Study on Ti-6Al-4V Alloy Machining Applying the Non-Resonant Three-Dimensional Elliptical Vibration Cutting



Abstract
:1. Introduction
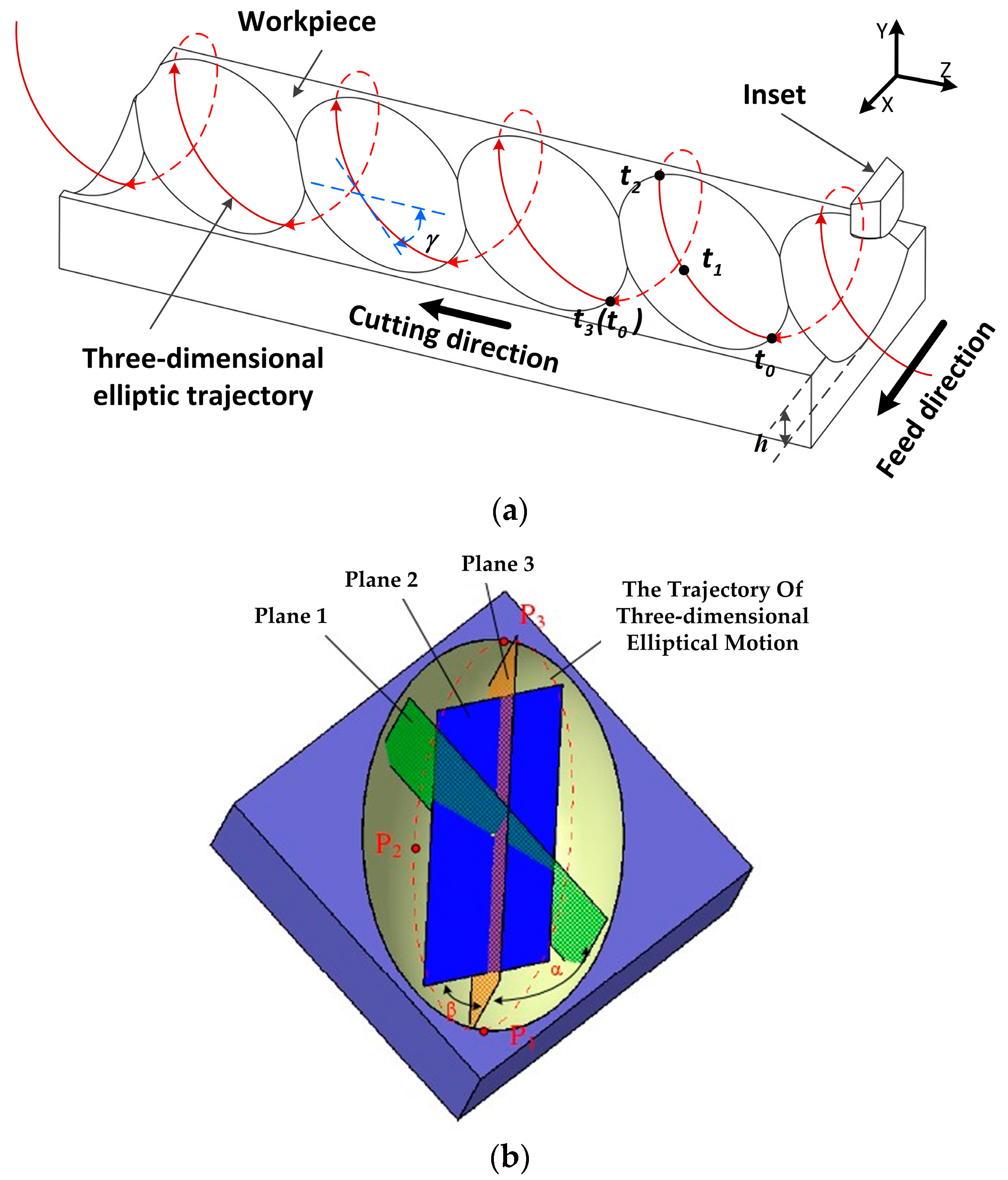
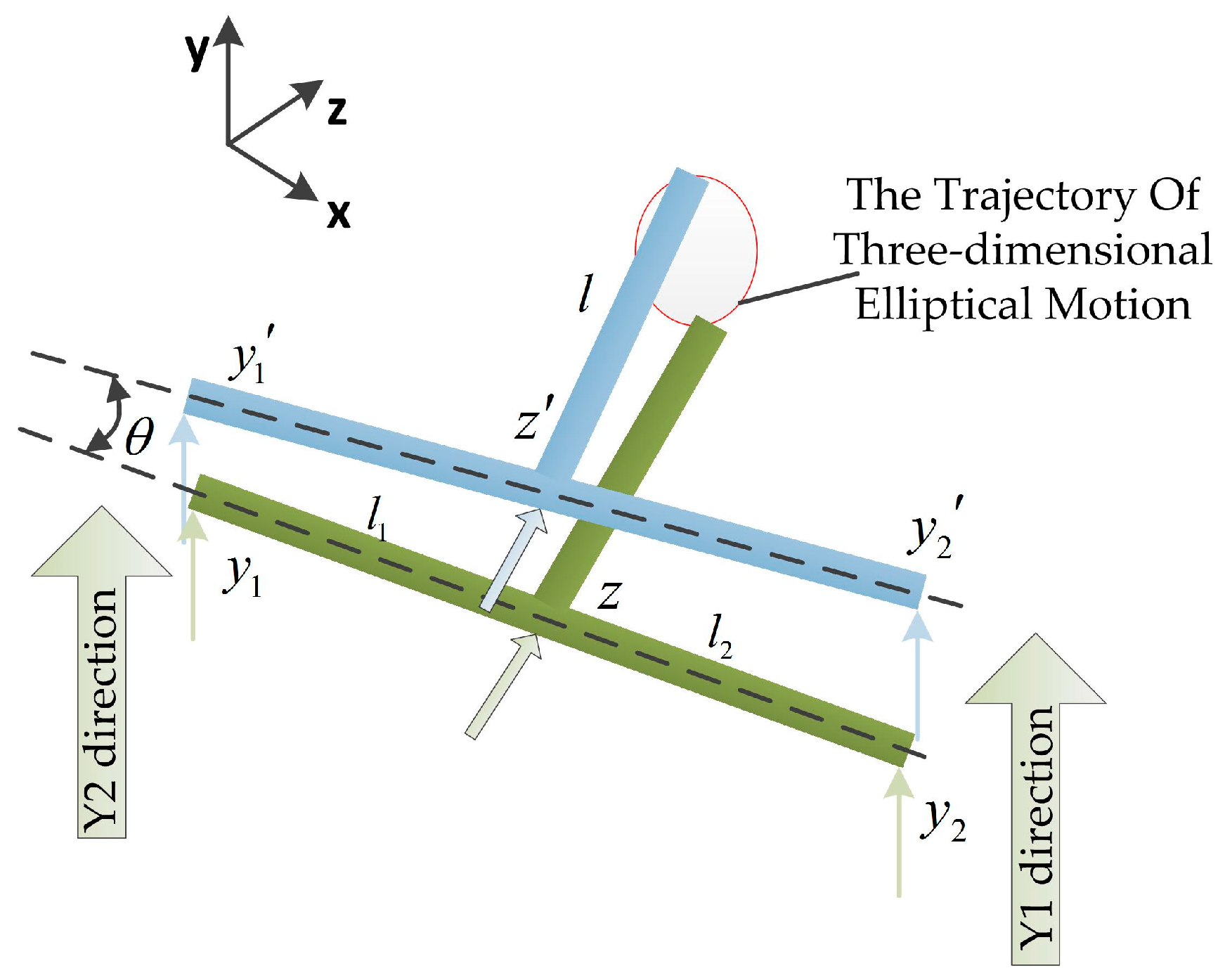
2. Principle of Non-Resonant 3D-EVC
3. Experiments Setup
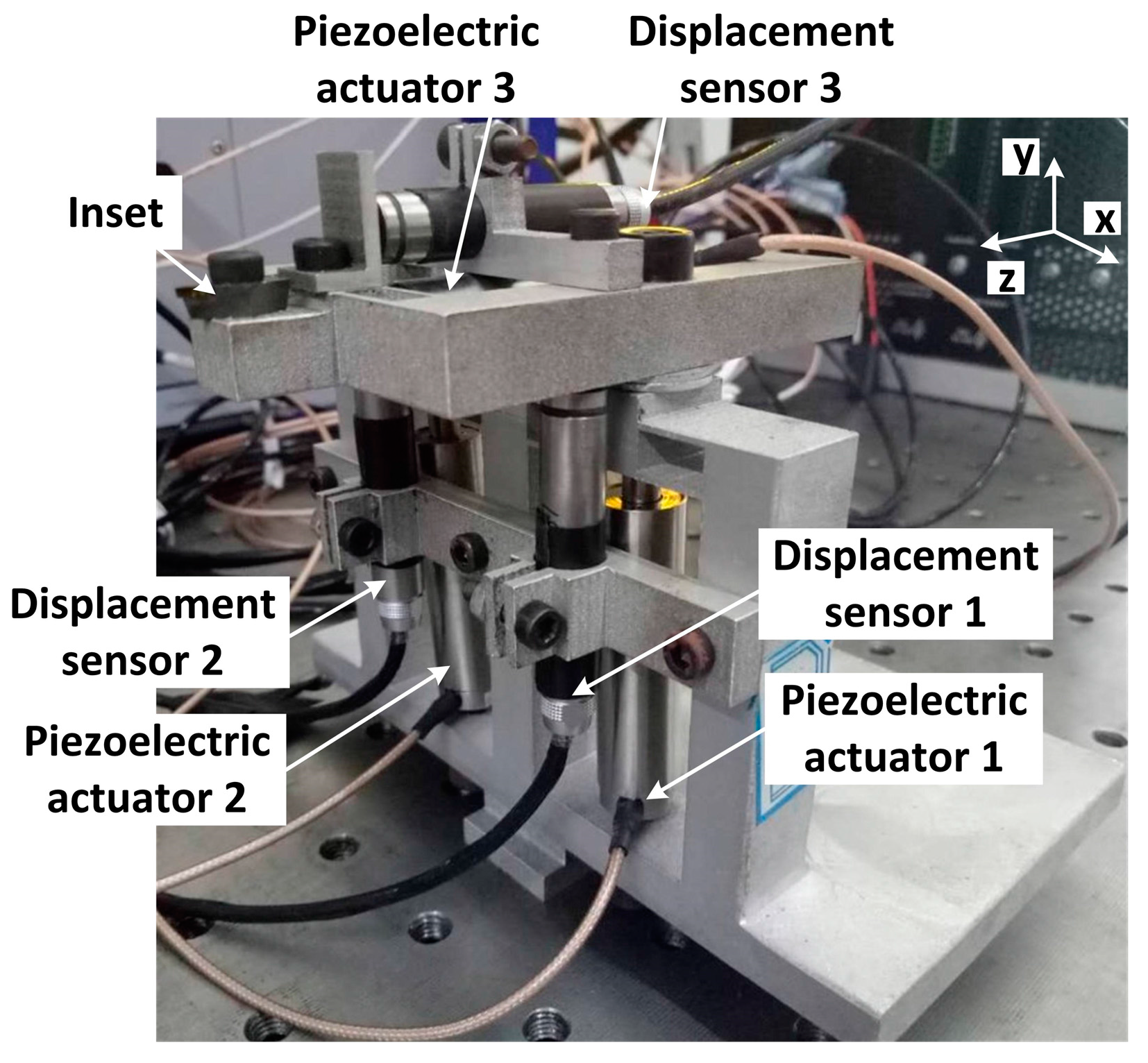
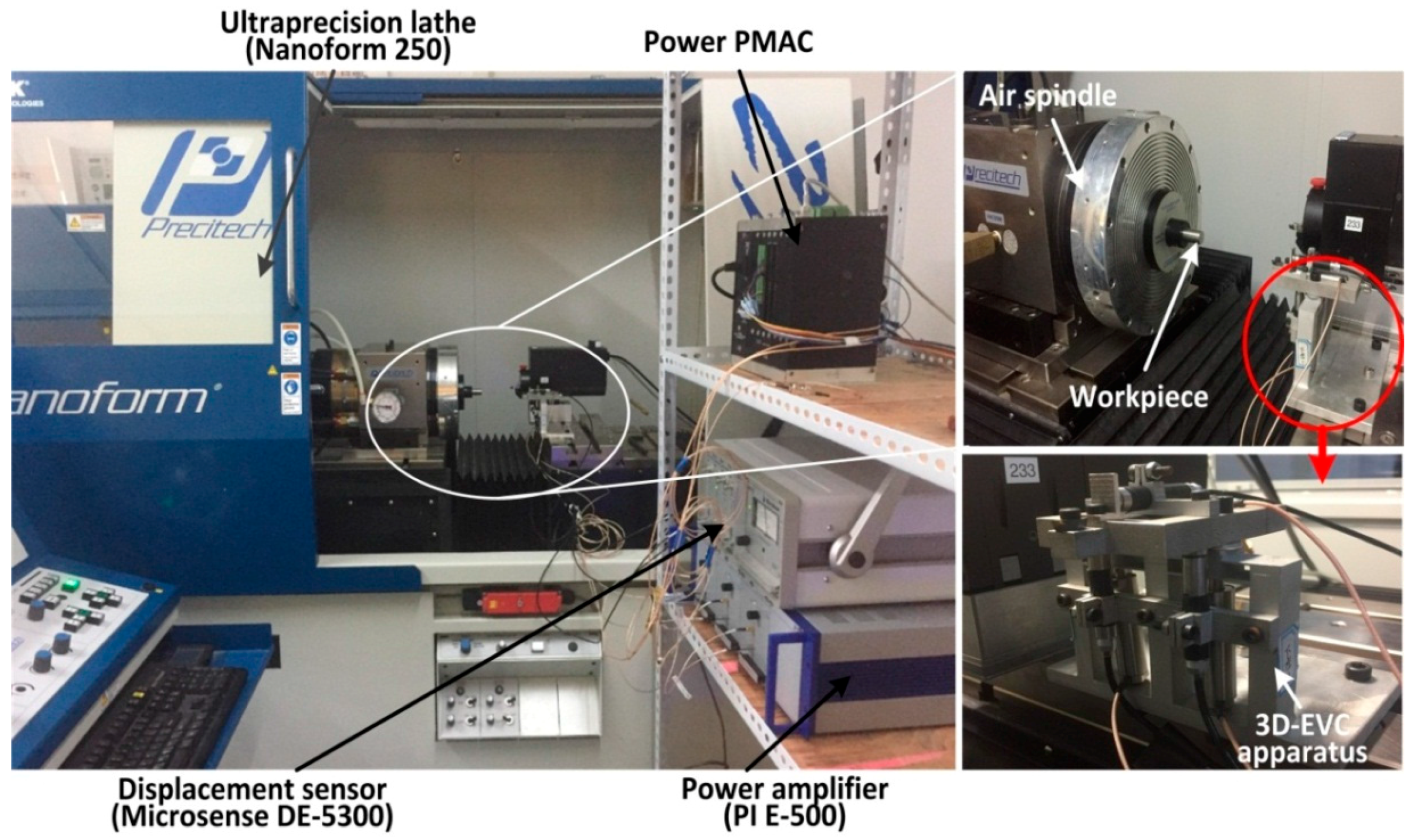
3.1. Apparatus of the Non-Resonant 3D-EVC
3.2. Experiments Conditions
4. Results and Discussion
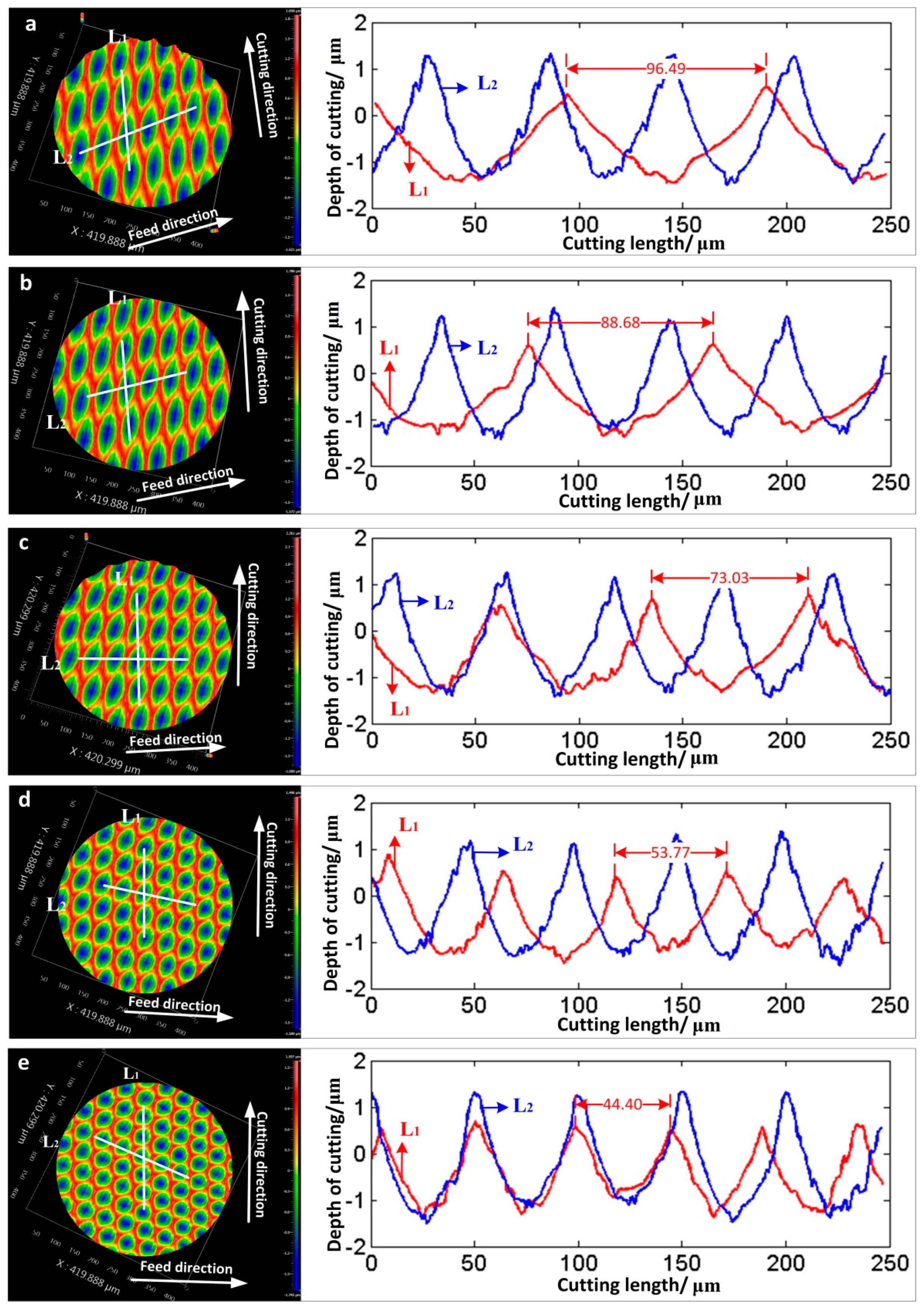
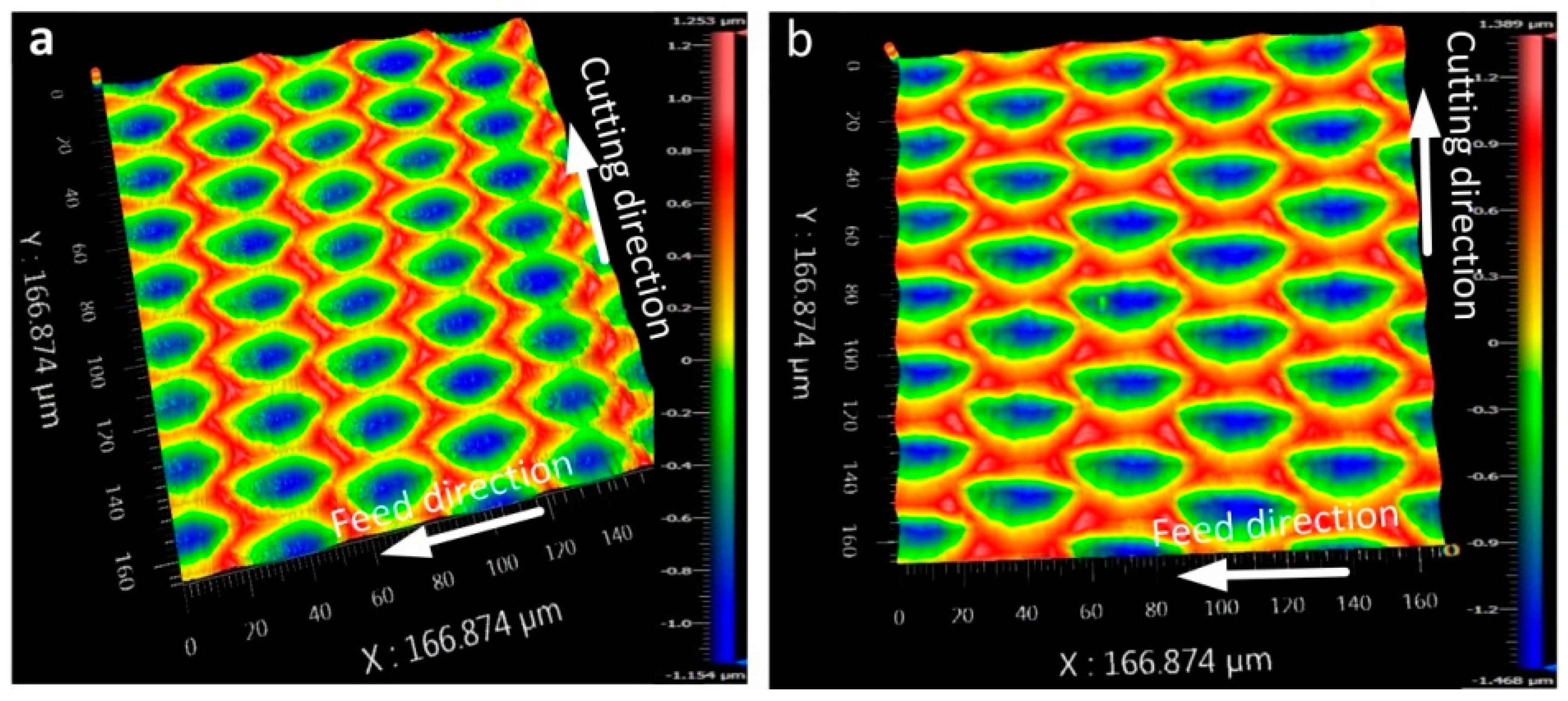
4.1. Cutting Marks
4.2. Surface Roughness
4.3. Different Surface Topography in Ti-6Al-4V Alloy with Varies Cutting Speed and Vibration Frequency
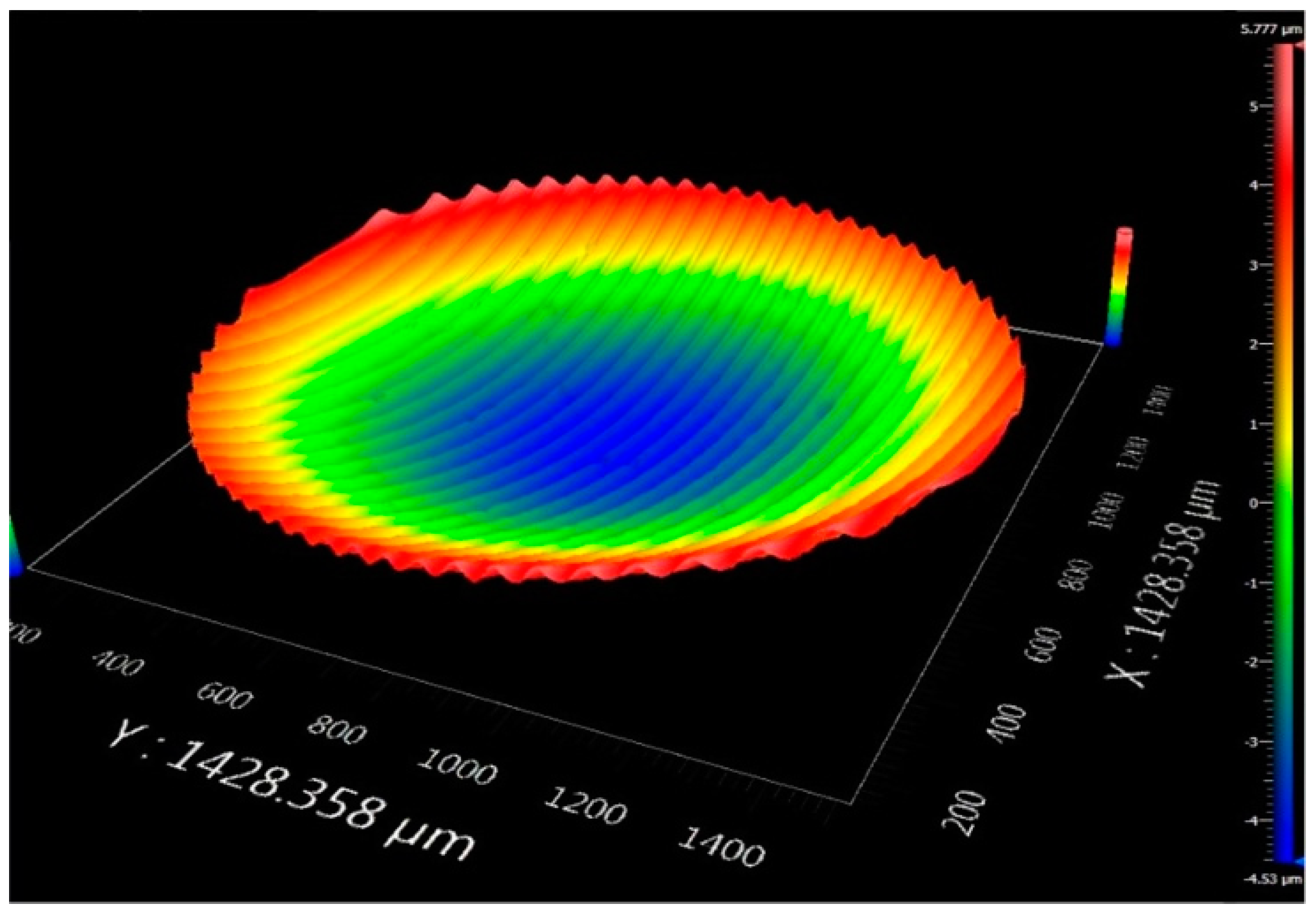
4.4. Machinability Analysis of Freeform Surface in Non-Resonant 3D-EVC
5. Conclusions
- The non-resonant 3D-EVC technique can significantly improve the surface integrity of titanium alloys, and reduce the scratches and pits. More alterable cutting marks and more excellent quality could be obtained compared with the TCC and 2D-EVC methods. The minimum roughness value can be reached 77.3 nm under a cutting speed of 40 mm/min.
- In the non-resonant 3D-EVC process, the dimension of long axis, which has a certain angle with cutting direction in a single elliptical cutting mark, decreases significantly. The length of the long axis is almost same as the short axis when the cutting speed was reduced to 30 mm/min, and the shape of cutting marks can be approximately seen as circular. The spacing of adjacent elliptical cutting marks along the cutting speed direction depends on the vibration frequency.
