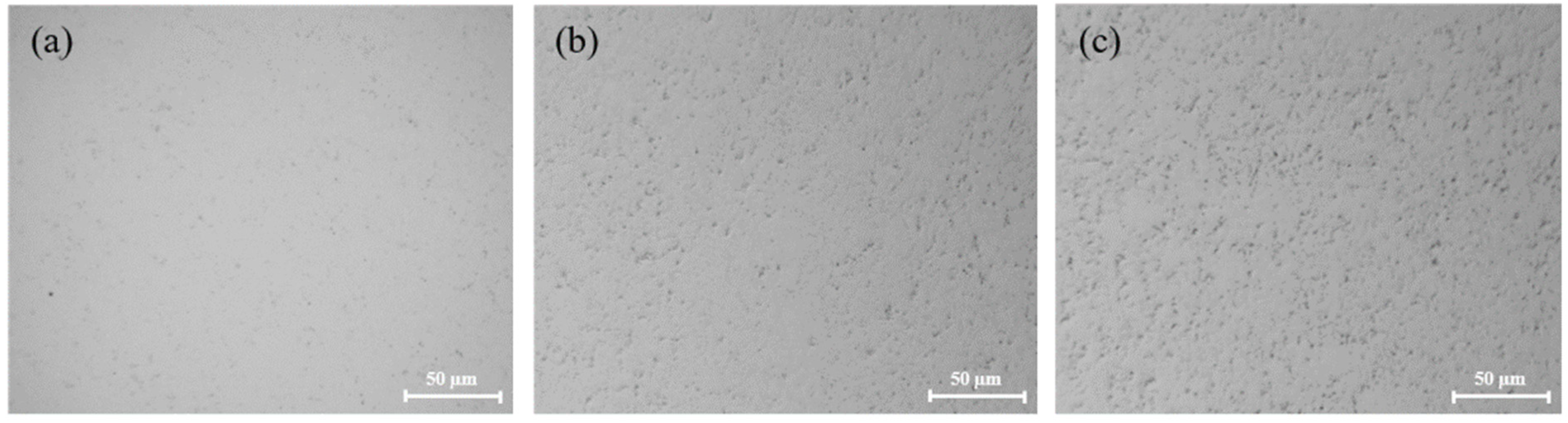
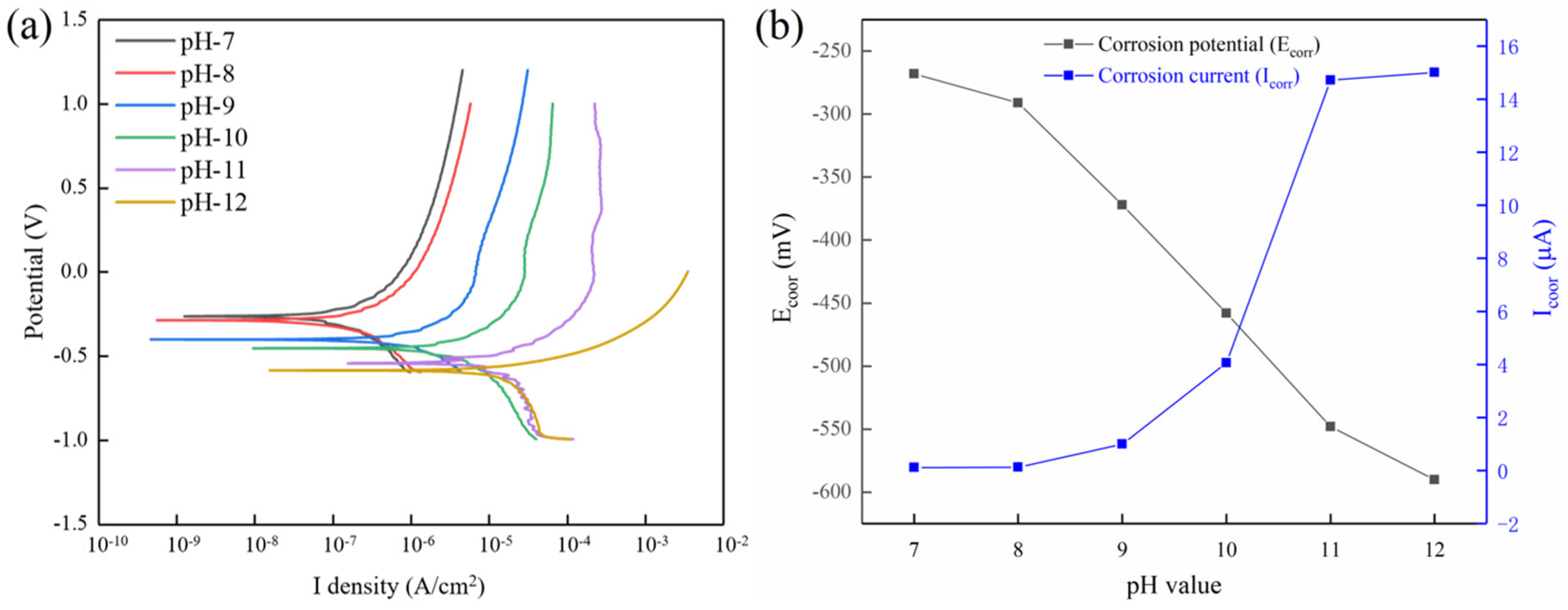
4.2. Effect of pH Values on the Polishing Performance of Tungsten
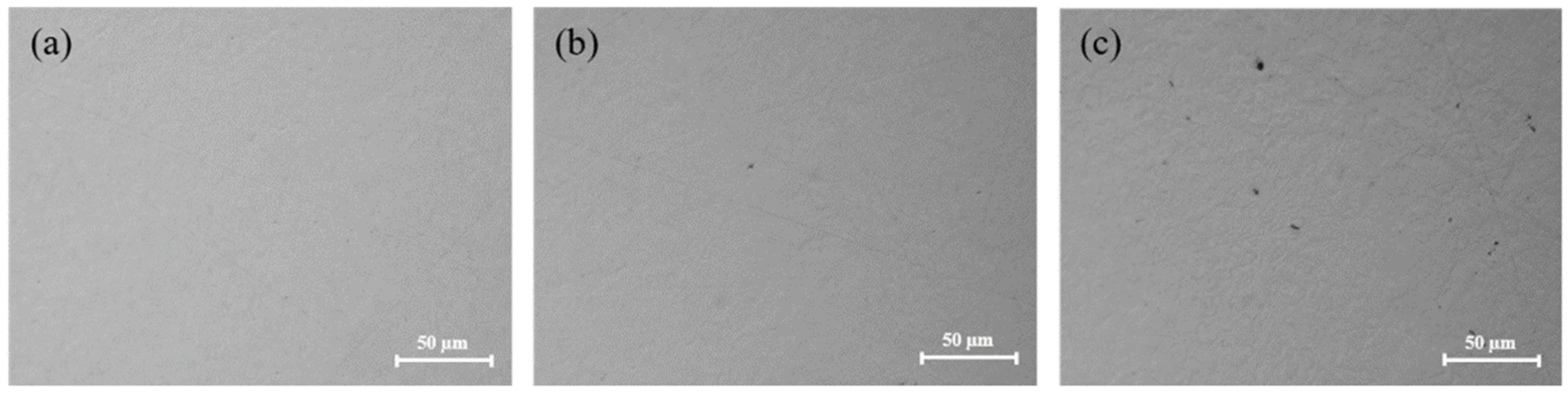
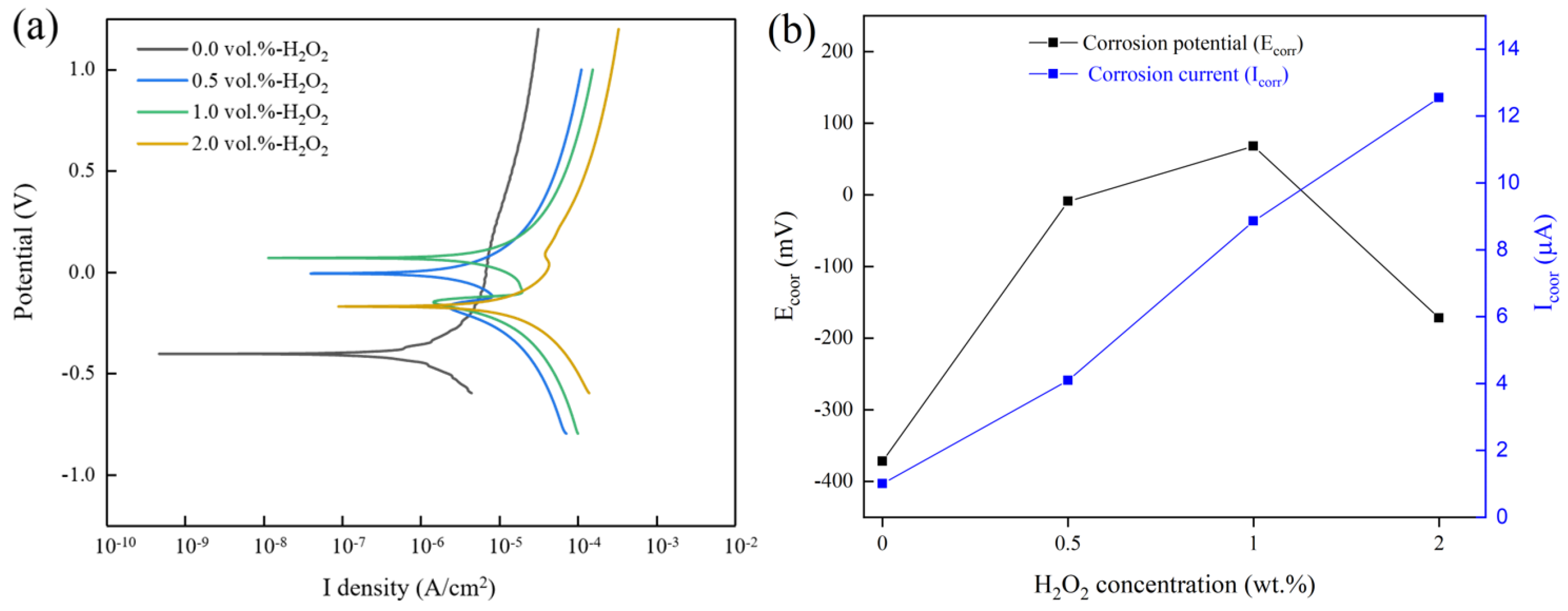
4.3. Effect of H2O2 Concentrations on the Polishing Performance of Tungsten
4.4. Electrochemical Testing Results
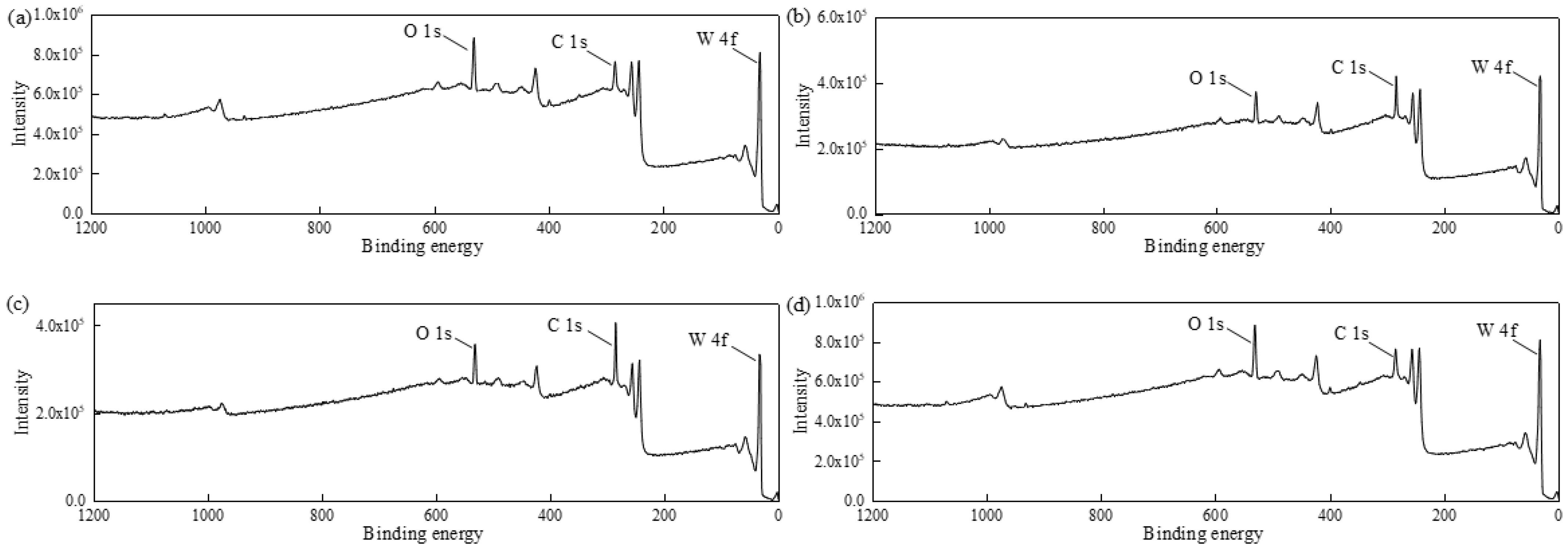
4.5. XPS Testing Results
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Brown, T.; Pitfield, P. Tungsten. In Critical Metals Handbook; John Wiley & Sons: Hoboken, NJ, USA, 2014; pp. 385–413. [Google Scholar] [CrossRef]
- Dorow-Gerspach, D.; Kirchner, A.; Loewenhoff, T.; Pintsuk, G.; Weißgärberb, T.; Wirtza, M. Additive manufacturing of high density pure tungsten by electron beam melting. Nucl. Mater. Energy 2021, 28, 101046. [Google Scholar] [CrossRef]
- Li, Y.; Du, Z.Y.; Fan, J.L.; Lv, Y.Q.; Lv, Y.Z.; Ye, L.; Li, P.F. Microstructure and texture evolution in warm-rolled fine-grained tungsten. Int. J. Refract. Hard Met. 2021, 101, 105690. [Google Scholar] [CrossRef]
- Wang, G.L.; Xu, Q.; Yang, T.; Xiang, J.J.; Xu, J.; Gao, J.F.; Li, C.L.; Li, J.F.; Yan, J.; Chen, D.P. Application of atomic layer deposition tungsten (ALD W) as gate filling metal for 22 nm and beyond nodes CMOS technology. ECS J. Solid State Sci. Technol. 2014, 3, P82–P85. [Google Scholar] [CrossRef]
- Wang, Z.H.; Zhao, K.X.; Chen, W.M.; Chen, X.D.; Zhang, L.Y. Atomistic modeling of diffusion coefficient in fusion reactor first wall material tungsten. Appl. Therm. Eng. 2014, 73, 111–115. [Google Scholar] [CrossRef]
