Experimental Investigation on Ductile Mode Micro-Milling of ZrO2 Ceramics with Diamond-Coated End Mills




Abstract
:1. Introduction
1.1. Background
1.2. Ductile Mode Micro-Milling
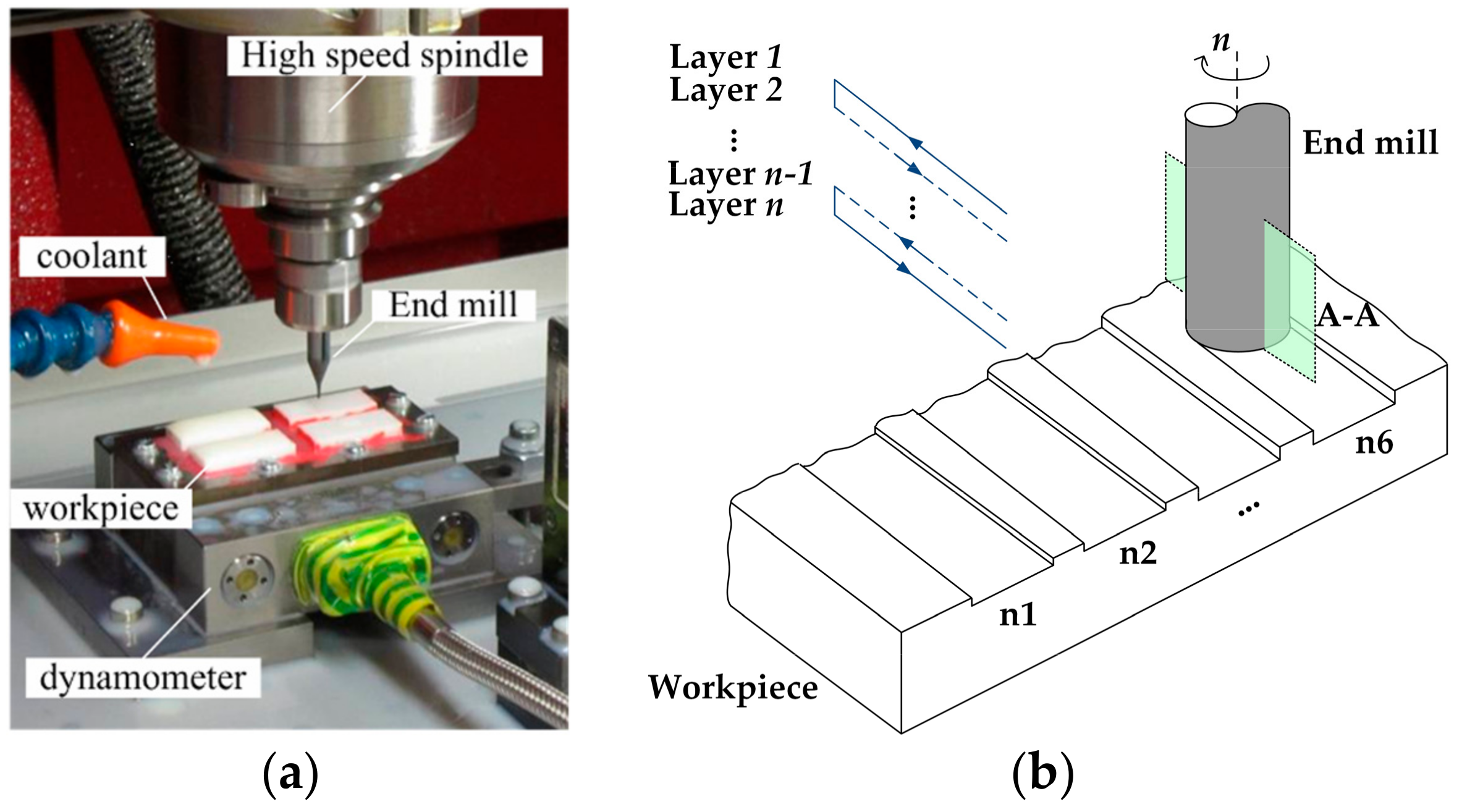