- The concave/convex spherical surface topography are achieved, which proved the machinability of the freeform surface by the non-resonant 3D-EVC technique in Ti-6Al-4V alloy.
Acknowledgments
Author Contributions
Conflicts of Interest
Nomenclature
| ti (i = 0, 1 , 2, 3) | Time point of cutting process |
| h | The maximum depth of cut (μm) |
| α | Rotation angle of Plane 1 (°) |
| β | Rotation angle of Plane 2 (°) |
| γ | The angle between the movement direction of tool on workpiece and the cutting direction (°) |
| Pi (i = 1, 2, 3) | Position point of cutting process |
| z, y1, y2 | The ideal vibration displacement in Z, Y1 and Y2 directions of tool tip, respectively (μm) |
| A1, A2, A3 | Amplitudes of driving singles in Z, Y1 and Y2 directions, respectively (μm) |
| ω1, ω2, ω3 | Angular frequency in Z, Y1 and Y2 directions, respectively (Hz) |
| φ1, φ2, φ3 | Phase in the driving signals along Z, Y1 and Y2 directions, respectively |
| t | Time (s) |
| z’, y1’, y2’ | The real displacement of three piezoelectric stacks (μm) |
| θ | The phase difference between two piezoelectric stacks installed parallel on hinge platform (°) |
| l1, l2 | The vertical distance from the driving point implemented on the flexible hinge along the Y1 and Y2 directions to the plane paralleled to the flexible hinge along the Z direction of diamond tool, respectively (mm) |
