


An Exploration of the Influence of Abrasive Water Jet Pressure on the Friction Signal Characteristics of Fixed Abrasive Lapping Quartz Glass Based on HHT


Abstract
:1. Introduction
2. Materials and Methods
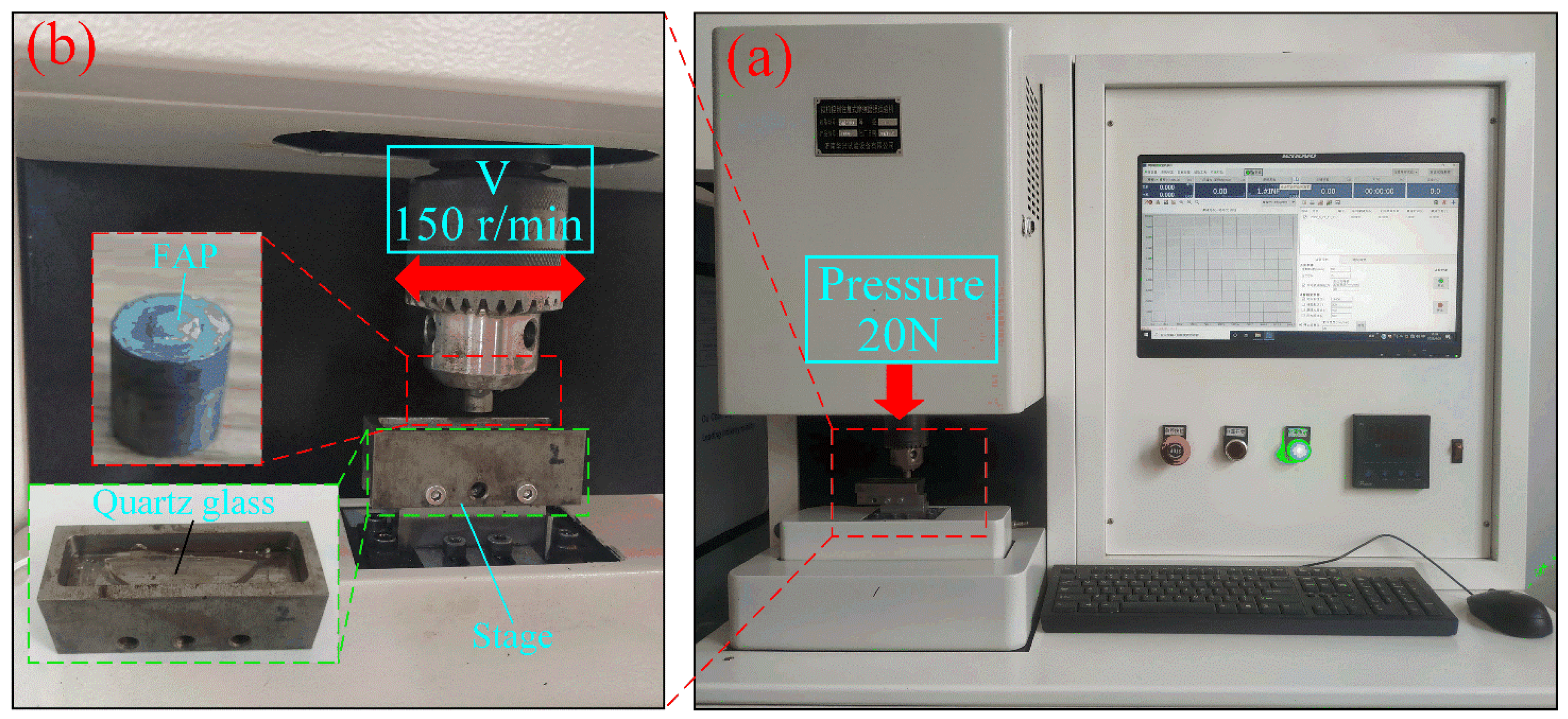
2.1. Experimental Equipment
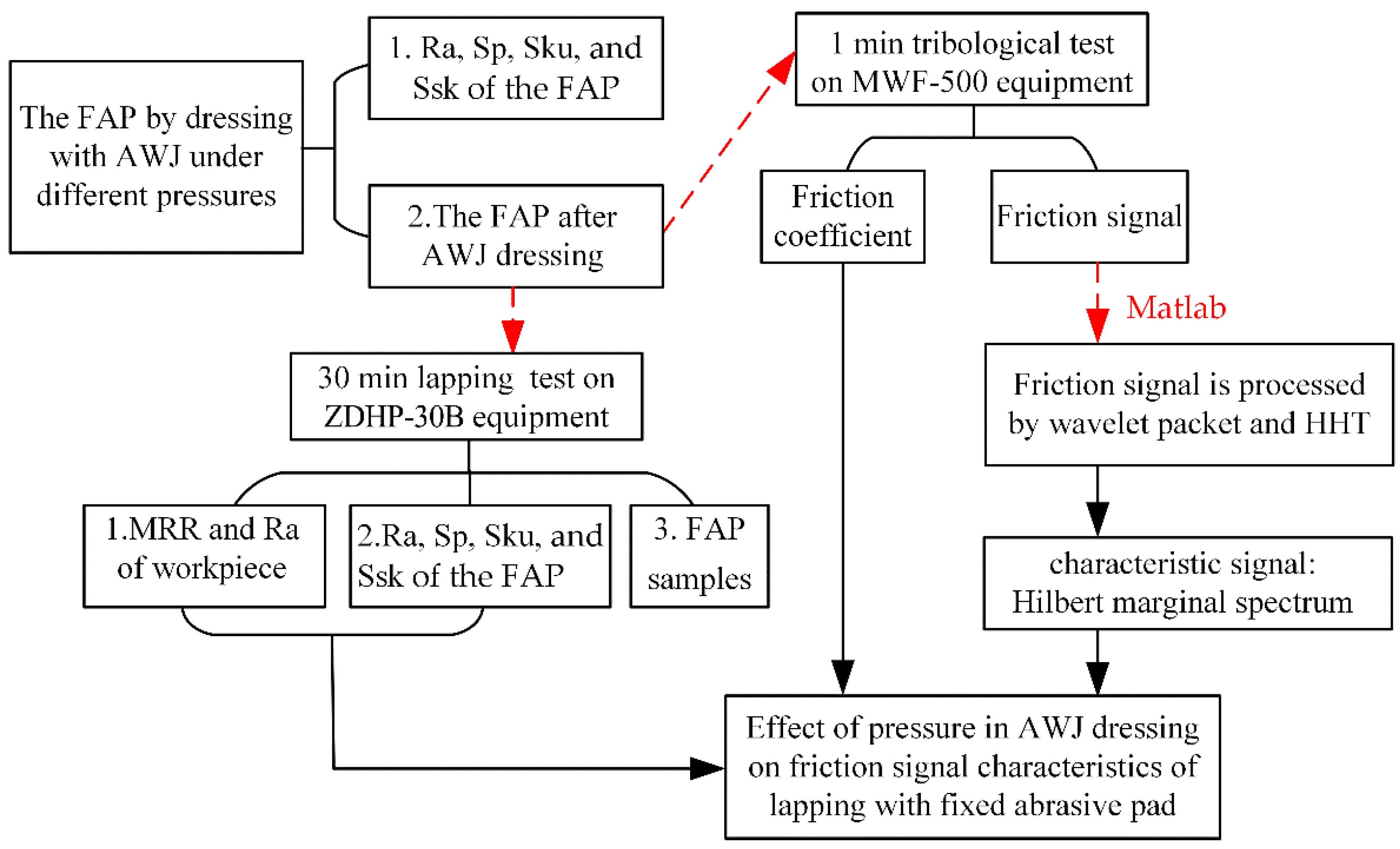
2.2. Experimental Design
2.3. Feature Selection and Extraction of Friction Signal
2.4. Measurement and Characterization
2.4.1. Workpiece MRR
2.4.2. Workpiece Ra and 3D Morphology
2.4.3. Surface State and 3D Morphology of FAP
3. Results and Discussion
3.1. Experimental Results
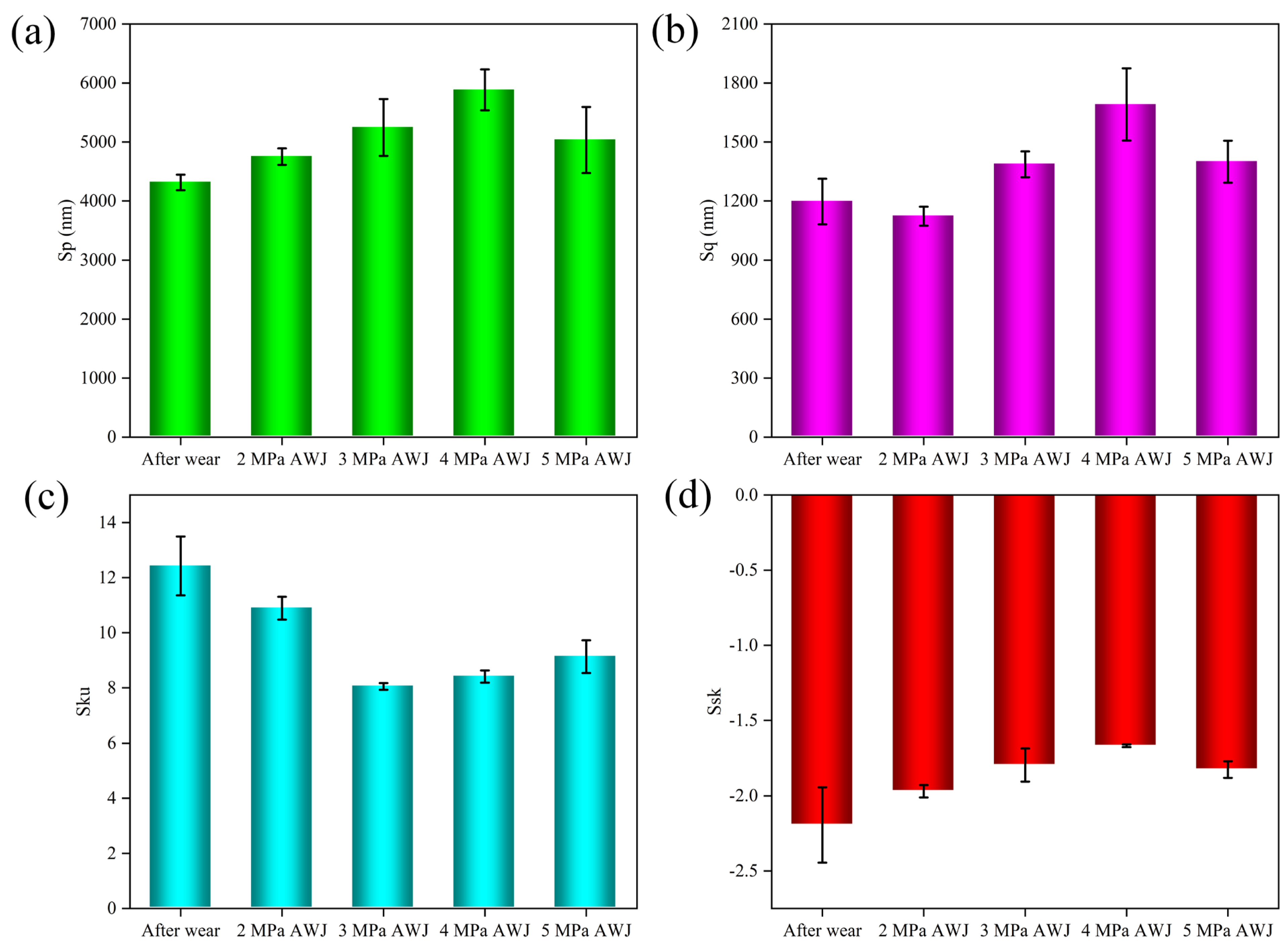
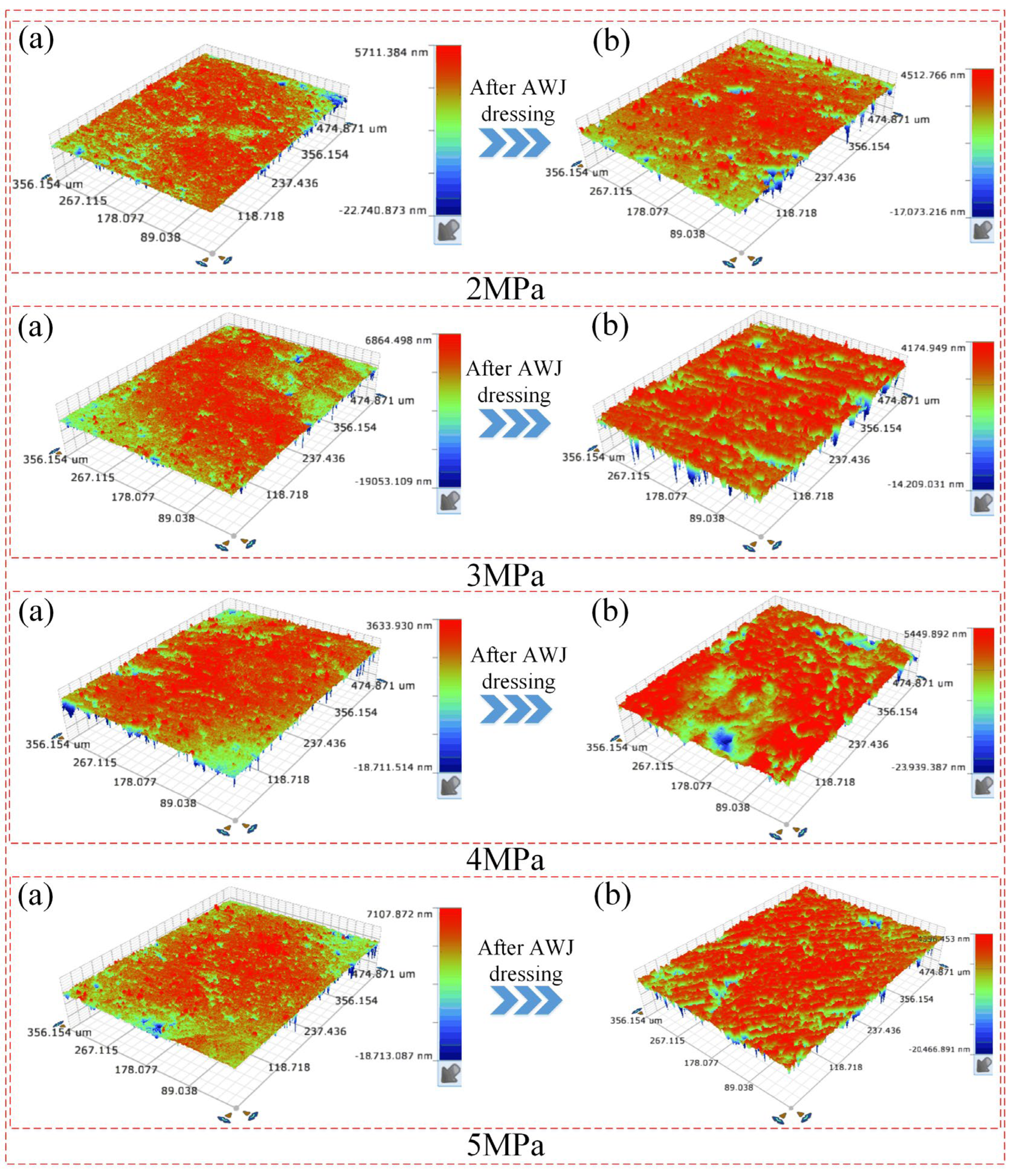
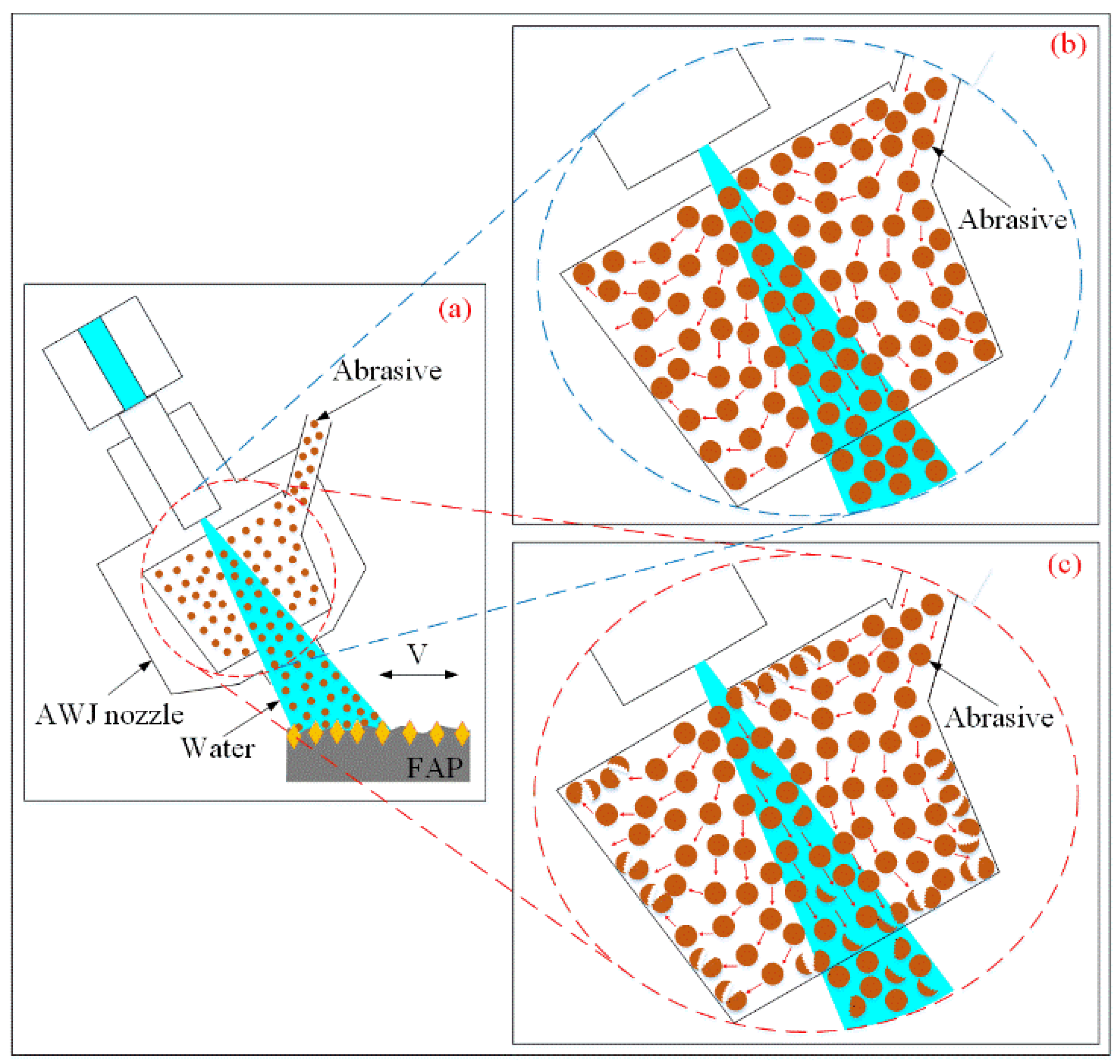
3.2. Effect of AWJ Pressure on Surface Morphology after FAP Dressing
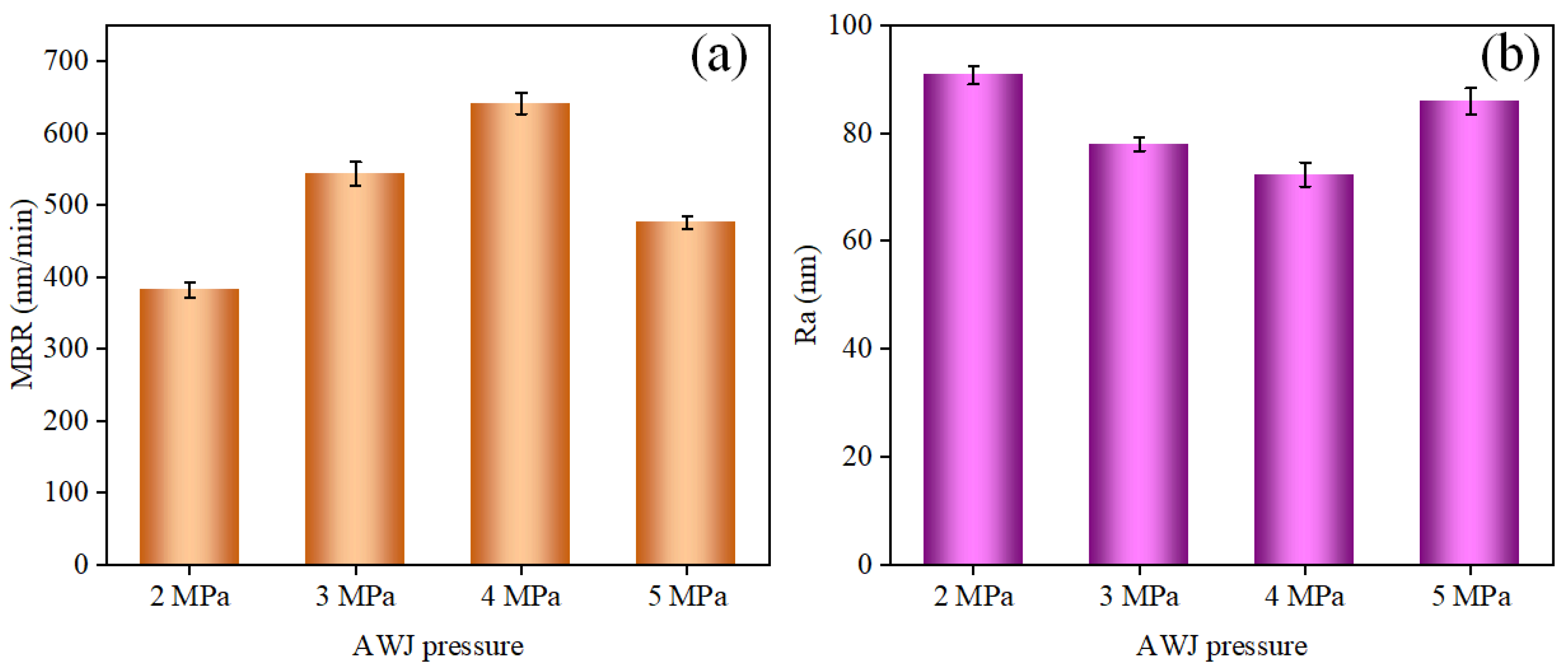
3.3. Effect of AWJ with Four Pressures on Machining Performance of FAP and Surface Morphology of Workpiece
3.4. The Influence of AWJ Pressure on Friction Coefficient of FAP
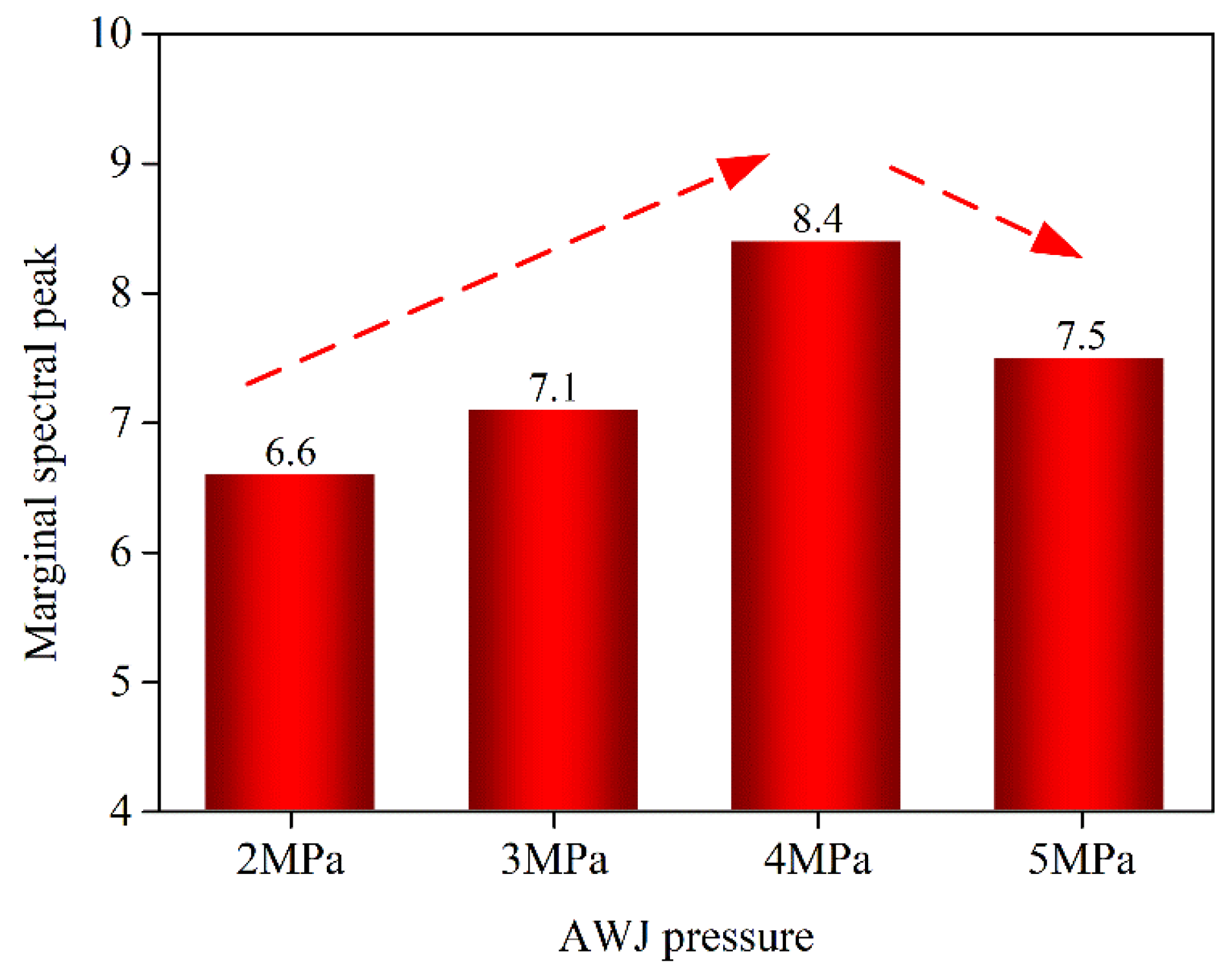
3.5. Effect of AWJ with Different Pressure on Friction Characteristic Signal of FAP
