
Preparation of Micro-Pit-Textured PCD Tools and Micro-Turning Experiment on SiCp/Al Composites


 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
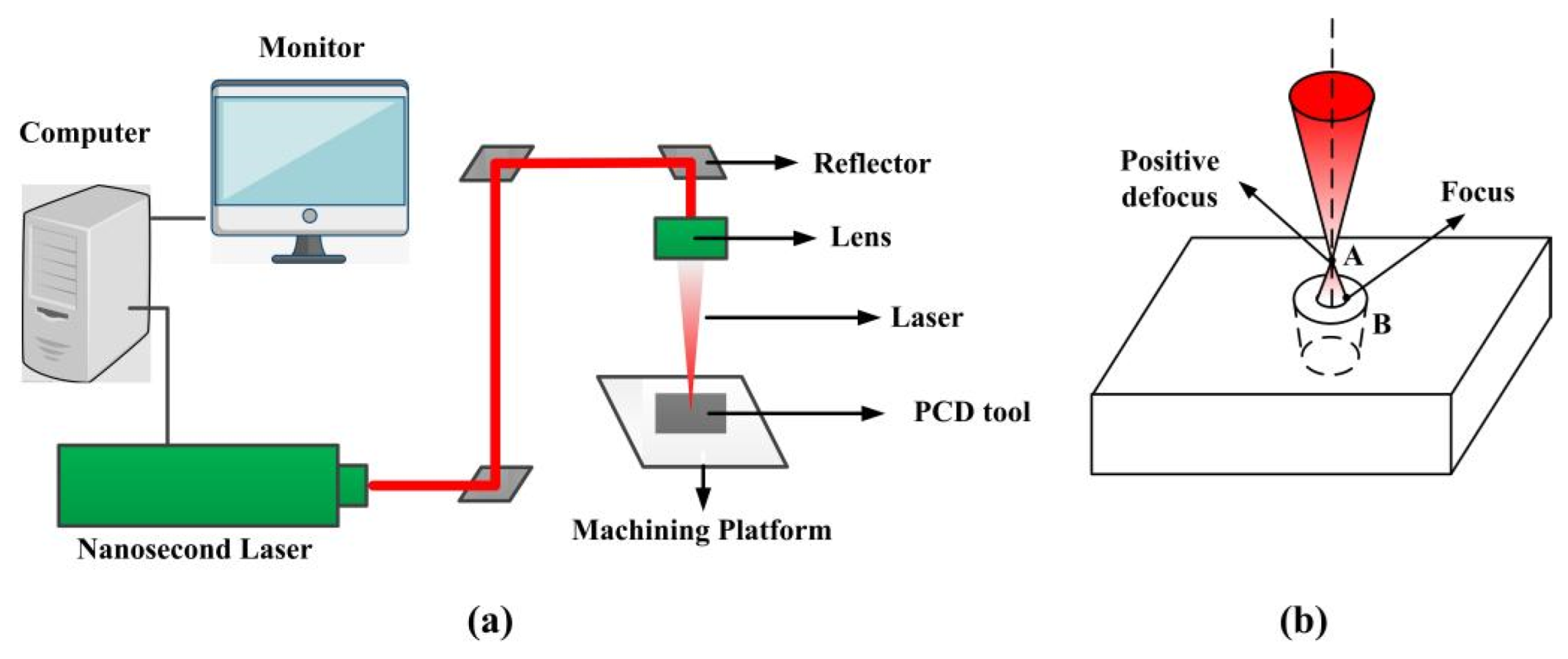
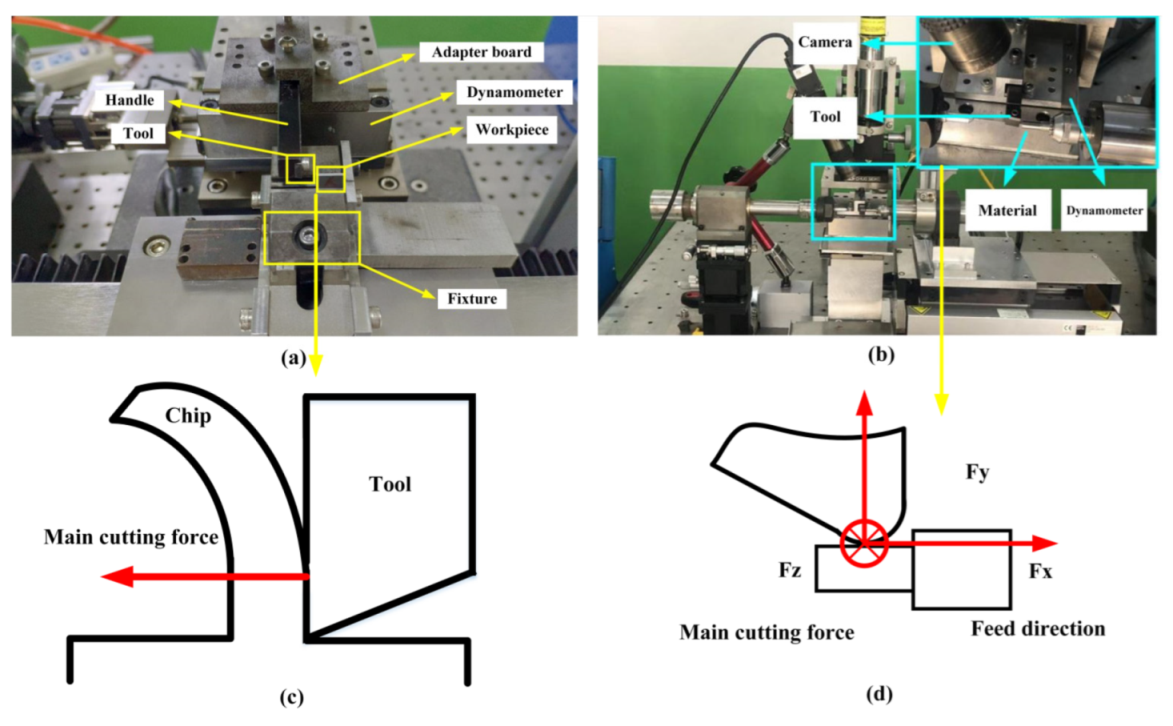
2.1. Experimental Equipment and Method
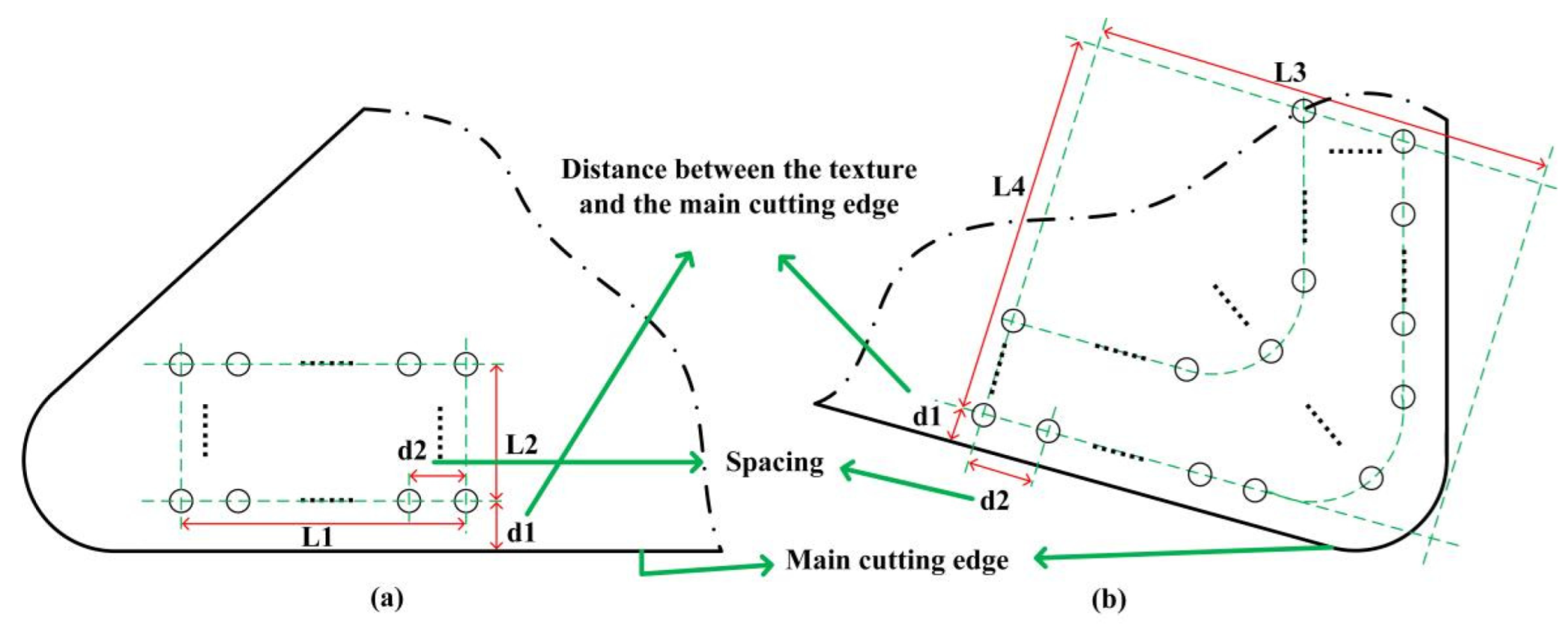
2.2. Texture Design
3. Results and Discussion
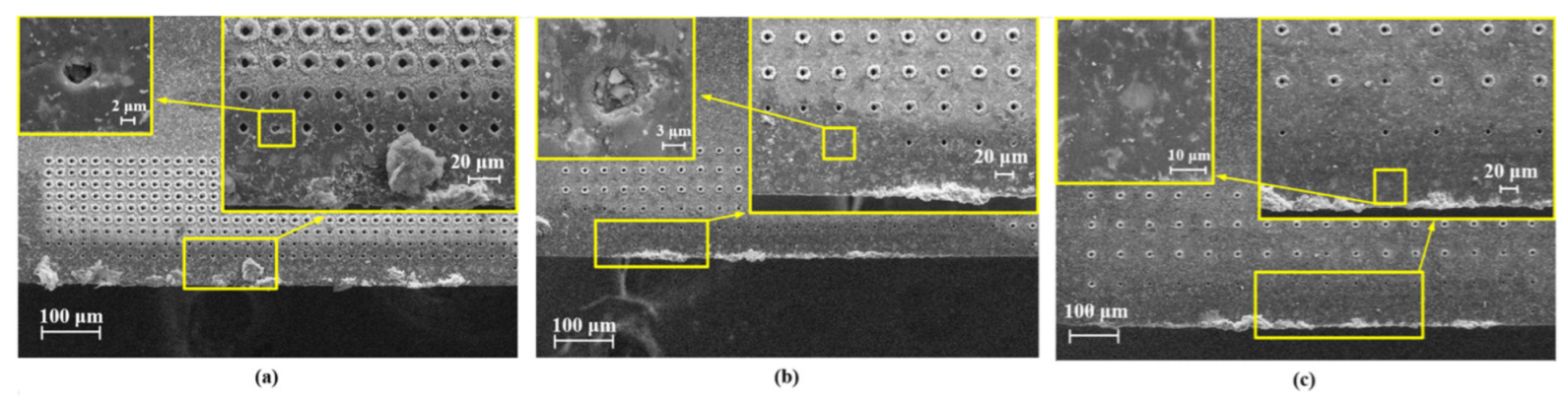
3.1. Tool Wear and Adhesion
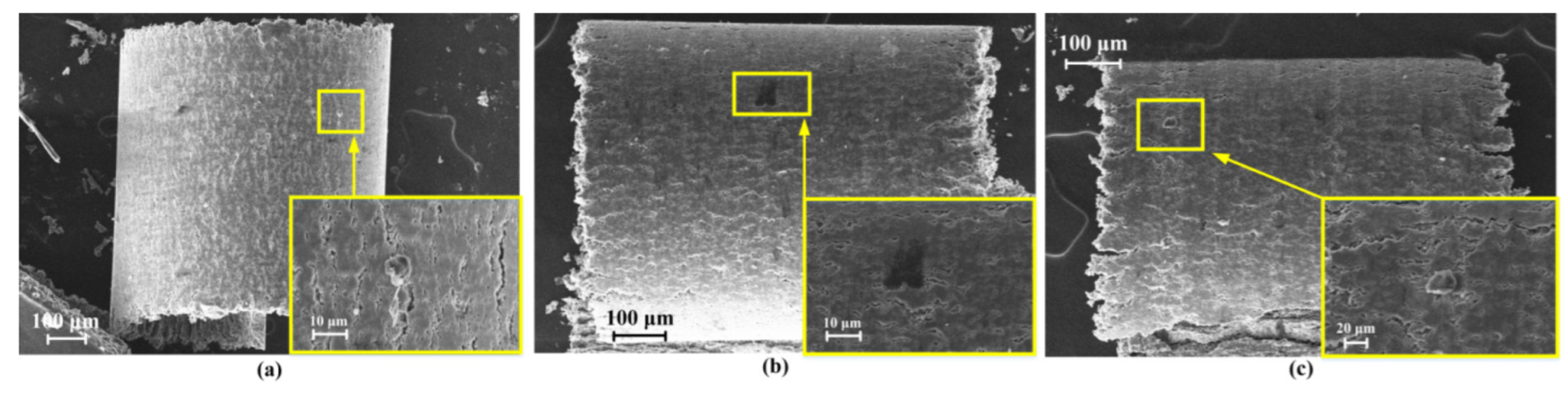
3.2. Chip-Surface Analysis
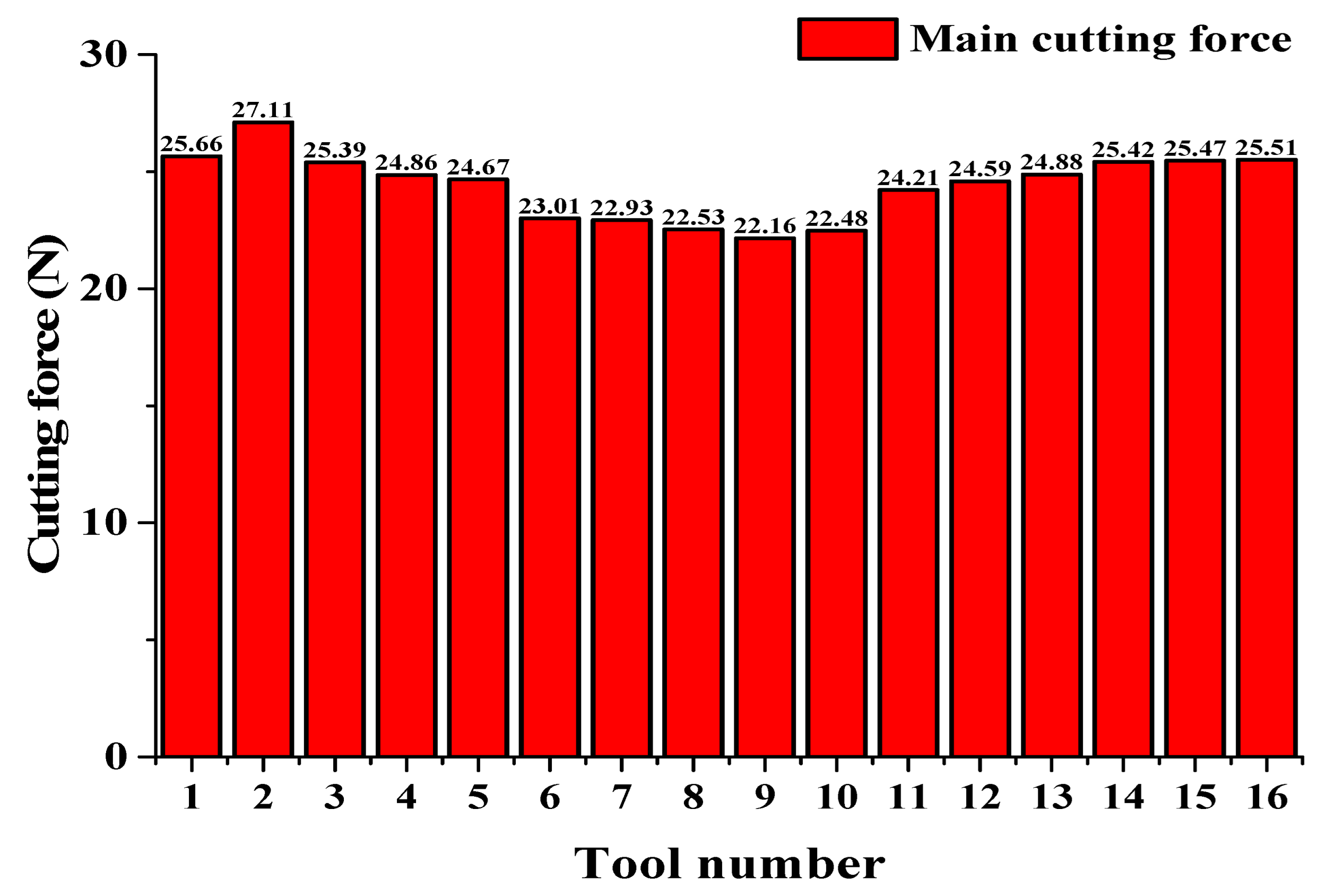
3.3. Cutting Force
3.4. Turning Force
3.5. Chip State during Turning and Tool Surface after Turning
4. Conclusions
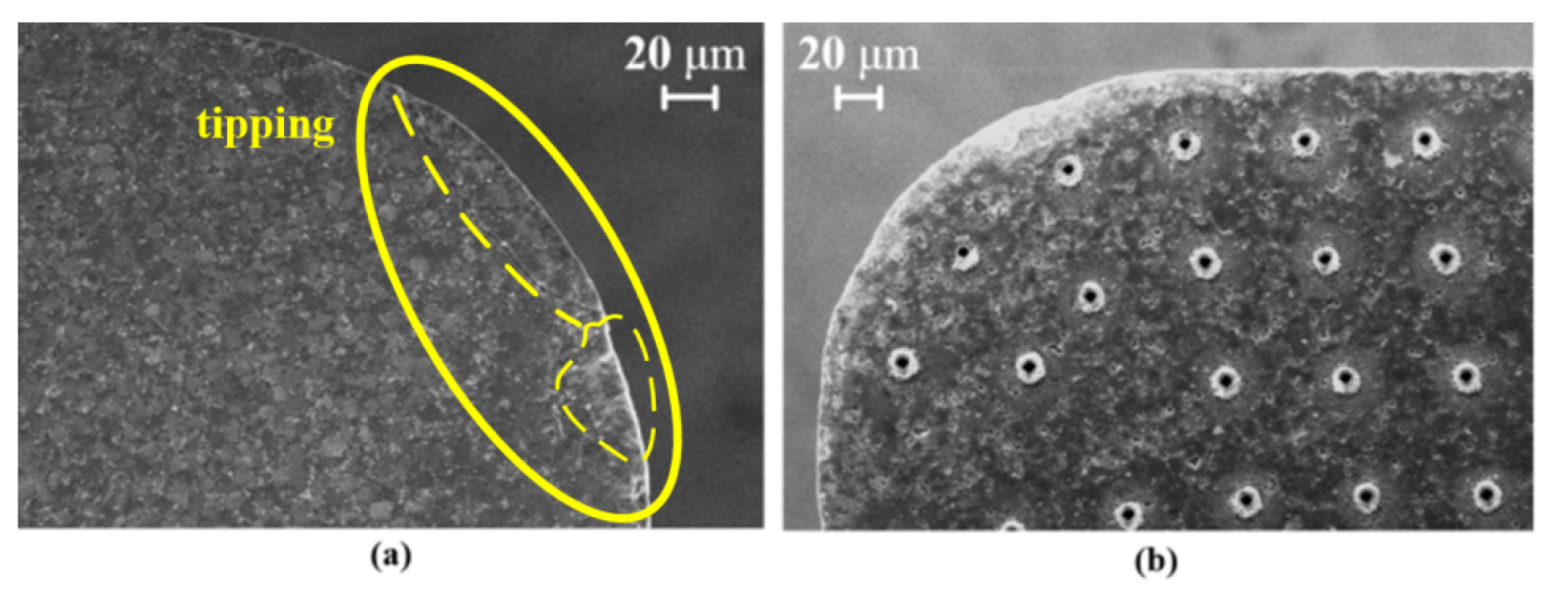
- The micro-pit array texture with rounded corners was formed by exploding the plasma on the surface of the PCD tool. These corners were designed to smooth the chip flow during the machining.
- In the orthogonal cutting experiment, the textured PCD tool reduced the cutting force by 14% (Tool 9), but with an appropriate texture position (d1 = 35 µm) and pit density (d2 = 60 µm). This effect was not achieved if the texture was too close to or too far from the main cutting edge. The optimal texture was applied in the turning experiment; the cutting force was reduced by 22%, and no tipping or serious adhesion were observed.
- The textured tool increased the chip curvature and reduced the black wear scratching of the SiC particles on the chip surfaces.
- The tool wear, adhesion, and tipping were reduced with the textured tools. The main reason for this is probably the three-body interaction between the SiC particles, the chip, and the special-shaped texture.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Muthukrishnan, N.; Murugan, M.; Rao, K.P. Machinability issues in turning of Al-SiC (10p) metal matrix composites. Int. J. Adv. Manuf. Technol. 2008, 39, 211–218. [Google Scholar] [CrossRef]
- Goo, B.-C. Al/SiCp brake discs produced by dissimilar cast-bonding. Mater. Manuf. Processes 2016, 31, 1318–1321. [Google Scholar] [CrossRef]
- Hong, S.J.; Kim, H.M.; Huh, D.; Suryanarayana, C.; Chun, B.S. Effect of clustering on the mechanical properties of SiC particulate-Reinforced aluminum alloy 2024 metal matrix composites. Mater. Sci. Eng. A 2003, 347, 198–204. [Google Scholar] [CrossRef]
- Tosun, G. Statistical analysis of process parameters in drilling of Al/SiCp metal matrix composite. Int. J. Adv. Manuf. Technol. 2011, 55, 477–485. [Google Scholar] [CrossRef]
- Zhou, M.; Wang, M.; Dong, G.J. Experimental investigation on rotary ultrasonic face grinding of SiCp/Al composites. Mater. Manuf. Processes 2015, 31, 673–678. [Google Scholar] [CrossRef]
- Liu, Q.Y.; Wang, F.; Wu, W.W.; An, D.; He, Z.Y.; Xue, Y.P.; Zhang, Q.F.; Xie, Z.P. Enhanced mechanical properties of SiC/Al composites at cryogenic temperatures. Ceram. Int. 2018, 45, 4099–4102. [Google Scholar] [CrossRef]
- Seeman, M.; Ganesan, G.; Karthikeyan, R.; Vealyudham, A. Study on tool wear and surface roughness in machining of particulate aluminum metal matrix composite-Response surface methodology approach. Int. J. Adv. Manuf. Technol. 2010, 48, 613–624. [Google Scholar] [CrossRef]
