Bonding Strength of a Glass Microfluidic Device Fabricated by Femtosecond Laser Micromachining and Direct Welding


Abstract
:1. Introduction
2. Materials and Methods
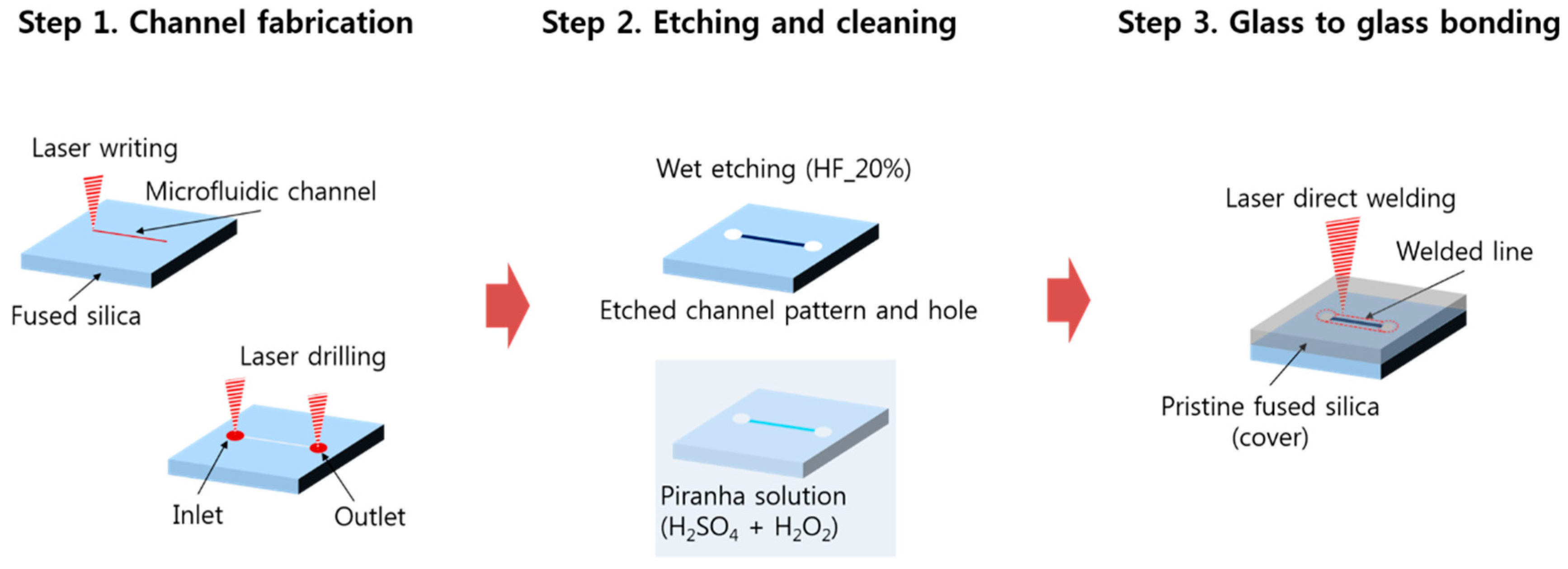
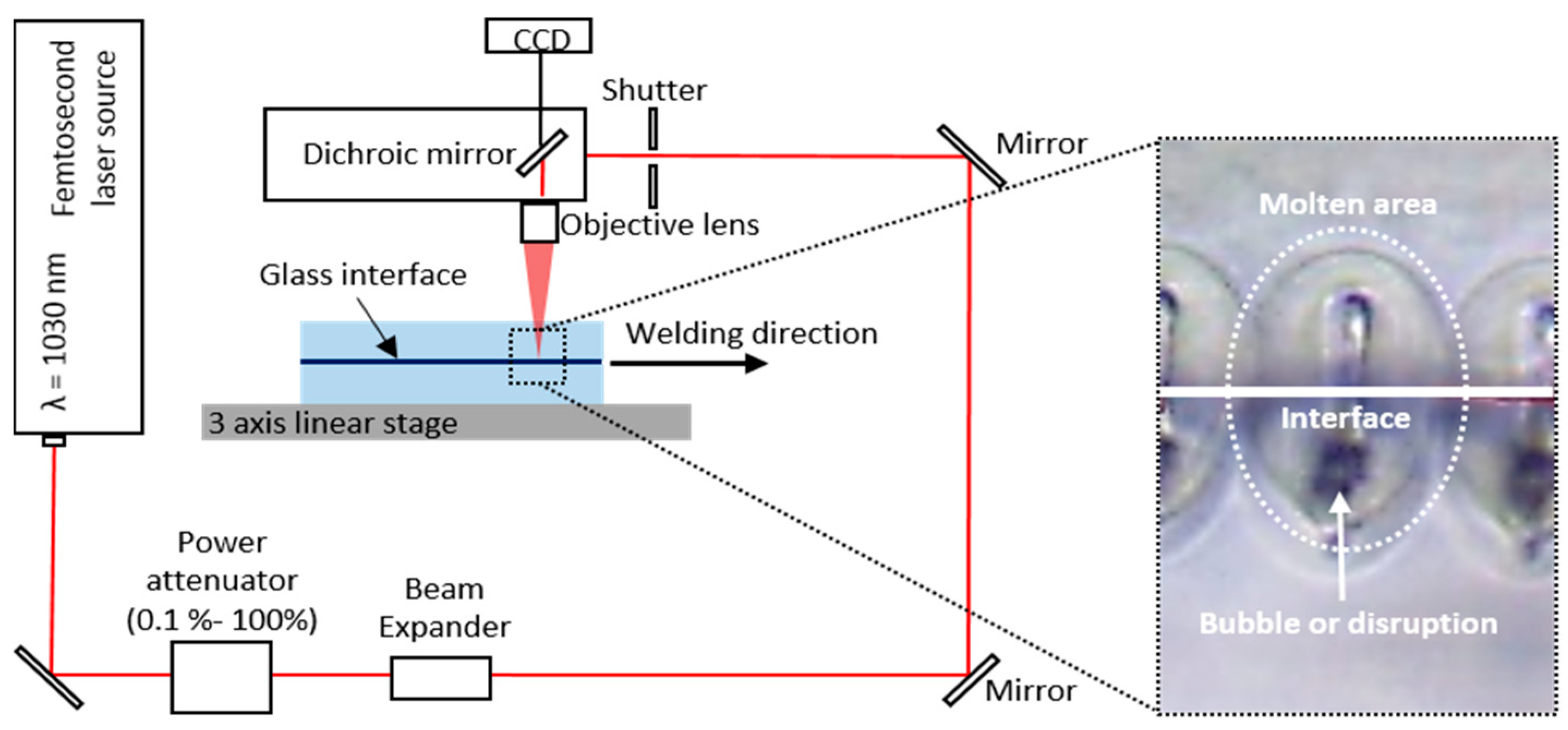
2.1. Fabrication Procedure
2.2. Characterization of the Fabricated Glass Microfluidic Device
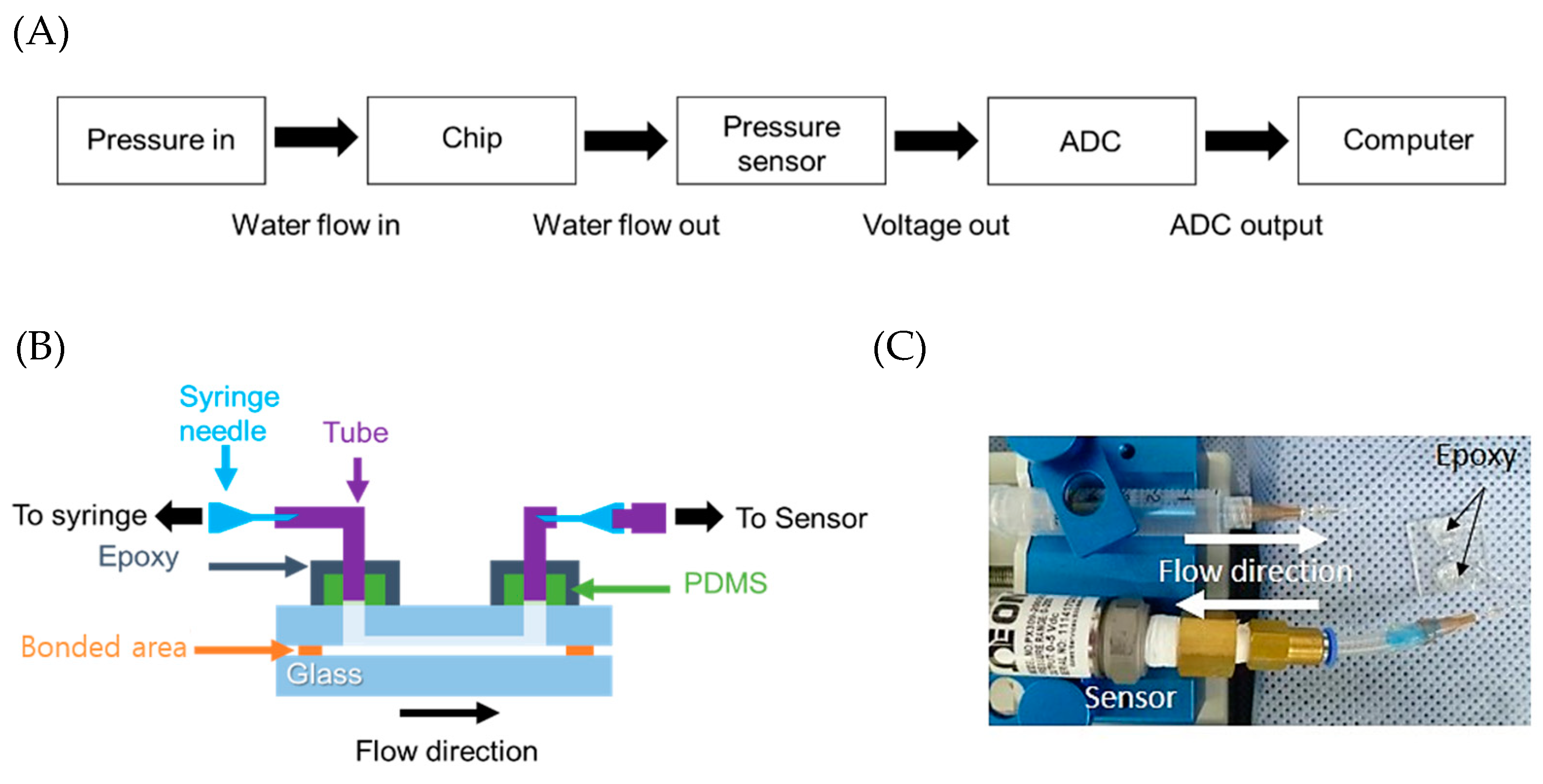
2.2.1. Measurement of Internal Pressure and Leakage Test
2.2.2. Droplet Generator Experiment
3. Results and Discussion
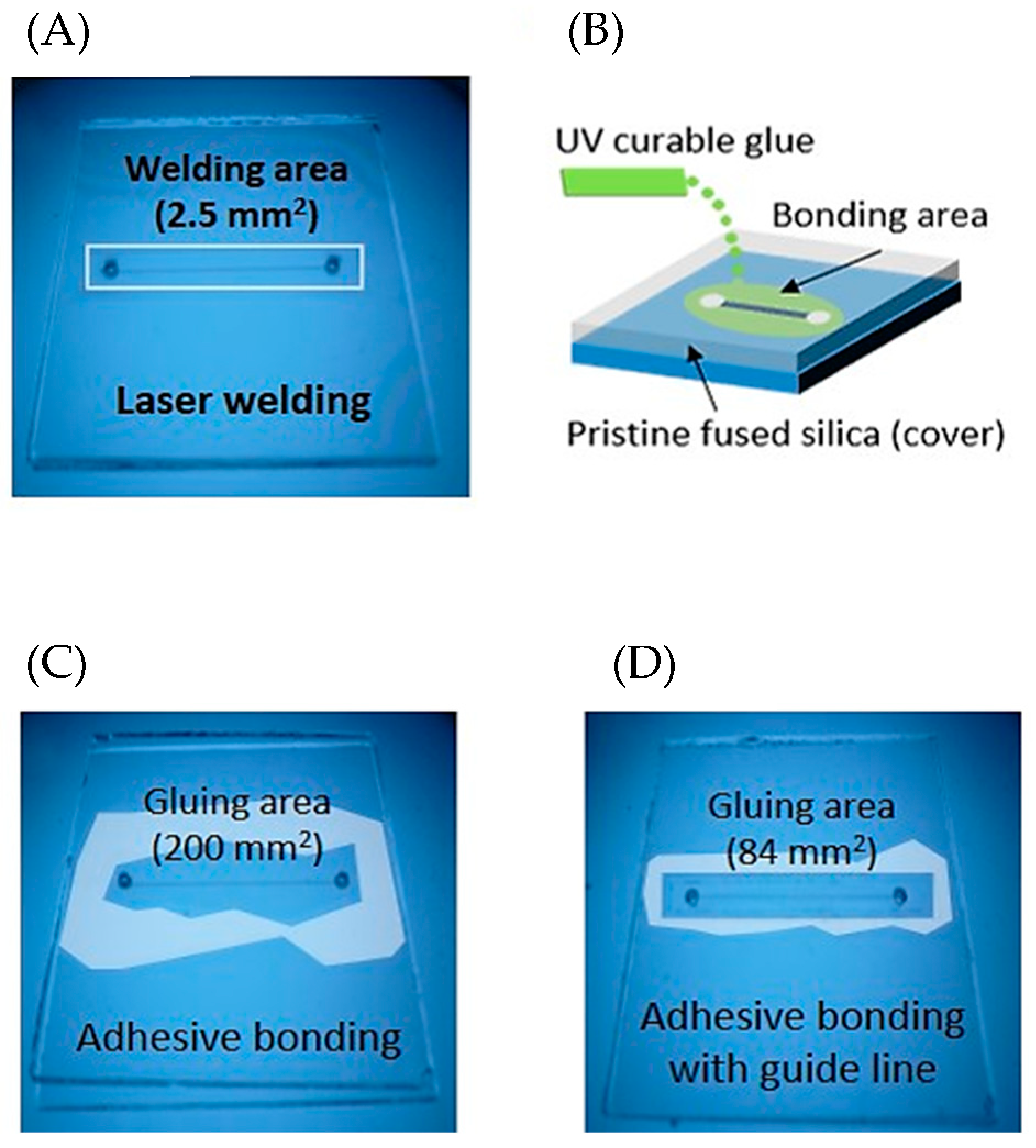
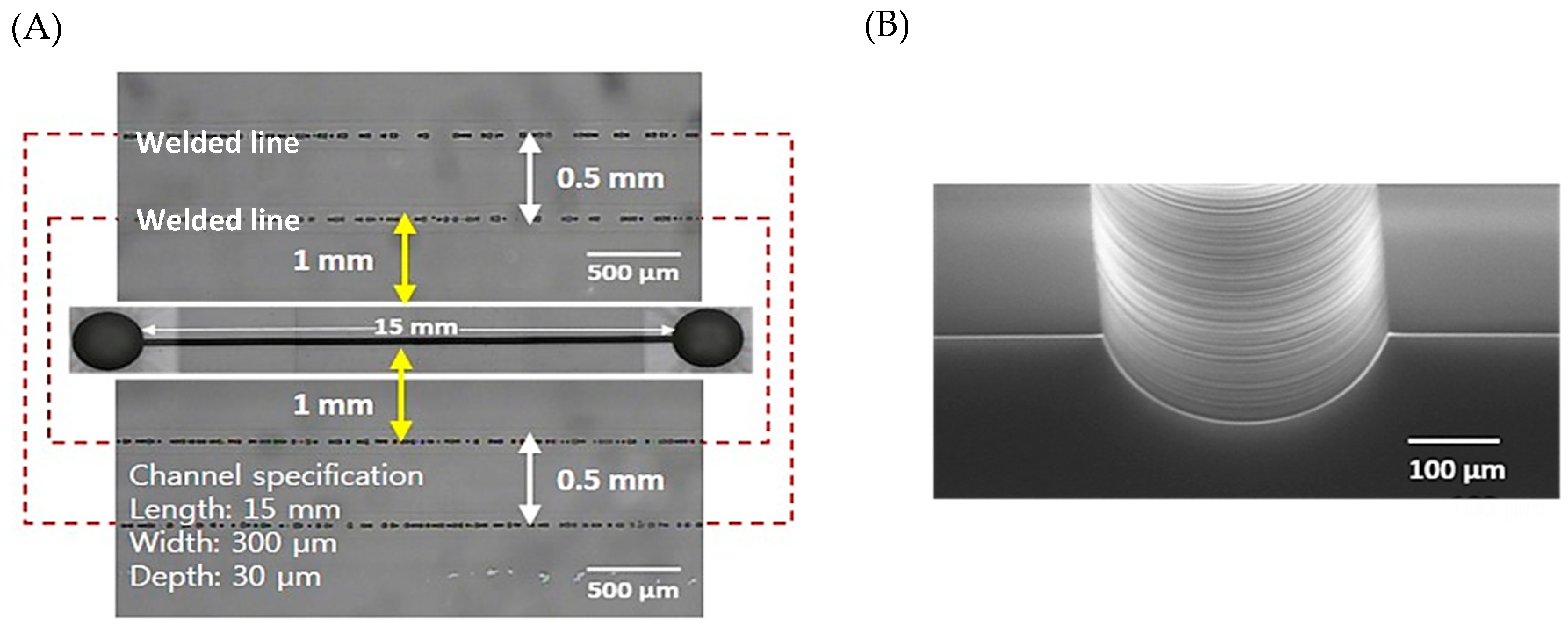
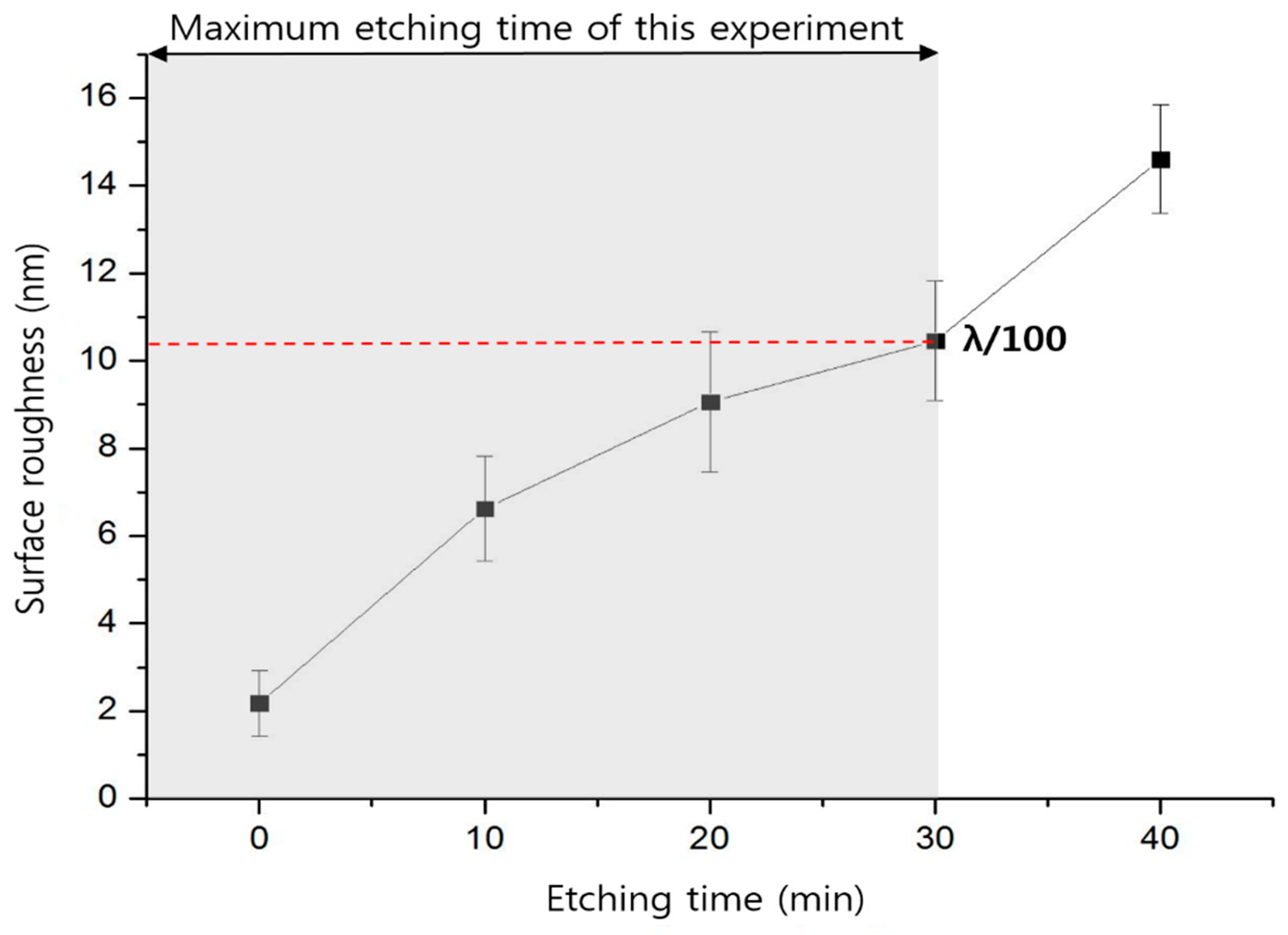
3.1. Fabrication of the Glass Microfluidic Device
3.2. Internal Pressure Measurement
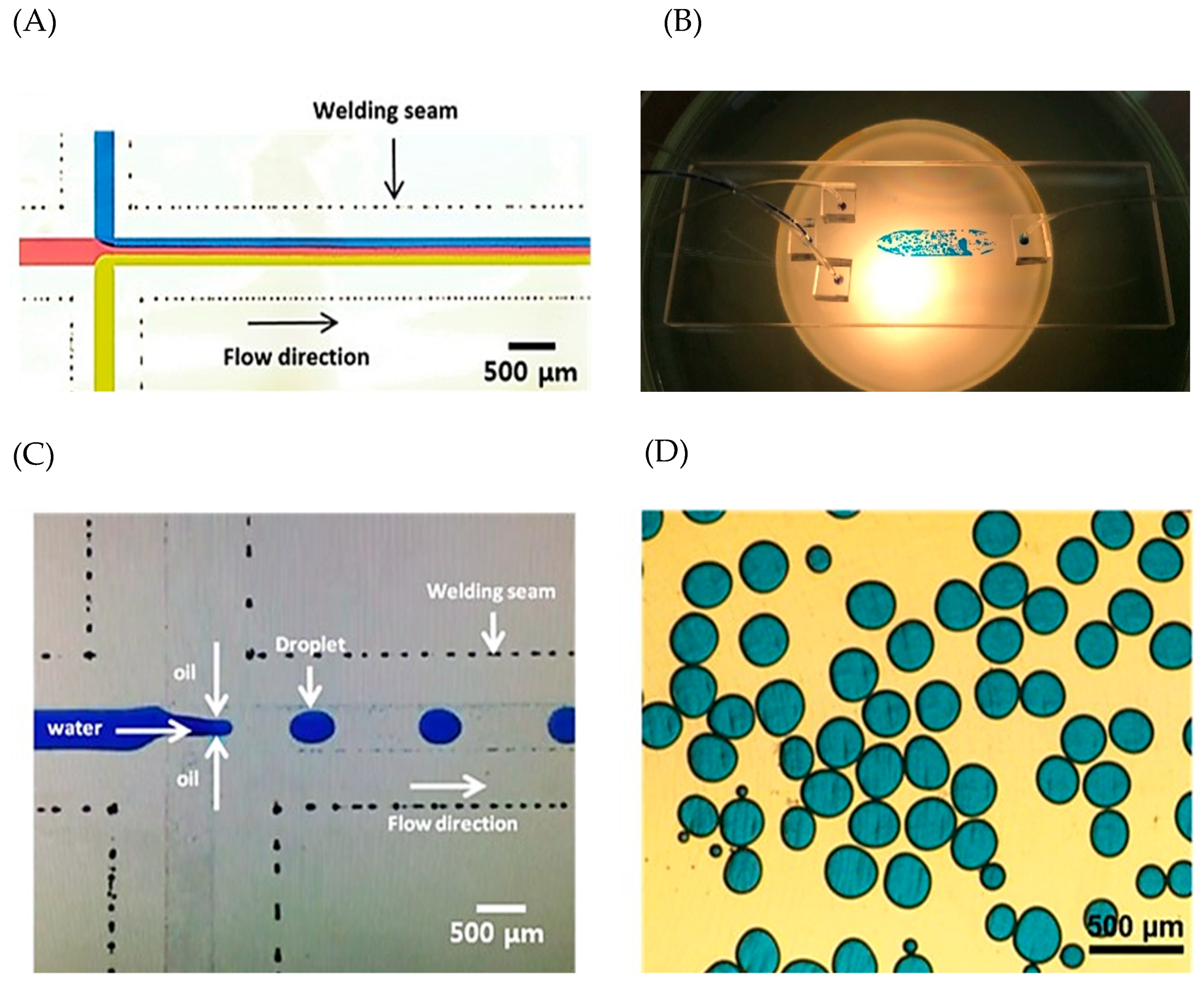
3.3. Liquid Leakage and Droplet Generator
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Chin, C.; Linder, V.; Sia, S. Lab-on-a-chip devices for global health: Past studies and future opportunities. Lab Chip 2007, 7, 41–57. [Google Scholar] [CrossRef] [PubMed]
- Yalikun, Y.; Hosokawa, Y.; Iino, T.; Tanaka, Y. An all-glass 12 μm ultra-thin and flexible microfluidic chip fabricated by femtosecond laser processing. Lab Chip 2016, 16, 2427–2433. [Google Scholar] [CrossRef] [PubMed]