2. Experimental Set-Up
2.1. Work Piece Material
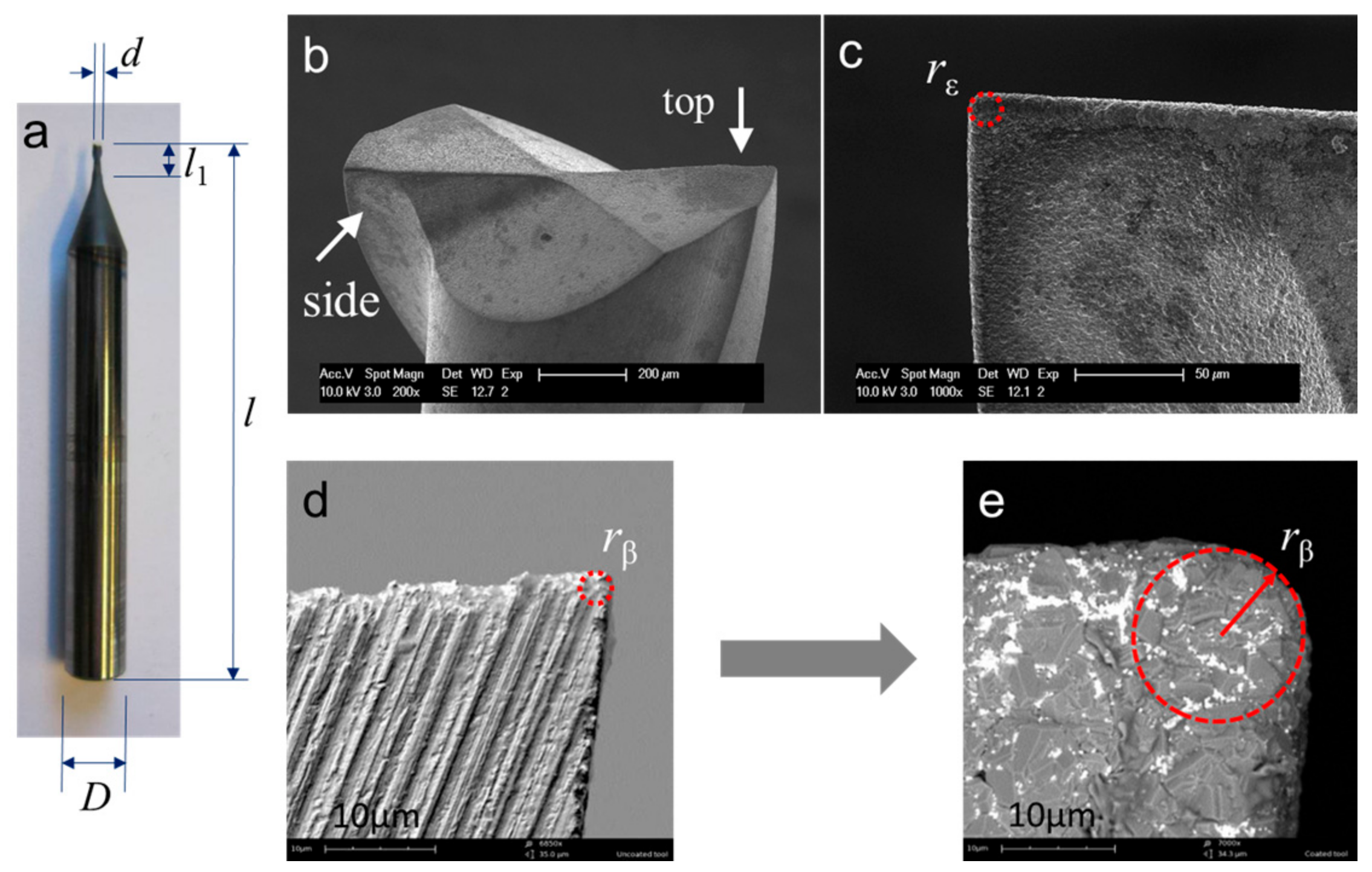
2.2. Machine Tool and Micro End Mills
2.3. Experimental Conditions and Procedures
3. Results and Discussion
