Microstructure Evolution and Mechanical Properties of AZ31 Magnesium Alloy Sheets Prepared by Low-Speed Extrusion with Different Temperature


Abstract
:1. Introduction
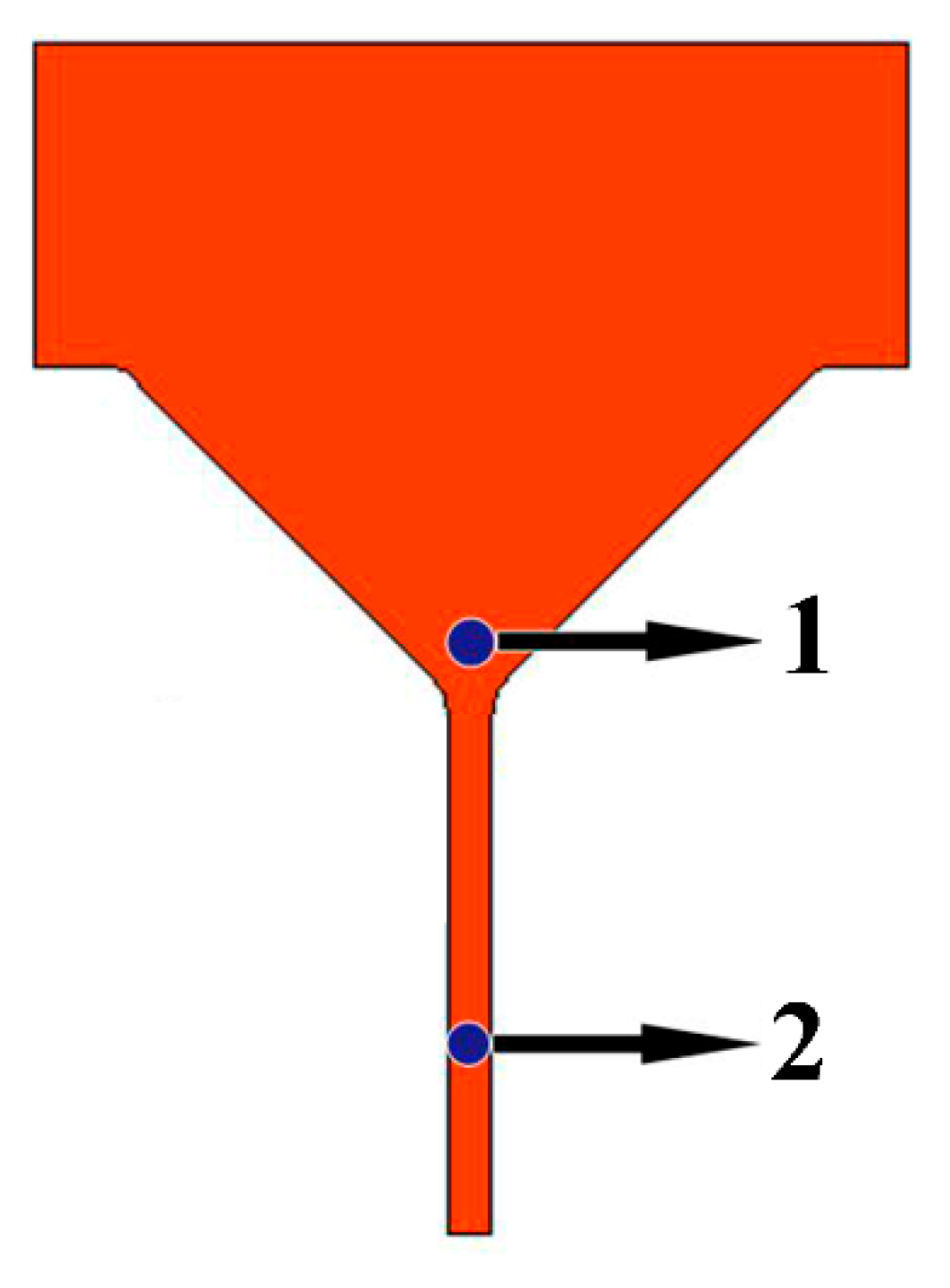
2. Experiment Procedures
3. Results and Discussion
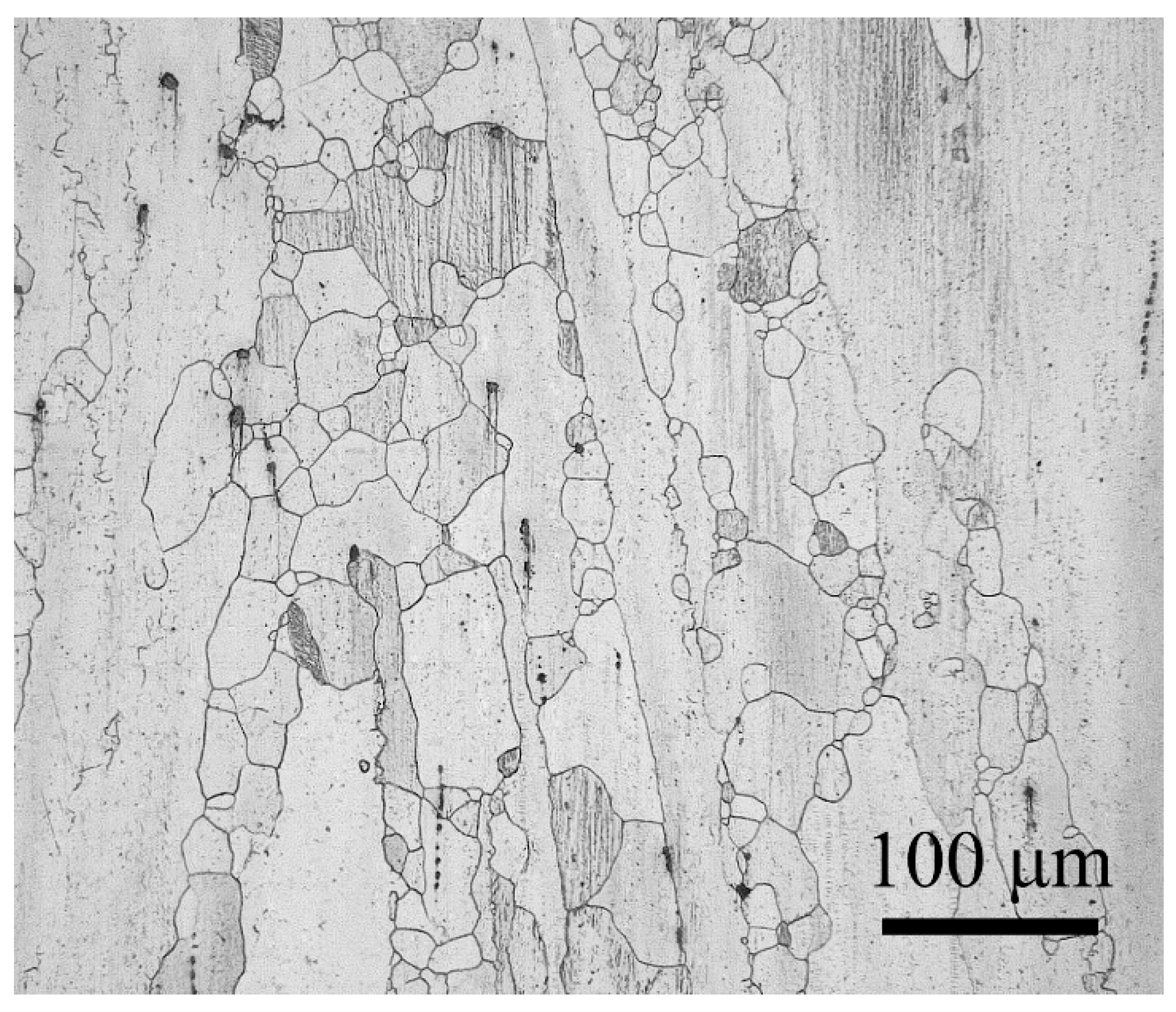
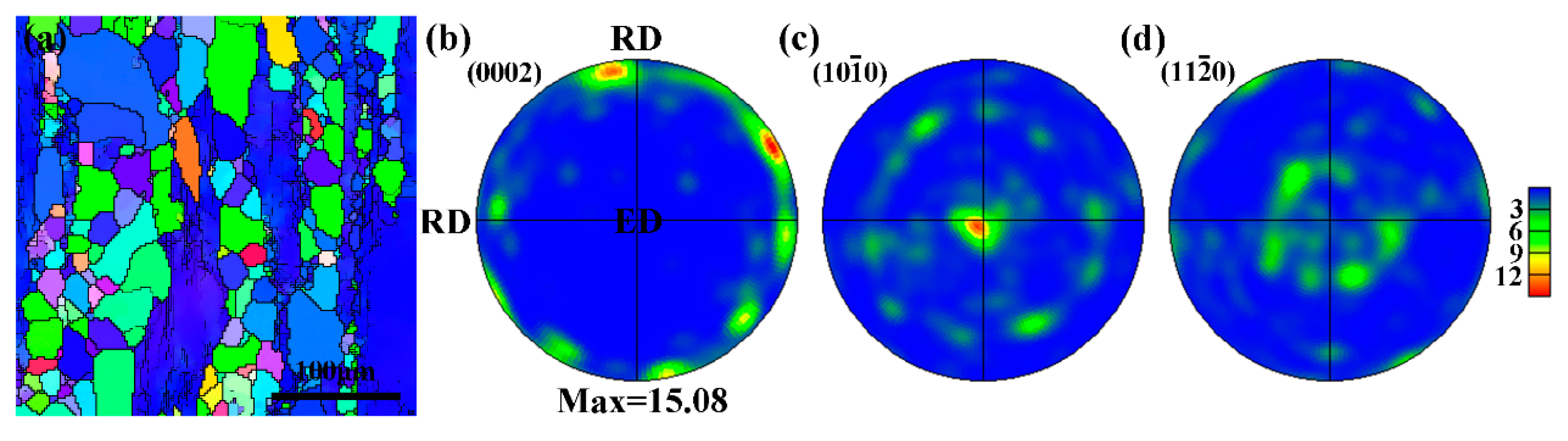
3.1. Microstructure of Original AZ31 Magnesium Alloy Rod
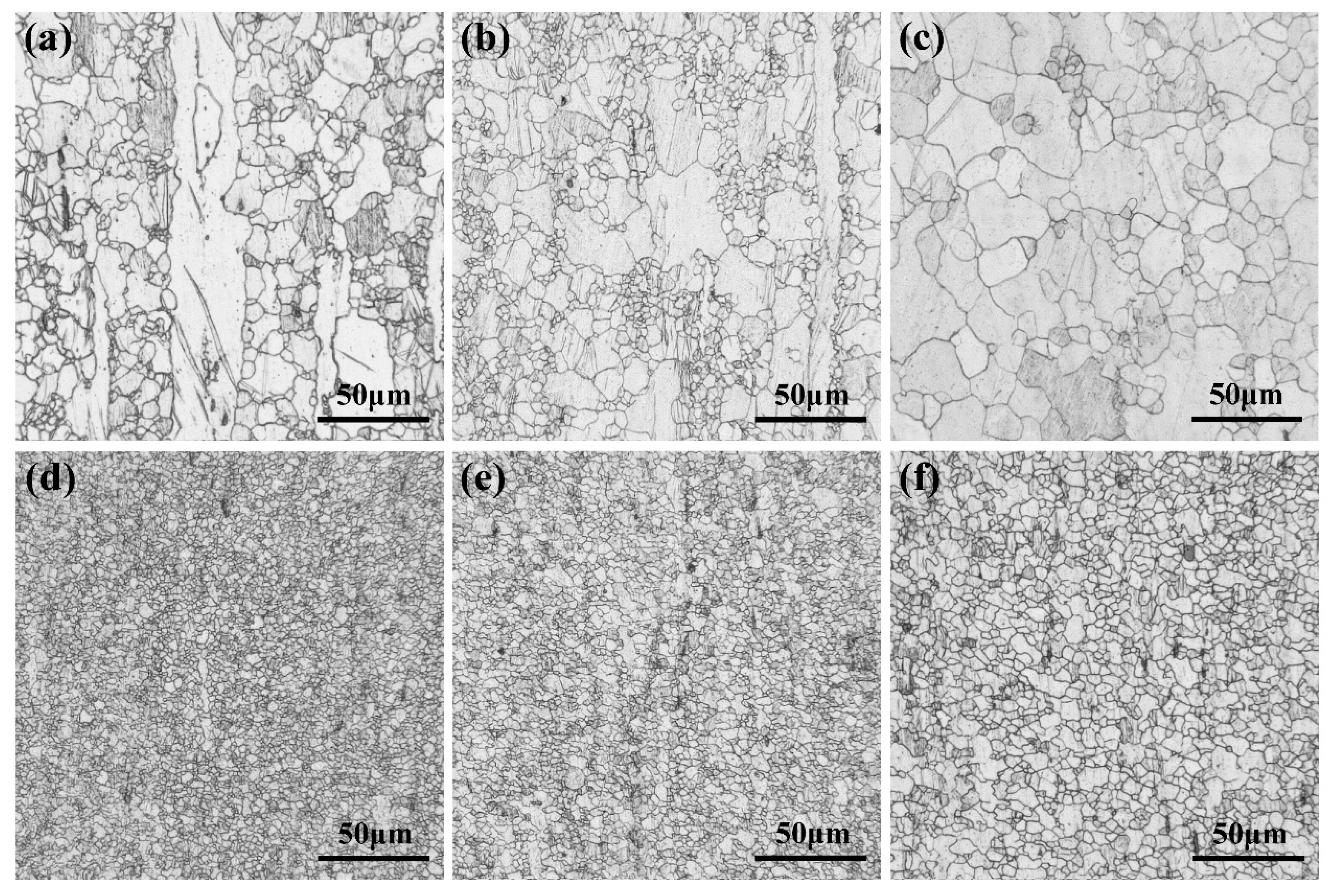
3.2. Microstructure of AZ31 Magnesium Alloy Sheets Prepared by Low-Speed Extrusion
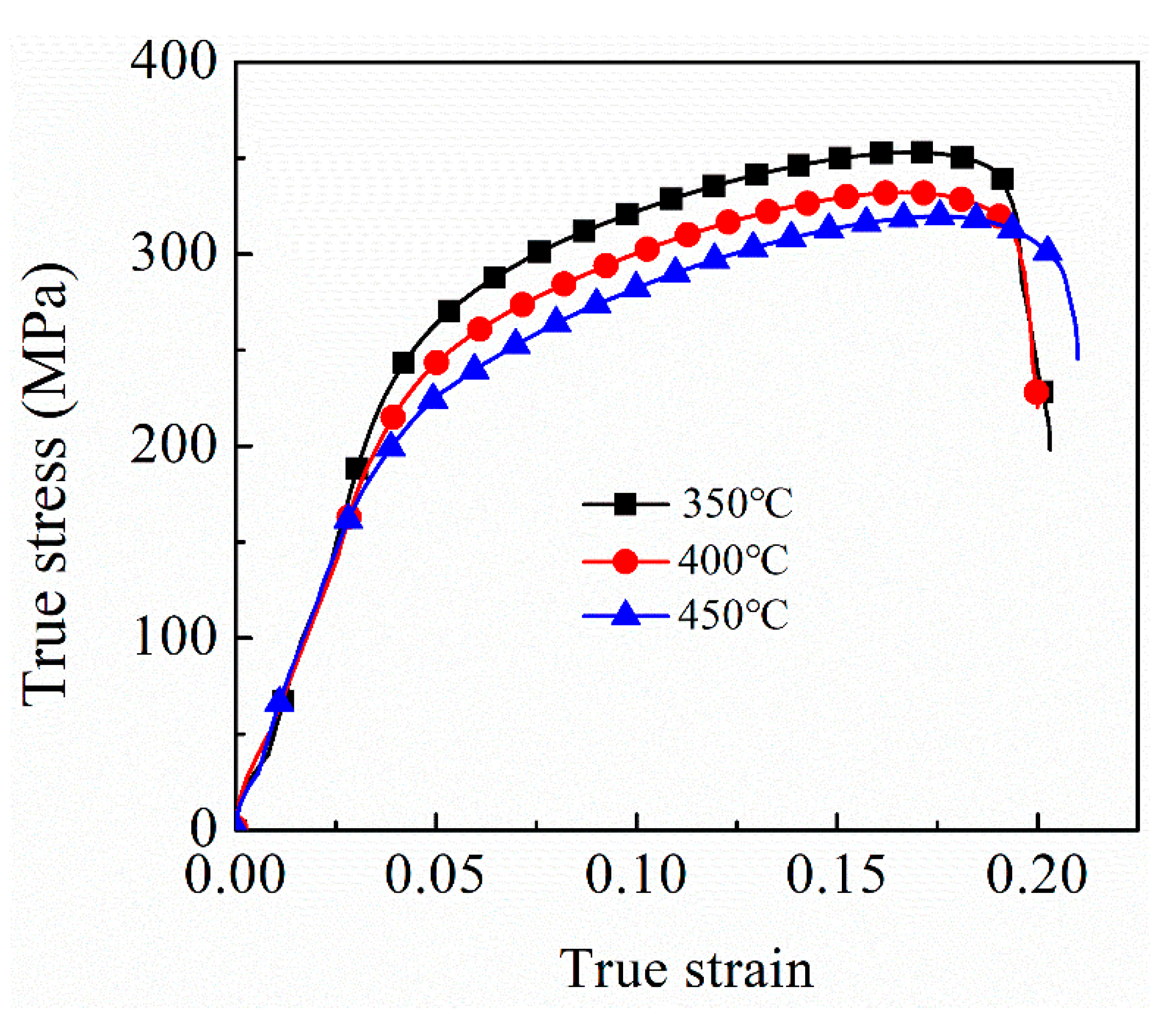
3.3. Mechanical Properties of AZ31 Magnesium Alloy Sheets Prepared by Low-Speed Extrusion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jin, Z.Z.; Cheng, X.M.; Zha, M.; Rong, J.; Zhang, H.; Wang, J.G.; Wang, C.; Li, Z.G.; Wang, H.Y. Effects of Mg17Al12 second phase particles on twinning-induced recrystallization behavior in Mg-Al-Zn alloys during gradient hot rolling. J. Mater. Sci. Technol. 2019, 35, 2017–2026. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium: Properties—Applications—Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, G.S.; Fan, J.F.; Roven, H.J.; Xu, B.S.; Dong, H.B. Deep drawability and drawing behaviour of AZ31 alloy sheets with different initial texture. J. Alloys Compd. 