1. Introduction
Continuous wave (CW) laser irradiation is a spatially selective heating method which offers an opportunity to fabricate crystalline architectures in amorphous solids with glass-crystal interfaces under controlled conditions. These architectures can be up to several micrometers wide and of practically unlimited length [
1,
2,
3]. In fact, an amorphous phase can be directly converted into a single crystal by the solid-solid transformation via space selective laser heating of glass [
4]. Such crystallization via laser heating is a fundamentally different process than classic processes such as Czochralski, Bridgman, and float-zone techniques in which a crystal is grown from a seed by cooling a melt. By contrast, the former process begins with the formation of a stable nucleus, which then grows under confinement by the surrounding glass.
In 2016, we reported the first successful fabrication of Sb
2S
3 single crystal dots (0D), lines (1D) [
5], and 2D structures [
6] on the surface on Sb-S-I glasses by heating the glass from ambient to crystallization temperature (Tx) without melting. Electron back scatter diffraction (EBSD) mapping indicates that the crystal grows macroscopically, while the crystal lattice simultaneously rotates gradually about an axis that is parallel to the glass surface and normal to growth direction [
5]. For single crystal lines, the growth direction is essentially the same as the laser scanning direction and therefore the direction of lattice rotation. The scanning X-ray microdiffraction (µSXRD) analysis of these rotating lattice single (RLS) crystals suggests that the lattice rotates similarly to a single crystal that is plastically deformed although no stresses are applied during laser heating [
5]. Very recently, direct observations under a transmission electron microscope (TEM) have shown the presence of unpaired edge dislocations either distributed randomly or organized to form structures resembling small-angle tilt boundaries [
7]. These observations lend support for the dislocation-based mechanism of spherulitic crystal formation widely observed in nature [
8,
9,
10,
11].
It was found that when multiple 1D crystal lines are grown from a single seed, the lines display different rates of lattice rotation; these results suggest that the crystal seed orientation with respect to the growth direction may have an influence on the lattice rotation process [
5]. Additionally, when fabricating 2D single crystal architectures, the growth direction is no longer strictly parallel to the direction of laser motion [
6]. To fabricate these structures, two different protocols, ‘stitching’ and ‘rastering’, were designed and tested. Analysis of µSXRD Laue patterns for these 2D structures show that the rotation has a component along the direction of laser motion but also another one orthogonal to it. The size of the latter component depends on the extent of overlap between successive 1D-lines. These results suggest that the presence of a more complicated growth front changes the way dislocations are introduced and will result in a more complex lattice rotation.
When a crystal dot is formed, the heat profile of a normally incident Gaussian laser beam and corresponding crystallization growth front are expected to have a circular shape. A nucleus will form at the center of the heat profile near the surface, followed by radial crystal growth forming a hemisphere. However, the shape of the growing crystal deviates from this shape due to anisotropic crystal growth causing preferred growth directions. Controlling the beam profile along with the presence of a preferred growth direction will result in a deformed growth front, which could potentially affect the rate of lattice rotation in the crystal. To understand the influence of this changing beam profile on the morphology and lattice rotation characteristics of the resulting crystals, we studied crystallization while varying the shape of the laser beam, using a spatial light modulator to transform the beam into circular rings with varying diameters. The use of a conventional finely focused Gaussian laser beam limited the width of the single crystal architectures to ~5 μm. By using ring-shaped beam profiles, we also hoped to incease the ultimate width of single crystal architecture. These larger crystals will better display the effects of a radial heat profile that allows crystal growth in all directions on the rotating lattice. We examined crystals written on the surface of Sb
2S
3 glass via CW laser heating with EBSD. We have selected Sb
2S
3 crystals as the model system for this study because it has been investigated extensively for fabrication of single crystal architecture in glass and is one of the very few chalcogenide compositions that can be crystallized into a ferro- and piezo-electric, non-linear optical phase [
4,
12].
2. Materials and Methods
The stoichiometric Sb
2S
3 glass sample was prepared by the ampoule quenching method. The procedure for the preparation of the glass samples and fabrication of crystals has been described in detail in previous publications [
12,
13]. To fabricate the Sb
2S
3 crystals, a fiber-coupled 639 nm diode laser (LP639-SF70, ThorLabs) was used for crystallization. A spatial light modulator (SLM, LCOS-SLM, X10468 Series, Hamamatsu, Bridgewater, NJ, USA) was used to transform the beam profile from the original Gaussian distribution to rings of varying sizes. This “ring” procedure first induces nucleation as a dot using a circular beam profile. After the nucleation stage, the beam is transformed to rings of increasing diameter to induce growth at the edge of the crystal dot while minimizing any further changes in the center. At each growth stage, as the ring diameter increases, the power density within the ring is kept constant. The beam profiles in both the nucleation and growth stages utilize a uniform distribution of intensity, unlike the crystal in
Figure 1 fabricated with a Gaussian intensity distribution. This implementation of “ring-shaped” heating profiles is described in detail in a previous publication [
14].
The laser-irradiated regions were analyzed with a scanning electron microscope (SEM, 4300 SE, Hitachi, Clarksburg, MD, USA) in a water vapor environment to minimize the charging effects. Crystallinity and orientation of the crystal grains in laser-created dots were examined using the EBSD maps, in which Kikuchi patterns were collected by a Hikari detector inserted into the SEM specimen chamber. The step size for these maps was 0.2 µm with a hexagonal sampling grid. EBSD scans were collected and indexed using TSL (TexSEM Laboratory) orientation data collection and analysis software. All patterns were indexed using Sb
2S
3 crystal structure parameters. The diffraction patterns were indexed by a voting system and characterized by parameters such as the image quality (IQ) value votes, the fit-factor, and the confidence index (CI). The orientation imaging microscopy (OIM) software package (OIM Analysis, EDAX, Mahwah, NJ, USA) was used to identify crystal grains and generate crystal orientation deviation, inverse pole, and normal pole figure maps. For all EBSD results, the following values of Sb
2S
3 crystal lattice parameters of orthorhombic phase (space group Pbnm) were used successfully: a = 11.229 nm; b = 11.310 nm; and c = 0.3839 nm; further details can be found in a previous publication [
4,
5].
