Fabrication of Hexagonal Microlens Arrays on Single-Crystal Silicon Using the Tool-Servo Driven Segment Turning Method


Abstract
:1. Introduction
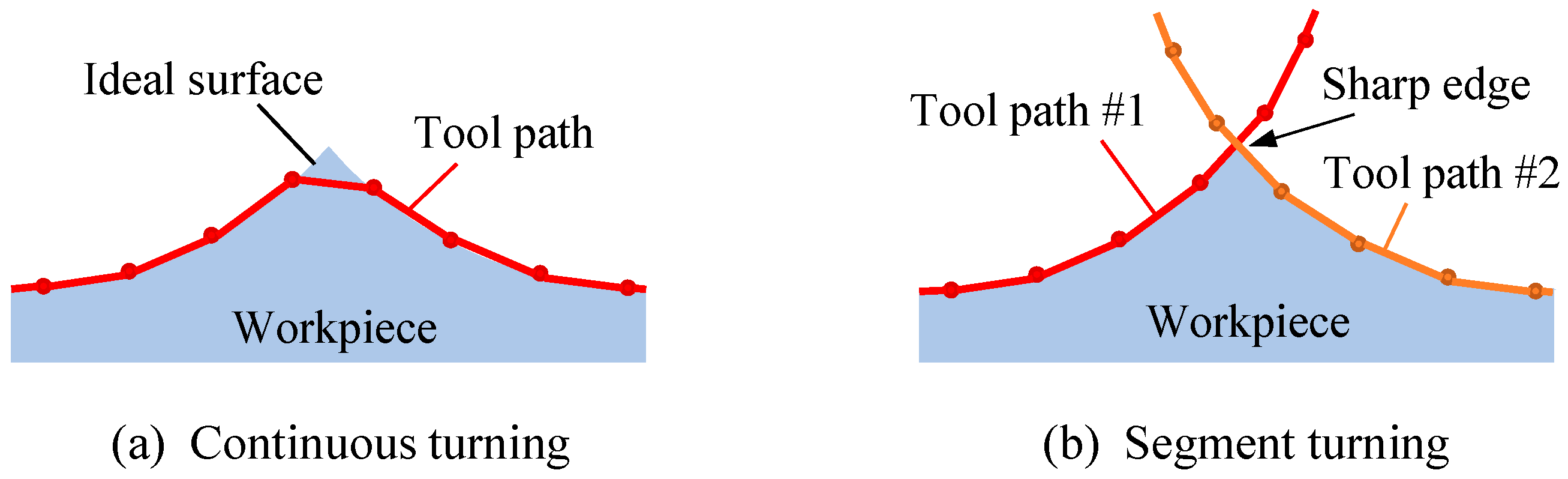
2. Mechanism of Segment Turning
3. Effectiveness Verification of Segment turning
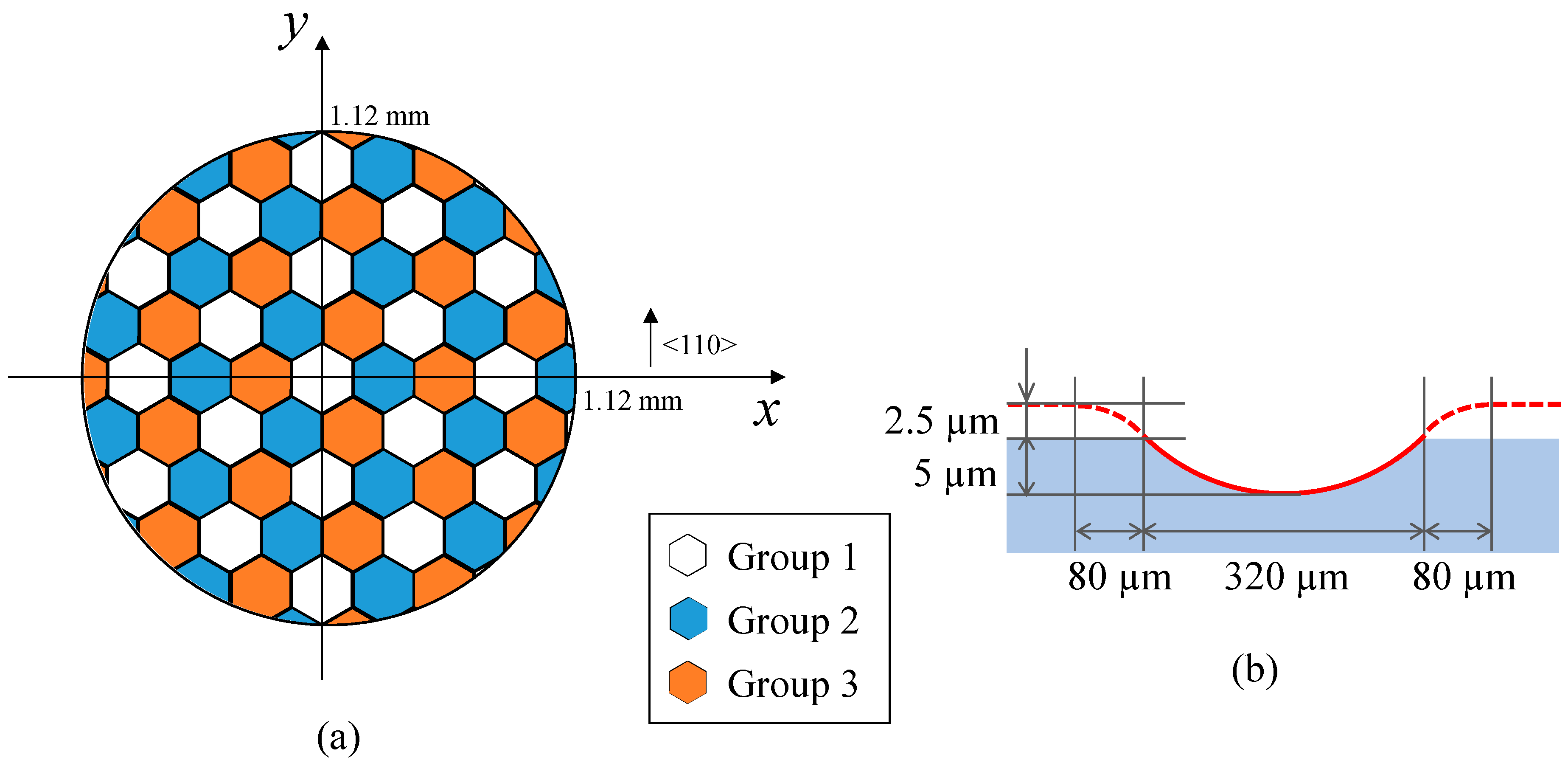
3.1. Lens Design and Tool Path Generation
