
Study of the Influence of Cutting Edge on Micro Cutting of Hardened Steel Using FE and SPH Modeling

 , ,
, ,
Abstract
:1. Introduction
- The influence of cutting edge radius
- Work-piece material microstructure
- Multistep cutting
2. Numerical Modeling of Orthogonal Micro-Cutting
2.1. SPH Model
2.2. FE Model Using Lagrangian Formulation
2.3. FE Modeling Using Combined Formulations: ALE and CEL
2.3.1. ALE Model
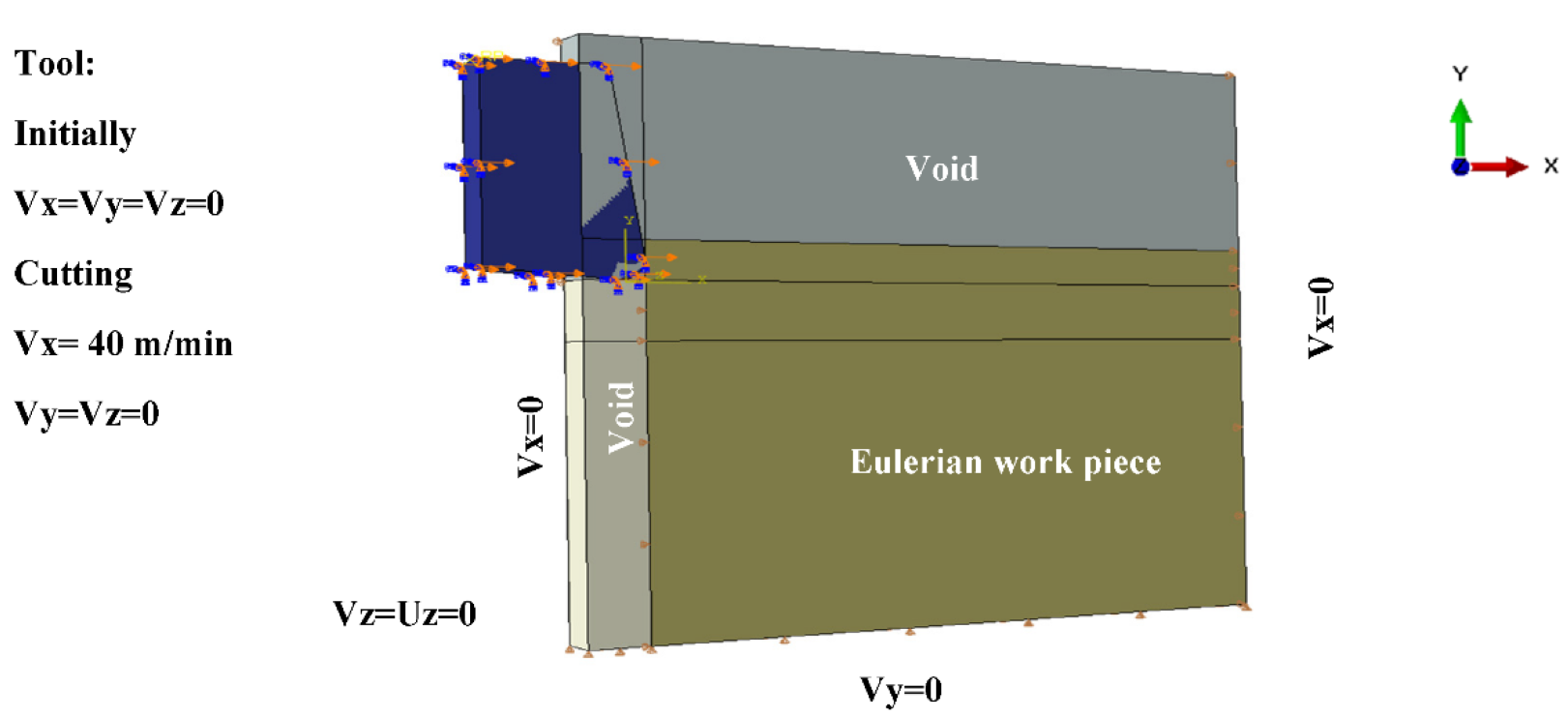
2.3.2. CEL Model
- EVF = 1, the element is empty.