- Sun, J.; Chen, G.H.; Wang, B.H.; Chen, G.D.; Tang, W.M. Fabrication, Microstructures, and Properties of 50 vol.% SiCp/6061Al Composites via Hot Pressing. J. Mater. Eng. Perform. 2019, 28, 2697–2706. [Google Scholar] [CrossRef]
- Xiang, J.F.; Xie, L.J.; Gao, F.N.; Yi, J.; Pang, S.Q.; Wang, X.B. Diamond tools wear in drilling of SiC p/Al matrix composites containing Copper. Ceram. Int. 2017, 44, 5341–5351. [Google Scholar] [CrossRef]
- Soares, R.B.; de Jesus, A.M.P.; Neto, R.J.L.; Chirita, B.; Rosa, P.A.R.; Reis, A. Comparison Between Cemented Carbide and PCD Tools on Machinability of a High Silicon Aluminum Alloy. J. Mater. Eng. Perform. 2017, 26, 4638–4657. [Google Scholar] [CrossRef]
- Xu, J.H.; Zuo, D.W.; Yang, M.D.; Yue, T.M. Machining of metal matrix composites. Trans. Nanjing Univ. Aeronaut. Astronaut. 1995, 46, 1795–1803. [Google Scholar]
- Hung, N.P.; Boey, F.Y.C.; Khor, K.A.; Phua, Y.S.; Lee, H.F. Machinability of aluminum alloys reinforced with silicon carbide particulates. J. Mater. Processing Technol. 1996, 56, 966–977. [Google Scholar] [CrossRef]