3.2. Cutting Experiments
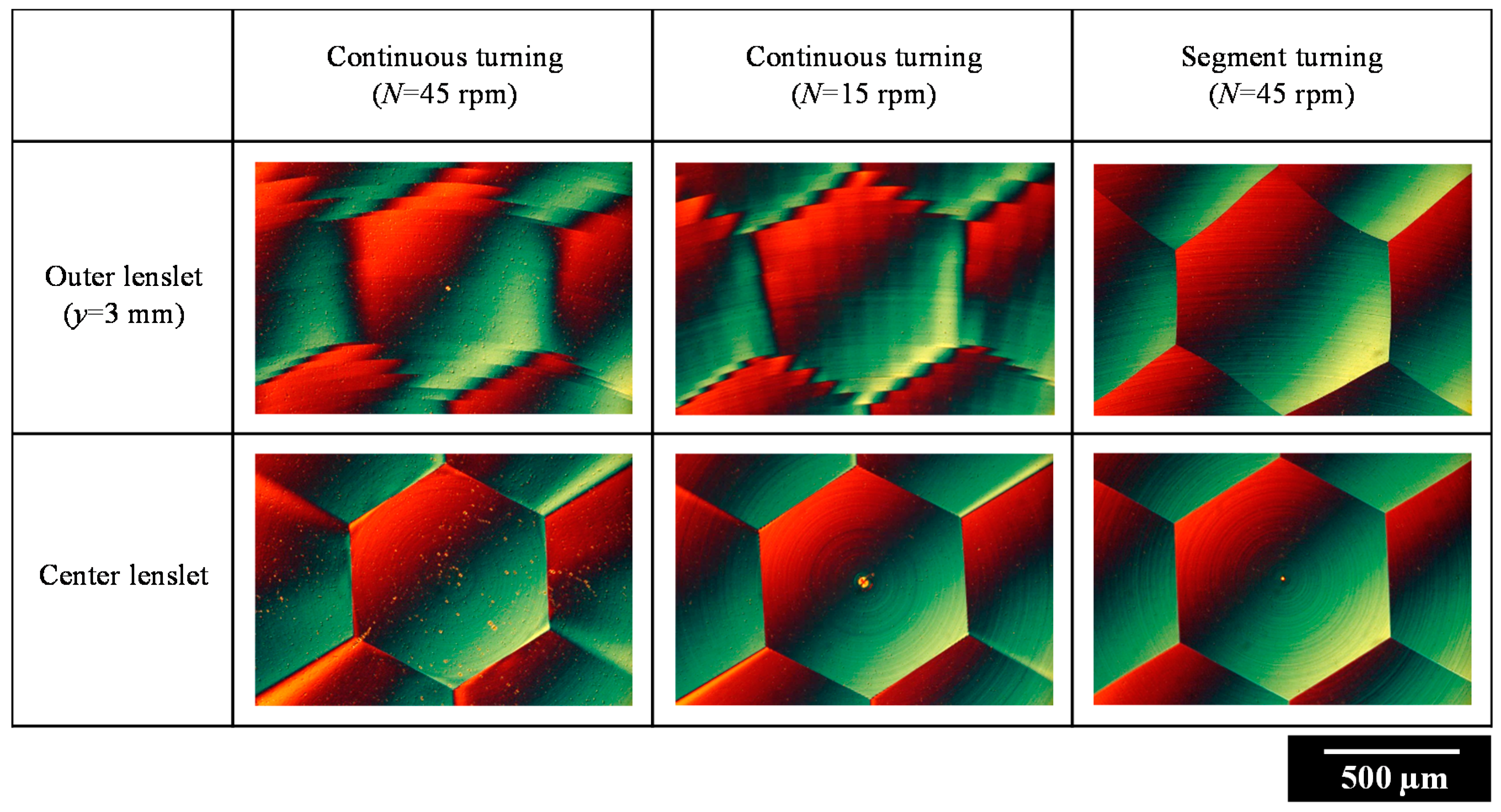
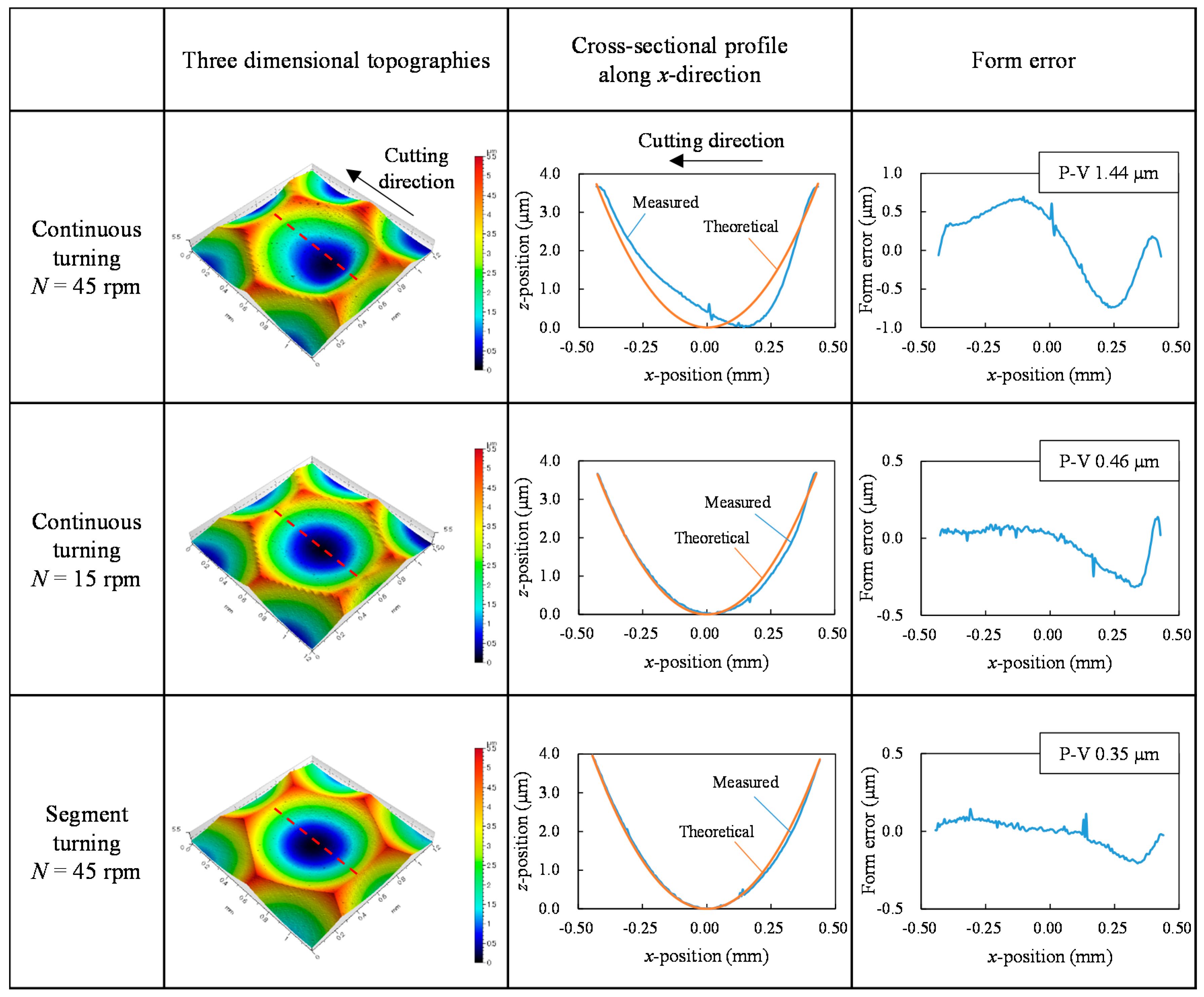
3.3. Lens Topographical Error
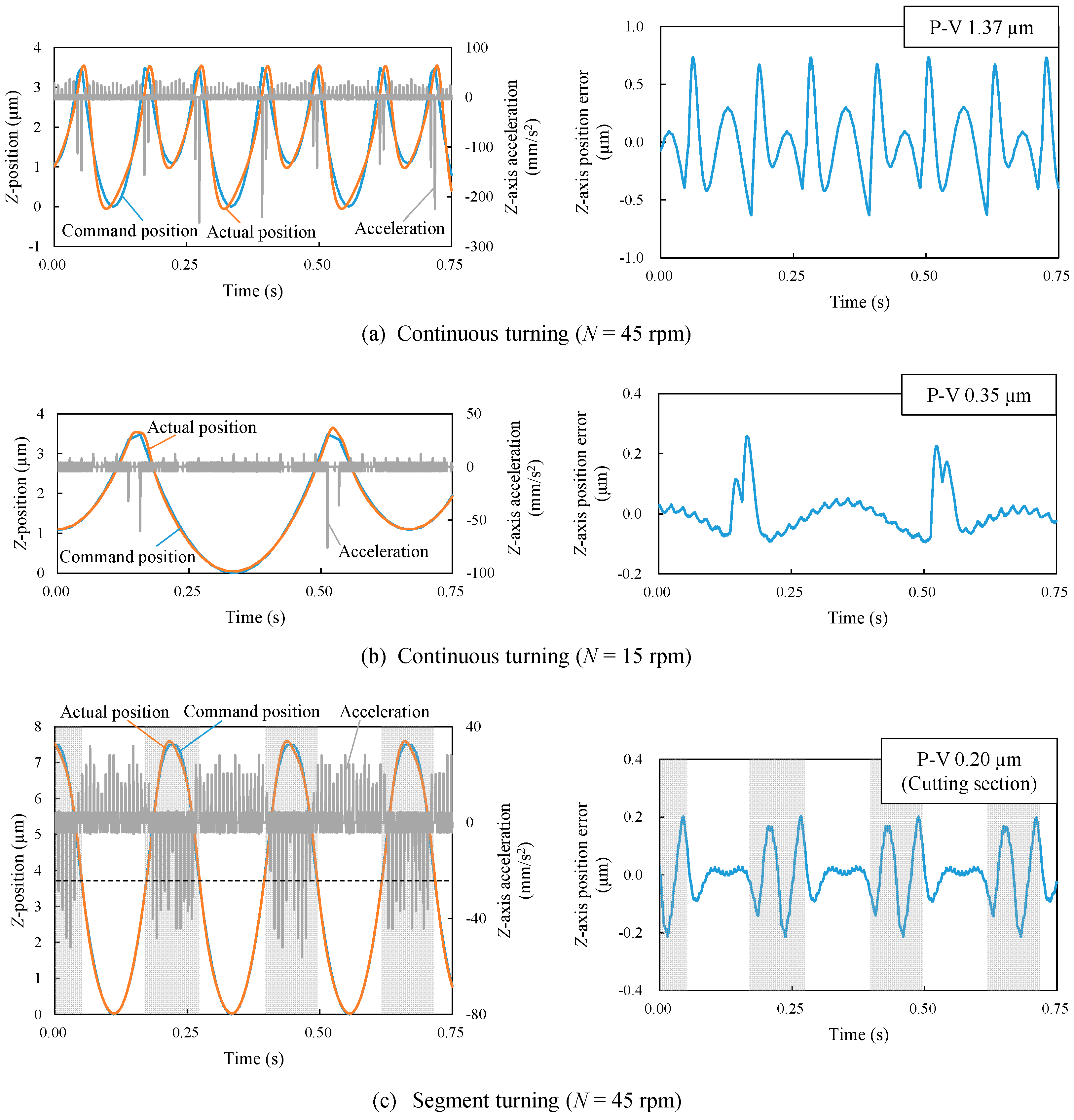
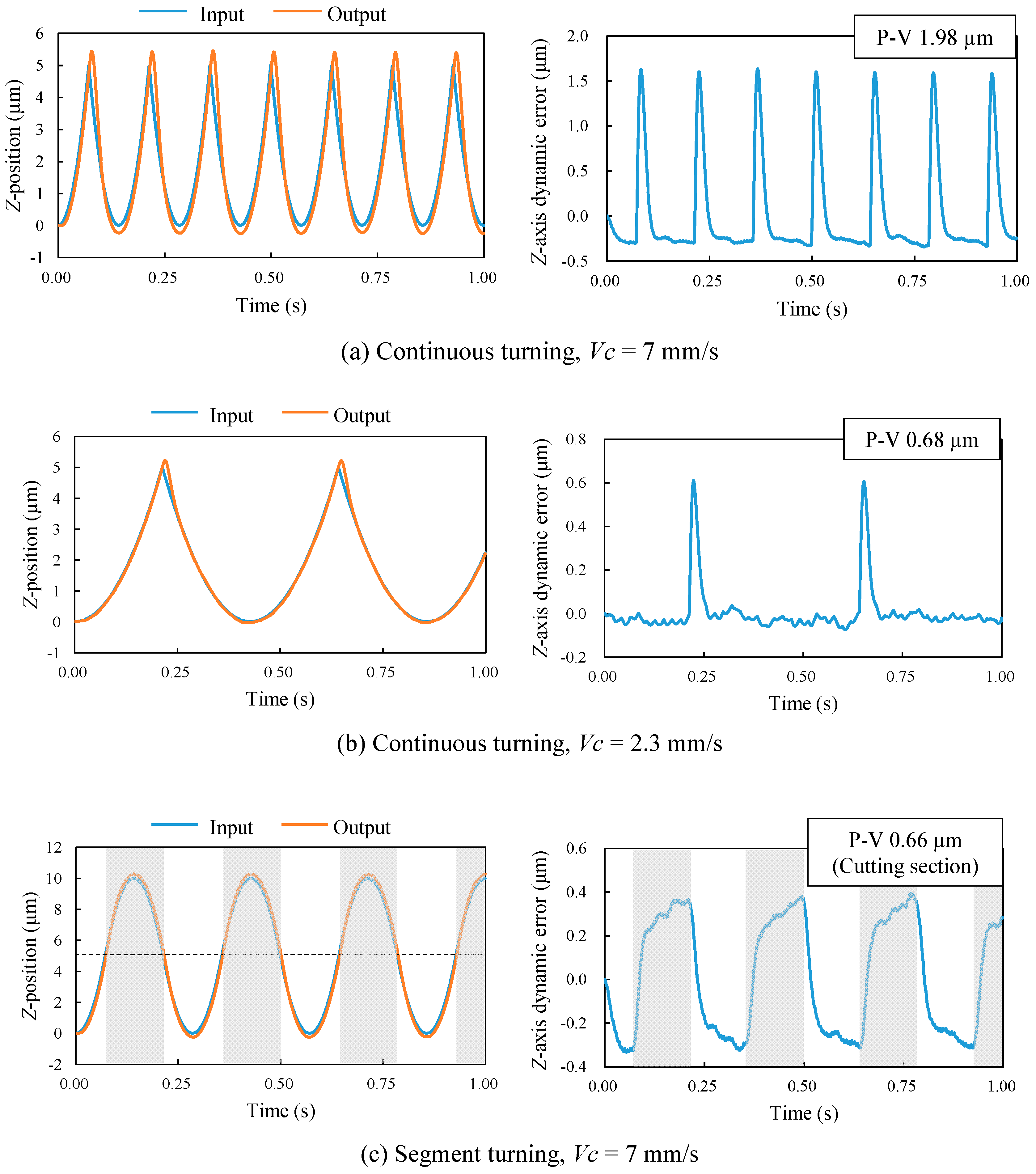
3.4. Measurement of Machine Tool Dynamic Error
3.5. Modelling of Machine Tool Dynamic Error