| l | The linear distance from tool tip point to the plane of the two piezoelectric stacks in Y1 and Y2 directions (mm) |
| xt, yt, zt | Spatial coordinate system |
| f2D, f3D | Vibration frequency in 2D-EVC and non-resonant 3D-EVC methods, respectively |
| D, S, F | Depth of cutting, cutting speed and feed rate, respectively |
| A | Vibration amplitude |
References
- Bermingham, M.J.; Kirsch, J.; Sun, S.; Palanisamy, S.; Dargusch, M.S. New observations on tool life, cutting forces and chip morphology in cryogenic machining Ti-6Al-4V. Int. J. Mach. Tools Manuf. 2011, 51, 500–511. [Google Scholar] [CrossRef]
- Obikawa, T.; Hayashi, M. Ultrasonic-assisted incremental microforming of thin shell pyramids of metallic foil. Micromachines 2017, 8, 142. [Google Scholar] [CrossRef]
- Venugopal, K.A.; Paul, S.; Chattopadhyay, A.B. Growth of tool wear in turning of Ti-6Al-4V alloy under cryogenic cooling. Wear 2007, 262, 1071–1078. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M. Titanium alloys and their machinability—A review. J. Mater. Process. Technol. 1997, 68, 262–274. [Google Scholar] [CrossRef]
- Verma, D.; Nanda Gopal, B.G.; Srinivasulu, K.; Reddy, S.S. Effect of pre-drilled holes on tool life in turning of aerospace titanium alloys. In Proceedings of the National Conference on Advances in Manufacturing System (AMS-2003), Kolkata, India, 14–16 March 2003; pp. 42–47. [Google Scholar]