- EVF = 0, the element is full.
3. Results
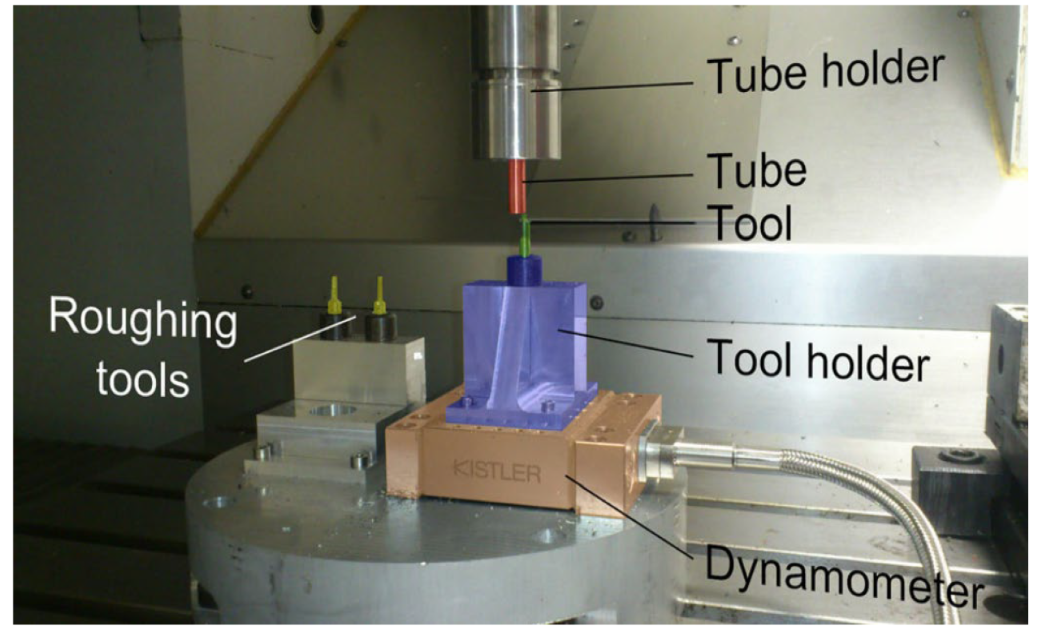
3.1. Experimental Set-Up
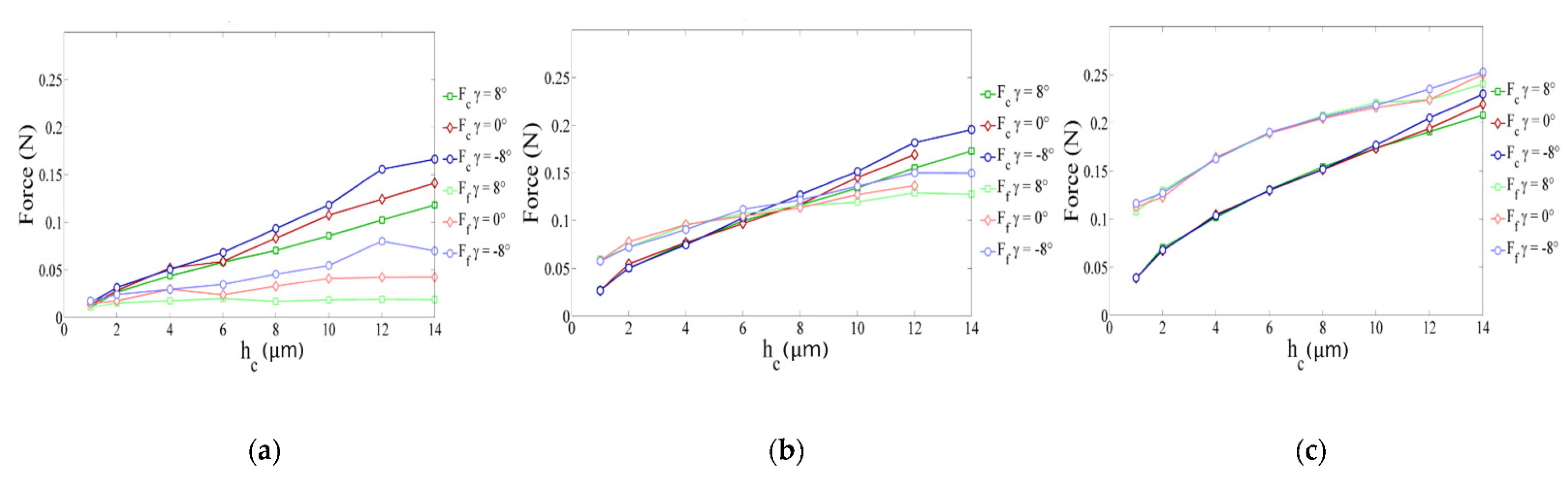
3.2. Study of the Cutting Edge Radius Influence Using SPH and Lagrangian Models
