
Review of Additive Manufacturing Techniques for Large-Scale Metal Functionally Graded Materials


Abstract
:1. Introduction
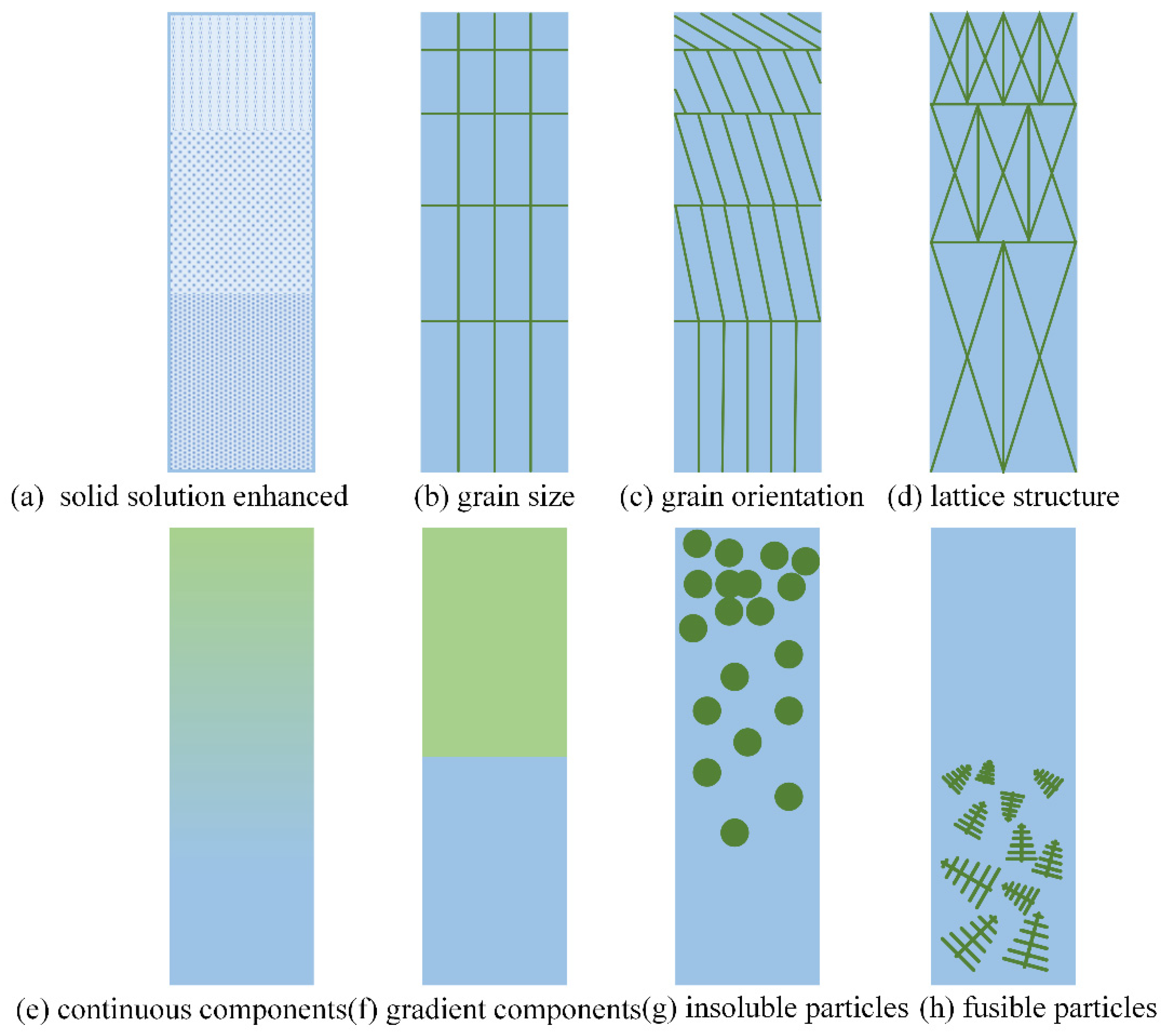
2. Types of FGMs Prepared by AM
3. AM Techniques for Metal FGMs
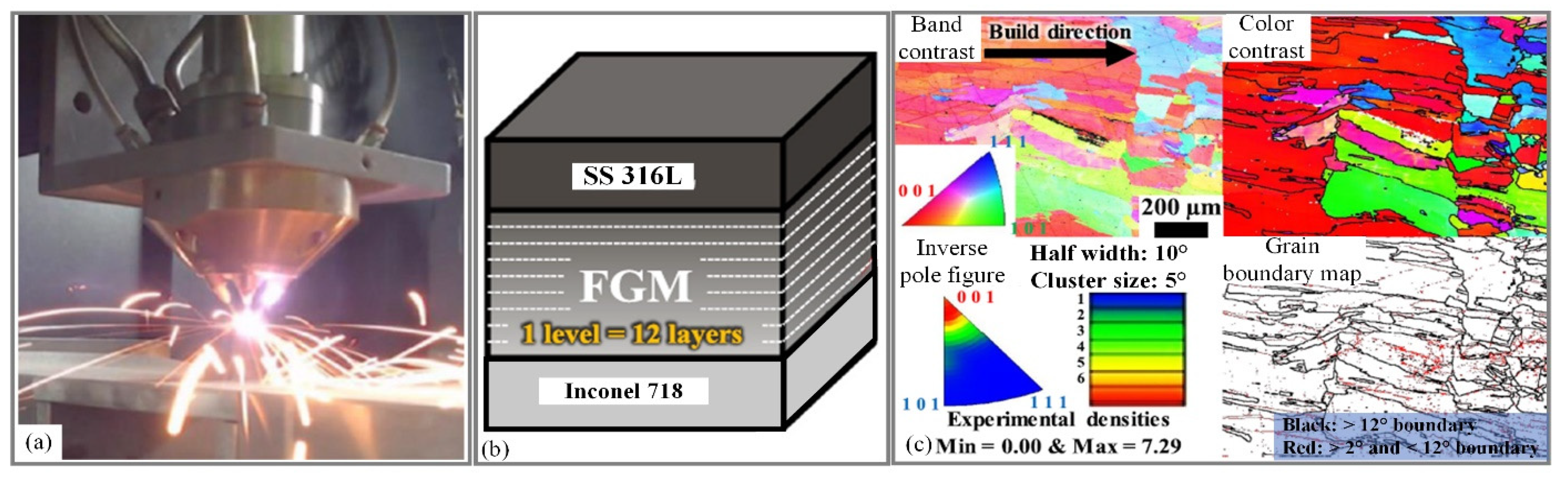
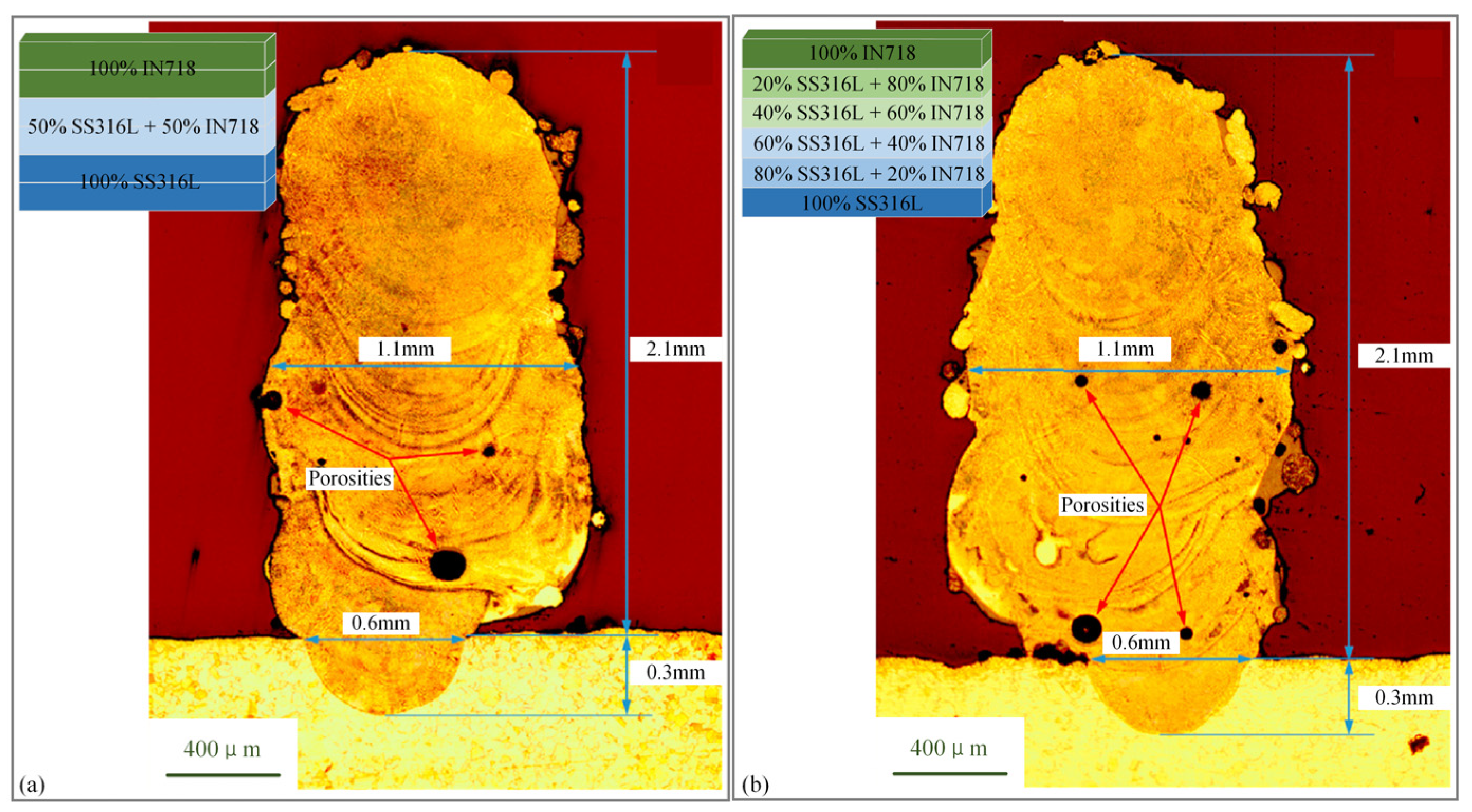
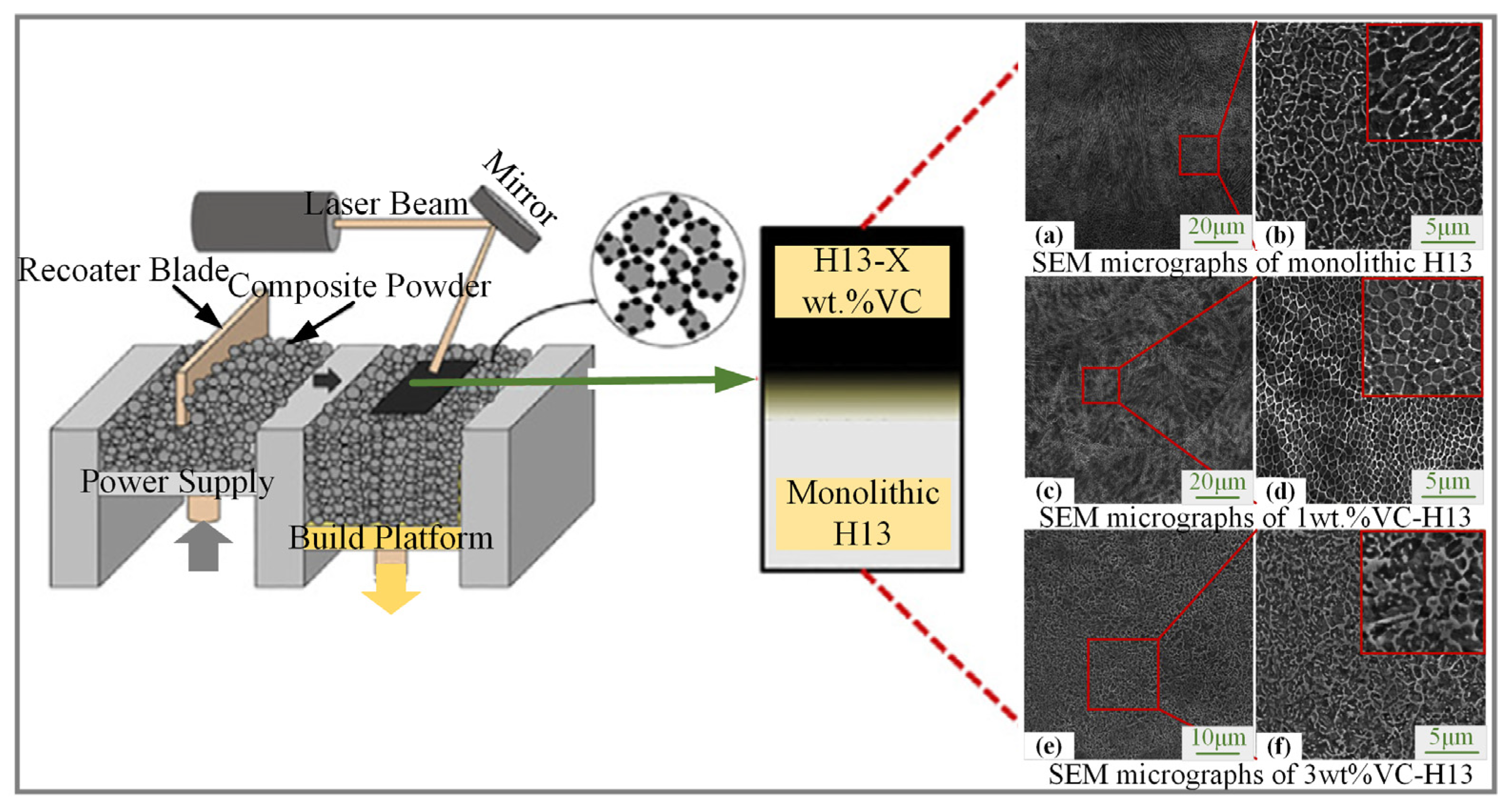
3.1. Laser AM Techniques for Metal FGMs
3.2. Electron Beam AM Techniques for Metal FGMs
3.3. Wire and Arc AM for Large-Scale Metal FGMs
4. Summary and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, S.; Wu, Z.; Kang, G.; Chen, W.; Li, J.; Ke, L.; Wang, T.; Xiao, T.; Yuan, Q.; Hu, C. Research Progress on Multi-dimensional and Multi-scale High-throughput Characterization for Advanced Materials. J. Mech. Eng. 2021, 57, 37–65. [Google Scholar]
- Hofmann, D.C.; Kolodziejska, J.; Roberts, S.; Otis, R.; Dillon, R.P.; Suh, J.; Liu, Z.; Borgonia, J. Compositionally graded metals: A new frontier of additive manufacturing. J. Mater. Res. 2014, 29, 1899–1910. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Meyers, M.A.; Zhang, Z.; Ritchie, R.O. Functional gradients and heterogeneities in biological materials: Design principles, functions, and bioinspired applications. Prog. Mater. Sci. 2017, 88, 467–498. [Google Scholar] [CrossRef]
- Xue, C.; Song, Z.; Chunhua, Z.; Chenliang, W.; Qiang, W.; Shiyun, D. Research status and prospect of laser additive manufacturing technology for high performance gradient functional materials. J. Mater. Eng. 2020, 48, 13–23. [Google Scholar]
- Sarathchandra, D.T.; Subbu, S.K.; Venkaiah, N. Functionally graded materials and processing techniques: An art of review. Mater. Today Proc. 2018, 5, 21328–21334. [Google Scholar] [CrossRef]
- Gupta, A.; Talha, M. Recent development in modeling and analysis of functionally graded materials and structures. Prog. Aerosp. Sci. 2015, 79, 1–14. [Google Scholar] [CrossRef]
- Domack, M.S.; Baughman, J.M. Development of Nickel-Titanium Graded Composition Components. Rapid Prototyp. J. 2004, 11, 41–51. [Google Scholar] [CrossRef]