- Jagannadh, V.; Mackenzie, M.; Pal, P.; Kar, A.K.; Gorthi, S.S. Imaging Flow Cytometry with Femtosecond Laser-Micromachined Glass Microfluidic Channels. IEEE J. Sel. Top. Quantum Electron. 2015, 21, 370–375. [Google Scholar] [CrossRef]
- Wang, T.; Chen, J.; Zhou, T.; Song, L. Fabrication microstructures on glass for microfluidic chips by glass molding process. Micromachines 2018, 9, 269. [Google Scholar] [CrossRef] [PubMed]
- Hulsenberg, D.; Harnisch, A.; Bismarck, A. Micro Structuring of Glass; Springer: Berlin, Germany, 2008; pp. 263–276. ISBN 978-3-540-49888-9. [Google Scholar]
- Wang, C.; Wang, Y.; Tian, Y.; Wang, C.; Suga, T. Room-temperature direct bonding of silicon and quartz glass wafers. Appl. Phys. Lett. 2017, 110, 221602. [Google Scholar] [CrossRef]
- Gong, Y.; Park, J.M.; Lim, J. An Interference-Assisted Thermal Bonding Method for the Fabrication of Thermoplastic Microfluidic Devices. Micromachines 2016, 7, 211. [Google Scholar] [CrossRef] [PubMed]
- Zimmermann, F.; Richter, S.; Döring, S.; Tünnermann, A.; Nolte, S. Ultrastable bonding of glass with femtosecond laser bursts. Appl. Opt. 2013, 52, 1149–1154. [Google Scholar] [CrossRef]
- Gattass, R.R.; Mazur, E. Femtosecond laser micromachining in transparent materials. Nat. Photonics 2008, 2, 219–2253. [Google Scholar] [CrossRef]
