


Study of Atmospheric Pressure Plasma Temperature Based on Silicon Carbide Etching

Abstract
:1. Introduction
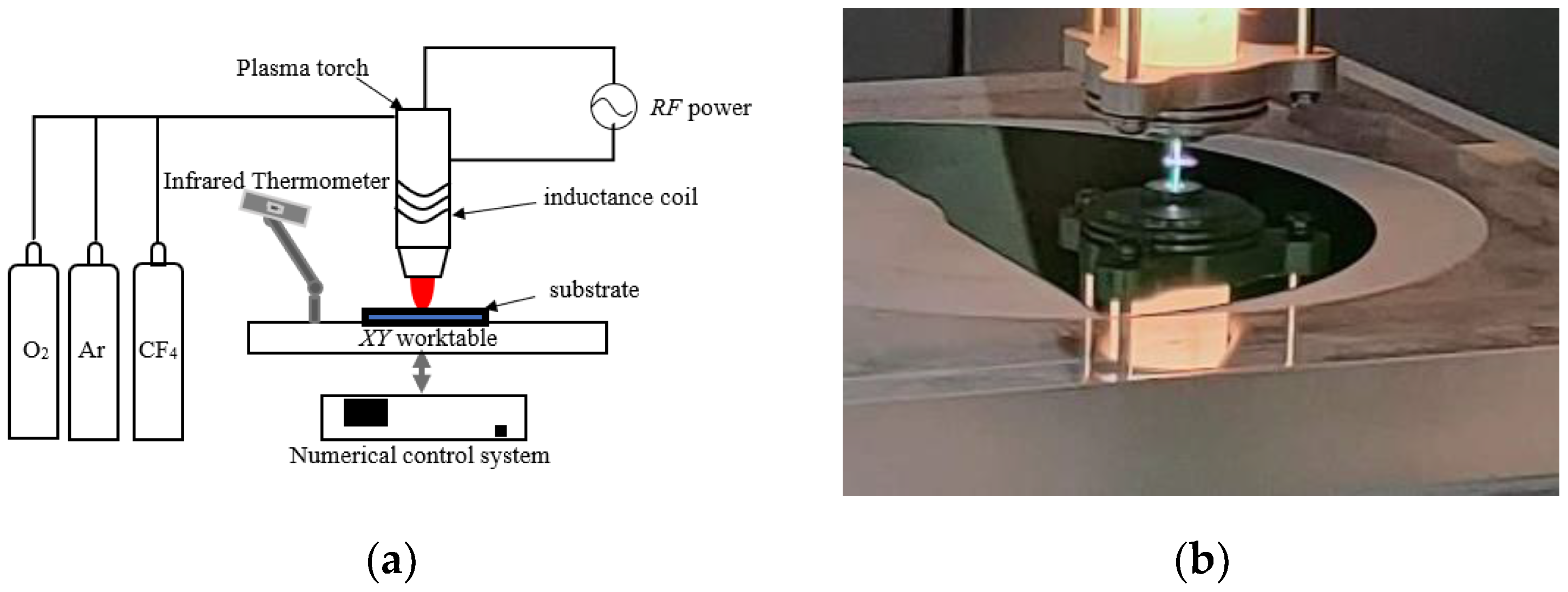
2. Materials and Methods
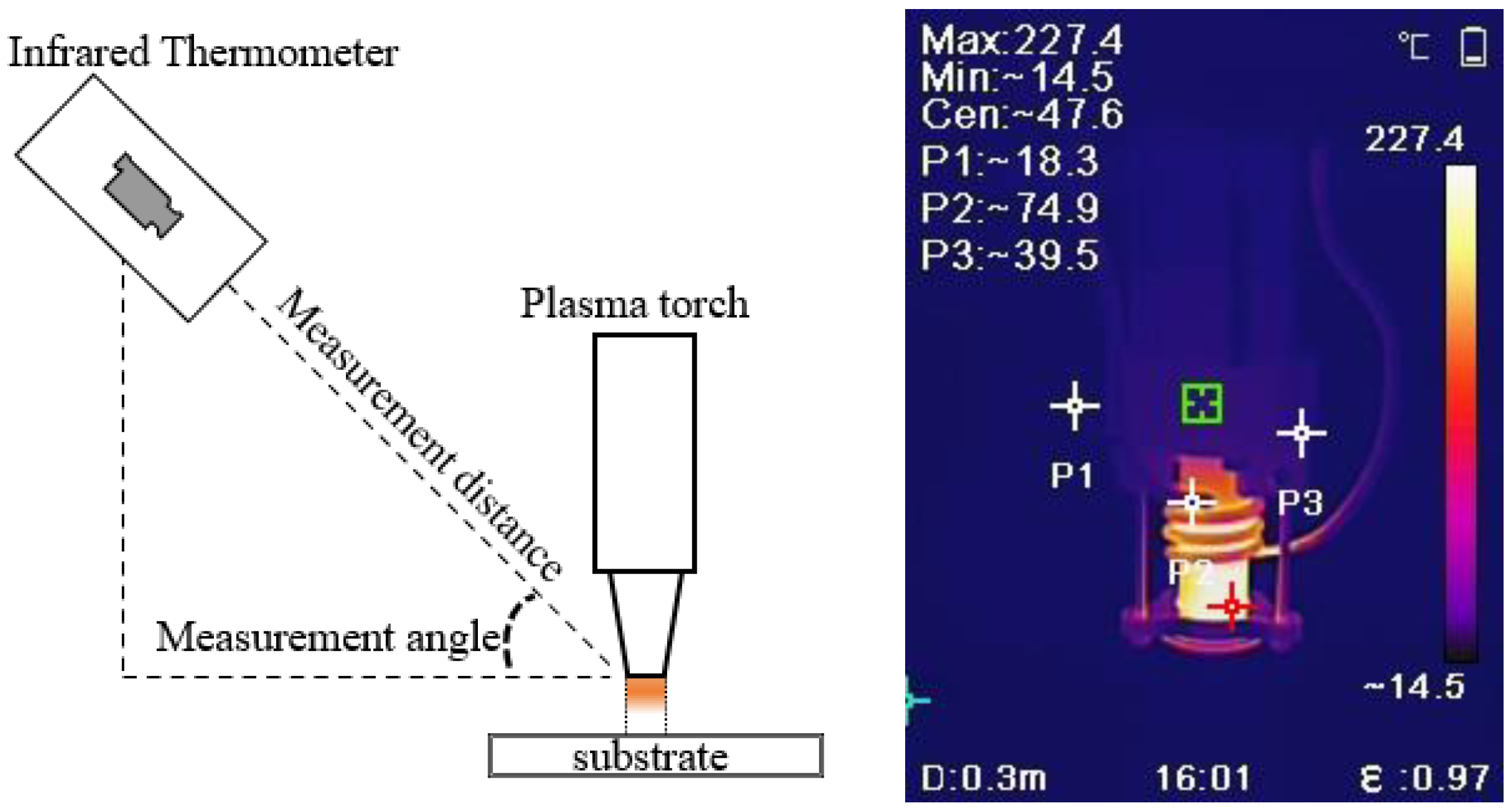
3. Temperature Measurement Method
4. Results and Discussion
4.1. Effect of Processing Parameters on Plasma Region Temperature
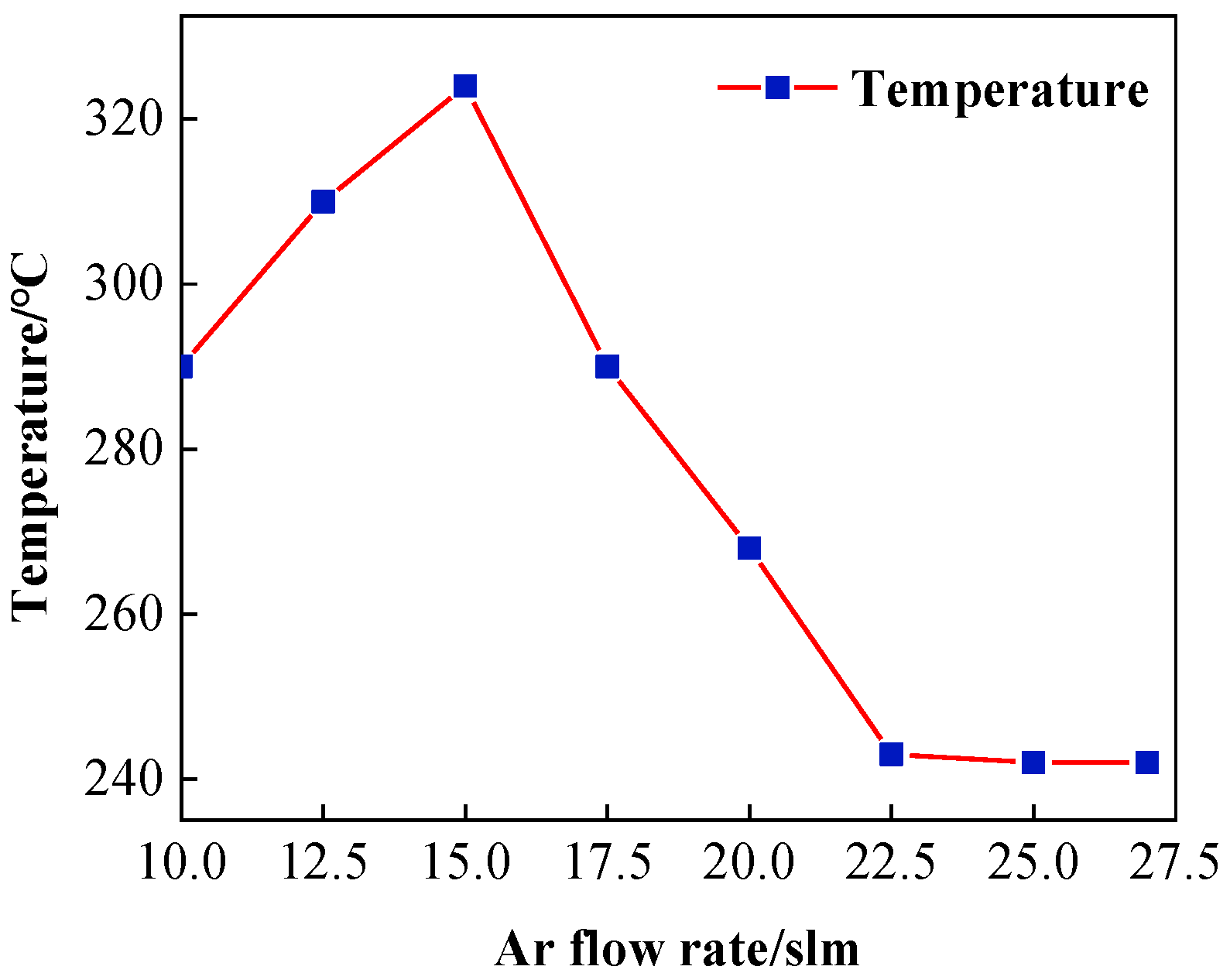