4. Fabrication of Hexagonal Microlens Array on Single-Crystal Silicon
4.1. Experimental Procedure
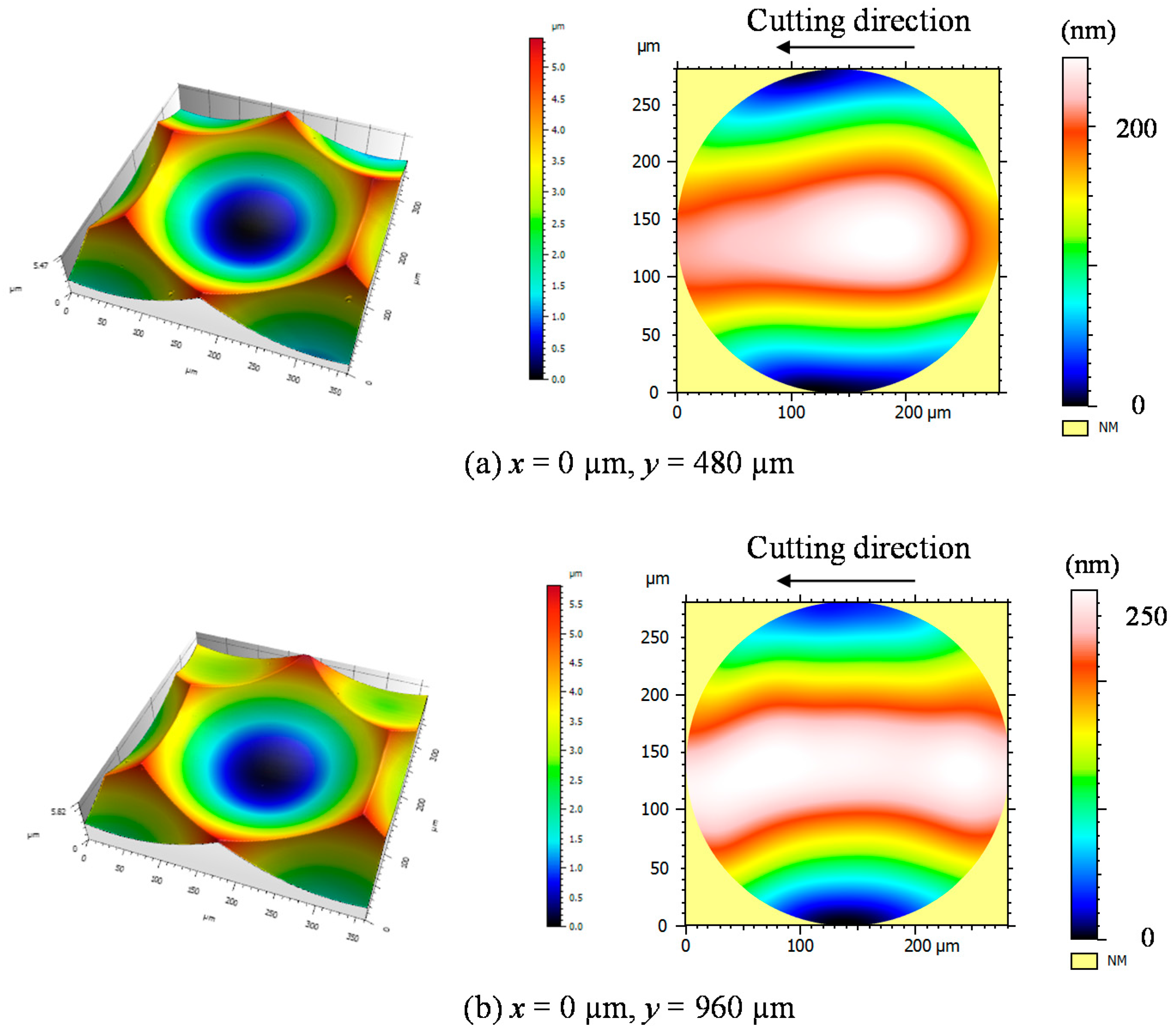
4.2. Lens form Accuracy
4.3. Evaluation of Subsurface Damage
4.4. Tool Observation
5. Conclusions
- (1)
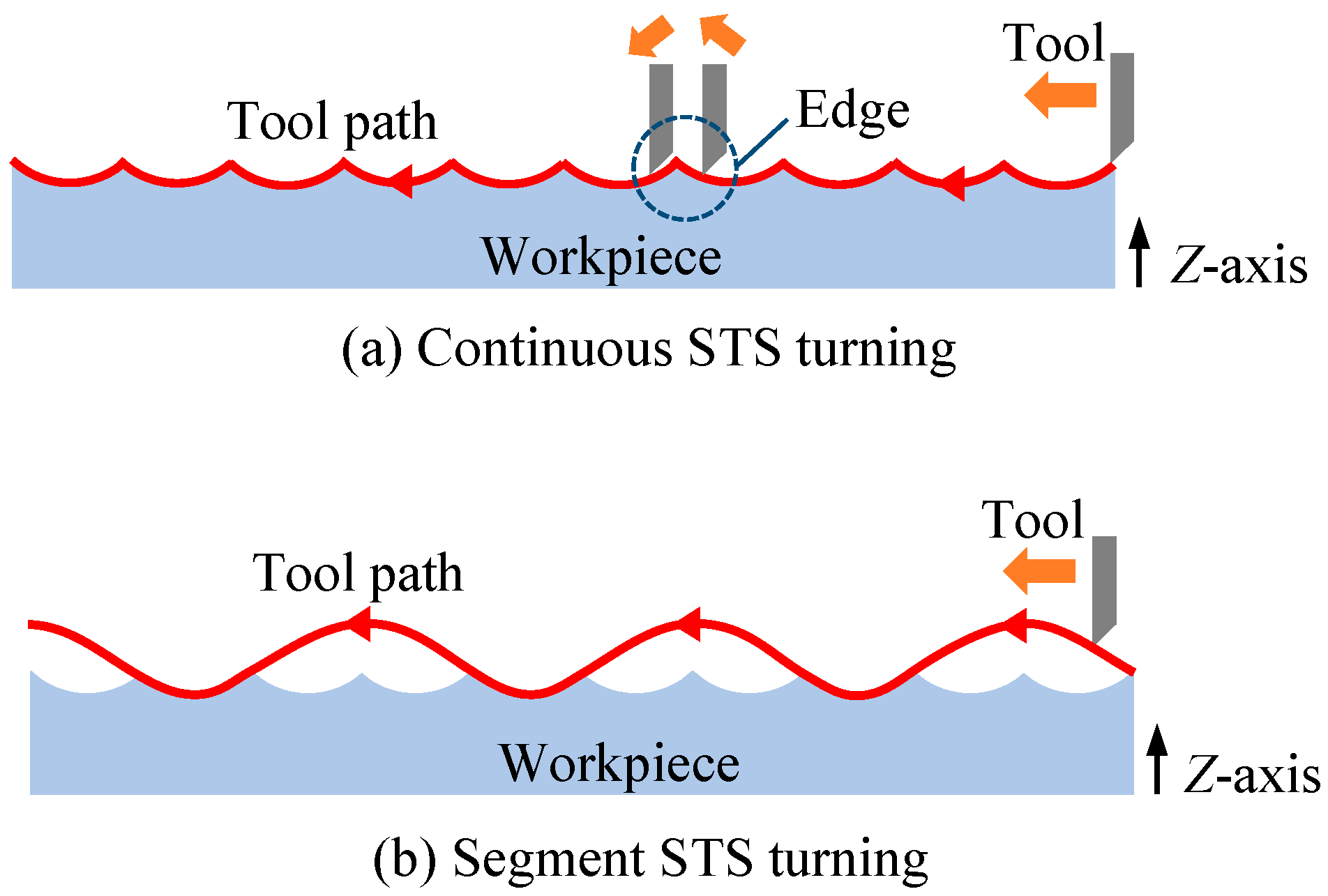
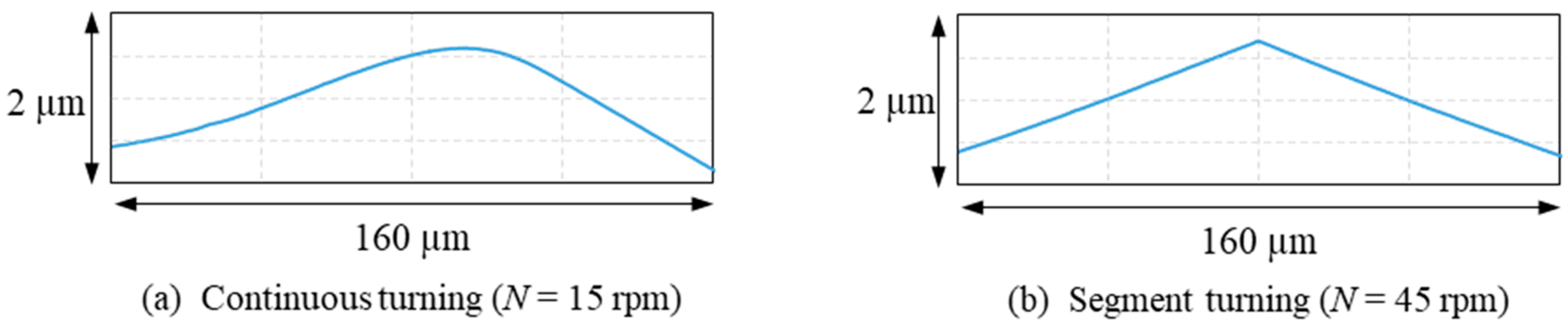
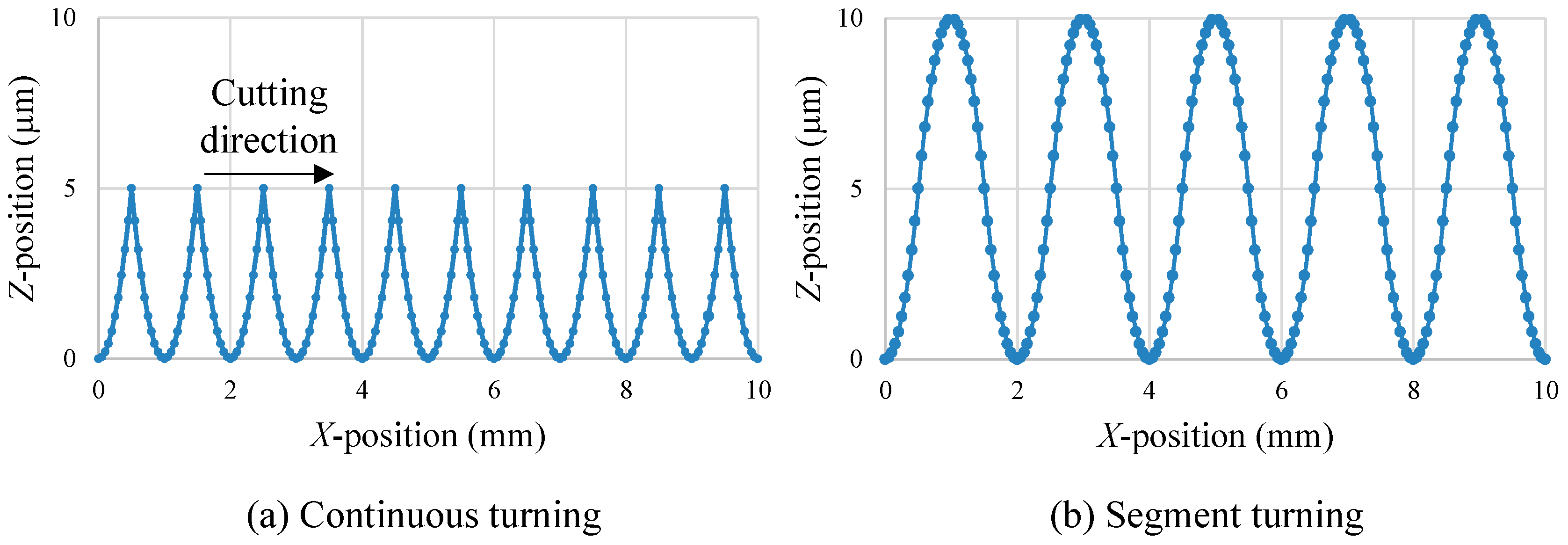
- Compared to continuous turning, the form error of the microlens array fabricated by segment turning was reduced to 24% at the same spindle rotation rate and 76% for the same machining time, respectively. The segment turning method reduced significantly the Z-axis acceleration at lenslet boundaries and in turn, eliminated the dynamic errors of the machine tool.