- Dornfeld, D.A.; Kim, J.S.; Dechow, H.; Hewson, J.; Chen, L.J. Drilling burr formation in titanium alloy, Ti-6AI-4V. CIRP Ann.-Manuf. Technol. 1999, 48, 73–76. [Google Scholar] [CrossRef]
- Corduan, N.; Himbart, T.; Poulachon, G.; Dessoly, M.; Lambertin, M.; Vigneau, J.; Payoux, B. Wear mechanisms of new tool materials for Ti-6AI-4V high performance machining. CIRP Ann.-Manuf. Technol. 2003, 52, 73–76. [Google Scholar] [CrossRef]
- Zoya, Z.A.; Krishnamurthy, R. The performance of CBN tools in the machining of titanium alloys. J. Mater. Process. Technol. 2000, 100, 80–86. [Google Scholar] [CrossRef]
- Priarone, P.C.; Klocke, F.; Faga, M.G.; Lung, D.; Settineri, L. Tool life and surface integrity when turning titanium aluminides with PCD tools under conventional wet cutting and cryogenic cooling. Int. J. Adv. Manuf. Technol. 2016, 85, 807–816. [Google Scholar] [CrossRef]
- Pervaiz, S.; Rashid, A.; Deiab, I.; Nicolescu, M. Influence of tool materials on machinability of titanium-and nickel-based alloys: A review. Mater. Manuf. Process. 2014, 29, 219–252. [Google Scholar] [CrossRef]
- Da Silva, R.B.; Machado, Á.R.; Ezugwu, E.O.; Bonney, J.; Sales, W.F. Tool life and wear mechanisms in high speed machining of Ti-6Al-4V alloy with PCD tools under various coolant pressures. J. Mater. Manuf. Process. 2013, 213, 1459–1464. [Google Scholar] [CrossRef]
- Kitagawa, T.; Kubo, A.; Maekawa, K. Temperature and wear of cutting tools in high-speed machining of Inconel 718 and Ti 6Al 6V 2Sn. Wear 1997, 202, 142–148. [Google Scholar] [CrossRef]