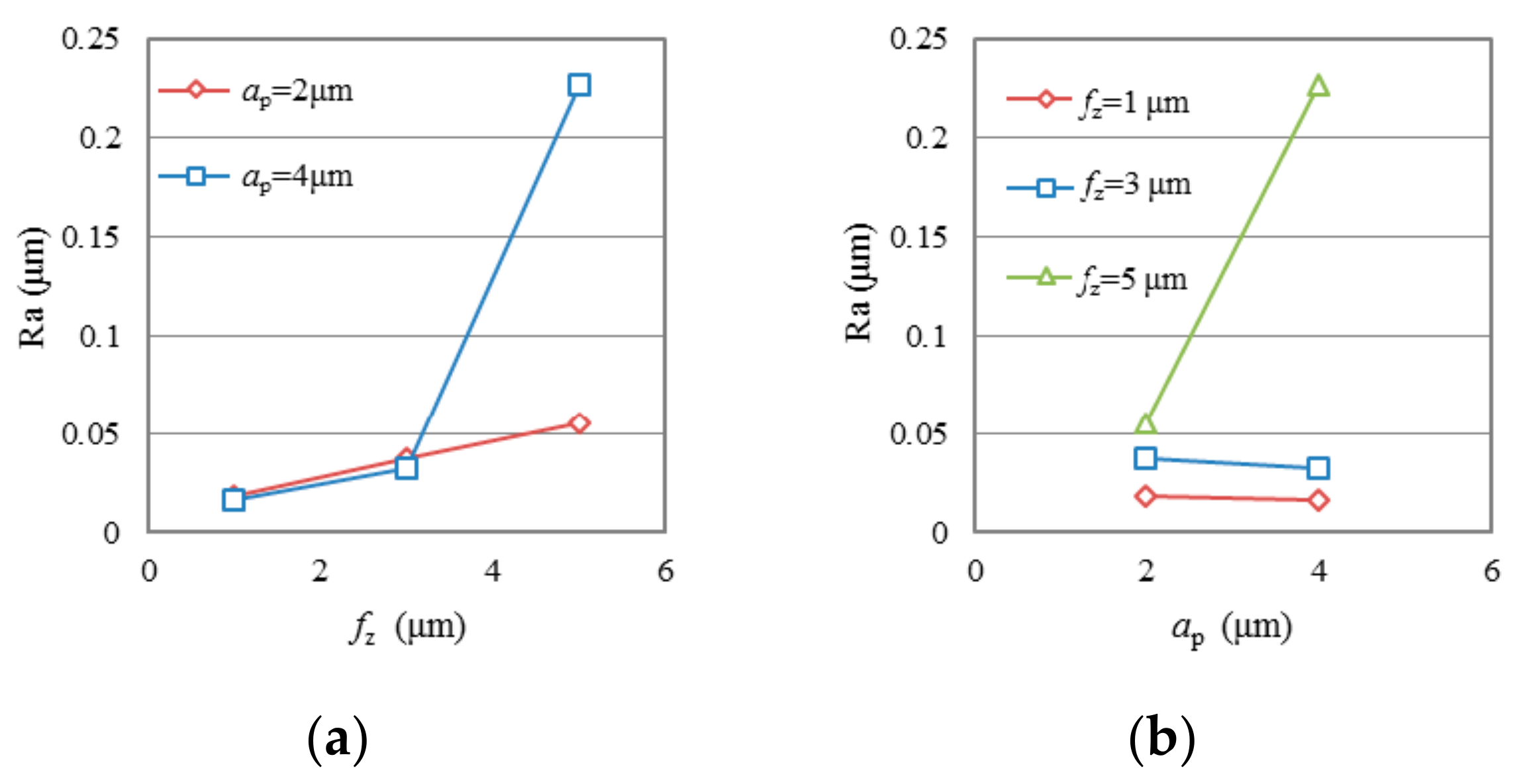
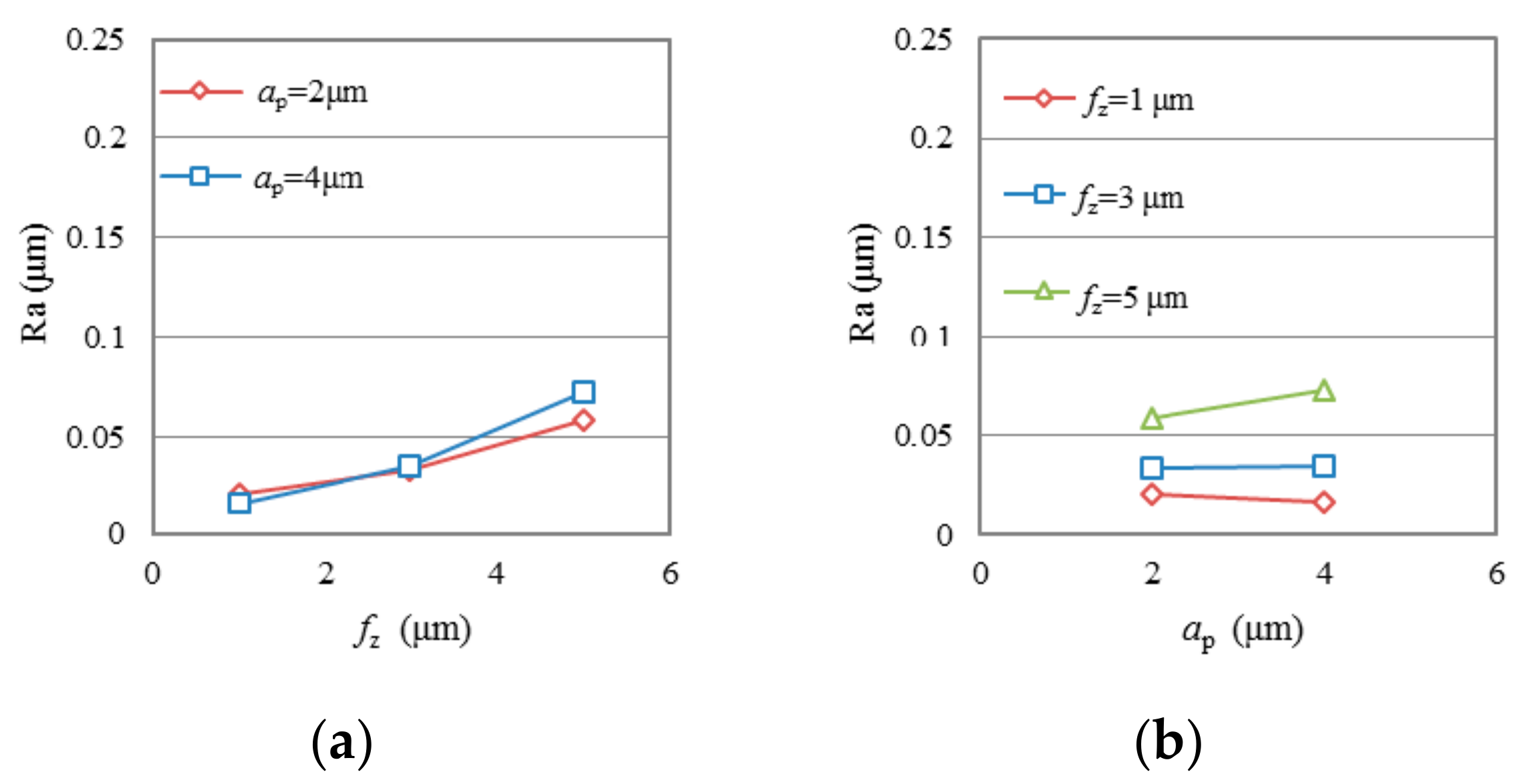
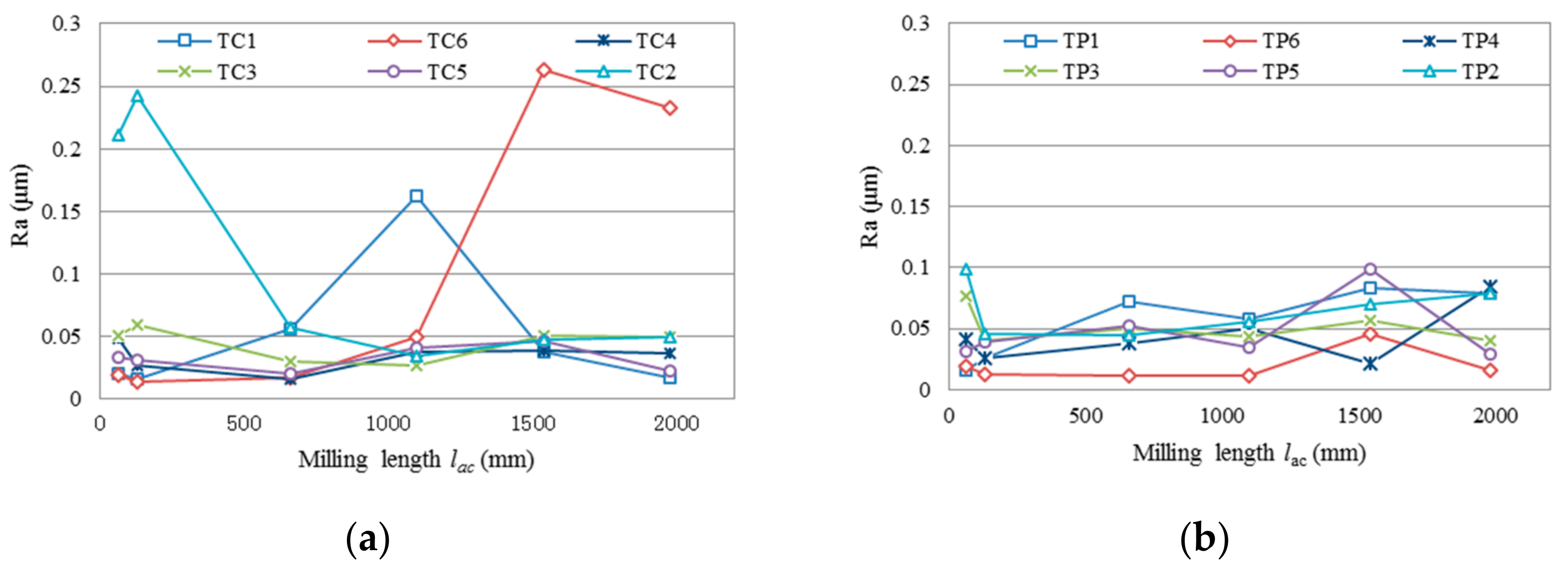
3.1. Surface Roughness
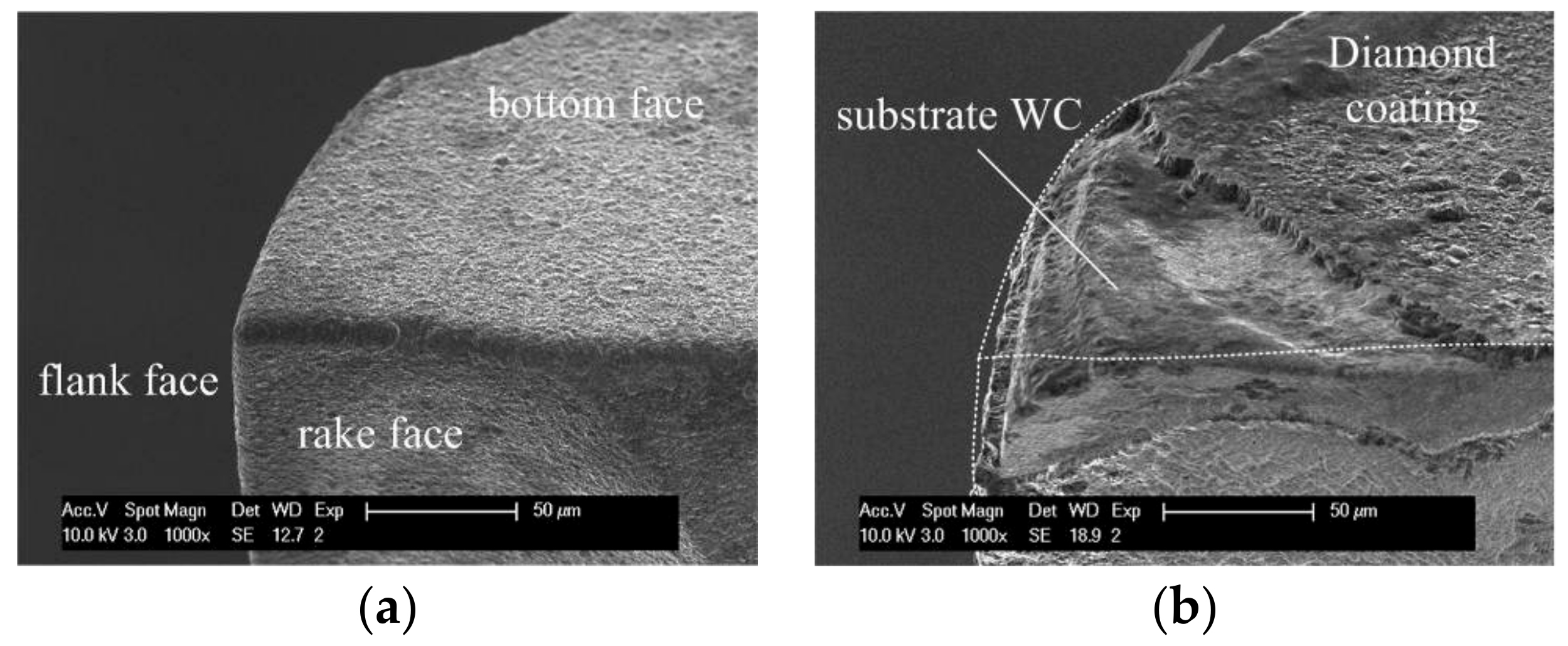