2014, 615, 302–310. [Google Scholar] [CrossRef]
- Zha, M.; Zhang, H.M.; Yu, Z.Y.; Zhang, X.H.; Meng, X.T.; Wang, H.Y.; Jiang, Q.C. Bimodal microstructure—A feasible strategy for high-strength and ductile metallic materials. J. Mater. Sci. Technol. 2018, 34, 257–264. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Stanford, N.; Davies, C.H.J.; Nie, J.F.; Birbilis, N. Magnesium extrusion alloys: A review of developments and prospects. Int. Mater. Rev. 2019, 64, 27–62. [Google Scholar] [CrossRef]
- Aghion, E.; Bronfin, B. Magnesium alloys development towards the 21st century. Mater. Sci. Forum 2000, 350, 19–30. [Google Scholar] [CrossRef]
- Han, T.Z.; Huang, G.S.; Ma, L.F.; Wang, G.G.; Wang, L.F.; Pan, F.S. Evolution of microstructure and mechanical properties of AZ31 Mg alloy sheets processed by accumulated extrusion bonding with different relative orientation. J. Alloys Compd. 2019, 784, 584–591. [Google Scholar] [CrossRef]
- Yang, Q.S.; Jing, B.; Song, B.; Yu, D.L.; Chai, S.S.; Zhang, J.Y.; Pan, F.S. Mechanical behavior and microstructure evolution for extruded AZ31 sheet under side direction strain. Prog. Nat. Sci. Mater. Int. 2020, 30, 270–277. [Google Scholar] [CrossRef]
- Jiang, M.G.; Xu, C.; Yan, H.; Fan, G.H.; Nakata, T.; Lao, C.S.; Chen, R.S.; Kamado, S.; Han, E.H.; Lu, B.H. Unveiling the formation of basal texture variations based on twinning and dynamic recrystallization in AZ31 magnesium alloy during extrusion. Acta Mater. 2018, 157, 53–71. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, X.Y.; Liu, Y.L. Microstructure and mechanical properties of as-extruded Mg-Sn-Zn-Ca alloy with different extrusion ratios. Trans. Nonferrous Met. Soc. China 2018, 28, 2190–2198. [Google Scholar] [CrossRef]
- Zhang, X.B.; Yuan, G.Y.; Niu, J.L.; Fu, P.H.; Ding, W.J. Microstructure, mechanical properties, biocorrosion behavior, and cytotoxicity of as-extruded Mg-Nd-Zn-Zr alloy with different extrusion ratios. J. Mech. Behav. Biomed. Mater. 2012, 9, 153–162. [Google Scholar] [CrossRef] [PubMed]
- Ammouri, A.H.; Kridli, G.; Ayoub, G.; Hamade, R.F. Relating grain size to the Zener-Hollomon parameter for twin-roll-cast AZ31B alloy refined by friction stir processing. J. Mater. Process. Technol. 2015, 222, 301–306. [Google Scholar] [CrossRef]