3. Results
Laser-fabricated Sb
2S
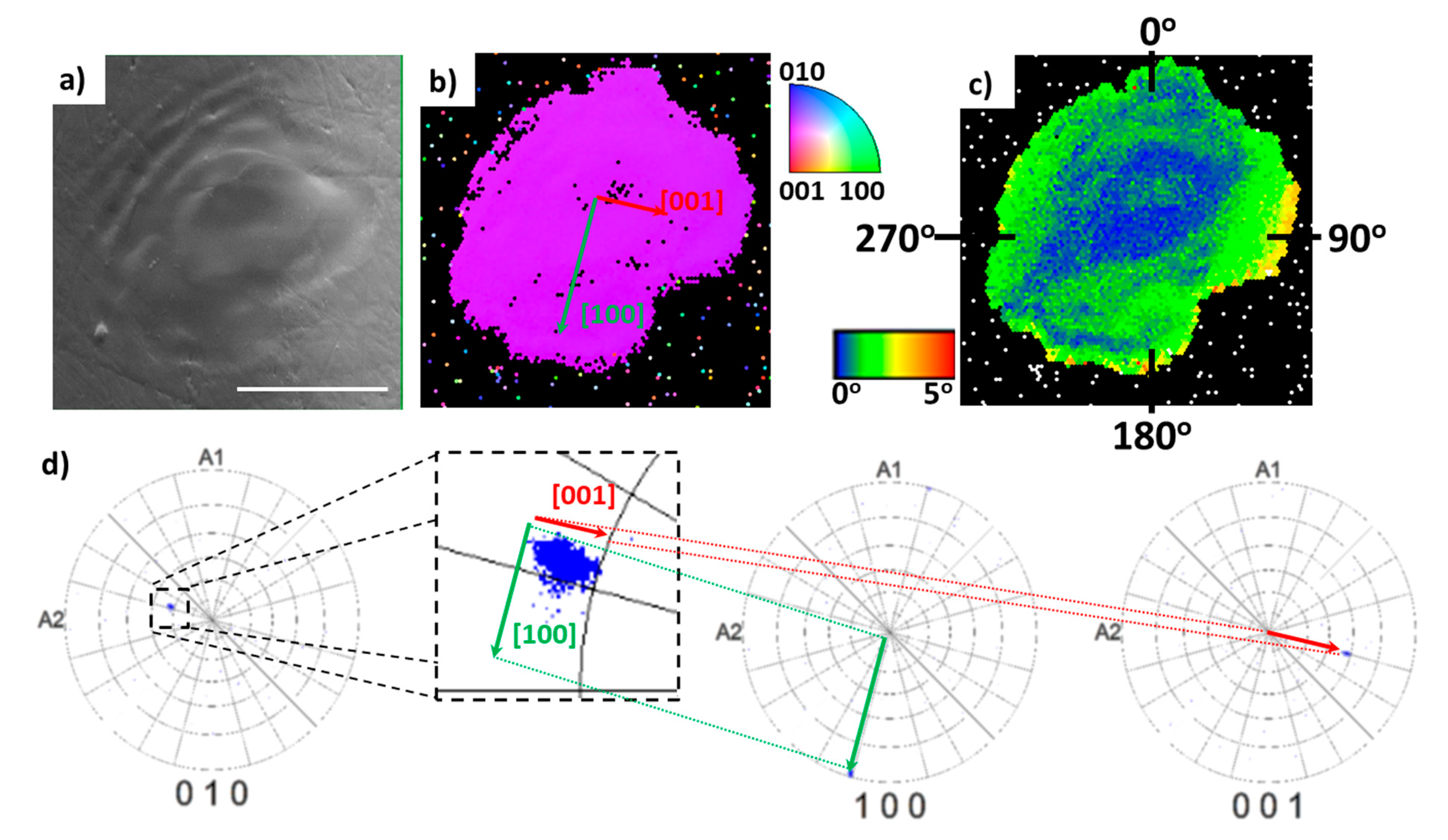
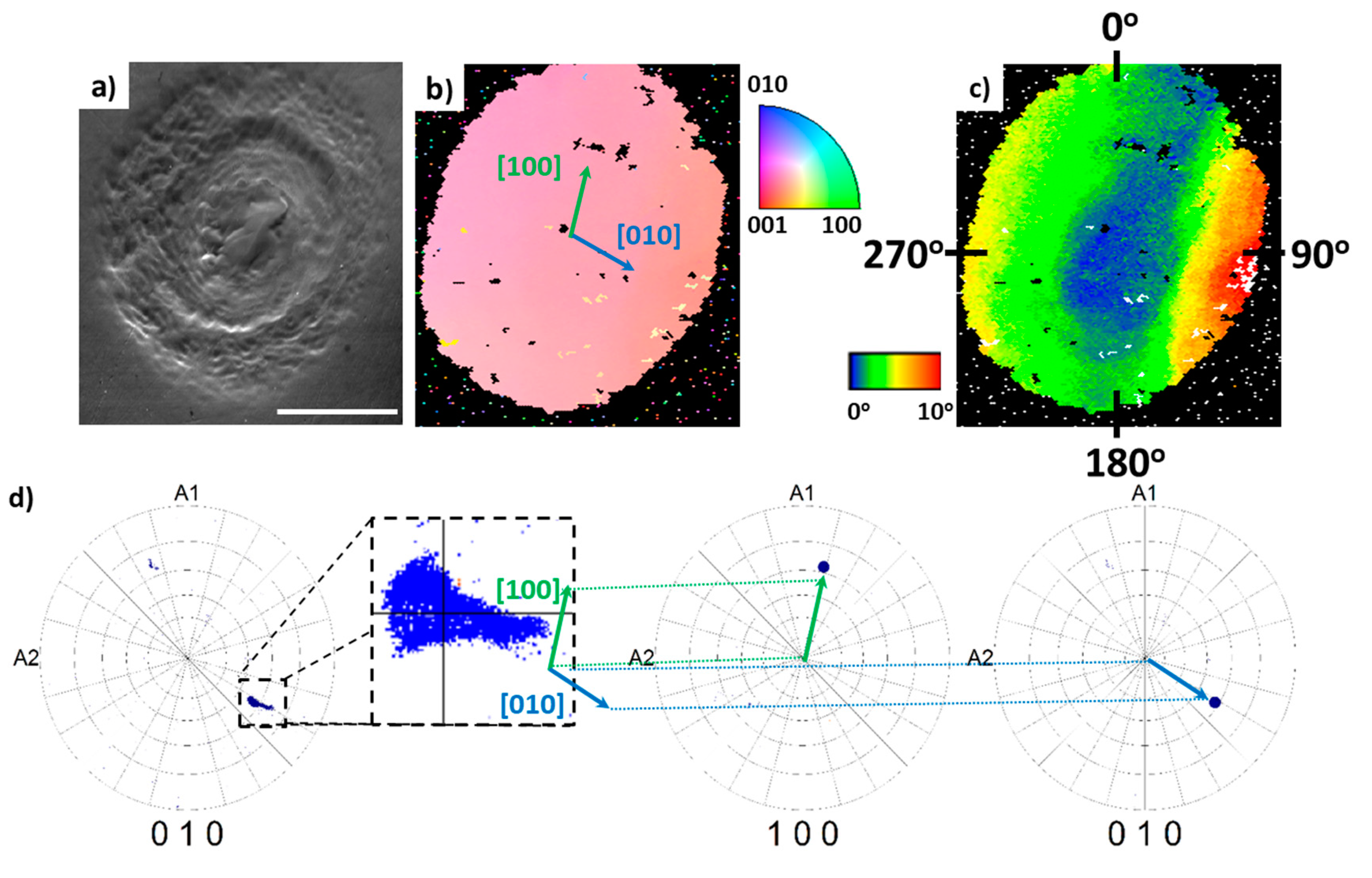
3 crystals are typically formed using a stationary laser beam with a Gaussian distribution of intensity where the nucleus forms at the center of the beam on the surface or just below the surface of the glass sample and then grows to become readily observable. An example of such a crystal can be seen in the SEM image in
Figure 1a. The remaining panels of
Figure 1 describe the nature of the lattice rotation in various directions of the so-formed elliptically shaped crystallized grain, which is established from a detailed analysis of the lattice orientation by EBSD mapping. Using TSL analysis software, inverse and standard pole figure maps were obtained as seen in
Figure 1b and
Figure 1d, respectively. The inverse pole figure (IPF) displays a rather uniform purple color of the pixels indicating that a single crystal grain of Sb
2S
3 was produced. However, upon inspection the crystal orientation deviation (COD) map (
Figure 1c) reveals a misorientation of up to 5° across the dot. Furthermore, the lattice rotation rate is greater (yellow-red in color) along the short axis than the long axis of the elliptical dot.
The details of how the orientation of the crystal lattice varies spatially throughout the crystal dot are obtained from the pole figure map (
Figure 1d). A closer inspection of the [010] direction, which is most closely related to the crystallographic normal direction, provides further insight on this orientation variation. Each point on the pole figure map corresponds to a specific location on the crystal and represents its unique 3D crystal lattice orientation as a stereographic projection in 2D space for the scanned area of the crystal. The enlarged inset displays the orientation variation in closer detail. If there was no rotation of the crystal lattice, the pole figure would display a single dot, meaning a single orientation for the entire area. On the other hand, a wide distribution of points within the pole figure shows a large change in lattice orientation relative to pole figure direction across the crystal—in this case, a lattice rotation. On the pole figure map the blue points form an oblong shape with the shorter axis parallel to [100] and longer parallel to [001]. Overall, there is a smaller rotation (~3°) along [100] and larger (~5°) along the [001] projection. These directions are also displayed as arrows on the inverse pole figure map,
Figure 1b, showing a correlation between the physical size of the crystal and extent of lattice rotation.