- Wyngaert, T.V.D.; Elvas, F.; Schepper, S.D.; Kennedy, J.A.; Israel, O. SPECT/CT: Standing on the shoulders of giants, it is time to reach for the sky! J. Nucl. Med. 2020, 61, 1284–1291. [Google Scholar] [CrossRef]
- Chen, H.Y.; Xu, Q.; Wang, J.H.; Li, P.; Yuan, J.L.; Lyu, B.H.; Wang, J.H.; Tokunagad, K.; Yao, G.; Luo, L.M.; et al. Effect of surface quality on hydrogen/helium irradiation behavior in tungsten. Nucl. Eng. Technol. 2022; in press. [Google Scholar] [CrossRef]
- Seo, E.B.; Bae, J.Y.; Kim, S.I.; Choi, H.E.; Son, Y.H.; Yun, S.S.; Park, J.H.; Park, J.G. Interfacial chemical and mechanical reactions between tungsten-film and nano-scale colloidal zirconia abrasives for chemical-mechanical-planarization. ECS J. Solid State Sci. Technol. 2020, 9, 054001. [Google Scholar] [CrossRef]
- Guo, J.; Shi, X.L.; Song, C.P.; Niu, L.; Cui, H.L.; Guo, X.G.; Tong, Z.; Yu, N.; Jin, Z.J.; Kang, R.K. Theoretical and experimental investigation of chemical mechanical polishing of W–Ni–Fe alloy. Int. J. Extreme Manuf. 2021, 3, 025103. [Google Scholar] [CrossRef]
- Wang, X.; Gao, H.; Deng, Q.F.; Wang, J.H.; Chen, H.Y.; Yuan, J.L. Effect of Wetting Characteristics of Polishing Fluid on the Quality of Water-Dissolution Polishing of KDP Crystals. Micromachines 2022, 13, 535. [Google Scholar] [CrossRef]