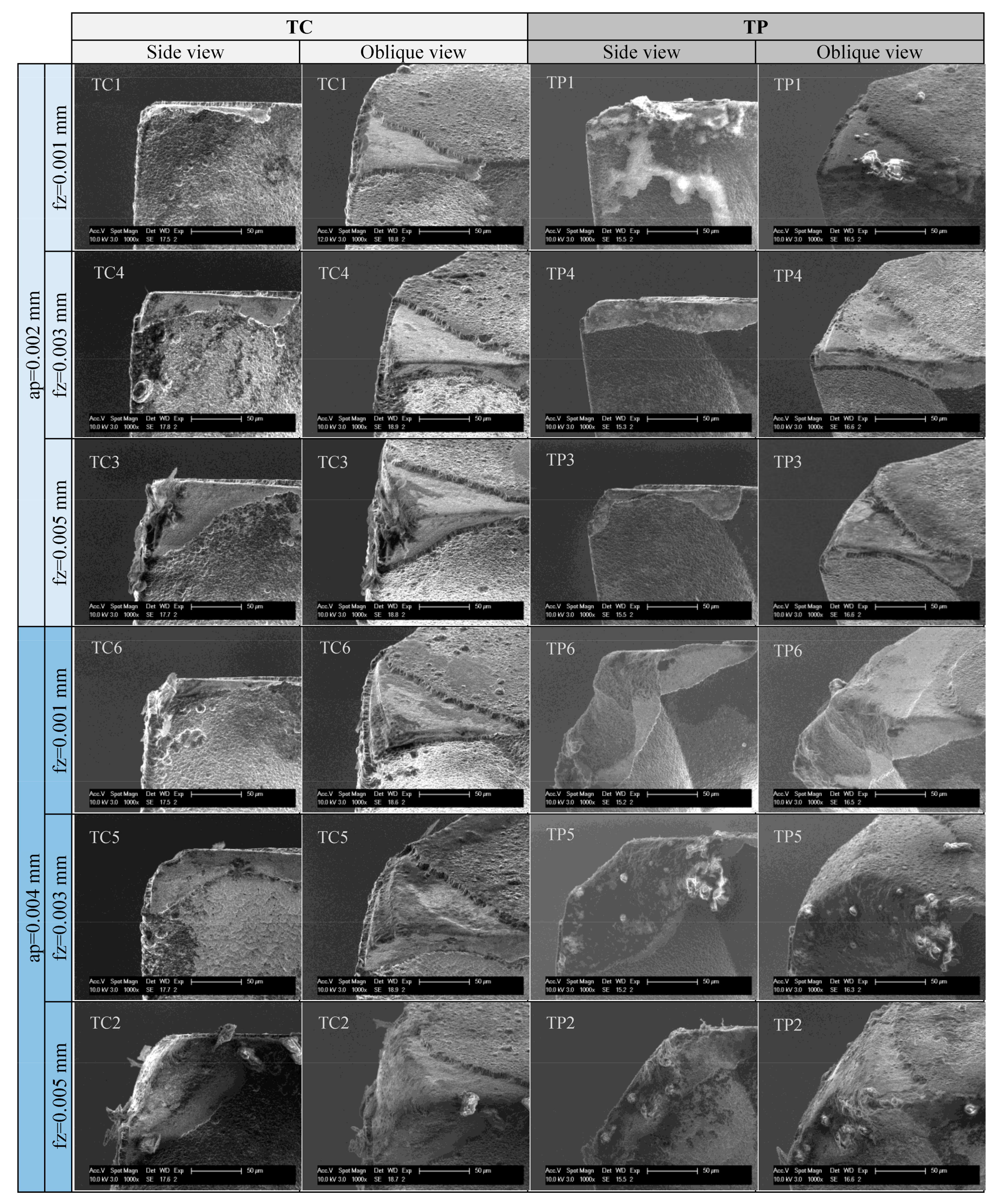
3.2. Tool Wear
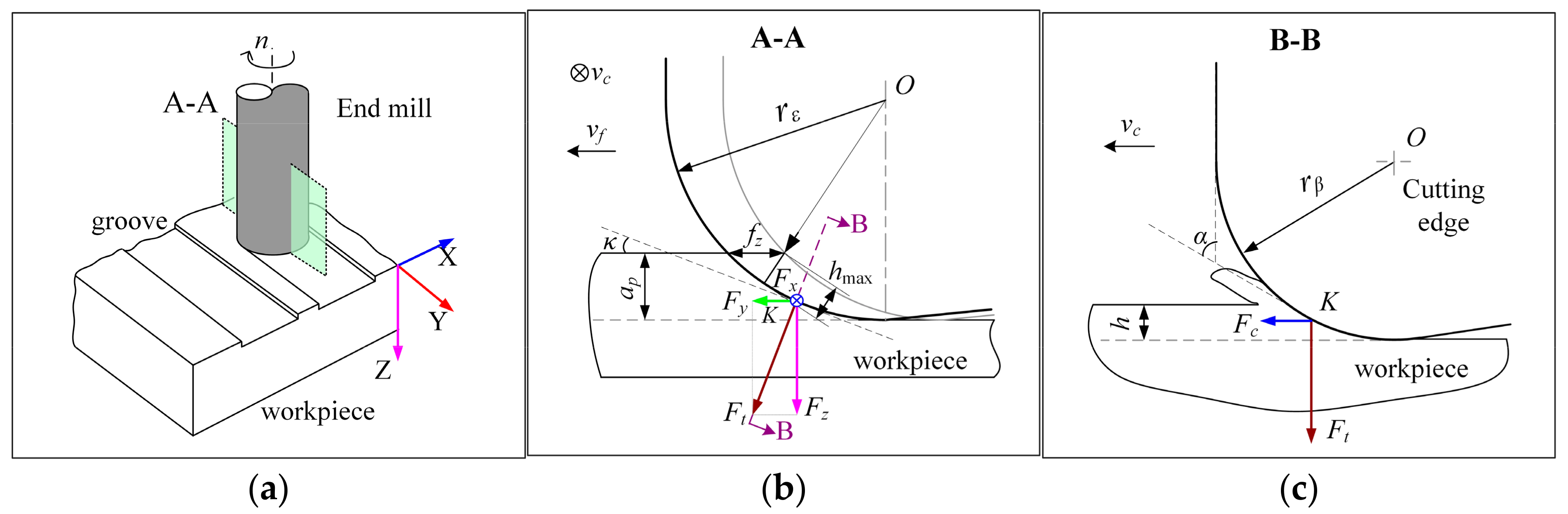
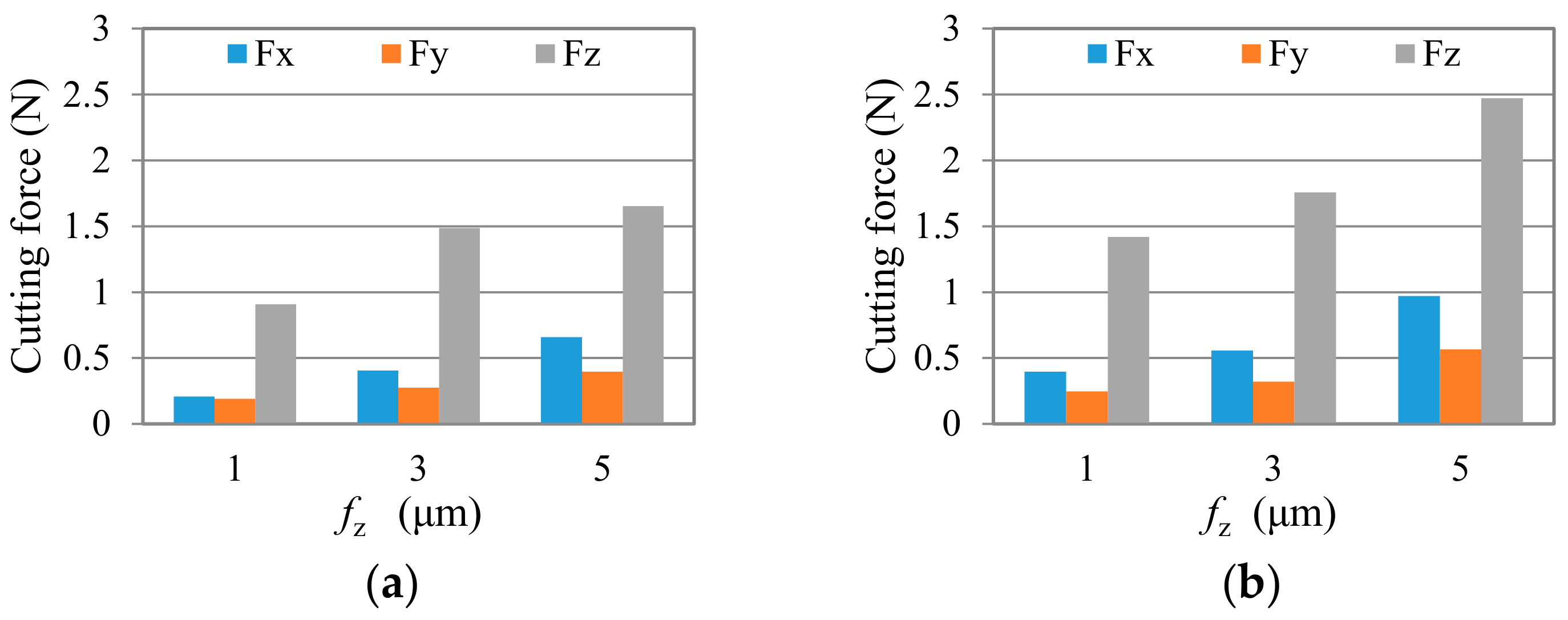
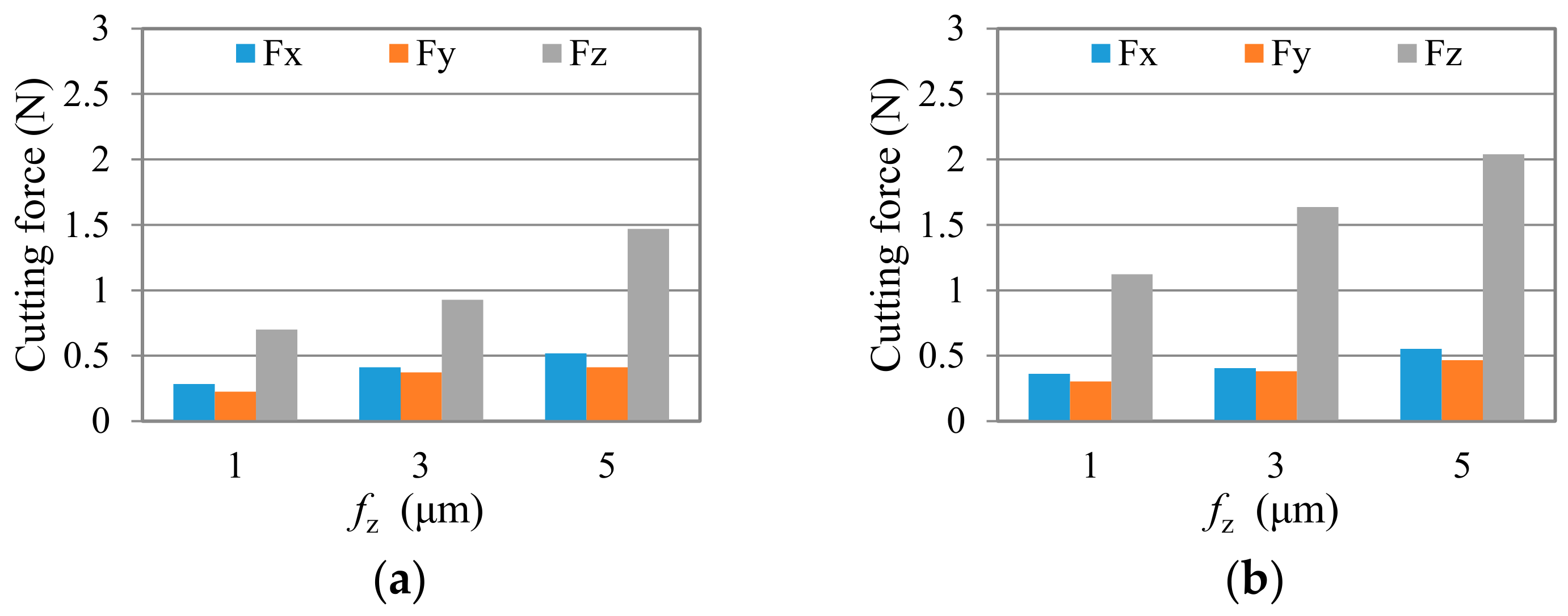
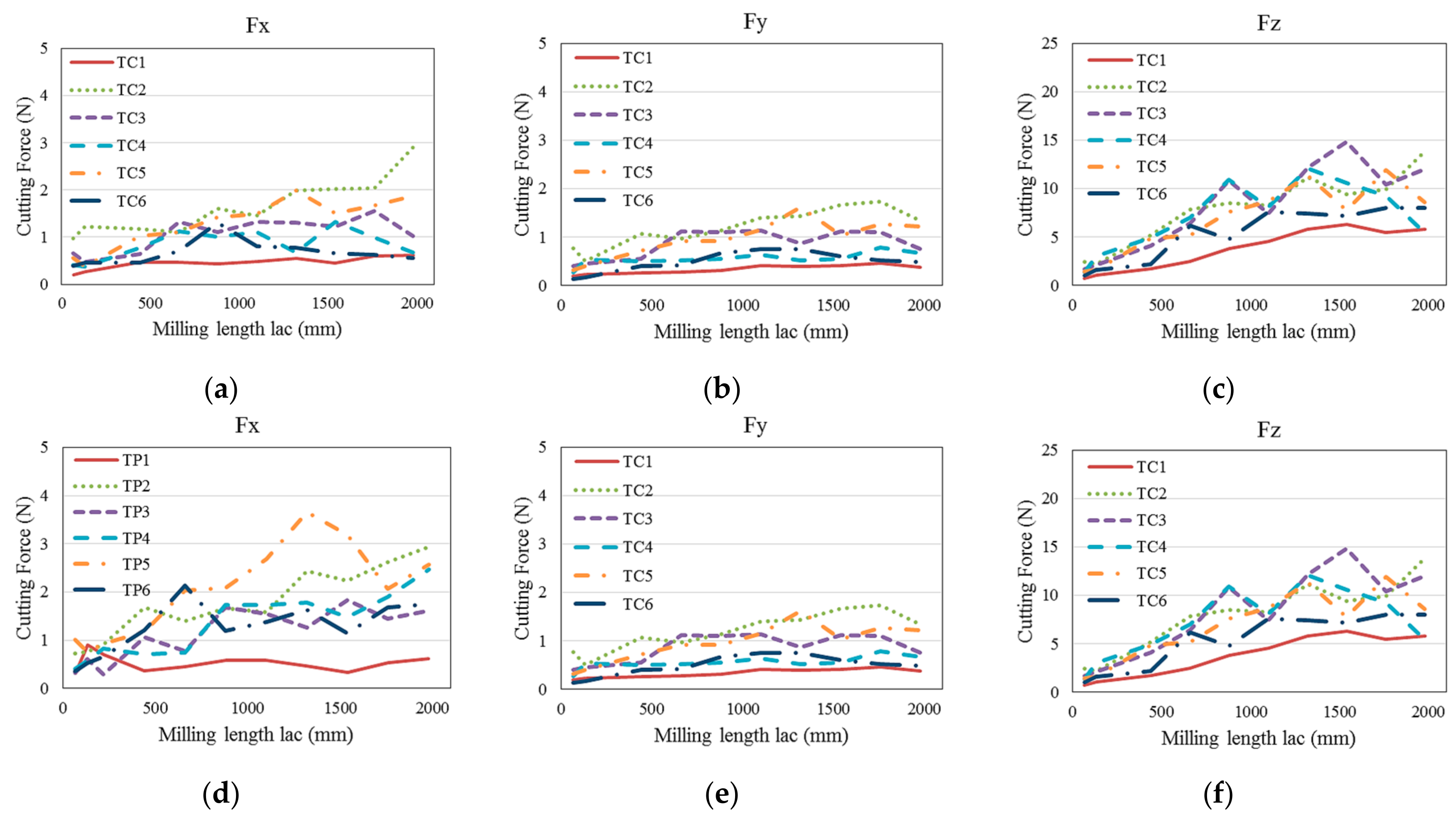
