

An Improved 3D OPC Method for the Fabrication of High-Fidelity Micro Fresnel Lenses

Abstract
:1. Introduction
2. Computational Lithography Model with Subdomain Division
2.1. Forward Imaging Model
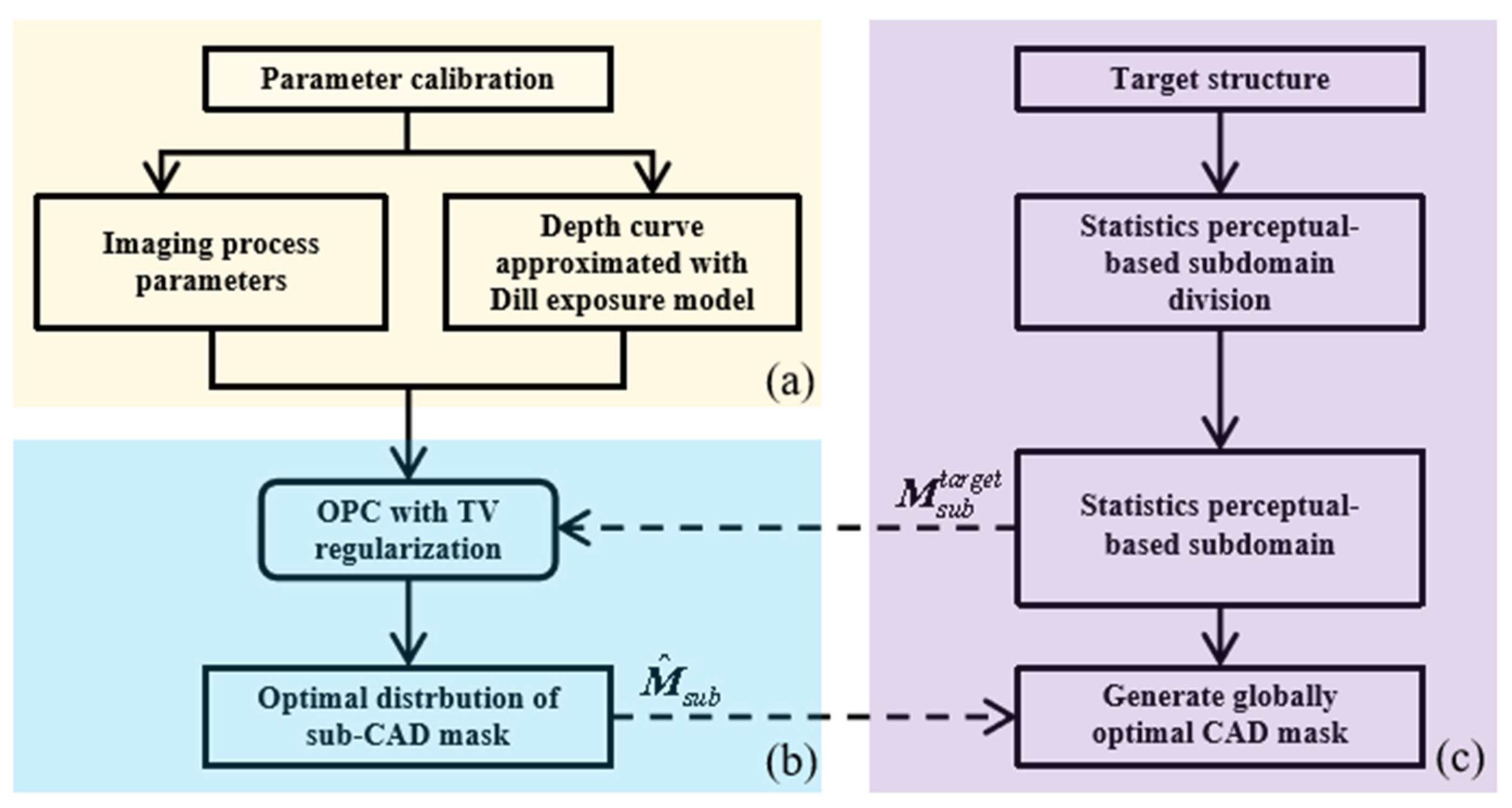
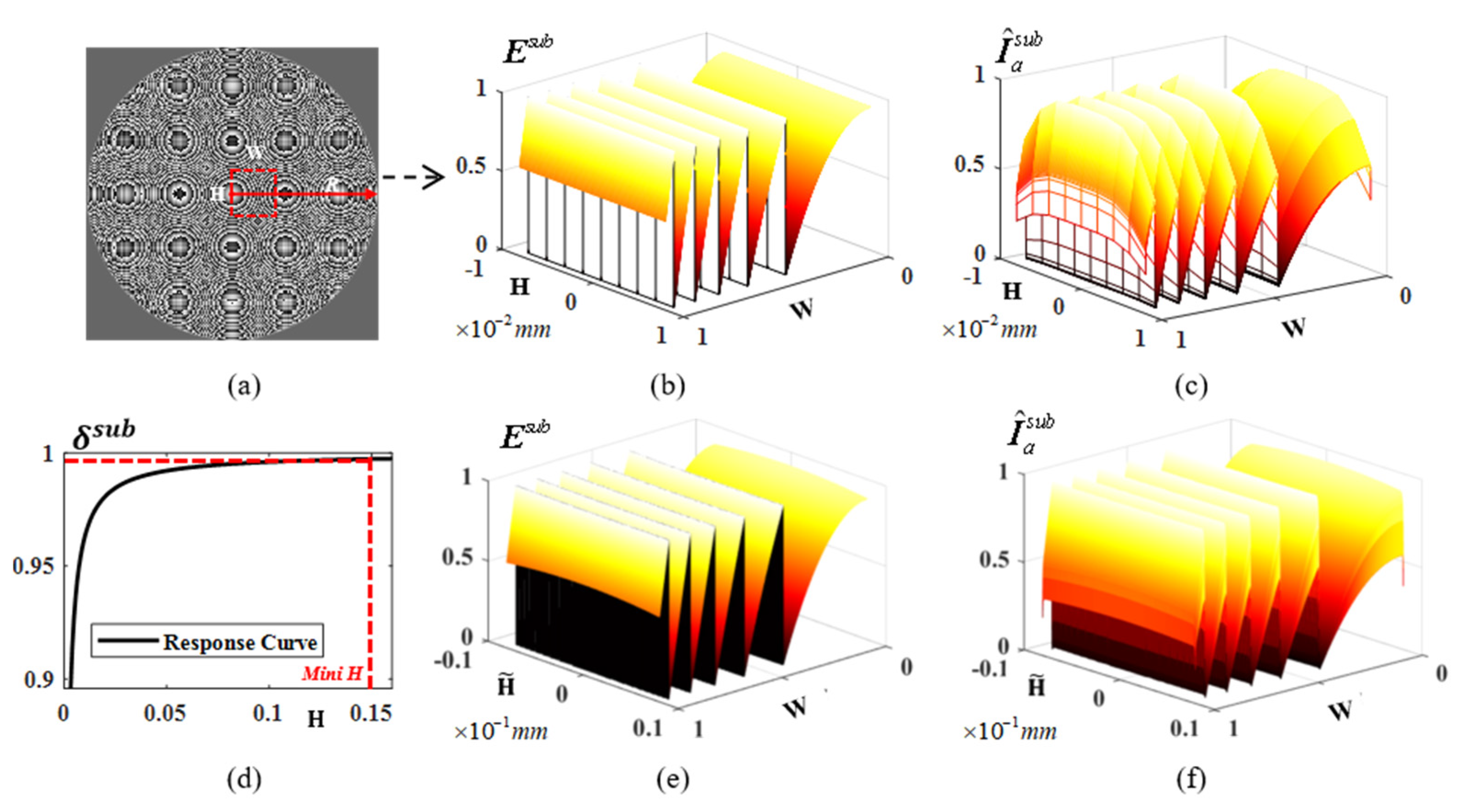
2.2. Inverse Optimization Method with Statistics Subdomain Division
2.3. Accelerated Algorithms
3. Fabrication of the Fresnel Lens
3.1. Design of the Fresnel Lens
3.2. Equipment and Process Parameters
3.3. Simulation Parameters of 3D OPC
3.4. Results and Discussion
4. Application of the Fresnel Lens
4.1. Fabrication of the Transferred Fresnel Lens
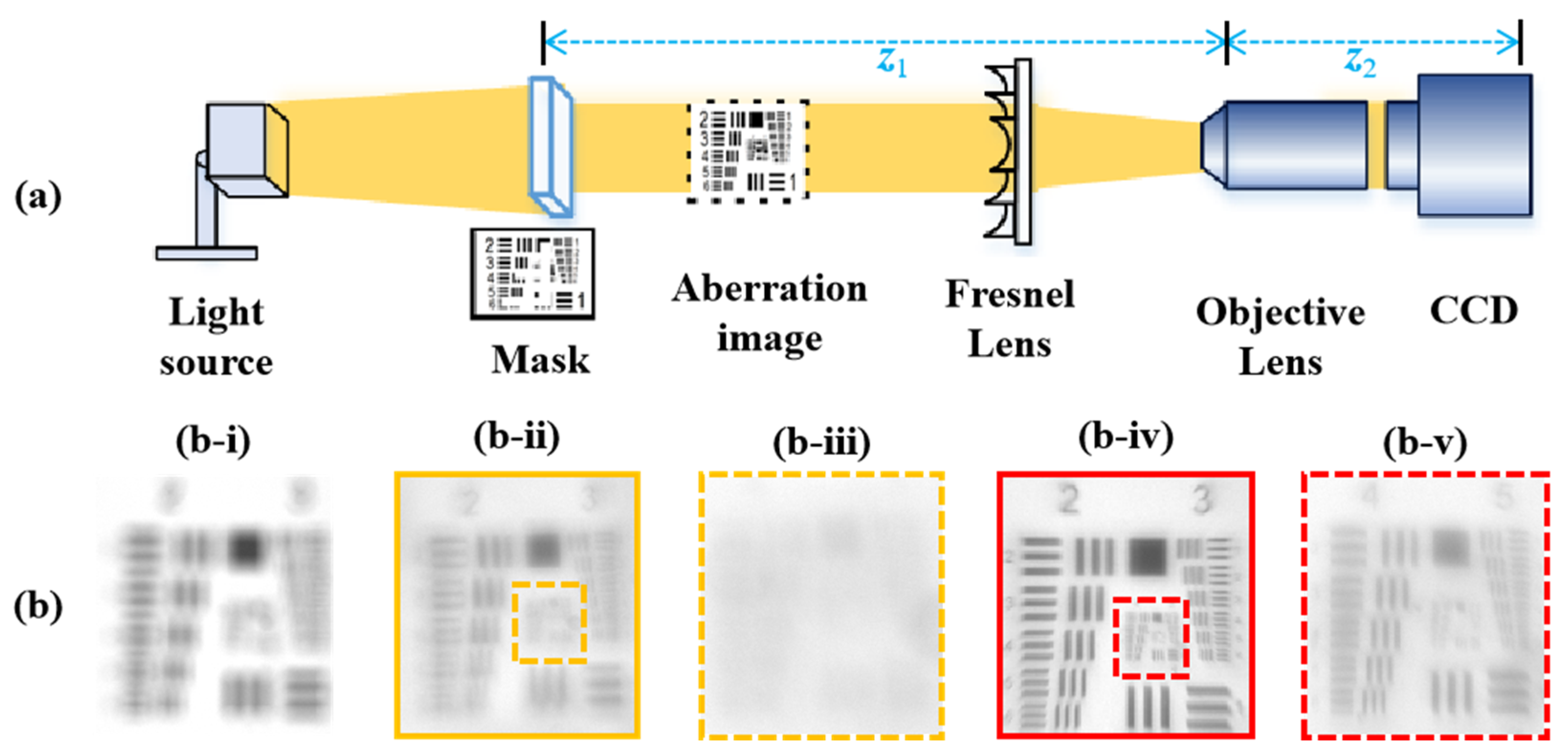
4.2. Vision-Correcting System
4.3. Results and Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Trantidou, T.; Friddin, M.S.; Gan, K.B.; Han, L.; Bolognesi, G.; Brooks, N.J.; Ces, O. Mask-free laser lithography for rapid and low-cost microfluidic device fabrication. Anal. Chem. 2018, 90, 13915–13921. [Google Scholar] [CrossRef] [PubMed]
- Melnikov, A.; Köble, S.; Schweiger, S.; Chiang, Y.K.; Marburg, S.; Powell, D.A. Microacoustic metagratings at ultra-high frequencies fabricated by two-photon lithography. Adv. Sci. 2022, 9, 2198–3844. [Google Scholar] [CrossRef]
- Guizar-Sicairos, M.; Johnson, I.; Diaz, A.; Holler, M.; Karvinen, P.; Stadler, H.-C.; Dinapoli, R.; Bunk, O.; Menzel, A. High-throughput ptychography using Eiger: Scanning X-ray nano-imaging of extended regions. Opt. Express 2014, 22, 14859–14870. [Google Scholar] [CrossRef]
- Achenbach, S.; Hengsbach, S.; Schulz, J.; Mohr, J. Optimization of laser writer-based UV lithography with high magnification optics to pattern X-ray lithography mask templates. Microsyst. Technol. 2019, 25, 2975–2983. [Google Scholar] [CrossRef]
- Lin, V.; Liu, X.; Huo, T.; Zheng, G. Design and fabrication of long-focal-length microlens arrays for Shack–Hartmann wavefront sensors. Micro Nano Lett. 2011, 6, 523–526. [Google Scholar] [CrossRef]