- (2)
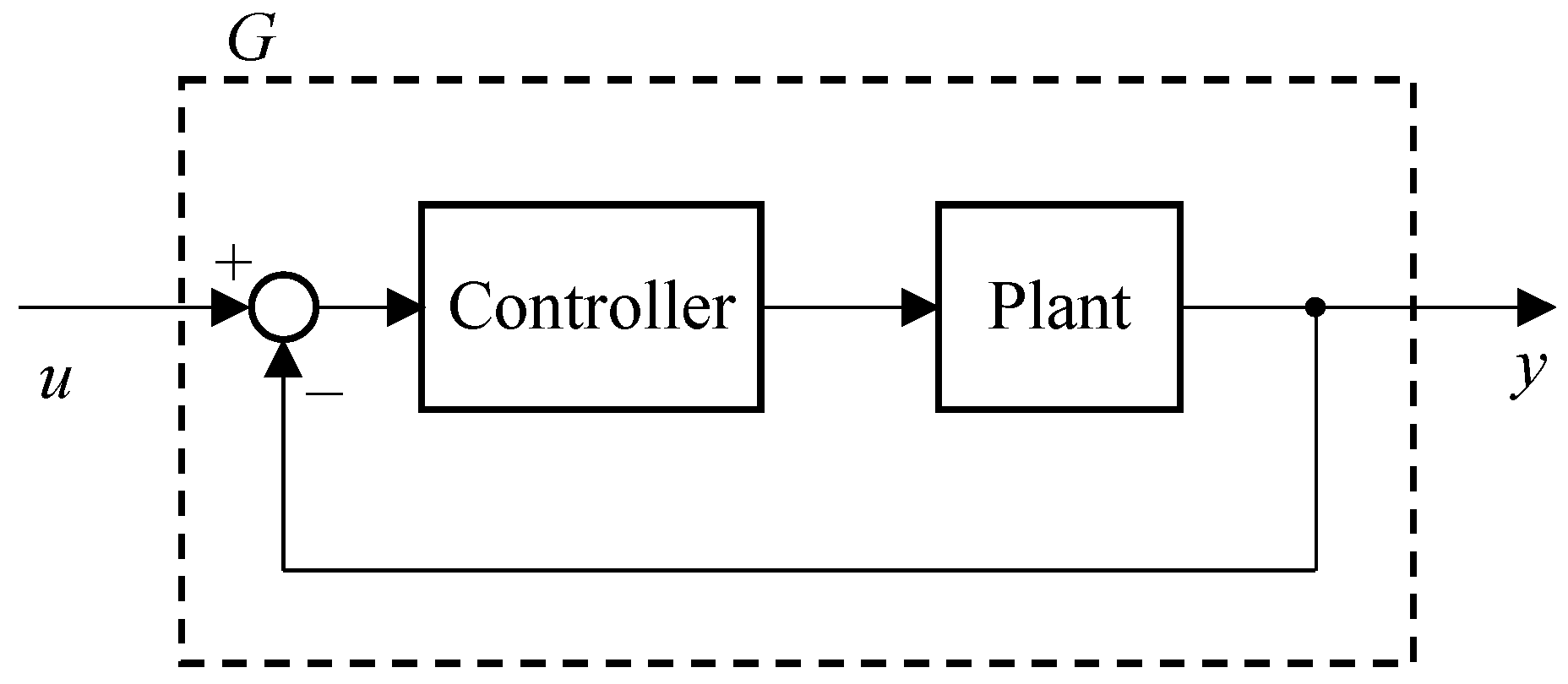
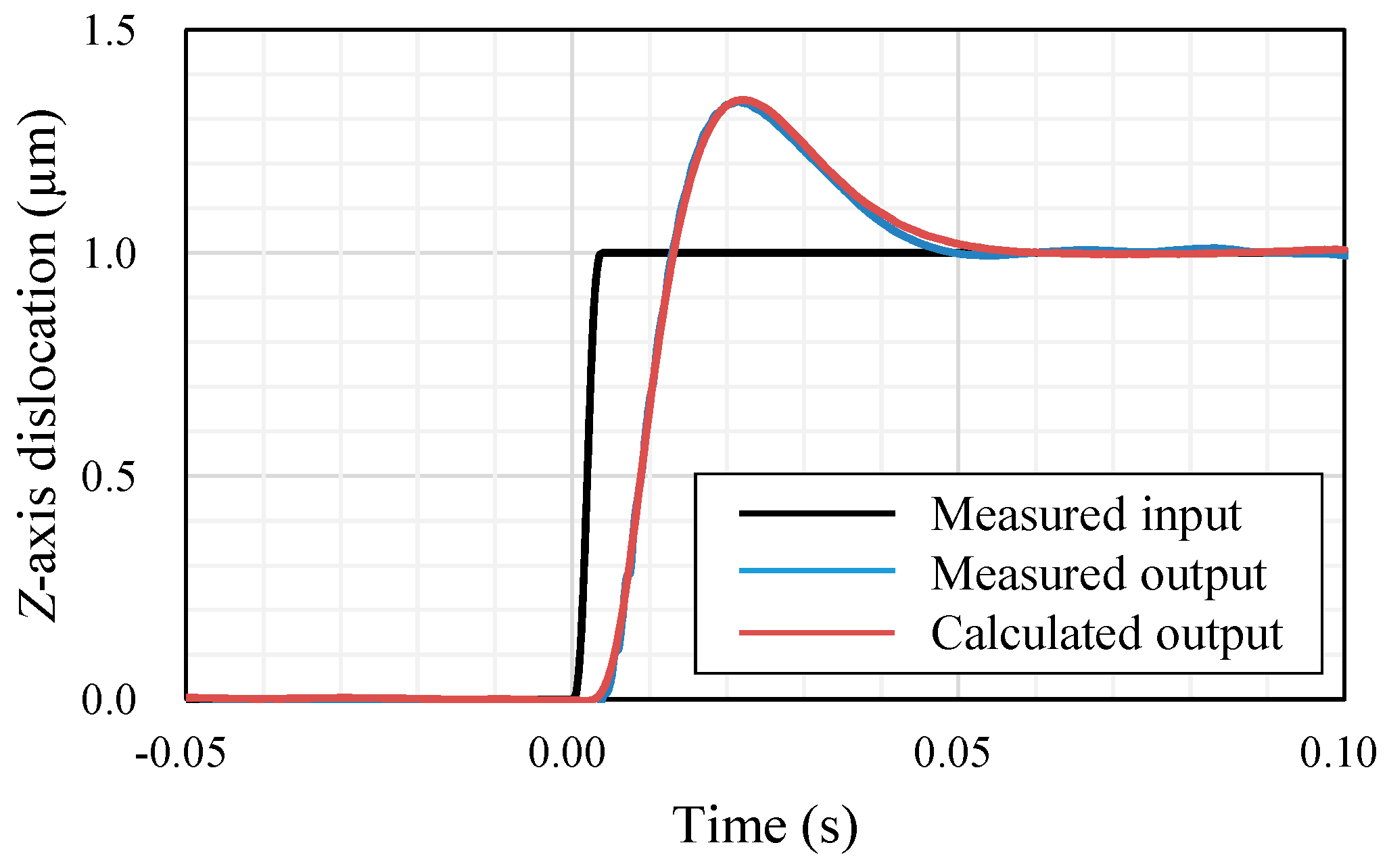
- A simplified STS control model was proposed for predicting tool paths and position errors due to machine table acceleration and was experimentally verified.
- (3)
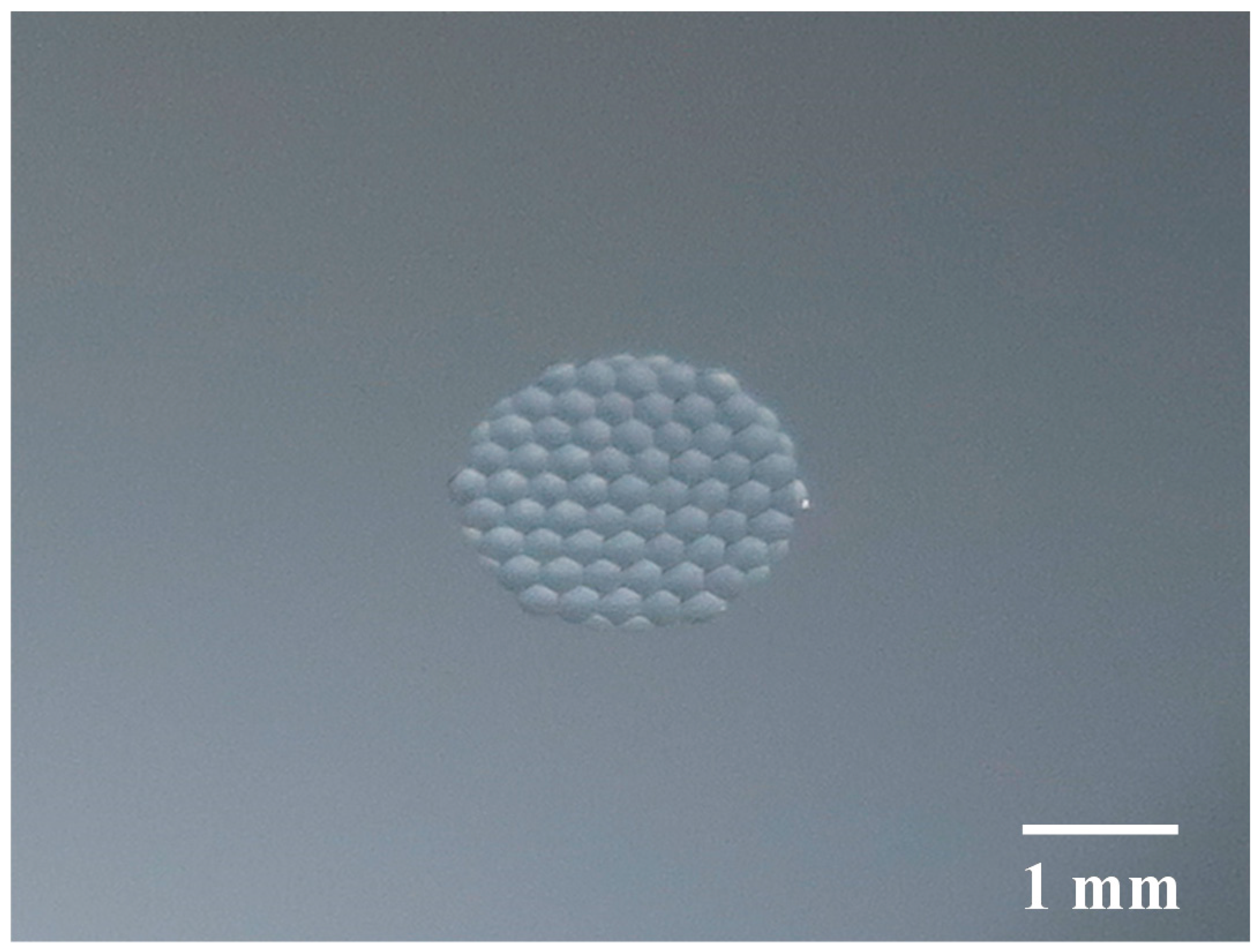
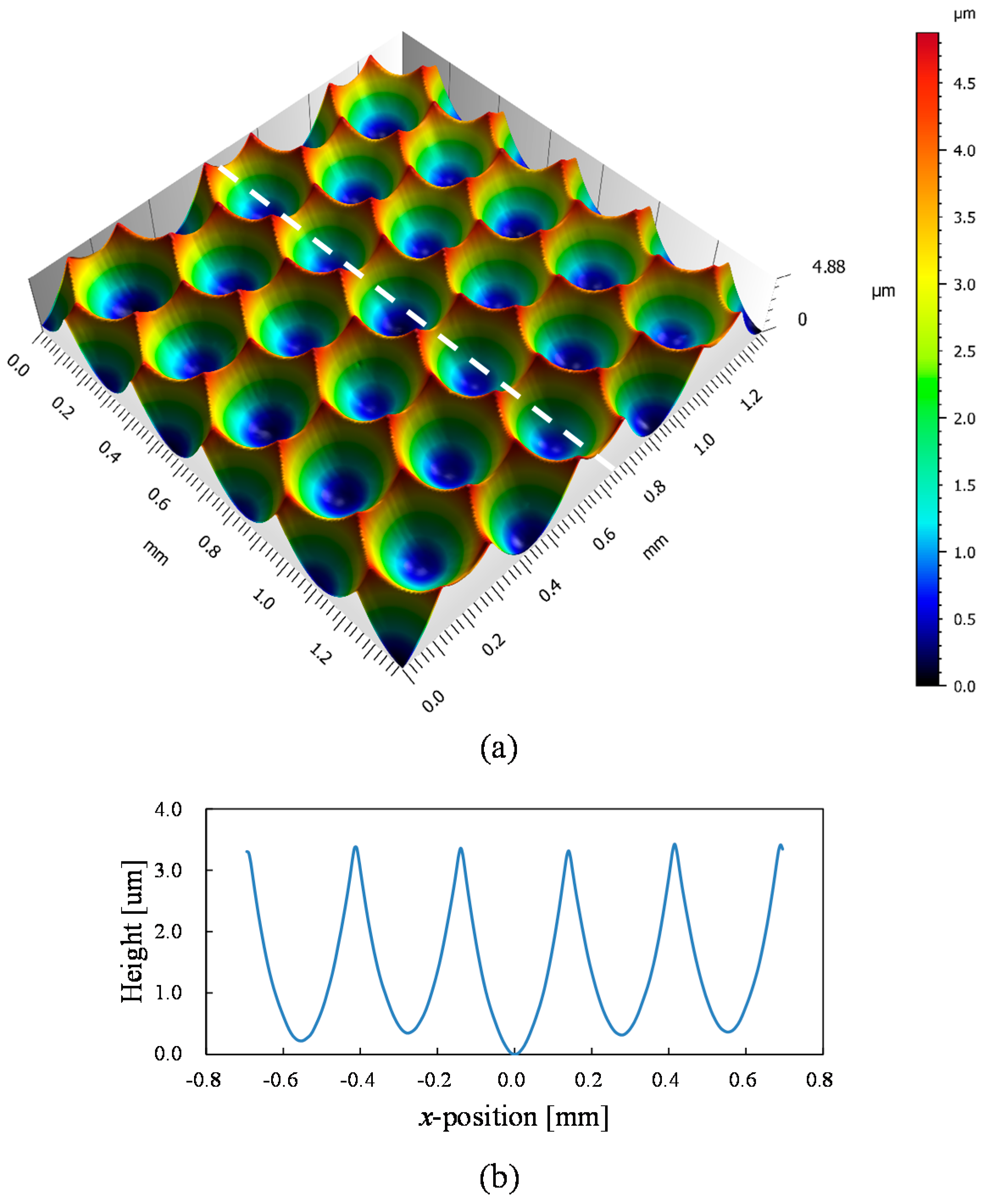
- Hexagonal silicon microlens arrays with a form error of ~300 nm P-V and surface roughness of ~5 nmSa were successfully fabricated.
- (4)
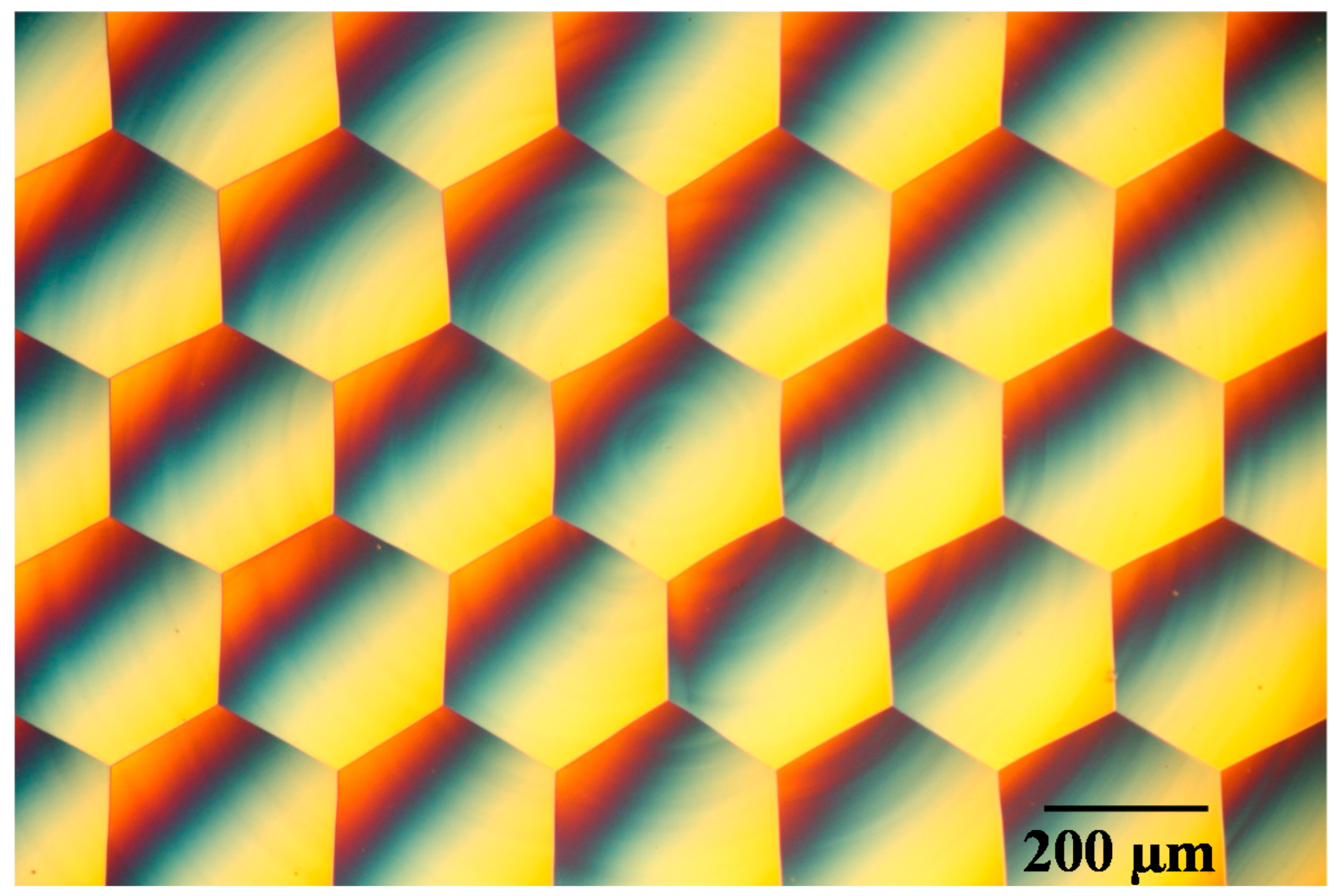
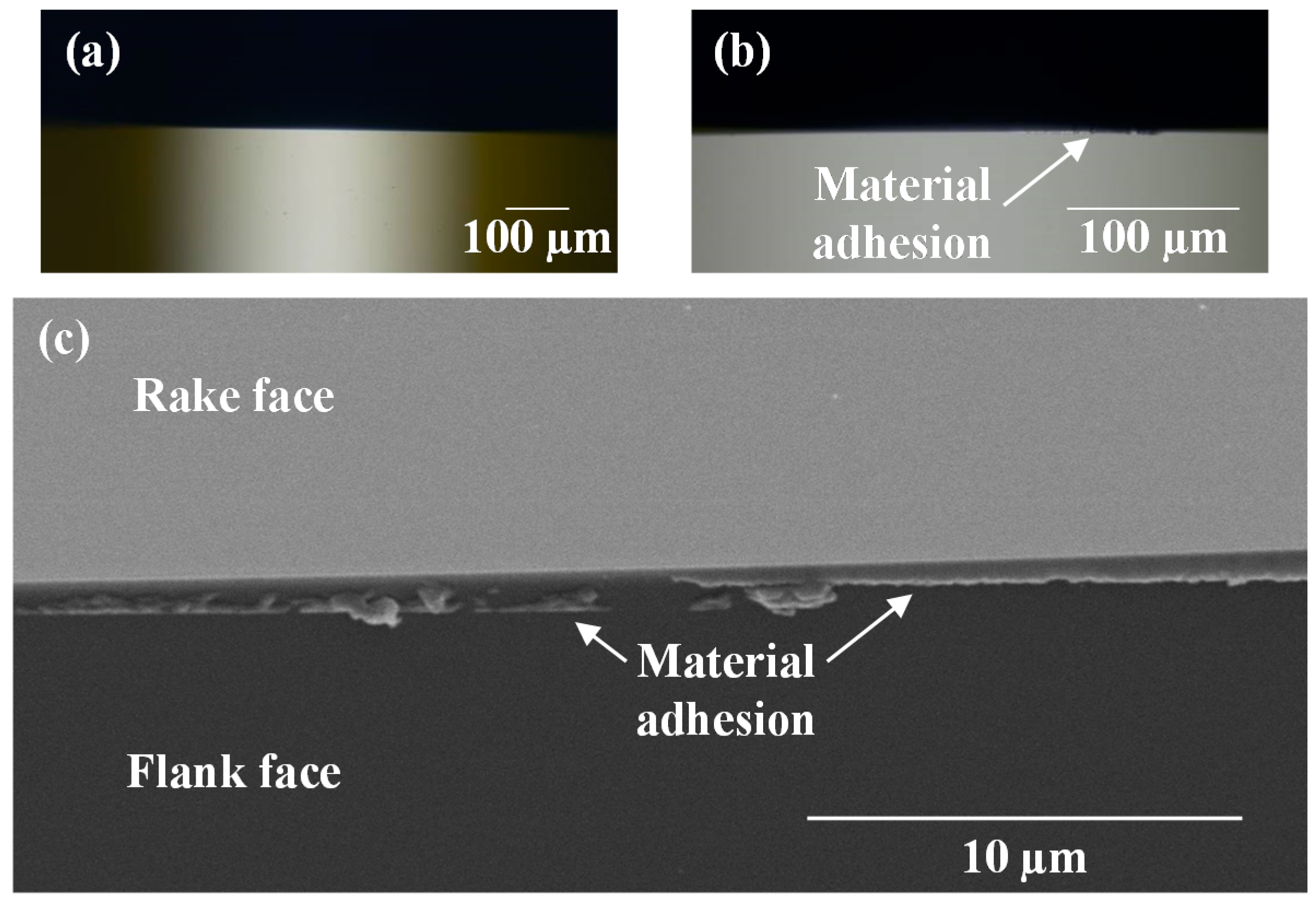
- Hexagonal silicon microlens arrays were machined in a completely ductile mode with sharp edges at the boundaries of lenslets.
- (5)
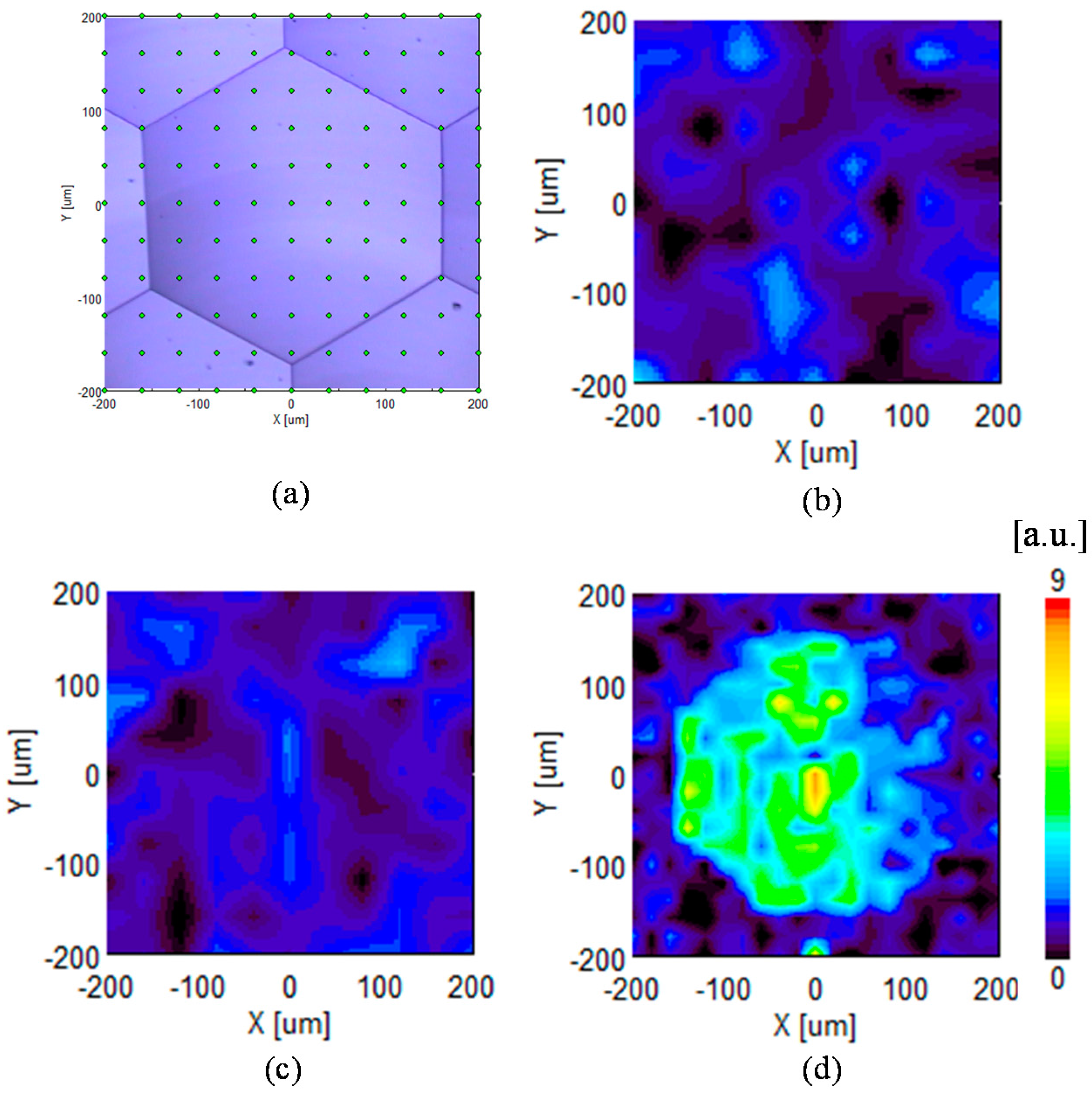
- Raman spectroscopy of the lenslet surfaces showed that machining-induced amorphization of silicon was reduced, indicating high surface integrity of the fabricated lenses.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Morishita, K.; Nakajima, K.; Fujii, T.; Shiinoki, M. Near-net shaping of single-crystal silicon for optical lens by one-shot pressing at temperature just below silicon melting point and its demonstration of optical properties. Appl. Phys. Express 2011, 4, 106501. [Google Scholar] [CrossRef]
- Kim, W.; Matsuhara, H.; Onaka, T.; Kataza, H.; Wada, T.; Uemizu, K.; Ueno, M.; Murakami, H.; Fujishiro, N.; Ishihara, D.; et al. Optical performance evaluation of Near InfraRed camera (NIR) on board ASTRO-F. Proc. SPIE 2005, 5904, 590418. [Google Scholar]
- Fletcher, D.A.; Crozier, K.B.; Quate, C.F.; Kino, G.S.; Goodson, K.E. Near-field infrared imaging with a microfabricated solid immersion lens. Appl. Phys. Lett. 2000, 77, 2109–2111. [Google Scholar] [CrossRef]
- Deng, Z.; Yang, Q.; Chen, F.; Meng, X.; Bian, H.; Yong, J.; Shan, C.; Hou, X. Fabrication of large-area concave microlens array on silicon by femtosecond laser micromachining. Opt. Lett. 2015, 40, 1928–1931. [Google Scholar] [CrossRef] [PubMed]
- Pan, A.; Gao, B.; Chen, T.; Si, J.; Li, C.; Chen, F.; Hou, X. Fabrication of concave spherical microlenses on silicon by femtosecond laser irradiation and mixed acid etching. Opt. Express 2014, 22, 15245–15250. [Google Scholar] [CrossRef] [PubMed]