- Li, X.B.; Li, F.; Li, X.W. Microstructural characteristics of AZ31 magnesium alloy processed by continuous variable cross-section direct extrusion (CVCDE). Part 1: Texture evolution. JOM 2018, 70, 2327–2331. [Google Scholar] [CrossRef]
- Xu, J.; Song, J.F.; Jiang, B.; He, J.J.; Wang, Q.H.; Liu, B.; Huang, G.S.; Pan, F.S. Effect of effective strain gradient on texture and mechanical properties of Mg-3Al-1Zn alloy sheets produced by asymmetric extrusion. Mater. Sci. Eng. A 2017, 706, 172–180. [Google Scholar] [CrossRef]
- Pan, F.S.; Wang, Q.H.; Jiang, B.; He, J.J.; Chai, Y.F.; Xu, J. An effective approach called the composite extrusion to improve the mechanical properties of AZ31 magnesium alloy sheets. Mater. Sci. Eng. A 2016, 655, 339–345. [Google Scholar] [CrossRef]
- Yin, D.D.; Wang, W.D.; Boehlert, C.J.; Chen, Z.; Li, H.; Mishra, R.K.; Chakkedath, A. In-Situ Study of the Tensile Deformation and Fracture Modes in Peak-Aged Cast Mg-11Y-5Gd-2Zn-0.5Zr. Metall. Mater. Trans. A 2016, 47, 6438–6452. [Google Scholar] [CrossRef]