- Sugioka, K.; Cheng, Y. Ultrafast lasers—Reliable tools for advanced materials processing. Light Sci. Appl. 2014, 3, e149. [Google Scholar] [CrossRef]
- Tamaki, T.; Watanabe, W.; Nishii, J.; Itoh, K. Welding of transparent materials using femtosecond laser pulses. JJAP 2005, 44, 20–23. [Google Scholar] [CrossRef]
- Tamaki, T.; Watanabe, W.; Itoh, K. Laser micro-welding of transparent materials by a localized heat accumulation effect using a femtosecond fiber laser at 1558 nm. Opt. Express 2006, 14, 10460–10468. [Google Scholar] [CrossRef] [PubMed]
- Miyamoto, I.; Horn, A.; Gottmann, J.; Wortmann, D.; Yoshino, F.J. Novel fusion welding technology of glass using ultrashort pulse lasers. J. Laser Micro/Nanoeng. 2007, 2, 483–493. [Google Scholar] [CrossRef]
- Horn, A.; Mingareev, I.; Werth, A.; Kachel, M.; Brenk, U. Investigations on ultrafast welding of glass–glass and glass–silicon. Appl. Phys. A 2008, 93, 171–175. [Google Scholar] [CrossRef]
- Cvecek, K.; Miyamoto, I.; Strauss, J.; Wolf, M.; Frick, T.; Schmidt, M. Sample preparation method for glass welding by ultrashort laser pulses yields higher seam strength. Appl. Opt. 2011, 50, 1941–1944. [Google Scholar] [CrossRef] [PubMed]