4.1.1. Effect of Ar Gas Flow Rate
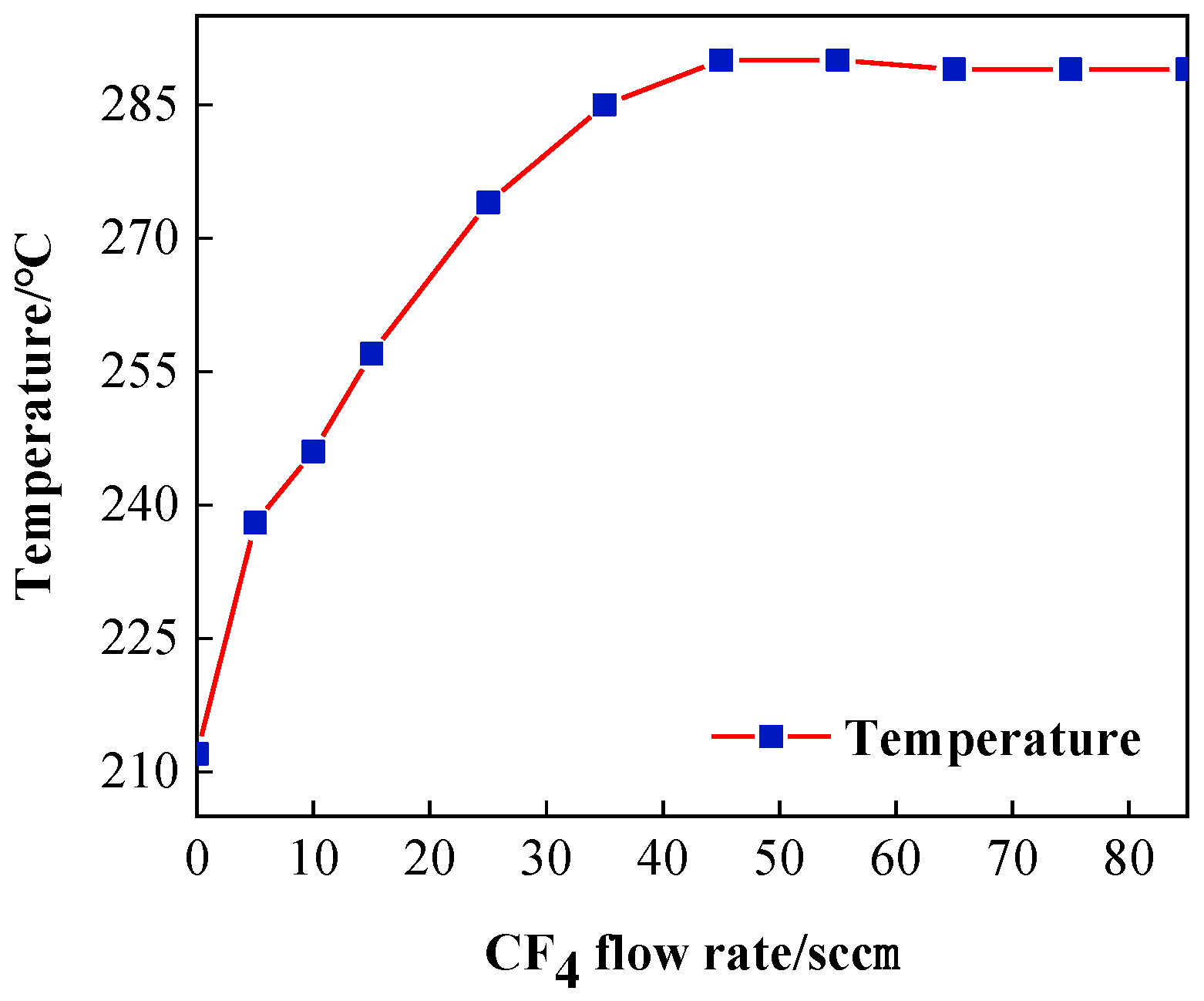
4.1.2. Effect of CF4 Gas Flow Rates
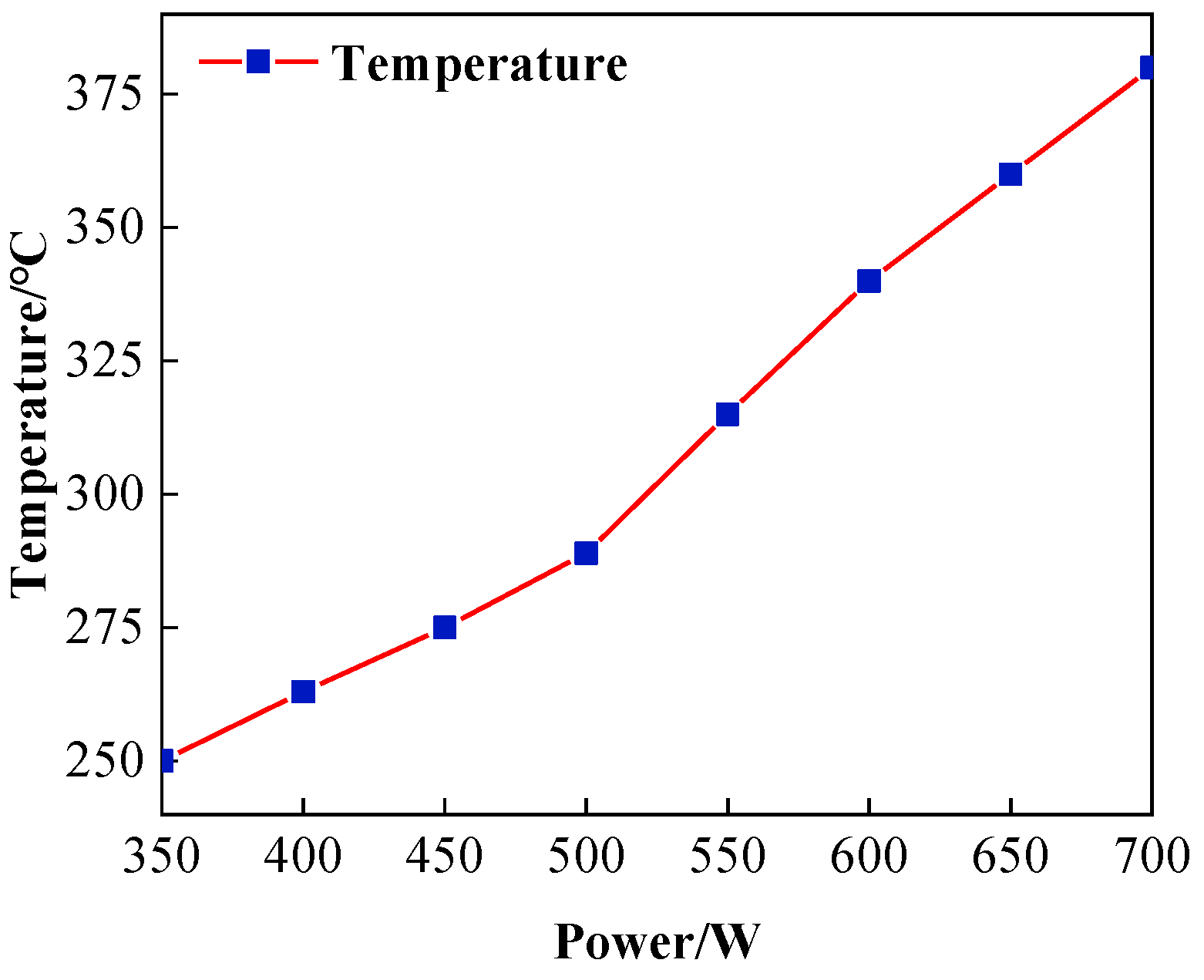
4.1.3. Effect of RF Power
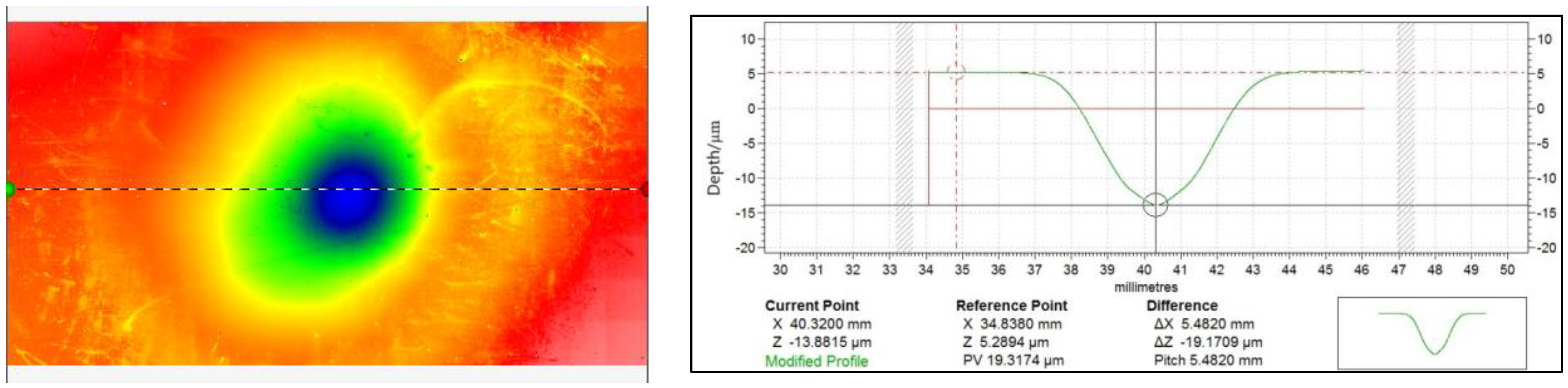
4.2. Study on the Removal Function of Silicon Carbide by ICP Processing
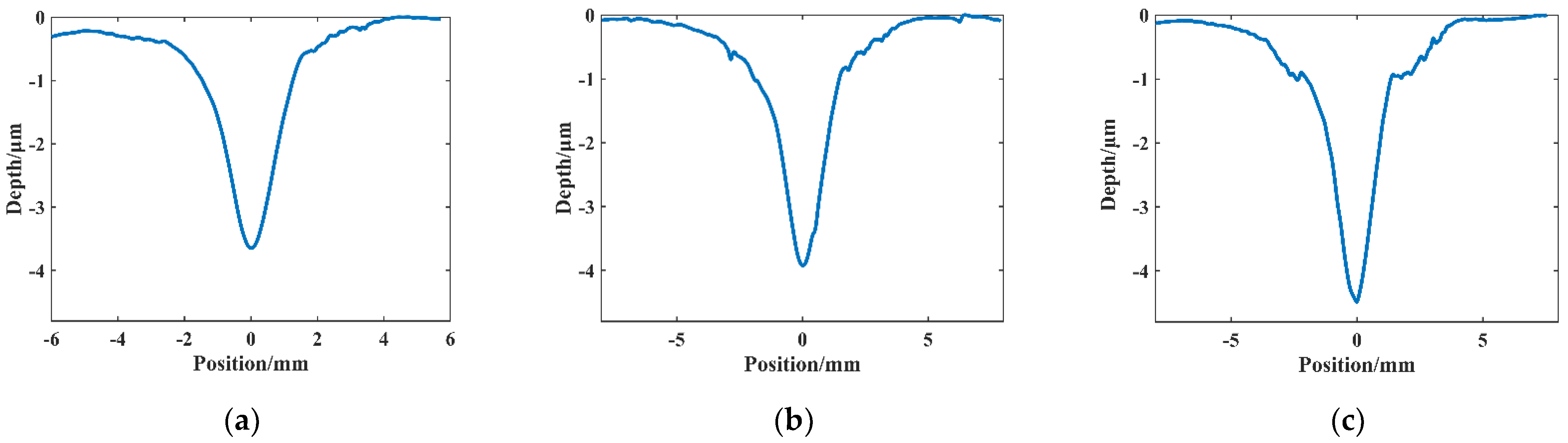