- Ramesh, M.V.; Chan, K.C.; Lee, W.B.; Cheung, C.F. Finite-element analysis of diamond turning of aluminum matrix composites. Compos. Sci. Technol. 2001, 61, 1449–1456. [Google Scholar] [CrossRef]
- Ali, S.; Abdallah, S.; Pervaiz, S. Predicting Cutting Force and Primary Shear Behavior in Micro-Textured Tools Assisted Machining of AISI 630: Numerical Modeling and Taguchi Analysis. Micromachines 2022, 13, 91. [Google Scholar] [CrossRef] [PubMed]
- Wu, Z.; Xing, Y.Q.; Chen, J.S. Improving the Performance of Micro-Textured Cutting Tools in Dry Milling of Ti-6Al-4V Alloys. Micromachines 2022, 12, 945. [Google Scholar] [CrossRef]
- Li, Q.H.; Pan, C.; Jiao, Y.X.; Hu, K.X. Investigation on Cutting Performance of Micro-Textured Cutting Tools. Micromachines 2019, 10, 352. [Google Scholar] [CrossRef] [Green Version]
- Zheng, K.R.; Yang, F.Z.; Zhang, N.; Liu, Q.Y.; Jiang, F.L. Study on the Cutting Performance of Micro Textured Tools on Cutting Ti-6Al-4V Titanium Alloy. Micromachines 2020, 11, 137. [Google Scholar] [CrossRef] [Green Version]