- Okamoto, Y.; Miyamoto, I.; Cvecek, K.; Okada, A.; Takahashi, K.; Schmidt, M. Evaluation of molten zone in micro-welding of glass by picosecond pulsed laser. J. Laser Micro/Nanoeng. 2013, 8, 65–69. [Google Scholar] [CrossRef]
- Tan, H.; Duan, J.A. Welding of glasses in optical and partial-optical contact via focal position adjustment of femtosecond-laser pulses at moderately high repetition rate. Appl. Phys. B 2017, 123, 1–9. [Google Scholar] [CrossRef]
- Huang, H.; Yang, L.M.; Liu, J. Direct welding of fused silica with femtosecond fiber laser. Proc. SPIE 2012, 8244, 824403. [Google Scholar]
- Carvalho, R.R.; Reuvekamp, S.; Zuilhof, H.; Blom, M.T.; Vrouwe, E.X. Laser welding of pre-functionalized glass substrates: A fabrication and chemical stability study. J. Micromech. Microeng. 2018, 28, 015002. [Google Scholar] [CrossRef]
- Cvecek, K.; Odato, R.; Dehmel, S.; Miyamoto, I.; Schmidt, M. Gap bridging in joining of glass using ultra short laser pulses. Opt. Express 2015, 23, 5681–5693. [Google Scholar] [CrossRef]
- Schaffer, C.B.; García, J.F.; Mazur, E. Bulk heating of transparent materials using a high-repetition-rate femtosecond laser. Appl. Phys. A 2003, 76, 351–354. [Google Scholar] [CrossRef]
- Hélie, D.; Gouin, S.; Vallée, R. Assembling an endcap to optical fibers by femtosecond laser welding and milling. Opt. Mater. Express 2013, 3, 1742–1754. [Google Scholar] [CrossRef]