3.6. Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Subramanin, R.S.; Appat, R.M. A Model of Chemical Mechanical Planarization of Patterned Wafers with Fixed Abrasives. Electrochem. Solid-State Lett. 2001, 4, 12. [Google Scholar] [CrossRef]
- Fletcher, T.D.; Gobena, F.T.; Romero, V.D. Diamond fixed abrasive lapping of brittle substrates. Ind. Diam. Rev. 2004, 65, 5. [Google Scholar] [CrossRef]
- Cho, B.J.; Kim, H.M.; Manivannan, R.; Moon, D.J.; Park, J.G. On the mechanism of material removal by fixed abrasive lapping of various glass substrates. Wear 2013, 302, 1334–1339. [Google Scholar] [CrossRef]
- Demirci, I.; Mezghani, S.; Mkaddem, A.; Mansori, M.E. Effects of abrasive tools on surface finishing under brittle-ductile grinding regimes when manufacturing glass. J. Mater. Process. Technol. 2010, 210, 466–473. [Google Scholar] [CrossRef]
- Gacliardi, J.J.; Kim, D.; Sokol, J.J.; Zazzera, L.A.; RomeroO, V.D.; Atkinson, M.R.; Nabulsi, F.; Zhang, H. A case for 2-body material removal in prime led sapphire substrate lapping and polishing. J. Manuf. Process. 2013, 15, 348–354. [Google Scholar] [CrossRef]