3.3. Cutting Force
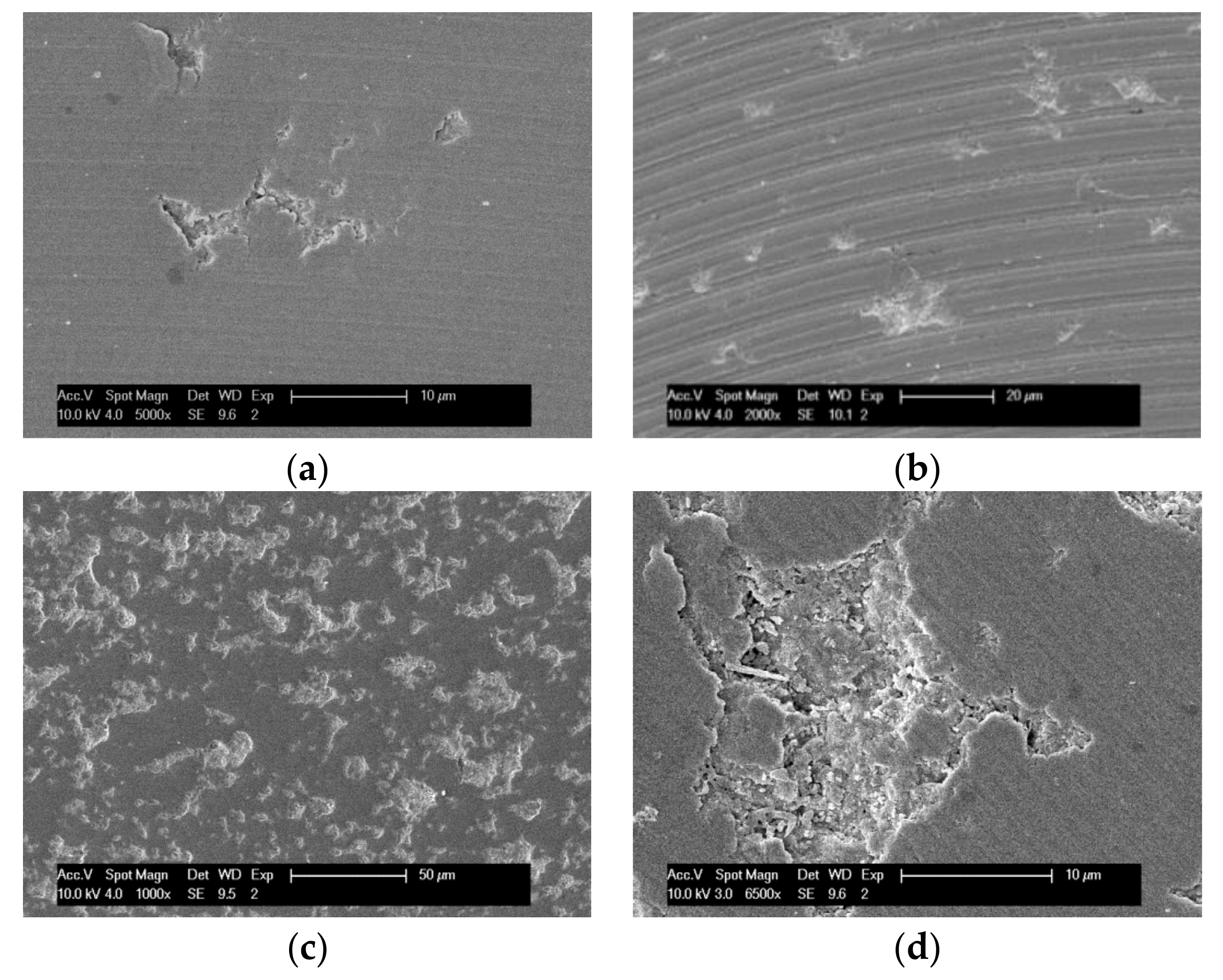
3.4. Material Removal Mechanism
3.5. Chips Shape
4. Conclusions
- The ZrO2 ceramics can be directly machined by diamond-coated end mills in ductile mode. Mirror quality surface around 20 nm Ra can be achieved when suitable parameters are selected. With the increasing of cutting length, the machined surface roughness changes irregularly due to tool wear.