- Zhang, L.; Zhou, W.; Naples, N.J.; Yi, A.Y. Fabrication of an infrared Shack–Hartmann sensor by combining high-speed single-point diamond milling and precision compression molding processes. Appl. Opt. 2018, 57, 3598–3605. [Google Scholar] [CrossRef]
- Zhou, X.; Peng, Y.; Peng, R.; Zeng, X.; Zhang, Y.A.; Guo, T. Fabrication of large-Scale microlens arrays based on screen printing for integral imaging 3D display. ACS Appl. Mater. Interfaces 2016, 8, 24248–24255. [Google Scholar] [CrossRef]
- Hong, J.; Kim, Y.; Park, S.; Hong, J.; Min, S.; Lee, S.; Lee, B. 3D/2D convertible projection-type integral imaging using concave half mirror array. Opt. Express 2010, 18, 20628–20637. [Google Scholar] [CrossRef]
- Luan, S.; Xu, P.; Zhang, Y.; Xue, L.; Song, Y.; Gui, C. Flexible Superhydrophobic Microlens Arrays for Humid Outdoor Environment Applications. ACS Appl. Mater. Interfaces 2022, 14, 53433–53441. [Google Scholar] [CrossRef]
- Luan, S.; Cao, H.; Deng, H.; Zheng, G.; Song, Y.; Gui, C. Artificial Hyper Compound Eyes Enable Variable-Focus Imaging on both Curved and Flat Surfaces. ACS Appl. Mater. Interfaces 2022, 14, 46112–46121. [Google Scholar] [CrossRef]
- Su, S.; Liang, J.; Li, X.; Xin, W.; Ye, X.; Xiao, J.; Xu, J.; Chen, L.; Yin, P. Hierarchical Artificial Compound Eyes with Wide Field-of-View and Antireflection Properties Prepared by Nanotip-Focused Electrohydrodynamic Jet Printing. ACS Appl. Mater. Interfaces 2021, 13, 60625–60635. [Google Scholar] [CrossRef]
- Vu, V.; Hasan, S.; Youn, H.; Park, Y.; Lee, H. Imaging performance of an ultra-precision machining-based Fresnel lens in ophthalmic devices. Opt. Express 2021, 29, 32068–32080. [Google Scholar] [CrossRef]
- Vu, V.; Yeon, H.; Youn, H.; Lee, J.; Lee, H. High diopter spectacle using a flexible Fresnel lens with a combination of grooves. Opt. Express 2022, 30, 38371–38382. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, H.; Zhang, W.; Jin, G.; Cao, L.; Barbastathis, G. Single-shot lensless imaging with fresnel zone aperture and incoherent illumination. Light Sci. Appl. 2020, 9, 53. [Google Scholar] [CrossRef]