3.3. Models Comparison
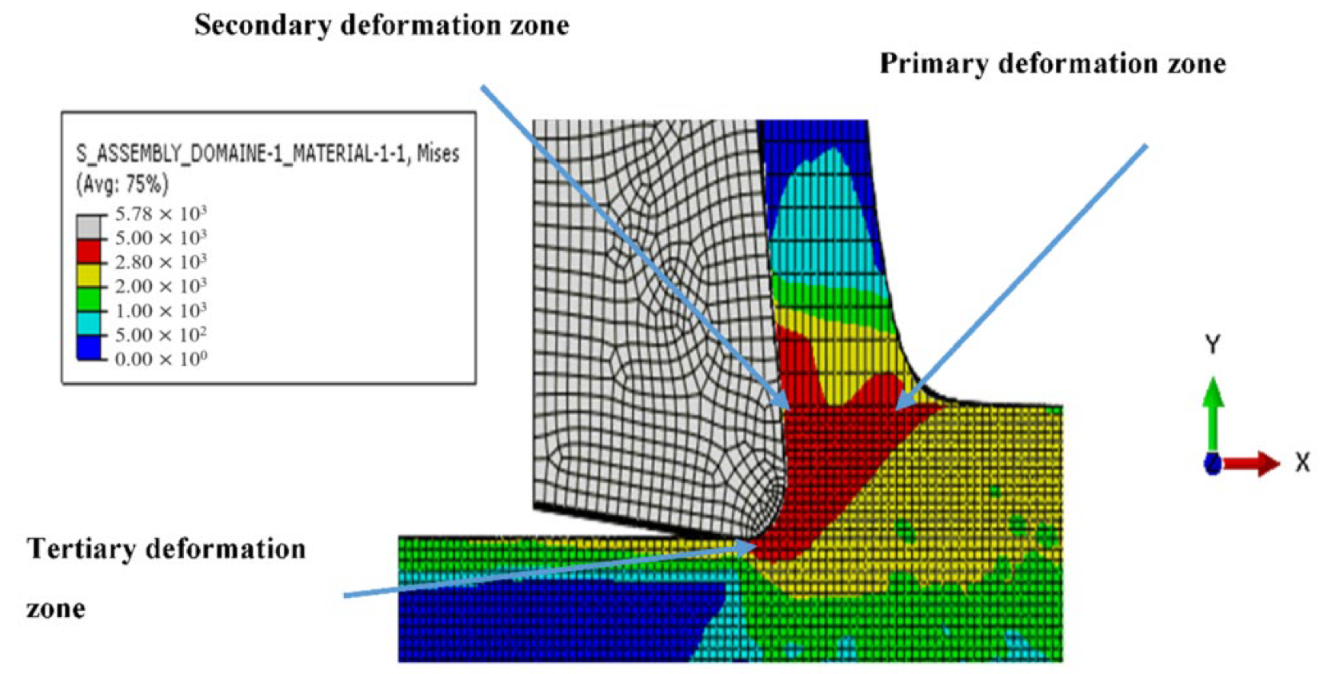
- Primary deformation zone: Result of the high deformation of the material under high strain rates conducting to chip formation initiation.