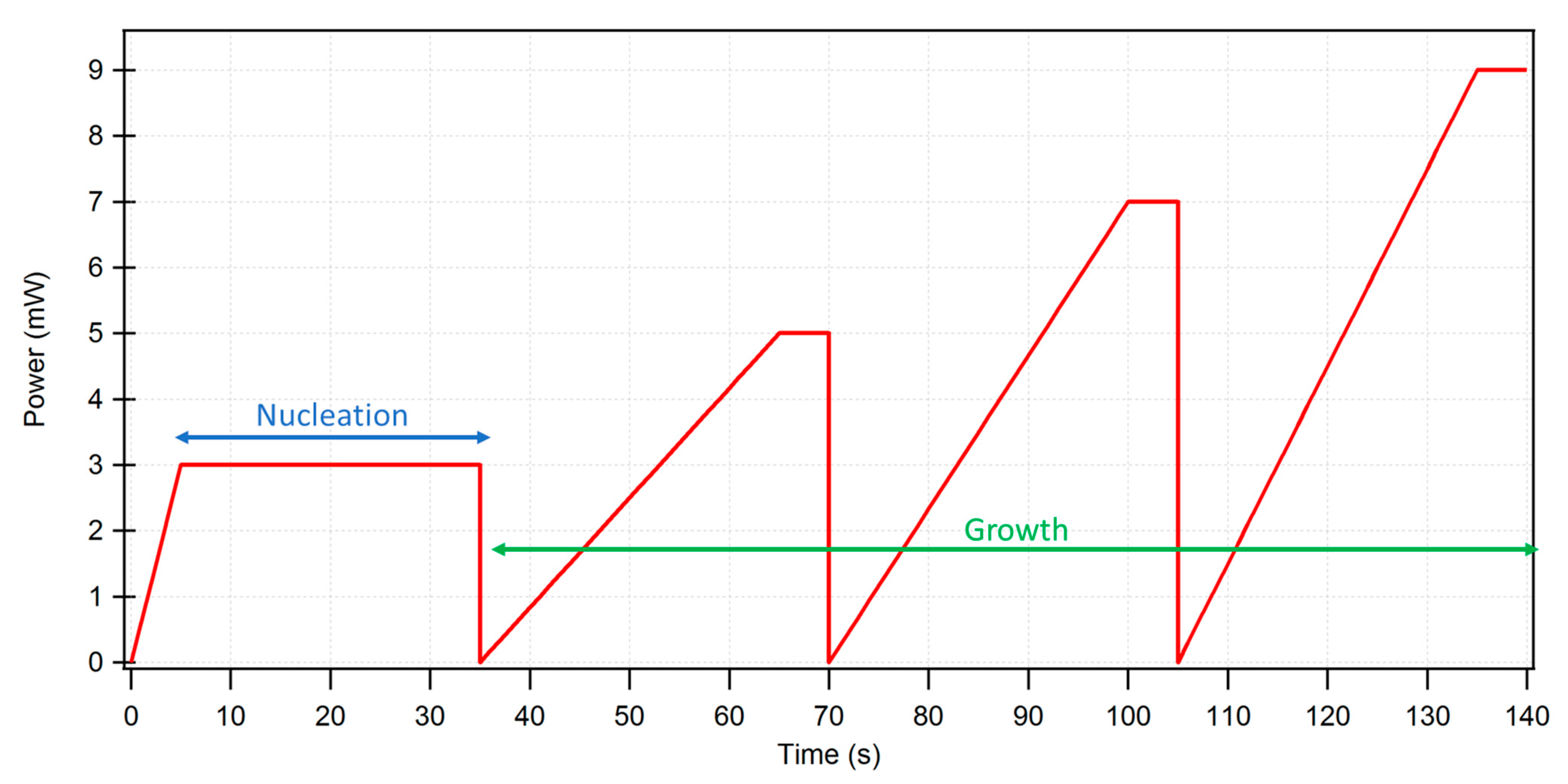
To reduce the anisotropic growth rate effect and to grow crystals from an initially formed dot seed radially outward, we used a spatial light modulator to modify the laser beam from its original Gaussian profile to rings of varying sizes. This investigation follows the same beam profile of rings of varying sizes as described in a recent publication [
14], but the exposure times and laser power at each stage are different here than in the previous study,
Figure 2. In this study, the power was reduced to 3 mW to induce single crystal formation by reducing the probability of forming multiple crystal grains found in the previous experiments. Additionally, the ramp time to reach the final power in each step was increased to gradually increase the power and allow for successful continued growth of a single grain. This procedure increased the laser power at each step to maintain a constant power density throughout the entire crystallization procedure. With this procedure, we induced growth from the original crystal seed to fabricate in the end an approximately circular single crystal dot with a diameter of approximately 25 µm.
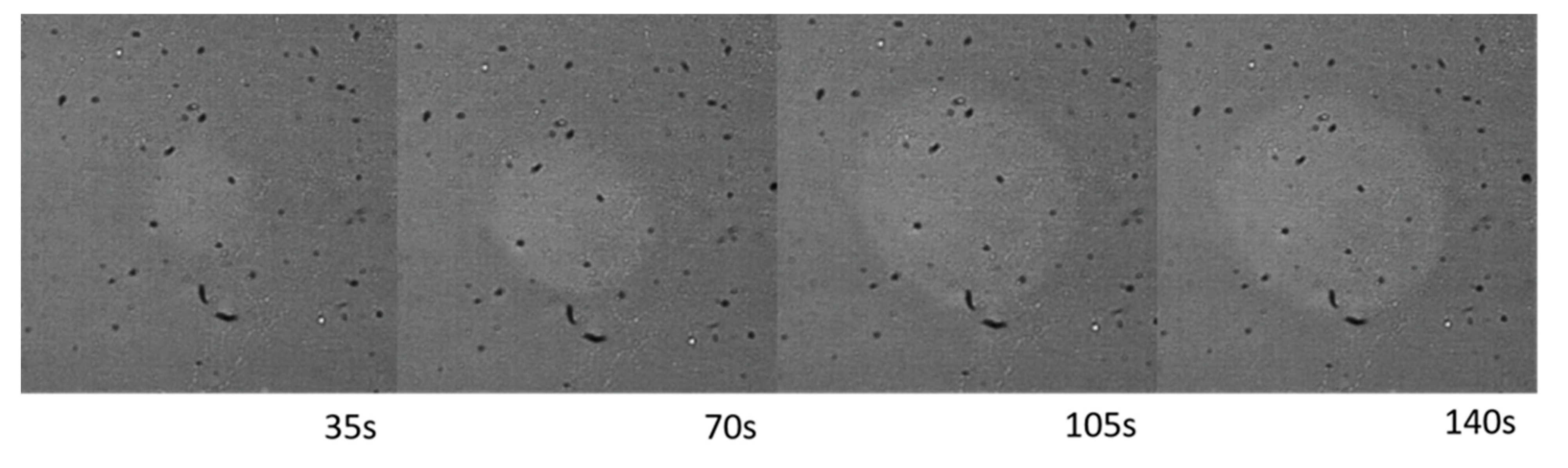
Figure 3 shows images extracted from the video recorded in-situ during the laser-induced fabrication of the crystal dot. The results confirm radial growth of the crystal under laser beam heating at all the four stages.