- Ma, Y.; Wu, J.; Chen, S.; Cao, L. Explicit-restriction convolutional framework for lensless imaging. Opt. Express 2022, 30, 15266–15278. [Google Scholar] [CrossRef]
- Dun, X.; Ikoma, H.; Wetzstein, G.; Wang, Z.; Cheng, X.; Peng, Y. Learned rotationally symmetric diffractive achromat for full-spectrum computational imaging. Optica 2020, 7, 913–922. [Google Scholar] [CrossRef]
- Xiao, X.; Zhao, Y.; Ye, X.; Chen, C.; Lu, X.; Rong, Y.; Deng, J.; Li, G.; Zhu, S.; Li, T. Large-scale achromatic flat lens by light frequency-domain coherence optimization. Light Sci. Appl. 2022, 11, 323. [Google Scholar] [CrossRef]
- Arguello, H.; Pinilla, S.; Peng, Y.; Ikoma, H.; Bacca, J.; Wetzstein, G. Shift-variant color-coded diffractive spectral imaging system. Optica 2021, 8, 1424–1434. [Google Scholar] [CrossRef]
- Sitzmann, V.; Diamond, S.; Peng, Y.; Dun, X.; Boyd, S.; Heidrich, W.; Heide, F.; Wetzstein, G. End-to-end optimization of optics and image processing for achromatic extended depth of field and super-resolution imaging. ACM Trans. Graph. 2018, 37, 1–13. [Google Scholar] [CrossRef]
- Waller, E.H.; Von Freymann, G. Spatio-Temporal Proximity Characteristics in 3D μPrinting via Multi-Photon Absorption. Polymers 2016, 8, 297. [Google Scholar] [CrossRef]
- Lang, N.; Enns, S.; Hering, J.; Freymann, G.V. Towards efficient structure prediction and pre-compensation in multi-photon lithography. Opt. Express 2022, 30, 28805–28816. [Google Scholar] [CrossRef]
- Yesilkoy, F.; Choi, K.; Dagenais, M.; Peckerar, M. Implementation of e-beam proximity effect correction using linear programming techniques for the fabrication of asymmetric bow-tie antennas. Solid State Electron. 2010, 54, 1211–1215. [Google Scholar] [CrossRef]
- Bolten, J.; Wahlbrink, T.; Schmidt, M.; Gottlob, H.D.; Kurz, H. Implementation of electron beam grey scale lithography and proximity effect correction for silicon nanowire device fabrication. Microelectron. Eng. 2011, 88, 1910–1912. [Google Scholar] [CrossRef]