- Hang, W.; Wei, L.Q.; Debela, T.T.; Chen, H.Y.; Zhou, L.B.; Yuan, J.L.; Ma, Y. Crystallographic orientation effect on the polishing behavior of LiTaO3 single crystal and its correlation with strain rate sensitivity. Ceram. Int. 2022, 48, 7766–7777. [Google Scholar] [CrossRef]
- Omole, S.; Lunt, A.; Kirk, S.; Shokrani, A. Advanced Processing and Machining of Tungsten and Its Alloys. J. Manuf. Mater. Process. 2022, 6, 15. [Google Scholar] [CrossRef]
- Olsson, M.; Bushlya, V.; Lenrick, F.; Ståhl, J. Evaluation of tool wear mechanisms and tool performance in machining single-phase tungsten. Int. J. Refract. Met. Hard Mater. 2021, 94, 105379. [Google Scholar] [CrossRef]
- Poddar, M.K.; Jalalzai, P.; Sahir, S.; Yerriboina, N.P.; Kim, T.; Park, J. Tungsten passivation layer (WO3) formation mechanisms during chemical mechanical planarization in the presence of oxidizers. Appl. Surf. Sci. 2020, 537, 147862. [Google Scholar] [CrossRef]
- Lim, J.H.; Park, J.H.; Park, J.G. Effect of iron (III) nitrate concentration on tungsten chemical-mechanical-planarization performance. Appl. Surf. Sci. 2013, 282, 512–517. [Google Scholar] [CrossRef]
- Han, W.; Fang, F.Z. Investigation of electropolishing characteristics of tungsten in eco-friendly sodium hydroxide aqueous solution. Adv. Manuf. 2020, 8, 265–278. [Google Scholar] [CrossRef] [PubMed]
- Wang, F.; Zhang, X.Q.; Deng, H. A comprehensive study on electrochemical polishing of tungsten. Appl. Surf. Sci. 2019, 475, 587–597. [Google Scholar] [CrossRef]
- Chen, P.X.; Chen, Y.L.; Lin, H.; Li, H.G.; Li, X. An efficient electrochemical polishing of tungsten with combined forced and natural convections. Int. J. Adv. Manuf. Technol. 2021, 117, 2819–2834. [Google Scholar] [CrossRef]