- Melentiev, R.; Fang, F.Z. Recent advances and challenges of abrasive jet machining. CIRP J. Manuf. Sci. Technol. 2018, 22, 1–20. [Google Scholar] [CrossRef]
- Hu, Y.; Chen, J.D.; Dai, Q.W.; Huang, W.; Wang, X.L. Recent Advances and Status of Abrasive Jet Machining Technology. Surf. Technol. 2022, 51, 1–23. [Google Scholar] [CrossRef]
- Liu, X.C.; Liang, Z.W.; Wen, G.L.; Yuan, X.F. Waterjet machining and research developments: A review. Int. J. Adv. Manuf. Technol. 2019, 102, 1257–1335. [Google Scholar] [CrossRef]
- Yao, P.; Wang, W.; Huang, C.Z.; Wang, J.; Zhu, H.T.; Zhang, Z.Y. High Efficiency Abrasive Waterjet Dressing of Diamond Grinding Wheel. Adv. Mater. Res. 2014, 1017, 243–248. [Google Scholar] [CrossRef]
- Qu, H.; Tang, S.M.; Sheng, M.; Liu, Z.H.; Wang, R.; Hu, Y.H. Experimental investigation of the damage characteristics and breaking process of shale by abrasive waterjet impact. J. Pet. Sci. Eng. 2022, 211, 110165. [Google Scholar] [CrossRef]
- Lv, Z.; Huang, C.Z.; Zhu, H.T.; Yao, P. A research on ultrasonic-assisted abrasive waterjet polishing of hard-brittle materials. Int. J. Adv. Manuf. Technol. 2015, 78, 1361–1369. [Google Scholar] [CrossRef]