- Dill, F.H.; Hornberger, W.P.; Hauge, P.S.; Shaw, J.M. Characterization of positive photoresist. IEEE Trans. Electron. Dev. 1975, 22, 445–452. [Google Scholar] [CrossRef]
- Luan, S.; Peng, F.; Zheng, G.; Gui, C.; Song, Y.; Liu, S. High-speed, large-area and high-precision fabrication of aspheric micro-lens array based on 12-bit direct laser writing lithography. Light Adv. Manuf. 2022, 3, 47. [Google Scholar] [CrossRef]
- Yang, Z.; Peng, F.; Luan, S.; Wan, H.; Song, Y.; Gui, C. 3D OPC method for controlling the morphology of micro structures in laser direct writing. Opt. Express 2023, 31, 3212–3226. [Google Scholar] [CrossRef]
- Fleming, A.J.; Wills, A.G.; Routley, B.S. Exposure optimization in scanning laser lithography. IEEE Potentials 2016, 35, 33–39. [Google Scholar] [CrossRef]
- Ghalehbeygi, O.T.; O’Connor, J.; Routley, B.S.; Fleming, A.J. Iterative Deconvolution for Exposure Planning in Scanning Laser Lithography. In Proceedings of the 2018 Annual American Control Conference (ACC), Milwaukee, WI, USA, 27–29 June 2018; pp. 6684–6689. [Google Scholar]
- Ghalehbeygi, O.T.; Wills, A.G.; Routley, B.S.; Fleming, A.J. Gradient-based optimization for efficient exposure planning in maskless lithography. J. Micro Nanolithogr. MEMS MOEMS 2017, 16, 033507. [Google Scholar] [CrossRef]
- Fleming, A.J.; Ghalehbeygi, O.T.; Routley, B.S.; Wills, A.G. Scanning laser lithography with constrainedquadratic exposure optimization. IEEE Trans. Control Syst. Technol. 2019, 27, 2221–2228. [Google Scholar] [CrossRef]
- Sun, X.; Yin, S.; Jiang, H.; Zhang, W.; Gao, M.; Du, J.; Du, C. U-Net convolutional neural network-based modification method for precise fabrication of three-dimensional microstructures using laser direct writing lithography. Opt. Express 2021, 29, 6236. [Google Scholar] [CrossRef]
- Lv, W.; Liu, S.; Xia, Q.; Wu, X.; Shen, Y.; Lam, E.Y. Level-set-based inverse lithography for mask synthesis using the conjugate gradient and an optimal time step. J. Vac. Sci. Technol. B. 2013, 31, 041605. [Google Scholar] [CrossRef]