- The tool wear includes diamond coating delamination and wear of substrate tungsten carbide. The coating delamination area is affected to a large extent by feed rate. The nano diamond coating in this study is less robust than the conventional diamond coating, and falls off faster. Without the protection of diamond coating, the tungsten substrate wears fast, and will change the tool tip geometry, blunting the tool cutting edge. The premature delamination of diamond coating is a limitation for its application in micro-milling of ceramics.
- Due to the small feed per tooth selected in micro-milling of ZrO2 close to the run-out of spindle, single tool edge cutting or uneven cutting phenomenon is observed. The cutting force Fz is normally bigger than Fx and Fy, because of the small effective major cutting-edge angle. This results in considerably high compressive stress in the cutting zone. With the increase of cutting length, the cutting force presents an increasing trend with random fluctuations, due to the tool wear.
- When the un-cut chip thickness is small enough, smaller or even a little bigger than the critical dc in experience, the ductile machined surface is still available. Chips formed in ductile mode present as long and thin curled strips with a smooth back surface. With the increasing of cutting length, tool wear aggravates and results in more or less brittle damage in workpieces, which significantly deteriorate the machined surface quality.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ferraris, E.; Vleugels, J.; Guo, Y.; Bourell, D.; Kruth, J.P.; Lauwers, B. Shaping of engineering ceramics by electro, chemical and physical processes. CIRP Ann. 2016, 65, 761–784. [Google Scholar] [CrossRef]
- Barry, C.C.; Grant, N.M. Ceramic Materials/Science and Engineering; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Tonshoff, H.K.; Schmieden, W.V.; Inasaki, I.; Konig, W.; Spur, G. Abrasive machining of silicon. Ann. CIRP 1990, 39, 621–635. [Google Scholar] [CrossRef]
- Uddin, A.S.; Seah, K.H.W.; Rahman, M.; Li, X.P.; Liu, K. Performance of single crystal diamond tools in ductile mode cutting of silicon. J. Mater. Process. Technol. 2007, 185, 24–30. [Google Scholar] [CrossRef]
- Yanyan, Y.; Bo, Z.; Junli, L. Ultraprecision surface finishing of nano-ZrO2 ceramics using two-dimensional ultrasonic assisted grinding. Int. J. Adv. Manuf. Technol. 2009, 43, 462–467. [Google Scholar] [CrossRef]
- Zhao, B. Study on ultrasonic vibration grinding character of nano ZrO2 ceramics. Key Eng. Mater. 2005, 291–292, 45–50. [Google Scholar] [CrossRef]
- Liu, K.; Li, X.P.; Rahman, M. Characteristics of high speed micro-cutting of tungsten carbide. J. Mater. Process. Technol. 2003, 140, 352–357. [Google Scholar] [CrossRef]
- Liu, K.; Li, X.; Rahman, M.; Neo, K.; Liu, X. A study of the effect of tool cutting edge radius on ductile cutting of silicon wafers. Int. J. Adv. Manuf. Technol. 2007, 32, 631–637. [Google Scholar] [CrossRef]
- Fang, F.Z.; Zhang, G.X. An experimental study of optical glass machining. Int. J. Adv. Manuf. Technol. 2004, 23, 155–160. [Google Scholar] [CrossRef]
- Bifano, T.G.; Dow, T.A.; Scattergood, R.O. Ductile-regime grinding—A new technology for machining brittle materials. J. Eng. Ind. Trans. ASME 1991, 113, 184–189. [Google Scholar] [CrossRef]
- Yan, J.; Zhang, Z.; Kuriyagawa, T. Mechanism for material removal in diamond turning of reaction-bonded silicon carbide. Int. J. Mach. Tools Manuf. 2009, 49, 366–374. [Google Scholar] [CrossRef]
- Beltrão, P.A.; Gee, A.E.; Corbett, J.; Whatmore, R.W. Ductile mode machining of commercial PZT ceramics. CIRP Ann. Manuf. Technol. 1999, 48, 437–440. [Google Scholar] [CrossRef]
- Zhong, Z.W. Ductile or partial ductile mode machining of brittle materials. Int. J. Adv. Manuf. Technol. 2003, 21, 579–585. [Google Scholar] [CrossRef]
- Kumar, M.; Melkote, S.; Lahoti, G. Laser-assisted microgrinding of ceramics. CIRP Ann. 2011, 60, 367–370. [Google Scholar] [CrossRef]
- Kizaki, T.; Ito, Y.; Tanabe, S.; Kim, Y.; Sugita, N.; Mitsuishi, M. Laser-assisted machining of zirconia ceramics using a diamond bur. Procedia CIRP 2016, 42, 497–502. [Google Scholar] [CrossRef]
- Ferraris, E.; Reynaerts, D.; Lauwers, B. Micro-EDM process investigation and comparison performance of Al3O2 and ZrO2 based ceramic composites. CIRP Ann. Manuf. Technol. 2011, 60, 235–238. [Google Scholar] [CrossRef]
- Lauwers, B.; Kruth, J.P.; Brans, K. Development of technology and strategies for the machining of ceramic components by sinking and milling EDM. CIRP Ann. Manuf. Technol. 2007, 56, 225–228. [Google Scholar] [CrossRef]
- Dhanorker, A.; Özel, T. Meso/micro scale milling for micro-manufacturing. Int. J. Mechatron. Manuf. Syst. 2008, 1, 23–42. [Google Scholar] [CrossRef]
- Ehmann, K.F.; Devor, R.E.; Kapoor, S.G. PL-2 micro/meso-scale mechanical manufacturing—Opportunities and challenges. JSME/ASME Int. Conf. Mater. Process. 2002, 1, 6–13. [Google Scholar] [CrossRef]
- Kirsch, B.; Bohley, M.; Arrabiyeh, P.; Aurich, J. Application of ultra-small micro grinding and micro milling tools: Possibilities and limitations. Micromachines 2017, 8, 261. [Google Scholar] [CrossRef]