- Che, C.L.; Huang, C.Z.; Wang, J.; Zhu, H.T. Study of Abrasive Water Jet Polishing Technology. Key Eng. Mater. 2011, 487, 327–331. [Google Scholar] [CrossRef]
- Zhu, H.T.; Huang, C.Z.; Wang, J.; Li, Q.L.; Che, C.L. Experimental study on abrasive waterjet polishing for hard–brittle materials. Int. J. Mach. Tools Manuf. 2009, 49, 569–578. [Google Scholar] [CrossRef]
- Zhang, X.; Qin, S.K.; Qi, H.; Viboon, T. Experimental Study on Erosion Processing of K9 Glass Using Ultrasonic-assisted Micro-abrasive Water Jet. Surf. Technol. 2021, 50, 346–353. [Google Scholar] [CrossRef]
- Wada, M.; Mizuno, M. Study on friction and wear utilizing acoustic emission. relation between friction and wear mode and acoustic emission signals. J. Jpn. Soc. Precis. Eng. 1989, 55, 673–678. [Google Scholar] [CrossRef]
- Olalere, I.O.; Olanrewaju, O.A. Tool and Workpiece State Classification Using Empirical Mode Decomposition (EMD) with Hilbert–Huang Transform (HHT) of Vibration Signals and Machine Learning Models. Appl. Sci. 2023, 13, 2248. [Google Scholar] [CrossRef]
- Pandya, D.H.; Upadhyay, S.H.; Harsha, S.P. Fault diagnosis of rolling element bearing by using multinomial logistic regression and wavelet packet transform. Soft Comput. 2014, 18, 255–266. [Google Scholar] [CrossRef]