4.2.1. Effect of Plasma Region Temperature on the Removal Function
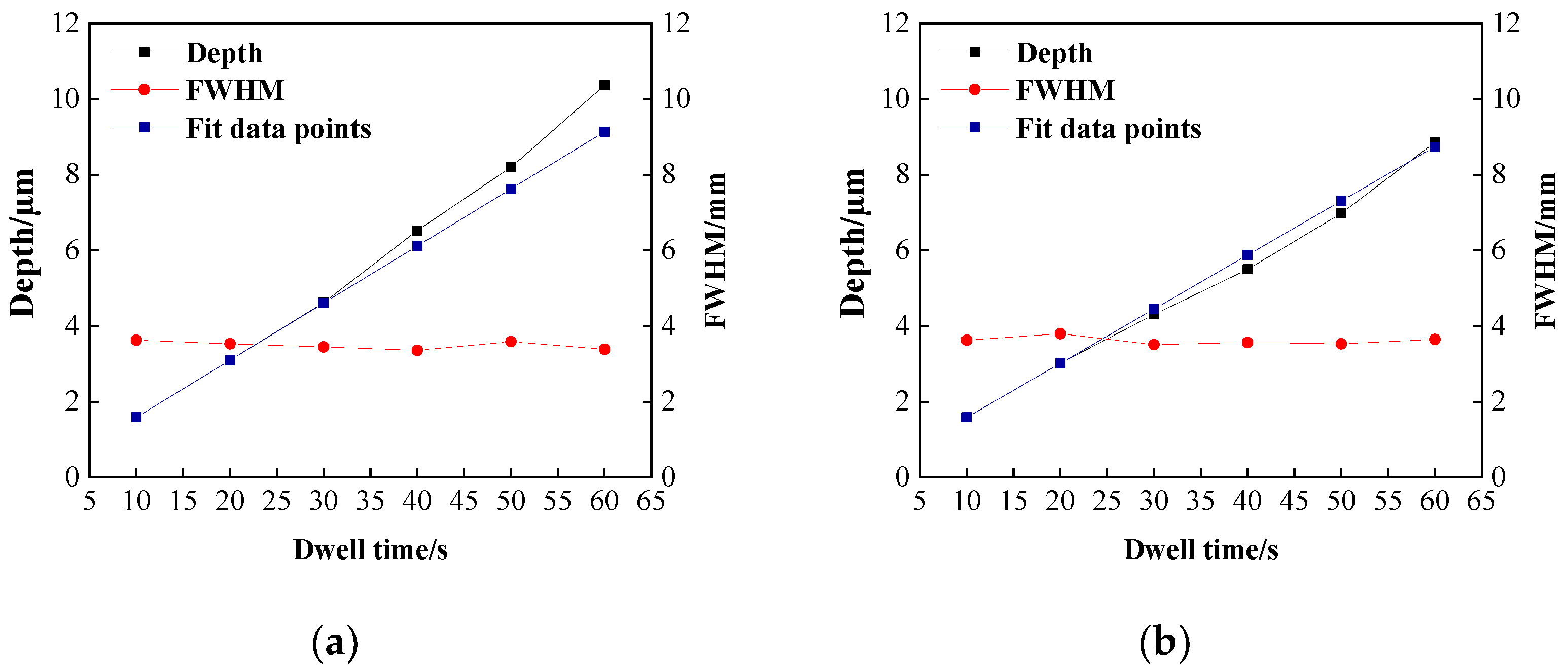
4.2.2. Effect of Dwell Time on the Removal Function
5. Conclusions
- (1)
- In atmospheric plasma processing, plasma temperature fluctuations affect the working gas excitation, the decomposition process, and the energy and distribution of active particles on the surface of the components, which further affect the removal stability of the material. Infrared thermometry reveals that the plasma region temperature rises with increasing Ar gas flow rate, reaching a maximum of 325 °C at 15 slm. With the reaction gas CF4 flow rate in the interval of around 0–45 sccm, the plasma will be continuously exothermic with the ionization of the system’s overall temperature increase until the flow rate reaches 45 sccm, at which point the system’s ionization capacity reaches saturation after the temperature stabilizes with only a small decline. The size of the RF input power determines the size of the discharge and its intensity. When the RF power is around 350–700 W, the plasma region temperature increases with the increase in RF power.
- (2)
- The higher the plasma region temperature under the same parameters, the faster the etching rate of ICP-etched SiC, and the higher the plasma region temperature, the more easily the removal rate is affected. Additionally, the dwell time has a non-linear relationship with the peak removal depth due to the effect of heat accumulation on the wafer surface.