- Zhou, X.Y.; Wang, F.; Zhang, X.Q.; Deng, H. Electrochemical polishing of microfluidic moulds made of tungsten using a bi-layer electrolyte. J. Mater. Process. Technol. 2021, 292, 117055. [Google Scholar] [CrossRef]
- Qi, H.; Shi, L.W.; Teng, Q.; Hong, T.; Tangwarodomnukund, V.; Liu, G.Y.; Li, H.N. Subsurface damage evaluation in the single abrasive scratching of BK7 glass by considering coupling effect of strain rate and temperature. Ceram. Int. 2022, 48, 8661–8670. [Google Scholar] [CrossRef]
- Hu, W.P.; Teng, Q.; Hong, T.; Saetange, V.; Qi, H. Stress field modeling of single-abrasive scratching of BK7 glass for surface integrity evaluation. Ceram. Int. 2022, 48, 12819–12828. [Google Scholar] [CrossRef]
- Doi, T.K.; Seshimo, K.; Takagi, M.; Ohtsubo, M.; Yamazaki, T.; Nishizawa, H.; Aida, H.; Murakami, S. Development of innovative “dilatancy pad” realizing super high efficiency and high-grade polishing of SiC wide band gap semiconductor substrates. In Proceedings of the International Conference on Planarization/CMP Technology, Kobe, Japan, 19–21 November 2014; pp. 168–173. [Google Scholar]
- Doi, T.K.; Seshimo, K.; Yamazaki, T.; Ohtsubo, M.; Ichikawa, D.; Miyashita, T.; Takagi, M.; Saek, T.; Aida, H. Smart polishing of hard-to-machine materials with an innovative dilatancy pad under high-pressure, high-speed, immersed condition. ECS J. Solid State Sci. Technol. 2016, 5, P598–P607. [Google Scholar] [CrossRef]