- Diniz, A.E.; de Oliveira, A.J. Hard turning of interrupted surfaces using CBN tools. J. Mater. Manuf. Process. 2008, 195, 275–281. [Google Scholar] [CrossRef]
- Han, G.; Zhao, J.; Wang, X. Research on unbounded abrasive polishing process with assisted ultrasonic vibration of workpiece. Int. J. Adv. Manuf. Technol. 2017, 88, 209–218. [Google Scholar] [CrossRef]
- Yanyan, Y.; Xu, P.; Jicheng, F.; Jiawei, H. Influence of adjacent grit trajectory on grinding process in 2D ultrasonic vibration grinding. China Mech. Eng. 2012, 23, 2652–2655. [Google Scholar]
- Xu, K.; Zeng, Y.; Li, P.; Zhu, D. Vibration assisted wire electrochemical micro machining of array micro tools. Precis. Eng. 2017, 47, 487–497. [Google Scholar] [CrossRef]
- Tao, G.; Ma, C.; Shen, X.; Zhang, J. Experimental and modeling study on cutting forces of feed direction ultrasonic vibration-assisted milling. Int. J. Adv. Manuf. Technol. 2017, 9, 709–715. [Google Scholar] [CrossRef]
- Lian, H.; Guo, Z.; Huang, Z.; Tang, Y.; Song, J. Experimental research of Al6061 on ultrasonic vibration assisted micro-milling. Procedia CIRP 2013, 6, 561–564. [Google Scholar] [CrossRef]
- Lin, J.Q.; Han, J.G.; Zhou, X.Q.; Hao, Z.P.; Lu, M.M. Study on predictive model of cutting force and geometry parameters for oblique elliptical vibration cutting. Int. J. Mech. Sci. 2016, 117, 43–52. [Google Scholar]
- Sui, H.; Zhang, X.Y.; Zhang, D.Y.; Jiang, X.G.; Wu, R.B. Feasibility study of high-speed ultrasonic vibration cutting titanium alloy. J. Mater. Process. Technol. 2017, 247, 111–120. [Google Scholar] [CrossRef]