- Barnett, M.; Keshavarz, Z.; Beer, A.; Atwell, D. Influence of grain size on the compressive deformation of wrought Mg-3Al-1Zn. Acta Mater. 2004, 52, 5093–5103. [Google Scholar] [CrossRef]
- Agnew, S.R.; Duygulu, O. Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B. Int. J. Plast. 2005, 21, 1161–1193. [Google Scholar] [CrossRef]
- Wu, S.K.; Chou, T.S.; Wang, J.Y. The deformation textures in an AZ31B magnesium alloy. Mater. Sci. Forum 2003, 419–422, 527–532. [Google Scholar] [CrossRef]
- Yang, Q.S.; Jiang, B.; Yu, Z.J.; Dai, Q.W.; Luo, S.Q. Effect of extrusion strain path on microstructure and properties of AZ31 magnesium alloy sheet. Acta Metall. Sin. Engl. Lett. 2015, 28, 1257–1263. [Google Scholar] [CrossRef]
- Li, R.H.; Pan, F.S.; Jiang, B.; Dong, H.W.; Yang, Q.S. Effect of Li addition on the mechanical behavior and texture of the as-extruded AZ31 magnesium alloy. Mater. Sci. Eng. A 2013, 562, 33–38. [Google Scholar] [CrossRef]
- Zhou, T.; Yang, Z.; Hu, D.; Feng, T.; Yang, M.B.; Zhai, X.B. Effect of the final rolling speeds on the stretch formability of AZ31 alloy sheet rolled at a high temperature. J. Alloys Compd. 2015, 650, 436–443. [Google Scholar] [CrossRef]