- Larsen-Basse, J.; Liang, H. Probable role of abrasion in chemo-mechanical polishing of tungsten. Wear 1999, 233, 647–654. [Google Scholar] [CrossRef]
- Shao, Q.; Duan, S.Y.; Fu, L.; Lyu, B.H.; Zhao, P.; Yuan, J.L. Shear Thickening Polishing of Quartz Glass. Micromachines 2021, 12, 956. [Google Scholar] [CrossRef] [PubMed]
- Lillard, R.S.; Kanner, G.S.; Butt, D.P. The nature of oxide films on tungsten in acidic and alkaline solutions. J. Electrochem. Soc. 1998, 145, 2718–2725. [Google Scholar] [CrossRef]
- Shinde, P.A.; Jun, S.C. Review on recent progress in the development of tungsten oxide-based electrodes for electrochemical energy storage. ChemSusChem 2020, 13, 11–38. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kaufman, F.B.; Thompson, D.B.; Broadie, R.E.; Jaso, M.A.; Guthrie, W.L.; Pearson, D.J.; Small, M.B. Chemical-Mechanical Polishing for Fabricating Patterned W Metal Features as Chip Interconnects. J. Electrochem. Soc. 1991, 138, 3460–3465. [Google Scholar] [CrossRef]
- Deng, C.B.; Jiang, L.J.; Qin, N.; Qian, L.M. Effects of pH and H2O2 on the chemical mechanical polishing of titanium alloys. J. Mater. Process. Technol. 2021, 295, 117204. [Google Scholar] [CrossRef]
- Wang, J.H.; Lyu, B.H.; Jiang, L.; Shao, Q.; Deng, C.B.; Zhou, Y.F.; Wang, J.H.; Yuan, J.L. Chemistry enhanced shear thickening polishing of Ti–6Al–4V. Precis. Eng. 2021, 72, 59–68. [Google Scholar] [CrossRef]