- Li, J.; Lam, E.Y. Robust source and mask optimization compensating for mask topography effects in computational lithography. Opt. Express 2014, 22, 9471–9485. [Google Scholar] [CrossRef]
- Li, J.; Liu, S.; Lam, E.Y. Efficient source and mask optimization with augmented lagrangian methods in optical lithography. Opt. Express 2013, 21, 8076–8090. [Google Scholar] [CrossRef]
- Ma, X.; Shi, D.; Wang, Z.; Li, Y.; Arce, G.R. Lithographic source optimization based on adaptive projection compressive sensing. Opt. Express 2017, 25, 7131–7149. [Google Scholar] [CrossRef]
- Ma, X.; Wang, Z.; Li, Y.; Arce, G.R.; Dong, L.; Garcia-Frias, J. Fast optical proximity correction method based on nonlinear compressive sensing. Opt. Express 2018, 26, 14479–14498. [Google Scholar] [CrossRef]
- Shen, Y.; Peng, F.; Zhang, Z. Efficient optical proximity correction based on semi-implicit additive operator splitting. Opt. Express 2019, 27, 1520–1528. [Google Scholar] [CrossRef]
- Shen, Y.; Peng, F.; Zhang, Z. Semi-implicit level set formulation for lithographic source and mask optimization. Opt. Express 2019, 27, 29659–29668. [Google Scholar] [CrossRef]
- Ma, X.; Zhao, Q.; Zhang, H.; Wang, Z.; Arce, G.R. Model-driven convolution neural network for inverse lithography. Opt. Express 2018, 26, 32565–32584. [Google Scholar] [CrossRef]
- Ma, X.; Zheng, X.; Arce, G.R. Fast inverse lithography based on dual-channel model-driven deep learning. Opt. Express 2020, 28, 20404–20421. [Google Scholar] [CrossRef]
- Peng, F.; Yang, Z.; Song, Y. 3D grayscale lithography based on exposure optimization. In Proceedings of the International Workshop on Advanced Patterning Solutions (IWAPS), Foshan, China, 12–13 December 2021; pp. 1–3. [Google Scholar]
- Jidling, C.; Fleming, A.J.; Wills, A.G.; Schön, T.B. Memory efficient constrained optimization of scanning-beam lithography. Opt. Express 2022, 30, 20564–20579. [Google Scholar] [CrossRef]
- Yuan, K.; Yu, B.; Pan, D.Z. E-beam lithography stencil planning and optimization with overlapped characters. IEEE Trans. Comput. Aided Des. Integr. Circuits Syst. 2012, 31, 167–179. [Google Scholar] [CrossRef]