- Liu, Q.Z.; Guo, Q.; Lin, Z.C.; Shen, B. A new method of real-time monitoring of cutting tool status bases on HHT. Int. J. Abras. Technol. 2020, 9, 276–285. [Google Scholar] [CrossRef]
- Shen, B.; Gui, Y.; Chen, B.; Lin, Z.C.; Liu, Q.; Liu, Q.Z. Application of spindle power signals in tool state monitoring based on HHT algorithm. Int. J. Adv. Manuf. Technol. 2020, 106, 1385–1395. [Google Scholar] [CrossRef]
- Li, G.B.; Ren, Z.Y.; Wang, H.Z.; Wei, H.Z. Characteristics Extraction of Friction Vibration Signal Using Harmonic Wavelet Packet Transforms. Tribology 2011, 31, 452–456. [Google Scholar]
- Chen, J.P.; Li, J.; Peng, Y.N.; Wang, Z.K.; Sun, T.; Zhu, Y.W. In-situ manifestation of lapping mechanisms by rapid intelligent pattern recognition analysis (RIPRA) of acoustic emission via a point density fuzzy C-means (PD-FCM) method. J. Manuf. Process. 2022, 79, 924–933. [Google Scholar] [CrossRef]
- Tyč, M.; Hlaváčová, I.M.; Barták, P. Analyses of Vibration Signals Generated in W. Nr. 1.0038 Steel during Abrasive Water Jet Cutting Aimed to Process Control. Materials 2022, 15, 345. [Google Scholar] [CrossRef]