- Zhu, W.L.; Zhu, Z.; He, Y.; Ehmann, K.; Ju, B.; Li, S. Development of a Novel 2D Vibration-assisted Compliant Cutting System for Surface Texturing. IEEE/ASME Trans. Mechatron. 2017, 22, 1796–1806. [Google Scholar] [CrossRef]
- Shamoto, E.; Moriwaki, T. Study on elliptical vibration cutting. CIRP Ann.-Manuf. Technol. 1994, 43, 35–38. [Google Scholar] [CrossRef]
- Ma, C.; Shamoto, E.; Moriwaki, T.; Wang, L. Study of machining accuracy in ultrasonic elliptical vibration cutting. Int. J. Mach. Tools Manuf. 2004, 44, 1305–1310. [Google Scholar] [CrossRef]
- Wang, Q.; Wu, Y.B.; Gu, J.; Lu, D.; Ji, Y.B.; Nomura, M. Fundamental machining characteristics of the in-base-plane ultrasonic elliptical vibration assisted turning of inconel 718. Procedia CIRP 2016, 42, 858–862. [Google Scholar] [CrossRef]
- Nath, C.; Rahman, M.; Neo, K.S. A study on ultrasonic elliptical vibration cutting of tungsten carbide. J. Mater. Process. Technol. 2009, 209, 4459–4464. [Google Scholar] [CrossRef]
- Shamoto, E.; Suzuki, N.; Hino, R.; Tsuchiya, E.; Hori, Y.; Inagaki, H.; Yoshino, K. A new method to machine sculptured surfaces by applying ultrasonic elliptical vibration cutting. In Proceedings of the 2005 IEEE International Symposium on Micro-Nano Mechatronics and Human Science, New Delhi, India, 23–25 January 2005; pp. 91–96. [Google Scholar]