- Su, Y.S. Research on Machining of Titanium Alloy Using Cutting Tool with Surface Texture. Ph.D. Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2015. [Google Scholar]
- Song, X.L.; Hao, X.Q.; Wei, C.; Chen, X.W.; Liang, L. Study on cutting performance of micro/nano textured tool surface with different wettability. Tool Eng. 2017, 10, 26–32. [Google Scholar]
- Xing, Y.Q.; Zhang, K.D.; Huang, P.; Liu, L.; Wu, Z. Assessment machining of micro-channel textures on PCD by laser-induced plasma and ultra-short pulsed laser ablation. Opt. Laser Technol. 2020, 125, 106057. [Google Scholar] [CrossRef]
- Amal, S.S.; Kishor, K.G.; Suhas, S.J. Dual textured carbide tools for dry machining of titanium alloys. Int. J. Refract. Met. Hard Mater. 2021, 94, 105403. [Google Scholar]
- Deng, J.; Wu, Z.; Song, L.; Qi, T.; Chen, J. Performance of carbide tools with textured rake-face filled with solid lubricants in dry cutting processes. Int. J. Refract. Met. Hard Mater. 2012, 30, 164–172. [Google Scholar]
- Zhang, K.; Deng, J.; Meng, R.; Gao, P.; Yue, H. Effect of nano-scale textures on cutting performance of WC/Co-based TI55AL45N coated tools in dry cutting. Int. J. Refract. Met. Hard Mater. 2015, 51, 35–49. [Google Scholar] [CrossRef]
- Wu, Z.; Bao, H.; Liu, L.; Xing, Y.; Huang, P.; Zhao, G. Numerical investigation of the performance of micro-textured cutting tools in cutting of Ti-6Al-4V alloys. Int. J. Adv. Manuf. Technol. 2020, 108, 463–474. [Google Scholar] [CrossRef]
- Wu, S.; Wang, D.; Yin, J. Research on the Influence of Tool Surface Texture on Cutting Performance Based on Finite Element Method. Micromachines 2022, 13, 1091. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | d1 (μm) | d2 (μm) | Number | d1 (μm) | d2 (μm) | Number | d1 (μm) | d2 (μm) |
|---|---|---|---|---|---|---|---|---|
| 2 | 25 | 20 | 7 | 35 | 20 | 12 | 45 | 20 |
| 3 | 25 | 40 | 8 | 35 | 40 | 13 | 45 | 40 |
| 4 | 25 | 60 | 9 | 35 | 60 | 14 | 45 | 60 |
| 5 | 25 | 80 | 10 | 35 | 80 | 15 | 45 | 80 |
| 6 | 25 | 100 | 11 | 35 | 100 | 16 | 45 | 100 |
| 1 | Non-textured tool | |||||||
| Density (g/cm3) | Elasticity Modulus (MPa) | Poisson’s Ratio | SiC Volume Fraction |