- Nitta, T.; Naruse, M.; Sekimoto, Y.; Mitsui, K.; Okada, N.; Karatsu, K.; Sekine, M.; Matsuo, H.; Noguchi, T.; Uzawa, Y.; et al. Beam pattern measurement of millimeter-wave kinetic inductance detector camera with direct machined silicon lens array. IEEE Trans. THz Sci. Technol. 2013, 3, 56–62. [Google Scholar] [CrossRef]
- He, P.; Li, L.; Li, H.; Yu, J.; James Lee, L.; Yi, A.Y. Compression molding of glass freeform optics using diamond machined silicon mold. Manuf. Lett. 2014, 2, 17–20. [Google Scholar] [CrossRef]
- Albero, J.; Nieradko, L.; Gorecki, C.; Ottevaere, H.; Gomez, V.; Thienpont, H.; Pietarinen, J.; Päivänranta, B.; Passilly, N. Fabrication of spherical microlenses by a combination of isotropic wet etching of silicon and molding techniques. Opt. Express 2009, 17, 6283–6292. [Google Scholar] [CrossRef] [PubMed]
- Oliveira, O.G.; Lima Monteiro, D.W.; Costa, R.F.O. Optimized microlens-array geometry for Hartmann-Shack wavefront sensor. Opt. Laser Eng. 2014, 55, 155–161. [Google Scholar] [CrossRef]
- Ow, Y.S.; Breese, M.B.H.; Azimi, S. Fabrication of concave silicon micro-mirrors. Opt. Express 2010, 18, 14511–14518. [Google Scholar] [CrossRef] [PubMed]
- Weck, M.; Hennig, J.; Hilbing, R. Precision Cutting Processes for Manufacturing of Optical Components. Proc. SPIE 2001, 4440, 145–151. [Google Scholar]
- Chen, C.C.; Huang, C.Y.; Peng, W.J.; Cheng, Y.C.; Yu, Z.R.; Hsu, W.Y. Freeform surface machining error compensation method for ultra-precision slow tool servo diamond turning. Proc. SPIE 2013, 8838, 88380Y. [Google Scholar]
- Fang, F.Z.; Zhang, X.D.; Weckenmann, A.; Zhang, G.X.; Evans, C. Manufacturing and measurement of freeform optics. CIRP Ann. Manuf. Technol. 2013, 62, 823–846. [Google Scholar] [CrossRef]
- Davis, G.E.; Roblee, J.W.; Hedegs, A.R. Comparison of freeform manufacturing techniques in the production of monolithic lens arrays. Proc. SPIE 2009, 7426, 742605. [Google Scholar]
- Scheiding, S.; Yi, A.Y.; Gebhardt, A.; Loose, R.; Li, L.; Risse, S.; Eberhardt, R.; Tünnermann, A. Diamond milling or turning for the fabrication of micro lens arrays: Comparing different diamond machining technologies. Proc. SPIE 2011, 7927, 79270N. [Google Scholar]