- Gstalter, M.; Chabrol, G.; Bahouka, A.; Serreau, L.; Heitz, J.-L.; Taupier, G.; Dorkenoo, K.-D.; Rehspringer, J.-L.; Lecler, S. Stress-induced birefringence control in femtosecond laser glass welding. Appl. Phys. A 2017, 123, 714. [Google Scholar] [CrossRef]
- Kim, S.I.; Kim, J.; Koo, C.; Joung, Y.; Choi, J. Rapid prototyping of 2D glass microfluidic devices based on femtosecond laser assisted selective etching process. Proc. SPIE 2018, 10522, 105221V. [Google Scholar]
- Yang, Q.; Tong, S.; Chen, F.; Deng, Z.; Bian, H.; Du, G.; Yong, J.; Hou, X. Lens-on-lens microstructures. Opt. Lett. 2015, 40, 5359–5362. [Google Scholar] [CrossRef] [PubMed]
- Gottmann, J.; Hermans, M.; Repiev, N.; Ortmann, J. Selective Laser-Induced Etching of 3D Precision Quartz Glass Components for Microfluidic Applications—Up-Scaling of Complexity and Speed. Micromachines 2017, 8, 10. [Google Scholar] [CrossRef]
- Sugioka, K.; Cheng, Y.; Midorikawa, K. Three-dimensional micromachining of glass using femtosecond laser for lab-on-a-chip device manufacture. Appl. Phys. A 2005, 81, 1–10. [Google Scholar] [CrossRef]
- Cheng, Y. Internal Laser Writing of High-Aspect-Ratio Microfluidic Structures in Silicate Glasses for Lab-on-a-chip Applications. Micromachines 2017, 8, 59. [Google Scholar] [CrossRef]