Author Contributions
Funding
Conflicts of Interest
References
- Nguyen, T.K.; Aberoumand, S.; Dao, D.V. Advances in Si and SiC materials for high-performance supercapacitors toward integrated energy storage systems. Small 2021, 17, 2101775. [Google Scholar] [CrossRef] [PubMed]
- Kimoto, T. Material science and device physics in SiC technology for high-voltage power devices. Jpn. J. Appl. Phys. 2015, 54, 040103. [Google Scholar] [CrossRef]
- Pearton, S.J.; Yang, J.C.; Cary, P.H.; Ren, F.; Kim, K.; Marko, J.; Tadjer, M.K.; Mastro, M.A. A review of Ga2O3 materials, processing, and devices. Appl. Phys. Rev. 2018, 5, 011301. [Google Scholar] [CrossRef]
- Kovalcikova, A.; Sedlacekb, J.; Lencesb, Z.; Bystrickyb, R.; Duszaa, J.; Sajgalikb, P. Oxidation resistance of SiC ceramics prepared by different processing routes. J. Eur. Ceram. Soc. 2016, 36, 3783–3973. [Google Scholar] [CrossRef]
- Seo, Y.K.; Kim, Y.W.; Nishimura, T.; Seoc, W.S. High-temperature strength of a thermally conductive silicon carbide ceramic sintered with yttria and Scandia. J. Eur. Ceram. Soc. 2016, 36, 3755–3760. [Google Scholar] [CrossRef]
- Luo, Y.G.; Xiong, Q.; Lu, J.B.; Yan, Q.B.; Hu, D. Chemical mechanical polishing exploiting metal electrochemical corrosion of single-crystal SiC. Mater. Sci. Semicond. Process. 2022, 152, 107067. [Google Scholar] [CrossRef]
- Adia, H.; Doi, T.; Takeda, H.; Katakura, H.; Kim, S.W.; Koyama, K.; Yamazakib, T.; Unedab, M. Ultraprecision CMP for sapphire, GaN, and SiC for advanced optoelectronics materials. Curr. Appl. Phys. 2012, 2, 41–46. [Google Scholar] [CrossRef]
- Deng, H.; Hosoya, K.; Imanishi, Y.; Endo, K.; Yanmamura, K. Electro-chemical mechanical polishing of single-crystal SiC using CeO2, slurry. Electrochem. Commun. 2015, 52, 5–8. [Google Scholar] [CrossRef]
- Alam, Z.; Khan, D.A.; Jha, S. A study on the effect of polishing fluid volume in ball end magnetorheological finishing process. Mater. Manuf. Process. 2018, 33, 1197–1204. [Google Scholar] [CrossRef]
- Liang, H.Z.; Yan, Q.S.; Lu, J.B.; Gao, W.Q. Experiment on Chemical Magnetorheological Finishing of SiC Single Crystal Wafer. Mater. Sci. Forum 2016, 874, 407–414. [Google Scholar] [CrossRef]
- Verma, Y.; Chang, A.K.; Berrett, J.W.; Futtere, K.; Gardopee, G.J.; Kelley, J.; Kyler, T.; Lee, J.; Lyford, N.; Proscia, D.; et al. Rapid damage-free shaping of silicon carbide using reactive atom plasma(RAP) processing. In SPIE Astronomical Telescopes Instrumentation; International Society for Optics and Photonics: Washington, DC, USA, 2006. [Google Scholar]
- Piechulla, P.; Bauer, J.; Boehm, G.; Paetzelt, H.; Arnold, T. Etch mechanism and temperature regimes of an atmospheric pressure chlorine-based plasma jet process. Plasma Process Polym 2016, 13, 1128–1135. [Google Scholar] [CrossRef]
- Yamamura, K.; Shimada, S. Damage-free Improvement of Thickness Uniformity of Quartz Crystal Wafer by Plasma Chemical Vaporization Machining. CIRP Ann. Manuf. Technol. 2008, 57, 567–570. [Google Scholar] [CrossRef]
- Arnold, T.; Boehm, G.; Eichentopf, I.M. Plasma Jet Machining. J. Vac. Sci. Technol. 2010, 22, 10–16. [Google Scholar] [CrossRef]
- Fiske, P.S.; Verma, Y.; Chang, A.; Lyford, N.; Kelley, J.; Sommer, P.; Li, N.; Pang, K.; Gardopee, G.; Kyler, T.; et al. Reactive atom plasma processing for lightweight SiC mirrors. In OSA Technical Digest; Optical Society of America: Rochester, NY, USA, 2006; p. OFMB1. [Google Scholar]
- Castelli, M.; Jourdain, R.; Morantz, P.; Shorea, P. Fast figuring of large optics by reactive atom plasma. In Proceedings of the SPIE 8450, Amsterdam, The Netherlands, 15 October 2012; SPIE: Amsterdam, The Netherlands; p. 845034. [Google Scholar]
- Yu, N.; Jourdain, R.; Gourma, M.; Shorea, P. Analysis of De-Laval nozzle designs employed for plasma figuring of surfaces. Int. J. Adv. Manuf. Technol. 2016, 87, 735–745. [Google Scholar] [CrossRef]