- Secondary deformation zone: Due to the contact between the rake face and the chip.
- Tertiary deformation zone: Due to the contact between the flank face and the machined surface.
4. Discussion
5. Conclusions and Prospects
- Better quality of machined surface since element deletion algorithm is deactivated.
- No longer distortion problems.
- Numerical chip shape is close the experimental one.
- Different deformation zones are identifiable.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vipindas, K.; Anand, K.N.; Mathew, J. Effect of cutting edge radius on micro end milling: Force analysis, surface roughness, and chip formation. Int. J. Adv. Manuf. Technol. 2018, 97, 711–722. [Google Scholar] [CrossRef]
- Li, L.; Yu, Z.; Xu, J.; Li, X.; Yu, H. An analytical model for micro-cutting considering the cutting tool edge radius effect and material separation. Int. J. Adv. Manuf. Technol. 2021, 114, 97–105. [Google Scholar] [CrossRef]
- Wu, X.; Li, L.; He, N.; Yao, C.; Zhao, M. Influence of the cutting edge radius and the material grain size on the cutting force in micro cutting. Precis. Eng. 2016, 45, 359–364. [Google Scholar] [CrossRef]
- Song, X.; Li, A.; Lv, M.; Lv, H.; Zhao, J. Finite element simulation study on pre-stress multi-step cutting of Ti-6Al-4V titanium alloy. Int. J. Adv. Manuf. Technol. 2019, 104, 2761–2771. [Google Scholar] [CrossRef]
- Chen, Z.; Wu, X.; Zeng, K.; Shen, J.; Jiang, F.; Liu, Z.; Luo, W. Investigation on the Exit Burr Formation in Micro Milling. Micromachines 2021, 12, 952. [Google Scholar] [CrossRef] [PubMed]
- Piquard, R.; D’Acunto, A.; Laheurte, P.; Dudzinsk, D. Micro-end milling of NiTi biomedical alloys, burr formation and phase transformation. Precis. Eng. 2014, 38, 356–365. [Google Scholar] [CrossRef] [Green Version]
- Mechri, O. Modélisation par Eléments Finis de L’usinage des Pièces en Alliages D’aluminium AA 7175-T74; Université Laval: Quebec City, QC, Canada, 2016. [Google Scholar]
- Boubakri, C.; Wolff, C.; Nouari, M.; Moufki, A.; Dubar, L.; Watremez, M.; Hubert, C. Micromachining simulation using a crystal plasticity model: ALE and CEL approaches. AIP Conf. Proc. 2019, 2113, 080017. [Google Scholar]
- Mabrouki, T.; Rigal, J.F. A contribution to a qualitative understanding of thermo-mechanical effects during chip formation in hard turning. J. Mater. Process. Technol. 2006, 176, 214–221. [Google Scholar] [CrossRef]
- Benson, D.J. A mixture theory for contact in multi-material Eulerian formulations. Comput. Methods Appl. Mech. Eng. 1997, 140, 59–86. [Google Scholar] [CrossRef]
- Piquard, R. Expérimentation et Modélisation de la Micro-Coupe Pour une Application au Micro-Fraisage; Université de Franche-Comté: Besançon, France, 2018. [Google Scholar]
- Lasri, L.; Nouari, M.; El Mansori, M. Modelling of chip separation in machining unidirectional FRP composites by stiffness degradation concept. Compos. Sci. Technol. 2009, 69, 684–692. [Google Scholar] [CrossRef]
- Barge, M.; Hamdi, H.; Rech, J.; Bergheau, J.M. Numerical modelling of orthogonal cutting: Influence of numerical parameters. J. Mater. Process. Technol. 2005, 164–165, 1148–1153. [Google Scholar] [CrossRef]