- Pompe, W.; Worch, H.; Epple, M.; Friess, W.; Gelinsky, M.; Greil, P.; Hempele, U.; Scharnweber, D.; Schulte, K. Functionally graded materials for biomedical applications. Mater. Sci. Eng. A 2003, 362, 40–60. [Google Scholar] [CrossRef]
- Matsuo, S.; Watari, F.; Ohata, N. Fabrication of a functionally graded dental composite resin post and core by laser lithography and finite element analysis of its stress relaxation effect on tooth root. Dent. Mater. J. 2001, 20, 257. [Google Scholar] [CrossRef]
- Malinina, M.; Sammi, T.; Gasik, M.M. Corrosion Resistance of Homogeneous and FGM Coatings. Mater. Sci. Forum 2005, 492–493, 305–310. [Google Scholar] [CrossRef]
- Kawasaki, A.; Watanabe, R. Thermal fracture behavior of metal/ ceramic functionally graded materials. Eng. Fract. Mech. 2002, 69, 1713–1728. [Google Scholar] [CrossRef]
- Müller, E.; Drašar, Č.; Schilz, J.; Kaysser, W.A. Functionally graded materials for sensor and energy applications. Mater. Sci. Eng. A 2003, 362, 17–39. [Google Scholar] [CrossRef]
- Hsiang, L.G.; Eujin, P.; David, H.; Monzón, M.D. An overview of functionally graded additive manufacturing. Addit. Manuf. 2018, 23, 34–44. [Google Scholar]
- Bever, M.B.; Duwez, P.F. Gradients in Composite Materials. Mater. Sci. Eng. 1972, 10, 1–8. [Google Scholar] [CrossRef]
- Shen, M.; Bever, M.B. Gradients in polymeric materials. J. Mater. Sci. 1972, 7, 741–746. [Google Scholar] [CrossRef]
- Zhu, J.C.; Yin, Z.D.; Lai, Z.H. Fabrication and microstructure of ZrO2-Ni functional gradient material by powder metallurgy. J. Mater. Sci. 1996, 31, 5829–5834. [Google Scholar] [CrossRef]
- El-Galy, I.M.; Ahmed, M.H.; Bassiouny, B.I. Characterization of functionally graded Al-SiCp metal matrix composites manufactured by centrifugal casting. Alex. Eng. J. 2017, 56, 371–381. [Google Scholar] [CrossRef]
- Wan, B.Q.; Sun, X.Y.; Ma, H.T.; Feng, R.F.; Li, Y.S.; Yang, Q. Plasma enhanced chemical vapor deposition of diamond coatings on Cu–W and Cu–WC composites. Surf. Coat. Technol. 2015, 284, 133–138. [Google Scholar] [CrossRef]