- Li, F.; Xie, Y.; Sun, Q.; Cao, Z.; Lu, Z.; Wang, Z. Analyzing of line profile for laser direct writing lithograph. Acta Photonica Sin. 2004, 33, 136–139. [Google Scholar]
- Du, C.; Dong, X.; Qiu, C.; Deng, Q.; Zhou, C. Profile control technology for high-performance microlens array. Opt. Eng. 2004, 43, 2595–2602. [Google Scholar] [CrossRef]
- Mack, C.A. Fundamental Principles of Optical Lithography: The Science of Microfabrication; John Wiley & Sons, Ltd.: New York, NY, USA, 2007. [Google Scholar]
- Jia, N.; Edmund, Y.L. Pixelated source mask optimization for process robustness in optical lithography. Opt. Express 2011, 19, 19384–19398. [Google Scholar] [CrossRef]
- Shen, Y.; Peng, F.; Huang, X.; Zhang, Z. Adaptive gradient-based source and mask co-optimization with process awareness. Chin. Opt. Lett. 2019, 17, 121102. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mask | Vision Correction Lens without 3D OPC | Vision Correction Lens with 3D OPC | Improvement | |||
|---|---|---|---|---|---|---|
| PSNR (dB) | Contrast | PSNR (dB) | Contrast | PSNR | Contrast | |
| Portrait | 13.0 | 0.24 | 16.1 | 0.32 | 23.3% | 37.29% |
| Color Blocks | 18.1 | 0.18 | 21.5 | 0.24 | 18.92% | 36% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, F.; Sun, C.; Wan, H.; Gui, C. An Improved 3D OPC Method for the Fabrication of High-Fidelity Micro Fresnel Lenses. Micromachines 2023, 14, 2220. https://doi.org/10.3390/mi14122220
Peng F, Sun C, Wan H, Gui C. An Improved 3D OPC Method for the Fabrication of High-Fidelity Micro Fresnel Lenses. Micromachines. 2023; 14(12):2220. https://doi.org/10.3390/mi14122220
Chicago/Turabian StylePeng, Fei, Chao Sun, Hui Wan, and Chengqun Gui. 2023. "An Improved 3D OPC Method for the Fabrication of High-Fidelity Micro Fresnel Lenses" Micromachines 14, no. 12: 2220. https://doi.org/10.3390/mi14122220
APA StylePeng, F., Sun, C., Wan, H., & Gui, C. (2023). An Improved 3D OPC Method for the Fabrication of High-Fidelity Micro Fresnel Lenses. Micromachines, 14(12), 2220. https://doi.org/10.3390/mi14122220