- Mukaida, M.; Yan, J. Ductile machining of single-crystal silicon for microlens arrays by ultraprecision diamond turning using a slow tool servo. Int. J. Mach. Tools Manuf. 2017, 115, 2–14. [Google Scholar] [CrossRef]
- Chou, M.C.; Pan, C.T.; Shen, S.C.; Chen, M.F.; Lin, K.L.; Wu, S.T. A novel method to fabricate gapless hexagonal micro-lens array. Sens. Actuators A 2005, 118, 298–306. [Google Scholar] [CrossRef]
- Yu, D.P.; Hong, G.S.; Wong, Y.S. Profile error compensation in fast tool servo diamond turning of micro-structured surfaces. Int. J. Mach. Tools Manuf. 2012, 52, 13–23. [Google Scholar] [CrossRef]
- Fang, F.Z.; Zhang, X.D.; Hu, X.T. Cylindrical coordinate machining of optical freeform surfaces. Opt. Express 2008, 16, 7323–7329. [Google Scholar] [CrossRef] [PubMed]
- Yin, Z.Q.; Dai, Y.F.; Li, S.Y.; Guan, C.L.; Tie, G.P. Fabrication of off-axis aspheric surfaces using a slow tool servo. Int. J. Mach. Tools Manuf. 2011, 51, 404–410. [Google Scholar] [CrossRef]
- Chen, C.C.; Cheng, Y.C.; Hsu, W.Y.; Chou, H.Y.; Wang, P.J.; Tsai, D.P. Slow tool servo diamond turning of optical freeform surface for astigmatic contact lens. Proc. SPIE 2011, 8126, 821617. [Google Scholar]
- Yi, A.Y.; Li, L. Design and fabrication of a microlens array by use of a slow tool servo. Opt. Lett. 2005, 30, 1707–1709. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Fang, F.; Yu, L.H.; Jiang, L.; Guo, Y. Slow slide servo turning of compound eye lens. Opt. Eng. 2013, 52, 023401. [Google Scholar] [CrossRef]
- Yu, D.P.; Hong, G.S.; Wong, Y.S. Integral sliding mode control for fast tool servo diamond turning of micro-structured surfaces. Int. J. Autom. Technol. 2011, 5, 4–10. [Google Scholar] [CrossRef]
- Hjalmarsson, H. From experiment design to closed-loop control. Automatica 2005, 41, 393–438. [Google Scholar] [CrossRef]
- Yan, J.; Asami, T.; Harada, H.; Kuriyagawa, T. Fundamental investigation of subsurface damage in single crystalline silicon caused by diamond machining. Precis. Eng. 2009, 33, 378–386. [Google Scholar] [CrossRef]
- Yan, J. Laser micro-Raman spectroscopy of single-point diamond machined silicon substrates. Appl. Phys. 2004, 95, 2094–2101. [Google Scholar] [CrossRef]