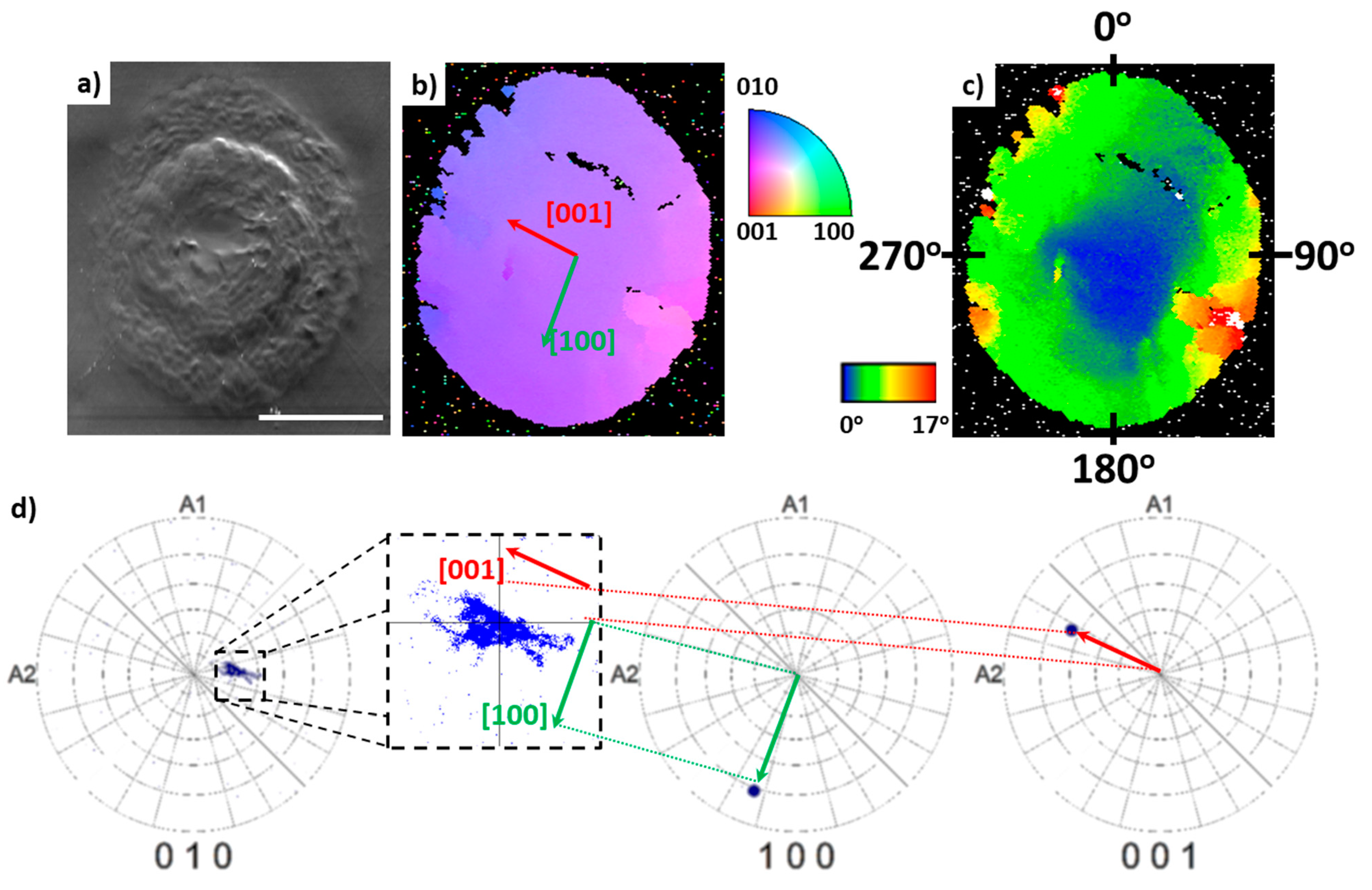
Following the “ring” laser heating protocol, the fabricated crystals were characterized using EBSD mapping. For two different crystal dots formed in this manner, the panels of
Figure 4 and
Figure 5 describe the lattice including its rotation in various directions. Following the results of
Figure 1, here we expected at the start of crystallization for a stable nucleus to form in the center of the dot and then begin to grow and rotate radially. To investigate this lattice rotation, the IPF, COD, and pole figure maps are plotted in the same fashion as for the crystal dot prepared by the laser with the Gaussian intensity profile in
Figure 1. These SEM pictures show that a rounder Sb
2S
3 single crystal was produced under the ring laser profile in multiple ring-steps than the Gaussian profile in a single step. The IPF maps for these two crystals are essentially uniform in color indicating predominately single crystal (
Figure 4b and
Figure 5b). However, the colors of the IPF maps are different, indicating different orientations of the crystal axes normal to the surface of the sample. Dot #1 (
Figure 4) has a similar orientation as the dot shown in
Figure 1. Similar to the dot induced by the Gaussian beam (
Figure 1), this crystal also demonstrates the smallest rotation rates along positive and negative directions of the <100> and the highest rotation rates along the <001> (
Figure 4c). From the pole figures (
Figure 4d and
Figure 5d) we inspect closely the crystallography of the crystal growth process. Note that for the two non-normal directions, the middle and right pole figures, a single point is shown to represent the orientation of the entire crystal rather than displaying rotation observed along the normal direction in the panels in
Figure 4a or
Figure 5a. This representation increases the clarity of these directions and a more detailed structure for the pole figures for each crystal can be seen in the normal direction pole figure as well as the magnified inset. The maximum rotation rates for the dot shown in
Figure 1 fabricated using the Gaussian beam, and the dots in
Figure 4 and
Figure 5 fabricated using the ring-shaped laser beam protocol are 0.7, 1.1 and 1.3° per µm, respectively.