- Wang, Z.K.; Niu, F.L.; Zhu, Y.W.; Wang, J.B. Comparison of lapping performance between fixed agglomerated diamond pad and fixed single crystal diamond pad. Wear 2019, 432–433, 202963. [Google Scholar] [CrossRef]
- Zhou, Y.H.; Xie, S.Y.; Xie, Q.; Zhou, H.M. Holes drilling quality consistency analysis based on the fusion of marginal spectrum characteristics. J. Vib. Shock 2015, 34, 40–45. [Google Scholar] [CrossRef]
- Li, H.; Zhang, Y.P.; Zheng, H.Q. Hilbert-Huang transform and marginal spectrum for detection and diagnosis of localized defects in roller bearings. J. Mech. Sci. Technol. 2009, 23, 291–301. [Google Scholar] [CrossRef]
- Zhao, X.Y.; He, Y.; Liu, Z.H.; Tong, L. Method for extracting Raman spectra characteristic variables of biological sample based on Hilbert–Huang transform. J. Raman Spectrosc. 2020, 51, 1019–1028. [Google Scholar] [CrossRef]
- Zhang, Z.; Yao, P.; Zhang, Z.; Xue, D.; Wang, C.; Huang, C.; Zhu, H. A novel technique for dressing metal-bonded diamond grinding wheel with abrasive waterjet and touch truing. Int. J. Adv. Manuf. Technol. 2017, 93, 3063–3073. [Google Scholar] [CrossRef]