- Lord Rayleigh, F.R.S. A study of glass surfaces in optical contact. Proc. Soc. Lond. A 1936, 156, 326–349. [Google Scholar] [CrossRef] [Green Version]
- Richter, S.; Zimmermann, F.; Eberhardt, R.; Tünnermann, A.; Nolte, S. Toward laser welding of glasses without optical contacting. Appl. Phys. A 2015, 121, 1–9. [Google Scholar] [CrossRef]
- Bhattacharya, S.; Datta, A.; Berg, J.M.; Gangopadhyay, S. Studies on surface wettability of poly(dimethyl) siloxane (PDMS) and glass under oxygen-plasma treatment and correlation with bond strength. J. MEMS 2005, 14, 590–597. [Google Scholar] [CrossRef]
- Lin, C.H.; Lee, G.B.; Lin, Y.H.; Chang, G. A fast prototyping process for fabrication of microfluidic systems on soda-lime glass. J. Micromech. Microeng. 2001, 11, 726–732. [Google Scholar] [CrossRef]
- Weibe, D.B.; Whitesides, G.M. Applications of microfluidics in chemical biology. Curr. Opin. Chem. Biol. 2006, 10, 584–591. [Google Scholar] [CrossRef] [PubMed]
- Cvecek, K.; Miyamoto, I.; Schmidt, M. Gas bubble formation in fused silica generated by ultra-short laser pulses. Opt. Express 2014, 22, 5877–15893. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.; Carter, R.M.; Thomson, R.R.; Hand, D.P. Avoiding the requirement for pre-existing optical contact during picosecond laser glass-to-glass welding. Opt. Express 2015, 23, 18645–18657. [Google Scholar] [CrossRef] [PubMed]