- Apps, P.J.; Karimzadeh, H.; King, J.F.; Lorimer, G.W. Precipitation reactions in Magnesium-rare earth alloys containing Yttrium, Gadolinium or Dysprosium. Scr. Mater. 2003, 48, 1023–1028. [Google Scholar] [CrossRef]
- Dudamell, N.V.; Ulaci, L.; Gálvez, F.; Yi, S.; Bohlen, J.; Letzig, D.; Hurtado, L.; Pérez-Prado, M.T. Twinning and grain subdivision during dynamic deformation of a Mg AZ31 sheet alloy at room temperature. Acta Mater. 2011, 59, 6949–6962. [Google Scholar] [CrossRef] [Green Version]
- Huang, X.S.; Suzuki, K.; Saito, N. Textures and stretch formability of Mg-6Al-1Zn magnesium alloy sheets rolled at high temperatures up to 793 K. Scr. Mater. 2009, 60, 651–654. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Extrusion Temperature | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| 350 °C | 226 ± 3 | 353 ± 3 | 16.7 ± 0.2 |
| 400 °C | 200 ± 2 | 332 ± 3 | 16.4 ± 0.4 |
| 450 °C | 177 ± 2 | 320 ± 4 | 17.3 ± 0.3 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Zhang, H.; Wang, L.; Fan, J.; Li, X.; Zhu, L.; Chen, S.; Roven, H.J.; Zhang, S. Microstructure