- Wang, Z.; Niu, F.; Wang, Z.; Li, J.; Zhu, Y. Friction and wear characteristics of agglomerated diamond abrasives and lapping performance of fixed agglomerated diamond pads. Wear 2021, 470–471, 203598. [Google Scholar] [CrossRef]
- Wang, Z.K.; Zhang, Z.; Wang, S.W.; Pang, M.H.; Ma, L.J.; Su, J.X. Study on Wavelet Packet Energy Characteristics on Friction Signal of Lapping with the Fixed Abrasive Pad. Micromachines 2022, 13, 981. [Google Scholar] [CrossRef]
- Zhou, P.; Guo DMKang, R.K.; Jin, Z.J. Numerical Simulation of Micro Two-phase flow in Multilevel Rough Gap. J. Mech. Eng. 2011, 47, 83–88. [Google Scholar] [CrossRef]
- Wang, Z.K.; Pang, M.H.; Liang, M.C.; Wang, J.B.; Ma, L.J.; Liu, H.X.; Su, J.X. Effect of material structure on spinel machinability in its fixed abrasive lapping. J. Manuf. Process. 2021, 68, 141–153. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Abrasive Size | Abrasive Flow | Rotational Speed | Traverse Speed | Dress Time | AWJ Pressure |
|---|---|---|---|---|---|