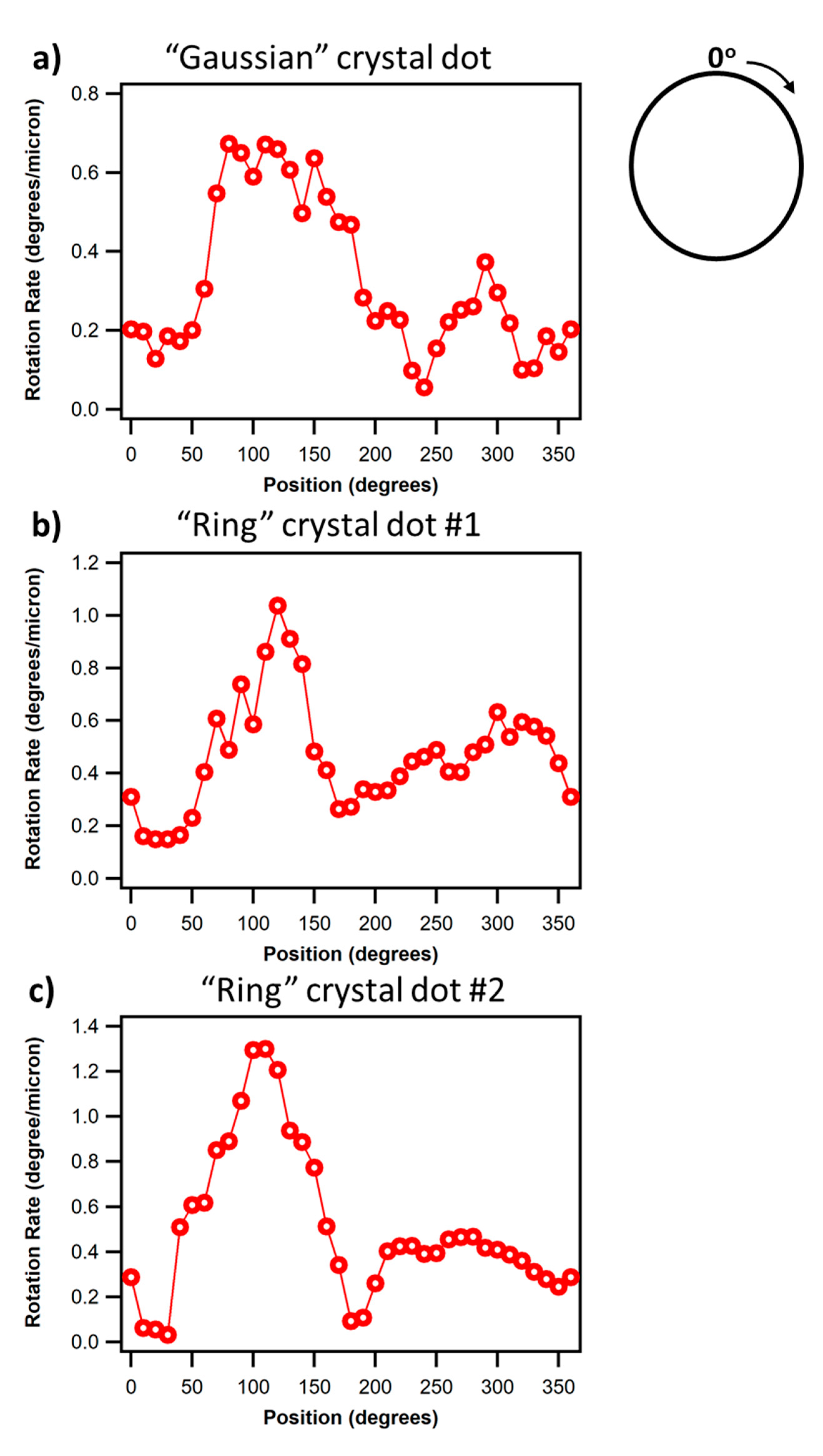
To further analyze this misorientation, and therefore the rotating lattice in crystallized structures fabricated by the ring laser heating protocol, line scans were taken from the origin to the edge of each crystal dot, starting at the top of the dot, referring to the vertical point marked by the arrow as the 0° position, and around the entire crystal clockwise. From these scans, we determined the rate of rotation in each direction and plotted the relationship between the rotation rate and position, as shown in
Figure 6. Dot #1 has the highest rate of rotation, around 1.1° per µm, along the positive <001> direction and the smallest rate of rotation, around 0.2° per µm, along the positive <100> direction. For dot #2 (
Figure 5) the minimal lattice rotation is observed along <100> projection, about 15° from the top of the crystal. In this case, the average rotation rate for the positive direction is close to zero. Dot #2 has the highest rotation rate (approximately 1.3° per µm) along the positive projection of the <010> crystallographic axis of Sb
2S
3 structure—100° from the top of the crystal. Although the maximum and minimum rotation rates were along different crystallographic directions, we find that the maximum and minimum rotations are approximately 90° from each other. For comparison, the “Gaussian” dot had a maximum rate of rotation around 0.7° per µm in the positive <001> direction and minimum value of 0.1° per µm in the negative <100> direction. These results show that overall the crystals created with the ring-heating profile using SLM result in higher rates of rotation than in the traditionally laser-fabricated crystals with a Gaussian beam intensity.