- Uribe, E.; Salas, O.; Melo-Máximo, D.V.; Hernández-Durán, P.E.; Oseguer, J.; Torres, R.D. Evolution of PVD Al oxide coatings in carburizing atmospheres at high temperature. Surf. Coat. Technol. 2015, 284, 2–8. [Google Scholar] [CrossRef]
- Khor, K.A.; Dong, Z.L.; Gu, Y.W. Plasma prayed functionally graded thermal barrier coatings. Mater. Lett. 1999, 38, 437–444. [Google Scholar] [CrossRef]
- Kawase, M.; Tago, T.; Kurosawa, M.; Utsumi, H.; Hashimoto, K. Chemical vapor infiltration and deposition to produce a silicon carbide-carbon functional gradient material. Chem. Eng. Sci. 1999, 54, 3327–3334. [Google Scholar] [CrossRef]
- Kotikala, R.; Suresh Babu, V.; Davidson, M.J. Interfacial microstructure and properties of Al-Cu functionally graded materials fabricated by powder metallurgy method. Mater. Today Proc. 2021, 46, 9212–9216. [Google Scholar]
- Gao, J.W.; Wang, C.Y. Modeling the solidification of functionally graded materials by centrifugal casting. Mater. Sci. Eng. A 2000, 292, 207–215. [Google Scholar] [CrossRef]
- Weon, Y.S.; Jongcheon, Y.; Hyub, L.; Sik, S.D. Defect of functionally graded material of inconel 718 and STS 316L fabricated by directed energy deposition and its effect on mechanical properties. J. Mater. Res. Technol. 2022, 17, 478–497. [Google Scholar]
- Wei, C.; Cheng, J.; Zhang, M.; Zhou, R.; Wei, B.; Yu, X.; Luo, L.; Chen, P. Fabrication of diamond/W–Cu functionally graded material by microwave sintering. Nucl. Eng. Technol. 2022, 54, 975–983. [Google Scholar] [CrossRef]
- Yi, H.C.; Moore, J.J. Self-propagating high-temperature (combustion) synthesis (SHS) of powder- compacted materials. J. Mater. Sci. 1990, 25, 1159–1168. [Google Scholar] [CrossRef]
- Lu, B.; Li, D. The development of Additive manufacturing (3D printing) technology. Mach. Build. Autom. 2013, 42, 1–4. [Google Scholar]
- Zhu, Y.; Li, J.; Tian, X.; Wang, H.; Liu, D. Microstructure and mechanical properties of hybrid fabricated Ti-6.5Al-3.5Mo-1.5Zr-0.3Si titanium alloy by laser additive manufacturing. Mater. Sci. Eng. A 2014, 607, 427–434. [Google Scholar] [CrossRef]