Evolution and Mechanical Properties of AZ31 Magnesium Alloy Sheets Prepared by Low-Speed Extrusion with Different Temperature. Crystals 2020, 10, 644. https://doi.org/10.3390/cryst10080644
Zhang W, Zhang H, Wang L, Fan J, Li X, Zhu L, Chen S, Roven HJ, Zhang S. Microstructure Evolution and Mechanical Properties of AZ31 Magnesium Alloy Sheets Prepared by Low-Speed Extrusion with Different Temperature. Crystals. 2020; 10(8):644. https://doi.org/10.3390/cryst10080644
Chicago/Turabian StyleZhang, Wenyan, Hua Zhang, Lifei Wang, Jianfeng Fan, Xia Li, Lilong Zhu, Shuying Chen, Hans Jørgen Roven, and Shangzhou Zhang. 2020. "Microstructure Evolution and Mechanical Properties of AZ31 Magnesium Alloy Sheets Prepared by Low-Speed Extrusion with Different Temperature" Crystals 10, no. 8: 644. https://doi.org/10.3390/cryst10080644
APA StyleZhang, W., Zhang, H., Wang, L., Fan, J., Li, X., Zhu, L., Chen, S., Roven, H. J., & Zhang, S. (2020). Microstructure Evolution and Mechanical Properties of AZ31 Magnesium Alloy Sheets Prepared by Low-Speed Extrusion with Different Temperature. Crystals, 10(8), 644. https://doi.org/10.3390/cryst10080644