|---|---|---|---|
| 2.89 | 158 | 0.25 | 45% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Popov, V.L.; Yu, Z.; Li, Y.; Xu, J.; Li, Q.; Yu, H. Preparation of Micro-Pit-Textured PCD Tools and Micro-Turning Experiment on SiCp/Al Composites. Micromachines 2022, 13, 1141. https://doi.org/10.3390/mi13071141
Wang X, Popov VL, Yu Z, Li Y, Xu J, Li Q, Yu H. Preparation of Micro-Pit-Textured PCD Tools and Micro-Turning Experiment on SiCp/Al Composites. Micromachines. 2022; 13(7):1141. https://doi.org/10.3390/mi13071141
Chicago/Turabian StyleWang, Xu, Valentin L. Popov, Zhanjiang Yu, Yiquan Li, Jinkai Xu, Qiang Li, and Huadong Yu. 2022. "Preparation of Micro-Pit-Textured PCD Tools and Micro-Turning Experiment on SiCp/Al Composites" Micromachines 13, no. 7: 1141. https://doi.org/10.3390/mi13071141
APA StyleWang, X., Popov, V. L., Yu, Z., Li, Y., Xu, J., Li, Q., & Yu, H. (2022). Preparation of Micro-Pit-Textured PCD Tools and Micro-Turning Experiment on SiCp/Al Composites. Micromachines, 13(7), 1141. https://doi.org/10.3390/mi13071141