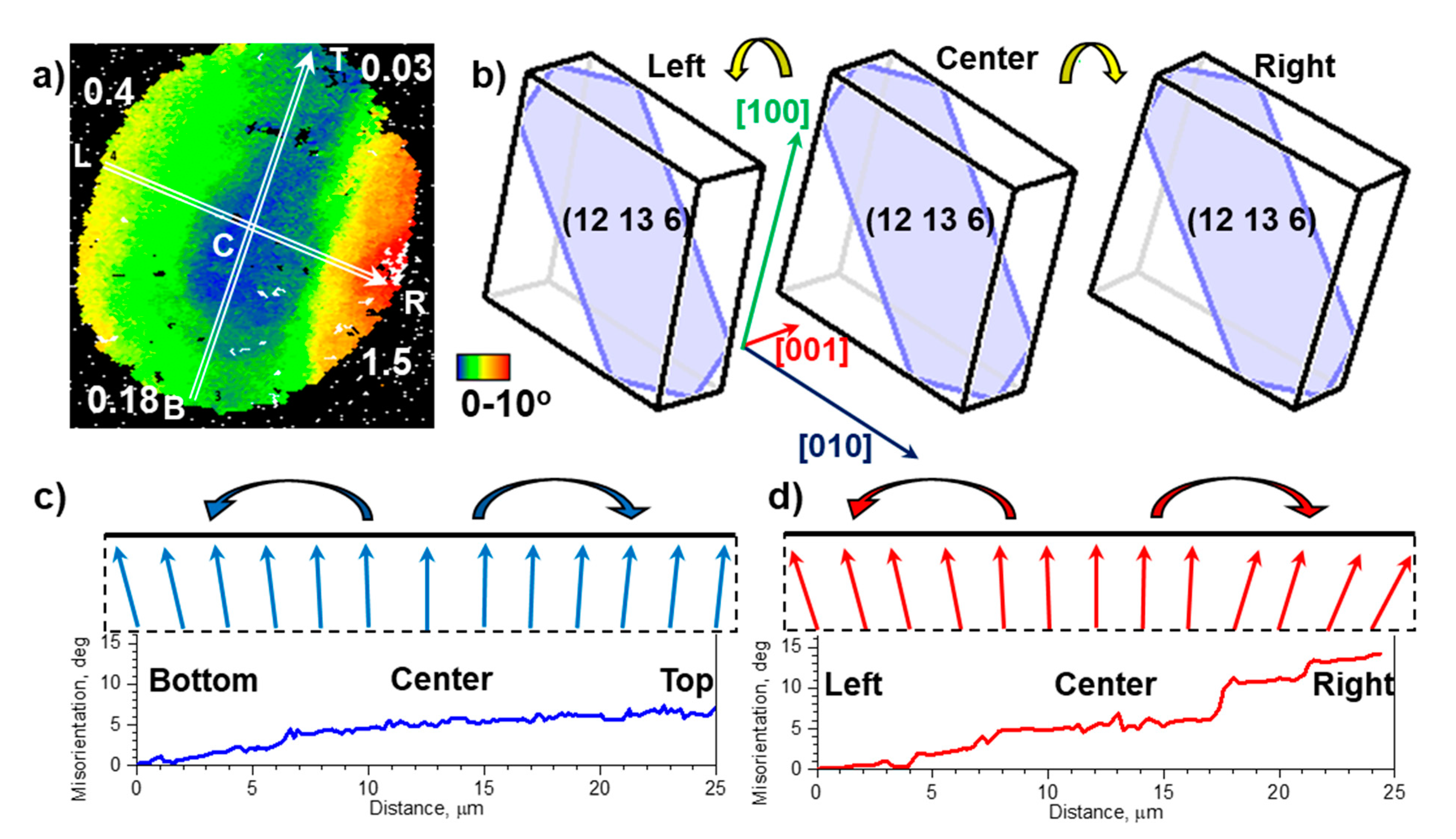
Using single crystal dot #2 as an example, we observe that during the radial growth, the crystal lattice rotates radially, and the distribution of crystal lattice orientation forms a corresponding convex-like surface segment (
Figure 7c,d). In other words, if we move radially from the center to the periphery of the dot, the orientation of the crystal lattice, for example, the (12 13 6) crystallographic plane that is parallel to the sample surface in the center point of the dot, changes forming a convex surface. Our analysis of the spatial orientation of the crystal lattice shows that it rotates around tangentially oriented axes, which are normal to the radial growth directions.
Figure 7b–d show the variation of orientation quantitatively, as well as the orientation of the crystal lattice for the two periphery and central points of the dot. The sign of the rotation depicted in
Figure 7 was obtained from the EBSD maps in
Figure 5. The crystal lattice rotates downward when we move from center to periphery of the dot as shown on
Figure 7. Similar convex-like behavior of lattice rotation was detected for crystal dot #1 (
Figure 4).