- Martinaa, F.; Mehnenb, J.; Williamsa, S.W.; Colegrovea, P.; Wang, F. Investigation of the benefits of plasma deposition for the additive layer manufacture of Ti6Al4V. J. Mater. Processing Technol. 2012, 212, 1377–1386. [Google Scholar] [CrossRef] [Green Version]
- Matz, J.E.; Eagar, T.W. Carbide formation in alloy 718 during Electron Beam Solid Freeform Fabrication. Metall. Mater. Trans. A 2002, 33, 2559–2567. [Google Scholar] [CrossRef]
- Li, W.; Karnati, S.; Kriewall, C.; Liou, F.; Newkirk, J.; Taminger, K.M.B.; Seufzer, W.J. Fabrication and characterization of a functionally graded material from Ti-6Al-4V to SS316 by laser metal deposition. Addit. Manuf. 2017, 14, 95–104. [Google Scholar] [CrossRef]
- Li, K.; Zhan, J.; Zhang, M.; Ma, R.; Tang, Q.; Zhang, D.Z.; Murr, L.E.; Cao, H. A functionally graded material design from stainless steel to Ni-based superalloy by laser metal deposition coupled with thermodynamic prediction. Mater. Des. 2022, 217, 110612. [Google Scholar] [CrossRef]
- Huang, J.; Liu, S.; Wu, L.; Yu, S.; Yu, X.; Yuan, W.; Liao, Y.; Fan, D. The microstructures and corrosion behavior of cladding layer on Ti-6Al-4V alloy using arc deposition with Arc and CO2 mixed shield gas. J. Alloys Compd. 2020, 857, 157557. [Google Scholar] [CrossRef]
- Reichardt, A.; Shapiro, A.A.; Otis, R.; Dillon, R.P.; Borgonia, J.P.; McEnerney, B.W.; Hosemann, P.; Beese, A.M. Advances in additive manufacturing of metal-based functionally graded materials. Int. Mater. Rev. 2021, 66, 1–29. [Google Scholar] [CrossRef]
- Seymur, H.; Alkunte, S.; Rajeshirke, M.; Gupta, A.; Huseynov, O.; Fidan, I.; Alifui-Segbaya, F.; Rennie, A. Review on Additive Manufacturing of Multi-Material Parts: Progress and Challenges. J. Manuf. Mater. Process. 2022, 6, 4. [Google Scholar]
- Zhou, J.; Li, H.; Yu, Y.; Firouzian, K.; Qian, Y.; Lin, F. Characterization of interfacial transition zone of functionally graded materials with graded composition from a single material in electron beam powder bed fusion. J. Alloys Compd. 2020, 832, 154774. [Google Scholar] [CrossRef]