- Eddings, M.A.; Johnson, M.A.; Gale, B.K. Determining the optimal PDMS–PDMS bonding technique for microfluidic devices. J. Micromech. Microeng. 2008, 18, 067001. [Google Scholar] [CrossRef]
- Kopparthy, V.L.; Crews, N.D. Microfab in a Microwave Oven: Simultaneous Patterning and Bonding of Glass Microfluidic Devices. J. MEMS 2018, 27, 434–439. [Google Scholar] [CrossRef]
- Howlader, M.M.R.; Suehara, S.; Suga, T. Room temperature wafer level glass/glass bonding. Sens. Actuators A Phys. 2006, 127, 31–36. [Google Scholar] [CrossRef]
- Akiyama, Y.; Morishima, K.; Kogi, A.; Kikutani, Y.; Tokeshi, M.; Kitamori, T. Rapid bonding of Pyrex glass microchips. Electrophoresis 2007, 28, 994–1001. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Bonding Method | Bonding Time (h) | Maximum Bonding Strength (MPa) | Test Method |
|---|---|---|---|---|
| PDMS–Glass [31] | Plasma | 0.5~2 | 0.51 | Pressure injection |
| PDMS–PDMS [36] | Plasma | 0.5~2 | 0.55 | Pressure injection |
| Glass–Glass [37] | Microwave oven | 1 | >1 (assume: 1 to 30) | Pressure injection |
| Glass–Glass [38] | Anodic | 24 | 29.7 | Tensile test |