- Lim, G.; Lee, J.H.; Kim, J.; Lee, H.W.; Hyun, S.H. Effects of oxidants on the removal of tungsten in CMP process. Wear 2004, 257, 863–868. [Google Scholar] [CrossRef]
- Anik, M.; Osseo-Asare, K. Effect of pH on the anodic behavior of tungsten. J. Electrochem. Soc. 2002, 149, B224–B233. [Google Scholar] [CrossRef]
- Weidman, M.C.; Esposito, D.V.; Hsu, I.J.; Chen, J.G. Electrochemical stability of tungsten and tungsten monocarbide (WC) over wide pH and potential ranges. J. Electrochem. Soc. 2010, 157, F179–F188. [Google Scholar] [CrossRef]
- Kneer, E.A.; Raghunath, C.; Raghavan, S. Electrochemistry of chemical vapor deposited tungsten films with relevance to chemical mechanical polishing. J. Electrochem. Soc. 1996, 143, 4095–4100. [Google Scholar] [CrossRef]
- Deng, H.; Huang, R.; Liu, K.; Zhang, X.Q. Abrasive-free polishing of tungsten alloy using electrochemical etching. Electrochem. Commun. 2017, 82, 80–84. [Google Scholar] [CrossRef]
- Coetsier, C.M.; Testa, F.; Carretier, E.; Ennahalib, M.; Laborieb, B.; Mouton-arnaudc, C.; Flucherec, O.; Moulina, P. Static dissolution rate of tungsten film versus chemical adjustments of a reused slurry for chemical mechanical polishing. Appl. Surf. Sci. 2011, 257, 6163–6170. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Content of W (%) | ≥99.99 |
| Density (g/cm3) | 19.35 |
| Mohs hardness | 7.5 |
| Tensile strength (MPa) | 980–1078 |
| Fracture toughness (MPa·m1/2) | 5.4 |
| Parameter | Values |
|---|---|
| Top plate polishing speed (r/min) | 20 |
| Bottom plate polishing speed (r/min) | 120 |
| Polishing pressure (kPa) | 468 |