- Guptha, K.M. Engineering Materials: Research, Applications and Advances; CRC Press: New York, NY, USA, 2015. [Google Scholar]
- Bai, G.; Han, R.; Ming, Z.; Zhang, M.; Zhen, L.; Wang, W. Applications and prospects of metal additive manufacturing technique in military component. Ordnance Mater. Sci. Eng. 2021, 44, 135–147. [Google Scholar]
- Ji, S.; Sun, Z.; Zhang, W.; Chen, X.; Xie, G.; Chang, H. Microstructural evolution and high temperature resistance of functionally graded material Ti-6Al-4V/Inconel 718 coated by directed energy deposition-laser. J. Alloys Compd. 2020, 848, 156255. [Google Scholar] [CrossRef]
- Daniel, M.; Jan, D.; Martina, K.; Sylwia, R.; Jaroslav, V. Structural integrity and mechanical properties of the functionally graded material based on 316L/IN718 processed by DED technology. Mater. Sci. Eng. A 2021, 811, 141038. [Google Scholar]
- Zhang, X.; Li, L.; Liou, F. Additive manufacturing of stainless steel—Copper functionally graded materials via Inconel 718 interlayer. J. Mater. Res. Technol. 2021, 15, 2045–2058. [Google Scholar] [CrossRef]
- Zuback, J.S.; Palmer, T.A.; DebRoy, T. Additive manufacturing of functionally graded transition joints between ferritic and austenitic alloys. J. Alloys Compd. 2019, 770, 995–1003. [Google Scholar] [CrossRef]
- Han, C.; Li, Y.; Wang, Q.; Cai, D.; Wei, Q.; Yang, L.; Wen, S.; Liu, J.; Shi, Y. Titanium/hydroxyapatite (Ti/HA) gradient materials with quasi-continuous ratios fabricated by SLM: Material interface and fracture toughness. Mater. Des. 2018, 141, 256–266. [Google Scholar] [CrossRef]
- Cui, X.; Zhang, S.; Zhang, C.H.; Wu, C.L.; Zhang, J.B.; Liu, Y.; Abdullah, A.O. The impact of powder oxygen content on formability of 12CrNi2 alloy steel fabricated by laser melting deposition. Powder Metall. 2019, 62, 186–195. [Google Scholar] [CrossRef]
- Wei, M.; Yin, X.; Wang, Z.; Fang, J.; Guo, L.; Ma, Q.; Cui, B. Additive manufacturing of a functionally graded material from Inconel625 to Ti6Al4V by laser synchronous preheating. J. Mater. Process. Technol. 2020, 275, 116368. [Google Scholar]