4. Discussion
The crystal in the laser-illuminated region by a Gaussian beam nucleates in the dot center where the temperature is the highest, and then grows in all directions from the center to the periphery. Similar to crystals formed as 1D lines [
5,
6], the growing crystal within a dot must also respond to change in density at the growth front. We then expect the introduction of unpaired dislocations to compensate for this density mismatch, which may order and produce tilt dislocation walls along the scanning direction [
5,
7]. It should be noted that growth rate and thermal conductivity of Sb
2S
3 are anisotropic, which can explain the resulting oblong crystal shape (
Figure 1a). Additionally, in contrast to the growth of crystal lines along one laser scanning direction, the growth during fabrication of a crystal dot occurs along multiple inequivalent directions. Here, the lattice would rotate in response to the requirement of crystal growth in all radial directions in 2D (even 3D to some extent into the depth) starting at the dot center. The growth in multiple directions will result in a lattice rotation that is not along a single rotation axis seen in 1D single crystal lines with a relatively simple growth. With the lattice rotation occurring in multiple directions, several different spatially oriented dislocation systems are expected to occur to facilitate this rotation. These dislocations may interact with each other creating a more complicated rotation within a crystal dot than in a line.
To keep the same conditions of crystallization while minimizing anisotropic influences, we used a “ring” heating protocol, which produces crystals through laser heating with a circular symmetric heat profile. The orientation perpendicular the surface for the “Gaussian” crystal in
Figure 1 and dot #1 shown in
Figure 4 is close to the (010) plane. For both crystals, we observed a similar anisotropy of the rotation rate, with the smallest rate of rotation along a projection of [100] and the highest along [001]. The crystals were formed through laser heating using beams with different shapes and intensity profiles, yet the character of the lattice rotation in 3D space is similar. Therefore, we infer that the rotation system is influenced by the radial crystal growth present in both the ‘Gaussian’ dot and the dots fabricated with the ring procedure. However, dot #2, also fabricated with the “ring” procedure, has a different lattice orientation and therefore may not be directly compared to the previous two crystals. Due to the uncontrolled process of nucleation, it is difficult to fabricate two crystals with identical spatial orientation. Nevertheless, this crystal also demonstrates anisotropy of the lattice rotation rate with a maximum along the projection of the [010] crystallographic direction. Although the crystals have different orientations, the anisotropic rates of rotation exhibit similar characteristics with a minimum along the longer length of the crystal and a maximum 90° from this length (
Figure 6). Therefore, the growth front, which is the same in both cases, appears to have an effect on the lattice rotation. Recent observations have shown that dislocations primarily cause the lattice rotation in laser-crystallized Sb
2S
3 structures [
7]. The results for the crystals fabricated through the ring procedure allow us to obtain additional insight about the complicated spatial behavior of the lattice rotation during radial growth. It has been found that the crystal lattice of Sb
2S
3 crystals can be distorted through the inclusion of dislocations to create spherulitic morphologies that depend on the growth front conditions [
9]. We observe different rates of lattice rotation (from 0.03° up to 1.4° per µm) observed for the dots (
Figure 6) along the radial directions suggesting that the anisotropy of the crystal structure,
namely the orientation of dislocation slip systems in the crystal structure of Sb
2S
3 is an important parameter that controls the rotation of the lattice formed during crystal formation. Sokol et al. found that the Sb
2S
3 crystals have three possible dislocation slip systems [
15]. Therefore, when the crystal is growing along these planes, we would expect an easier inclusion of dislocations and thus a higher rate of rotation [
7]. During radial growth, we observed this increased rotation in both the positive and negative direction along these planes, approximately 90° and −90° from the top of the crystal dot. In the other growth directions, there would be a gradual decrease in the total dislocations as we move farther from the slip plane. This dislocation model explains consistently the anisotropic rates of rotation that we observe around the crystal structure. It is worth noting that we observe a band of minimum rotation close to the vertical direction in each crystal, although they have different orientations. We believe that the reason for this apparent coincidence is the existence of multiple slip systems in Sb
2S
3 [
7]. As a result, different crystal orientations could result in a similar rotation rate configuration with the slip plane parallel to the direction of high dislocation density. As one moves away from this direction, fewer dislocations would be introduced. Then, perpendicular to the slip plane would result in the smallest density of dislocations and rotation, as observed here. Experimental parameters during irradiation, such as the laser polarization or non-normal incidence of laser beam relative to a local surface plane, can also assist in facilitating the anisotropic nature of the lattice rotation.
A similar lattice rotation was reported in the isothermal surface crystallization of cordierite from a non-stoichiometric composition B
2O
3/Al
2O
3/MgO/SiO
2 glass [
16]. A crystal with only one nucleation center and no contact to neighboring crystals was selected for a 2D EBSD map. It showed a continuous change of orientation from the center to its outer boundary in all radial directions with an approximately isotropic rate of 0.34°/µm. The selected
c-axis of cordierite was increasingly tilted upwards at 7° from the nucleation center to the periphery, in contrast to the downwards rotation observed in our Sb
2S
3 crystals. The authors considered the incorporation of boron into the crystal structure of cordierite as an explanation of the observed orientational changes. In both cases, we found that defects within the crystal structure, in the inclusion of boron for these crystals and dislocations in our experiment, cause a rotation in the orientation throughout the crystal structure. Additionally, both cases present a rotation in all directions in the presence of radial growth.

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