| Glass–Glass [39] | Pyrex | 1.3 | 2.5 | Tensile test |
| Glass–Glass | UV adhesive | 0.5 | 1.1 | Pressure injection |
| Glass–Glass | Laser welding (this work) | <0.08 (5 min) | >1.4 | Pressure injection |
| 7.5 | Tensile test |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, S.; Kim, J.; Joung, Y.-H.; Choi, J.; Koo, C. Bonding Strength of a Glass Microfluidic Device Fabricated by Femtosecond Laser Micromachining and Direct Welding. Micromachines 2018, 9, 639. https://doi.org/10.3390/mi9120639
Kim S, Kim J, Joung Y-H, Choi J, Koo C. Bonding Strength of a Glass Microfluidic Device Fabricated by Femtosecond Laser Micromachining and Direct Welding. Micromachines. 2018; 9(12):639. https://doi.org/10.3390/mi9120639
Chicago/Turabian StyleKim, Sungil, Jeongtae Kim, Yeun-Ho Joung, Jiyeon Choi, and Chiwan Koo. 2018. "Bonding Strength of a Glass Microfluidic Device Fabricated by Femtosecond Laser Micromachining and Direct Welding" Micromachines 9, no. 12: 639. https://doi.org/10.3390/mi9120639
APA StyleKim, S., Kim, J., Joung, Y. -H., Choi, J., & Koo, C. (2018). Bonding Strength of a Glass Microfluidic Device Fabricated by Femtosecond Laser Micromachining and Direct Welding. Micromachines, 9(12), 639. https://doi.org/10.3390/mi9120639