- Su, Y.; Chen, B.; Tan, C.; Song, X.; Feng, J. Influence of composition gradient variation on the microstructure and mechanical properties of 316 L/Inconel718 functionally graded material fabricated by laser additive manufacturing. J. Mater. Process. Technol. 2020, 283, 116702. [Google Scholar] [CrossRef]
- Zhang, C.; Liu, Y.; Lu, J.; Xu, L.; Lin, Y.; Chen, P.; Sheng, Q.; Chen, F. Additive manufacturing and mechanical properties of martensite/austenite functionally graded materials by laser engineered net shaping. J. Mater. Res. Technol. 2022, 17, 1570–1581. [Google Scholar]
- Bobbio, L.D.; Bocklund, B.; Reichardt, A.; Otis, R.; Borgonia, J.P.; Dillon, R.P.; Shapiro, A.A.; McEnerney, B.W.; Hosemann, P.; Liu, Z.; et al. Analysis of formation and growth of the σ phase in additively manufactured functionally graded materials. J. Alloys Compd. 2020, 814, 151729. [Google Scholar]
- Hu, Y.; Cong, W. A review on laser deposition-additive manufacturing of ceramics and ceramic reinforced metal matrix composites. Ceram. Int. 2018, 44, 20599–20612. [Google Scholar] [CrossRef]
- Hoon, K.S.; Hoyoung, L.; Mo, Y.S.; Clodualdo, A.; Kyunsuk, C.; Jongcheon, Y.; Weon, Y.S.; Hyub, L. Selective compositional range exclusion via directed energy deposition to produce a defect-free Inconel 718/SS 316L functionally graded material. Addit. Manuf. 2021, 47, 102288. [Google Scholar]
- Bobbio, L.D.; Otis, R.A.; Borgonia, J.P.; Dillon, R.P.; Shapiro, A.A.; Liu, Z.-K.; Beese, A.M. Additive Manufacturing of a Functionally Graded Material from Ti-6Al-4V to Invar: Experimental Characterization and Thermodynamic Calculations. Acta Mater. 2017, 127, 133–142. [Google Scholar] [CrossRef]
- Reza, G.; Homam, N.; Mahmoud, M. Additive manufacturing of thin-walled SS316L-IN718 functionally graded materials by direct laser metal deposition. J. Mater. Res. Technol. 2021, 15, 2673–2685. [Google Scholar]