- Williams, R.E.; Huang, Y.; Melkote, S.; Kinsey, B. Recent advances in micro/meso-scale manufacturing processes. Manuf. Eng. Div. ASME 2005, 16, 863–884. [Google Scholar]
- Torres, C.D.; Heaney, P.J.; Sumant, A.V.; Hamilton, M.A.; Carpick, R.W.; Pfefferkorn, F.E. Analyzing the performance of diamond-coated micro end mills. Int. J. Mach. Tools Manuf. 2009, 49, 599–612. [Google Scholar] [CrossRef]
- Huo, D.; Chen, W.; Teng, X.; Lin, C.; Yang, K. Modeling the influence of tool deflection on cutting force and surface generation in micro-milling. Micromachines 2017, 8, 188. [Google Scholar] [CrossRef]
- Nabhani, F. Wear mechanisms of ultra-hard cutting tools materials. J. Mater. Process. Technol. 2001, 115, 402–412. [Google Scholar] [CrossRef]
- Le Huu, L.; Schmitt, M.; Paulmier, D.; Mamalis, A.G.; Grabchenko, A. Tribological properties of smooth diamond coatings for cutting tools. Wear 1999, 225, 843–847. [Google Scholar] [CrossRef]
- Zhan, Z.; He, N.; Li, L.; Shrestha, R.; Liu, J.; Wang, S. Precision milling of tungsten carbide with micro PCD milling tool. Int. J. Adv. Manuf. Technol. 2014, 77, 2095–2103. [Google Scholar] [CrossRef]
- Takesue, S.; Katahira, K.; Komotori, J. A Study on PCD tool surface reconditioning technique for SiC micromachining. Procedia CIRP 2014, 14, 355–359. [Google Scholar] [CrossRef]
- Warhanek, M.; Pfaff, J.; Martin, P.; Schönbächler, L.; Boos, J.; Wegener, K. Geometry Optimization of polycrystalline diamond tools for the milling of sintered ZrO2. Procedia CIRP 2016, 46, 290–293. [Google Scholar] [CrossRef]
- Matsumura, T.; Ono, T. Cutting process of glass with inclined ball end mill. J. Mater. Process. Technol. 2008, 200, 356–363. [Google Scholar] [CrossRef]
- Bian, R.; Ferraris, E.; He, N.; Reynaerts, D. Process investigation on meso-scale hard milling of ZrO2 by diamond coated tools. Precis. Eng. 2014, 38, 82–91. [Google Scholar] [CrossRef]
- Cheng, X.; Nakamoto, K.; Sugai, M.; Matsumoto, S.; Wang, Z.G.; Yamazaki, K. Development of ultra-precision machining system with unique wire EDM tool fabrication system for micro/nano-machining. CIRP Ann. Manuf. Technol. 2008, 57, 415–420. [Google Scholar] [CrossRef]
- Tanaka, H.; Shimada, S.; Anthony, L. Requirements for ductile-mode machining based on deformation analysis of mono-crystalline silicon by molecular dynamics simulation. CIRP Ann. Manuf. Technol. 2007, 56, 53–56. [Google Scholar] [CrossRef]
- Liu, K.; Li, X.; Liang, S. The mechanism of ductile chip formation in cutting of brittle materials. Int. J. Adv. Manuf. Technol. 2007, 33, 875–884. [Google Scholar] [CrossRef]
- Liu, K.; Melkote, S.N. Effect of plastic side flow on surface roughness in micro-turning process. Int. J. Mach. Tools Manuf. 2006, 46, 1778–1785. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt %) | Mechanical Properties | ||
|---|---|---|---|
| ZrO2 | <96 | Density ρ (g/cm3) | 6.05 |
| Y2O3 | >4 | E-modulus E (GPa) | 210 |
| Al2O3 | <1 | Fracture Toughness KIC (MPa·m1/2) | ~10 |
| SiO2 | <0.02 | Vickers Hardness HV10 H (kg/mm2) | 1200 |
| Tool Parameters | Value |
|---|---|
| Diameter d (mm) | 1 |
| Diameter of tool shank D (mm) | 6 |
| Length of tool l (mm) | 51 |
| Length of spiral l1 (mm) | 4 |
| Corner radius rε (μm) | 8 ± 0.5 |
| Flute number, z | 2 |
| Helix angle, θ (°) | 30 |
| Designed rake angle, α (°) | 2 |
| Designed relief angle, γ (°) | 14 |
| Cutting-edge radius, rβ (μm) | 7.5 ± 0.5 |
| Test No. | Spindle Rotating Speed n/rpm | Feed Per Tooth fz/mm | Milling Depth ap/mm | Maximum Uncut Chip Thickness hmax/μm |
|---|---|---|---|---|
| TC1/TP1 | 38,000 | 0.001 | 0.002 | 0.62 |
| TC4/TP4 | 0.003 | 0.002 | 1.58 | |
| TC3/TP3 | 0.005 | 0.002 | 1.99 | |
| TC6/TP6 | 0.001 | 0.004 | 0.84 | |
| TC5/TP5 | 0.003 | 0.004 | 2.39 | |
| TC2/TP2 | 0.005 | 0.004 | 3.55 |
| Groove No. | Milling Layers | Cutting Lengthlc (mm) | Cumulative Cutting Lengthlac (mm) |
|---|---|---|---|
| n1 | 6 | 66 | 66 |
| n2 | 6 | 66 | 132 |
| n3 | 48 | 528 | 660 |
| n4 | 40 | 440 | 1100 |
| n5 | 40 | 440 | 1540 |
| n6 | 40 | 440 | 1980 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bian, R.; Ferraris, E.; Ynag, Y.; Qian, J. Experimental Investigation on Ductile Mode Micro-Milling of ZrO2 Ceramics with Diamond-Coated End Mills. Micromachines 2018, 9, 127. https://doi.org/10.3390/mi9030127
Bian R, Ferraris E, Ynag Y, Qian J. Experimental Investigation on Ductile Mode Micro-Milling of ZrO2 Ceramics with Diamond-Coated End Mills. Micromachines. 2018; 9(3):127. https://doi.org/10.3390/mi9030127
Chicago/Turabian StyleBian, Rong, Eleonora Ferraris, Yinfei Ynag, and Jun Qian. 2018. "Experimental Investigation on Ductile Mode Micro-Milling of ZrO2 Ceramics with Diamond-Coated End Mills" Micromachines 9, no. 3: 127. https://doi.org/10.3390/mi9030127
APA StyleBian, R., Ferraris, E., Ynag, Y., & Qian, J. (2018). Experimental Investigation on Ductile Mode Micro-Milling of ZrO2 Ceramics with Diamond-Coated End Mills. Micromachines, 9(3), 127. https://doi.org/10.3390/mi9030127