- Yan, J.; Syoji, K.; Tamaki, J. Some observations on the wear of diamond tools in ultra-precision cutting of single-crystal silicon. Wear 2003, 712, 1380–1387. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Parameters | Values |
|---|---|
| Depth of cut Ap (μm) | 10 (roughing cut) |
| 2 (finishing cut) | |
| Spindle rotation rate N (rpm) | 15, 45 (continuous STS turning) |
| 45 (segment STS turning) | |
| Feed per revolution f (μm/rev) | 1 |
| Cutting speed Vc (mm/s) | 0~7.33 (N = 15) |
| 0~23.5 (N = 45) | |
| Cutting tool | |
| Tool material | Single-crystal diamond |
| Nose radius (mm) | 0.1 |
| Rake angle (°) | 0 |
| Relief angle (°) | 6 |
| Coolant | Oil mist |
| n (d = 4) | an | bn |
|---|---|---|
| 1 | −1.4590 | 0.0332 |
| 2 | −0.1072 | −0.0424 |
| 3 | 0.5700 | 0.0160 |
| 4 | 0.3923 | 0.0360 |
| 5 | −0.4839 | −0.0609 |
| 6 | −0.4312 | 0.0475 |
| 7 | 0.6291 | 0.0138 |
| 8 | 0.1703 | −0.0914 |
| 9 | −0.3175 | 0.0993 |
| 10 | 0.0401 | −0.0477 |
| Cutting Parameters | Values |
|---|---|
| Depth of cut Ap (μm) | 0~6 |
| Spindle rotation rate N (rpm) | 40 |
| Feed per revolution f (μm/rev) | 1 |
| Cutting speed Vc (mm/s) | 0~4.70 |
| Cutting tool | |
| Tool material | Single-crystal diamond |
| Nose radius (mm) | 1 |
| Rake angle (°) | −30 |
| Relief angle (°) | 36 |
| Coolant | Oil mist |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mukaida, M.; Yan, J. Fabrication of Hexagonal Microlens Arrays on Single-Crystal Silicon Using the Tool-Servo Driven Segment Turning Method. Micromachines 2017, 8, 323. https://doi.org/10.3390/mi8110323
Mukaida M, Yan J. Fabrication of Hexagonal Microlens Arrays on Single-Crystal Silicon Using the Tool-Servo Driven Segment Turning Method. Micromachines. 2017; 8(11):323. https://doi.org/10.3390/mi8110323
Chicago/Turabian StyleMukaida, Mao, and Jiwang Yan. 2017. "Fabrication of Hexagonal Microlens Arrays on Single-Crystal Silicon Using the Tool-Servo Driven Segment Turning Method" Micromachines 8, no. 11: 323. https://doi.org/10.3390/mi8110323
APA StyleMukaida, M., & Yan, J. (2017). Fabrication of Hexagonal Microlens Arrays on Single-Crystal Silicon Using the Tool-Servo Driven Segment Turning Method. Micromachines, 8(11), 323. https://doi.org/10.3390/mi8110323