- Shamoto, E.; Suzuki, N.; Tsuchiya, E.; Hori, Y.; Inagaki, H.; Yoshino, K. Development of 3 DOF ultrasonic vibration tool for elliptical vibration cutting of sculptured surfaces. CIRP Ann.-Manuf. Technol. 2005, 54, 321–324. [Google Scholar] [CrossRef]
- Shamoto, E.; Suzuki, N.; Hino, R. Analysis of 3D elliptical vibration cutting with thin shear plane model. CIRP Ann.-Manuf. Technol. 2008, 57, 57–60. [Google Scholar] [CrossRef]
- Lin, J.Q.; Lu, M.M.; Zhou, X.Q. Development of a non-resonant 3D elliptical vibration cutting apparatus for diamond turning. Exp. Tech. 2016, 40, 173–183. [Google Scholar] [CrossRef]
- Lin, J.Q.; Li, Y.C.; Zhou, X.Q. Tool path generation for fabricating optical freeform surfaces by non-resonant three-dimensional elliptical vibration cutting. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2014, 228, 1208–1222. [Google Scholar]
- Lu, M.M.; Zhou, X.Q.; Lin, J.Q. Improved memetic algorithm for nonlinear identification of a three-dimensional elliptical vibration cutting system. Proc. Inst. Mech. Eng. Part I J. Mech. Eng. Sci. 2014, 228, 449–460. [Google Scholar]
- Suzuki, N.; Hino, R.; Tsuchiya, E.; Shamoto, E. Sculptured surface machining of die steel by applying elliptical vibration cutting (2nd Report)-development of 3 DOF ultrasonic elliptical vibration tool. J. Jpn. Soc. Precis. Eng. 2007, 73, 117–123. [Google Scholar] [CrossRef]
- Lin, J.Q.; Jing, X.; Lu, M.M.; Gu, Y.; Han, J.G. Study on the tool wear of 3-D elliptical vibration cutting. Mech. Sci. 2017, 8, 215–220. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Parameter | Value |