- Li, N.; Xiong, H.; Qin, R.; Liu, W.; Huang, S.; Gao, C. Microstructure and Mechanism of Ti2AlNb/TiC+Ti3SiC2 Gradient Materials by In-situ Reaction Laser Cladding. J. Mech. Eng. 2018, 54, 144–150. [Google Scholar] [CrossRef]
- Zhang, G.; Chen, J.; Tan, H.; Zhao, Z.; Lin, X.; Huang, W. Integrated Laser Additive Manufacturing Method for Reinforcement of Selected Titanium or Titanium Alloy Zone. CN:201711015935A, 6 August 2019. [Google Scholar]
- Morteza, N.; Ali, G.; Eskandar, F.; Mohamed, E. Laser powder bed fusion of functionally graded bi-materials: Role of VC on functionalizing AISI H13 tool steel. Mater. Des. 2021, 201, 109503. [Google Scholar]
- Thomas, N.; Stefan, L.; Andre, R.; Florian, B.; Thomas, T.; Albert, R.H.; Dieter, S. Functionally Graded Alloys Obtained by Additive Manufacturing. Adv. Eng. Mater. 2014, 16, 857–861. [Google Scholar]
- Wang, D.; Deng, G.; Yang, Y.; Chen, J.; Wu, W.; Zhang, M. Research Progress on Additive Manufacturing of Metallic Heterogeneous Materials. J. Mech. Eng. 2021, 57, 186–198. [Google Scholar]
- Gökhan, D.A.; Barbara, P. Multi-material selective laser melting of Fe/Al-12Si components. Manuf. Lett. 2017, 11, 8–11. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components-process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Herzog, D.; Seyd, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Jun, Z.; Hongxin, L.; Yefeng, Y.; Yang, L.; Ya, Q.; Kevin, F.; Feng, L. Fabrication of functionally graded materials from a single material by selective evaporation in electron beam powder bed fusion. Mater. Sci. Eng. A 2020, 793, 139827. [Google Scholar]
- Chao, G.; Wenjun, G.; Feng, L. Dual-Material Electron Beam Selective Melting: Hardware Development and Validation Studies. Engineering 2015, 1, 124–130. [Google Scholar]
- Alejandro, H.; Jorge, M.; Ashley, R.; Pedro, F.; Peter, H.; Murr, L.E.; Wicker, R.B. Joining of Inconel 718 and 316 Stainless Steel using electron beam melting additive manufacturing technology. Mater. Des. 2016, 94, 17–27. [Google Scholar]
- Rock, C.; Lara-Curzio, E.; Ellis, B.; Ledford, C.; Leonard, D.N.; Kannan, R.; Kirka, M.; Horn, T. Additive Manufacturing of Pure Mo and Mo + TiC MMC Alloy by Electron Beam Powder Bed Fusion. JOM 2020, 72, 4202–4213. [Google Scholar]