| W3.5 (3.5 μm) | 100 cm3/min | 110 r/min | 2.5 mm/s | 5 min | 2 MPa, 3 MPa, 4 MPa, 5 MPa |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, Y.; Zhang, Z.; Wang, Z.; Pang, M.; Ma, L.; Su, J. An Exploration of the Influence of Abrasive Water Jet Pressure on the Friction Signal Characteristics of Fixed Abrasive Lapping Quartz Glass Based on HHT. Micromachines 2023, 14, 891. https://doi.org/10.3390/mi14040891
Zheng Y, Zhang Z, Wang Z, Pang M, Ma L, Su J. An Exploration of the Influence of Abrasive Water Jet Pressure on the Friction Signal Characteristics of Fixed Abrasive Lapping Quartz Glass Based on HHT. Micromachines. 2023; 14(4):891. https://doi.org/10.3390/mi14040891
Chicago/Turabian StyleZheng, Yanling, Zhao Zhang, Zhankui Wang, Minghua Pang, Lijie Ma, and Jianxiu Su. 2023. "An Exploration of the Influence of Abrasive Water Jet Pressure on the Friction Signal Characteristics of Fixed Abrasive Lapping Quartz Glass Based on HHT" Micromachines 14, no. 4: 891. https://doi.org/10.3390/mi14040891
APA StyleZheng, Y., Zhang, Z., Wang, Z., Pang, M., Ma, L., & Su, J. (2023). An Exploration of the Influence of Abrasive Water Jet Pressure on the Friction Signal Characteristics of Fixed Abrasive Lapping Quartz Glass Based on HHT. Micromachines, 14(4), 891. https://doi.org/10.3390/mi14040891