- Puls, H.; Klocke, F.; Lung, D. Experimental investigation on friction under metal cutting conditions. Wear 2014, 310, 63–71. [Google Scholar] [CrossRef]
- Wan, L.; Wang, D. Investigations on the effects of different tool edge geometries in the finite element simulation of machining. J. Mech. Eng. 2015, 61, 157–166. [Google Scholar] [CrossRef]
- Ducobu, F.; Rivière-Lorphèvre, E.; Filippi, E. Finite element modelling of 3D orthogonal cutting experimental tests with the Coupled Eulerian-Lagrangian (CEL) formulation. Finite Elem. Anal. Des. 2017, 134, 27–40. [Google Scholar] [CrossRef]
- Qiu, G.; Henke, S.; Grabe, J. Application of a Coupled Eulerian-Lagrangian approach on geomechanical problems involving large deformations. Comput. Geotech. 2011, 38, 30–39. [Google Scholar] [CrossRef]
- Skrzat, A. Application of coupled Eulerian-Lagrangian approach in metal forming simulations. Sci. Lett. Rzesz. Univ. Technol. Mech. 2012, 84, 25–35. [Google Scholar] [CrossRef] [Green Version]
- Afrasiabi, M.; Saelzer, J.; Berger, S.; Iovkov, I.; Klippel, H.; Röthlin, M.; Zabel, A.; Biermann, D.; Wegener, K. A Numerical-Experimental Study on Orthogonal Cutting of AISI 1045 Steel and Ti6Al4V Alloy: SPH and FEM Modeling with Newly Identified Friction Coefficients. Metals 2021, 11, 1683. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density | Young Modulus | Poisson Coefficient |
|---|---|---|---|
| 41NiCrMo7 | 7.85 g/cm3 | 207 GPa | 0.2 |
| Material | A | B | C | n |
|---|---|---|---|---|
| 41NiCrMo7 | 792 MPa | 510 MPa | 0.014 | 1.02 |
| D1 | D2 | D3 | D4 |
|---|---|---|---|
| 0.05 | 3.44 | −2.12 | 0.002 |
| Material | Density | Young Modulus | Poisson Coefficient |
|---|---|---|---|
| WC-Co | 1.48E−8 t/mm3 | 368 GPa | 0.25 |
| hc = 2 µm | hc = 4 µm | |
|---|---|---|
| rβ = 2 µm |  |  |
| rβ = 5 µm |  |  |
| rβ = 8 µm |  |  |
| rβ = 10 µm |  |  |
| Experimental | SPH | Lagrangian | ALE | CEL | |
|---|---|---|---|---|---|
| Fc (N) | 8 | 3,2 | 12 | 6 | 7 |
| Ff (N) | −7 | −3 | −5 | −4 | −5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chaabani, L.; Piquard, R.; Abnay, R.; Fontaine, M.; Gilbin, A.; Picart, P.; Thibaud, S.; D’Acunto, A.; Dudzinski, D. Study of the Influence of Cutting Edge on Micro Cutting of Hardened Steel Using FE and SPH Modeling. Micromachines 2022, 13, 1079. https://doi.org/10.3390/mi13071079
Chaabani L, Piquard R, Abnay R, Fontaine M, Gilbin A, Picart P, Thibaud S, D’Acunto A, Dudzinski D. Study of the Influence of Cutting Edge on Micro Cutting of Hardened Steel Using FE and SPH Modeling. Micromachines. 2022; 13(7):1079. https://doi.org/10.3390/mi13071079
Chicago/Turabian StyleChaabani, Lobna, Romain Piquard, Radouane Abnay, Michaël Fontaine, Alexandre Gilbin, Philippe Picart, Sébastien Thibaud, Alain D’Acunto, and Daniel Dudzinski. 2022. "Study of the Influence of Cutting Edge on Micro Cutting of Hardened Steel Using FE and SPH Modeling" Micromachines 13, no. 7: 1079. https://doi.org/10.3390/mi13071079
APA StyleChaabani, L., Piquard, R., Abnay, R., Fontaine, M., Gilbin, A., Picart, P., Thibaud, S., D’Acunto, A., & Dudzinski, D. (2022). Study of the Influence of Cutting Edge on Micro Cutting of Hardened Steel Using FE and SPH Modeling. Micromachines, 13(7), 1079. https://doi.org/10.3390/mi13071079