- Castelli, M.; Jourdain, R.; McMeeking, G.; Morantz, P.; Shore, P.; Proscia, D.; Subrahmanyan, P. Initial strategies for 3D RAP processing of optical surfaces based on a temperature adaptation approach. In Proceedings of the 36th International MATADOR Conference, Manchester, UK, 14–16 July 2010; Springer: London, UK; pp. 569–572. [Google Scholar]
- Wang, D.F.; Jin, H.L.; Jin, J.; Bo, W. Research on the Influence of Reactive Gas CF4/SF6 upon the Temperature of Atmospheric Pressure Plasma Jet. Aviat. Precis. Manuf. Technol. 2011, 47, 33–36. [Google Scholar]
- Zhao, X.; Jin, H.L.; Li, N.; Jiang, J.; Bo, W. Research on Influence of Plasma Gas He and process Time upon Temperature of Atmospheric Pressure Plasma Jet. Aviat. Precis. Manuf. Technol. 2012, 48, 8–10. [Google Scholar]
- Lin, Q.; Ren, Q.L. Investigation in Radiation Characteristic of Atmospheric Pressure Glow Discharge Plasma in Air. J. Xiamen Univ. (Nat. Sci.) 2005, 44, 621–624. [Google Scholar]
- Shen, X.; Deng, H.; Zhang, X.; Peng, K.; Yamamura, K. Preliminary study on atmospheric-pressure plasma-based chemical dry figuring and finishing of reaction-sintered silicon carbide. Opt. Eng. 2016, 55, 105102. [Google Scholar] [CrossRef]
- Yan, Y.Y.; Chan-Park, M.B.; Yue, C.Y. CF4 plasma treatment of poly(dimethylsiloxane): Effect of fillers and its application to high-aspec-ratio UV embossing. Langmuir 2005, 21, 8905–8912. [Google Scholar] [CrossRef]
- Wang, D.F. Research on atmospheric pressure plasma processing technology of fused silicon. J. Shaanxi Univ. Technol. (Nat. Sci. Ed.) 2013, 29, 1–11. [Google Scholar]
- Su, X. Design and Study on the Atmospheric Pressure Plasma Jet Torch. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2016. [Google Scholar]
- Laidler, K.J. The development of the Arrhenius equation. J. Chem. Educ. 1984, 61, 494. [Google Scholar] [CrossRef]
- Tang, W.J.; Liu, Y.W.; Zhang, H. New approximate formula for Arrhenius temperatureintegral. Thermochim. Acta 2003, 408, 39–43. [Google Scholar] [CrossRef]
- Peng, B.; Dun, A.H.; Wu, L.Z.; Wang, Z.; Xu, X.K. Variable Removal Function in Atmospheric Pressure Plasma Polishing. Chin. J. Lasers 2021, 48, 2403002. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Ar flow rate/slm | 10, 12.5, 15, 17.5, 20, 22.5, 25, 27 |
| CF4 flow rate/sccm | 60 |
| O2 flow rate/sccm | 10 |
| Input power/W | 500 |
| Parameter | Value |
|---|---|
| Ar flow rate/slm | 19 |
| CF4 flow rate/sccm | 0, 5, 10, 15, 25, 35, 45, 55, 65, 75, 85 |
| O2 flow rate/sccm | 10 |
| Input power/W | 500 |
| Parameter | Value |
|---|---|
| Ar flow rate/slm | 19 |
| CF4 flow rate/sccm | 60 |
| O2 flow rate/sccm | 10 |
| Input power/W | 350, 400, 450, 500, 550, 600, 650, 700 |
| Processing Method | Dwell Time/s |
|---|---|
| Single process | 10, 20, 30, 40, 50, 60 |
| Multiple process | 10 × 1, 10 × 2, 10 × 3, 10 × 4, 10 × 5, 10 × 6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, S.; Yuan, J.; Zhou, J.; Cheng, K.; Gan, H. Study of Atmospheric Pressure Plasma Temperature Based on Silicon Carbide Etching. Micromachines 2023, 14, 992. https://doi.org/10.3390/mi14050992
Xu S, Yuan J, Zhou J, Cheng K, Gan H. Study of Atmospheric Pressure Plasma Temperature Based on Silicon Carbide Etching. Micromachines. 2023; 14(5):992. https://doi.org/10.3390/mi14050992
Chicago/Turabian StyleXu, Shaozhen, Julong Yuan, Jianxing Zhou, Kun Cheng, and Hezhong Gan. 2023. "Study of Atmospheric Pressure Plasma Temperature Based on Silicon Carbide Etching" Micromachines 14, no. 5: 992. https://doi.org/10.3390/mi14050992
APA StyleXu, S., Yuan, J., Zhou, J., Cheng, K., & Gan, H. (2023). Study of Atmospheric Pressure Plasma Temperature Based on Silicon Carbide Etching. Micromachines, 14(5), 992. https://doi.org/10.3390/mi14050992