|---|---|---|
| Workpiece | Material | Ti-6A1-4V |
| Length (mm) | 50 | |
| Diameter (mm) | 12.7 | |
| Diamond tool | Nose radius (mm) | 0.2 |
| Rake angle (°) | 0 | |
| Clearance angle (°) | 7 | |
| Cutting parameter | Depth of cutting (D/μm) | 1 |
| Feed rate (F/mm·min−1) | 0.2 | |
| Cutting speed (S/mm·min−1) | 30–70 | |
| Coolant type | Dry cutting | |
| Vibration | Frequency (f/Hz) | 30, 50 |
| Amplitude (A/μm) | 7 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, M.; Zhou, J.; Lin, J.; Gu, Y.; Han, J.; Zhao, D. Study on Ti-6Al-4V Alloy Machining Applying the Non-Resonant Three-Dimensional Elliptical Vibration Cutting. Micromachines 2017, 8, 306. https://doi.org/10.3390/mi8100306
Lu M, Zhou J, Lin J, Gu Y, Han J, Zhao D. Study on Ti-6Al-4V Alloy Machining Applying the Non-Resonant Three-Dimensional Elliptical Vibration Cutting. Micromachines. 2017; 8(10):306. https://doi.org/10.3390/mi8100306
Chicago/Turabian StyleLu, Mingming, Jiakang Zhou, Jieqiong Lin, Yan Gu, Jinguo Han, and Dongpo Zhao. 2017. "Study on Ti-6Al-4V Alloy Machining Applying the Non-Resonant Three-Dimensional Elliptical Vibration Cutting" Micromachines 8, no. 10: 306. https://doi.org/10.3390/mi8100306
APA StyleLu, M., Zhou, J., Lin, J., Gu, Y., Han, J., & Zhao, D. (2017). Study on Ti-6Al-4V Alloy Machining Applying the Non-Resonant Three-Dimensional Elliptical Vibration Cutting. Micromachines, 8(10), 306. https://doi.org/10.3390/mi8100306