| Abrasive particle size (µm) | 0.5 |
| Abrasive concentration of slurry (wt.%) | 1 |
| Polishing pad | Polyurethane dilatancy pad |
| Slurry flow rate (mL/min) | 3 |
| pH | 7; 8; 9; 10; 11; 12 |
| H2O2 (vol.%) | 0; 0.1; 0.5; 1; 1.5; 2 |
| Conditions | W6+/W Ratio |
|---|---|
| pH = 9 | 0.237 |
| 1 vol.% H2O2 | 0.137 |
| Slurry | 0.181 |
| C-SDP | 0.142 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, L.; Wang, L.; Chen, H.; Wang, X.; Chen, F.; Lyu, B.; Hang, W.; Zhao, W.; Yuan, J. Effects of pH Values and H2O2 Concentrations on the Chemical Enhanced Shear Dilatancy Polishing of Tungsten. Micromachines 2022, 13, 762. https://doi.org/10.3390/mi13050762
Xu L, Wang L, Chen H, Wang X, Chen F, Lyu B, Hang W, Zhao W, Yuan J. Effects of pH Values and H2O2 Concentrations on the Chemical Enhanced Shear Dilatancy Polishing of Tungsten. Micromachines. 2022; 13(5):762. https://doi.org/10.3390/mi13050762
Chicago/Turabian StyleXu, Liang, Lin Wang, Hongyu Chen, Xu Wang, Fangyuan Chen, Binghai Lyu, Wei Hang, Wenhong Zhao, and Julong Yuan. 2022. "Effects of pH Values and H2O2 Concentrations on the Chemical Enhanced Shear Dilatancy Polishing of Tungsten" Micromachines 13, no. 5: 762. https://doi.org/10.3390/mi13050762
APA StyleXu, L., Wang, L., Chen, H., Wang, X., Chen, F., Lyu, B., Hang, W., Zhao, W., & Yuan, J. (2022). Effects of pH Values and H2O2 Concentrations on the Chemical Enhanced Shear Dilatancy Polishing of Tungsten. Micromachines, 13(5), 762. https://doi.org/10.3390/mi13050762