- Utyaganova, V.; Filippov, A.; Tarasov, S.; Shamarin, N.; Gurianov, D.; Vorontsov, A.; Chumaevskii, A.; Fortuna, S.; Savchenko, N.; Rubtsov, V.; et al. Characterization of AA7075/AA5356 gradient transition zone in an electron beam wire-feed additive manufactured sample. Mater. Charact. 2021, 172, 110867. [Google Scholar] [CrossRef]
- Osipovich Kseniya, S.; Astafurova Elena, G.; Chumaevskii Andrey, V.; Kalashnikov Kirill, N.; Astafurov Sergey, V.; Maier Galina, G.; Melnikov Evgenii, V.; Moskvina Valentina, A.; Panchenko Marina, Y.; Tarasov Sergey, Y.; et al. Gradient transition zone structure in “steel–copper” sample produced by double wire-feed electron beam additive manufacturing. J. Mater. Sci. 2020, 55, 9258–9272. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Chen, Y.; Li, P. Weld Deposition based Rapid Prototyping a Preliminary Study. J. Mater. Process. Technol. 2003, 135, 347–357. [Google Scholar] [CrossRef]
- Wang, H.; Jiang, W.; Ouyang, J.; Kovacevic, R. Rapid Prototyping of 4043 Al-alloy Parts by VP-GTAW. J. Mater. Process. Technol. 2004, 148, 93–102. [Google Scholar] [CrossRef]
- Huang, J.; Liu, S.; Yu, S.; Yu, X.; Chen, H.; Fan, D. Arc deposition of wear resistant layer TiN on Ti6Al4V using simultaneous feeding of nitrogen and wire. Surf. Coat. Technol. 2020, 381, 125141. [Google Scholar] [CrossRef]
- Huang, J.; Chen, H.; Pan, W.; Yu, S.; Fan, D.; Yang, F. Effect of nitrogen on the microstructures and mechanical behavior of Ti-6Al-4V alloy additively manufactured via tungsten inert gas welding. Mater. Today Commun. 2020, 24, 101171. [Google Scholar] [CrossRef]
- Chen, S.; Zengxi, P.; Dominic, C.; Jon, R.; Huijun, L. Fabrication of Fe-FeAl functionally Graded Material Using the Wire-Arc Additive Manufacturing Process. Metall. Mater. Trans. B 2016, 47, 763–772. [Google Scholar]
- Jun, W.; Zengxi, P.; Yan, M.; Yao, L.; Chen, S.; Dominic, C.; Huijun, L. Characterization of wire arc additively manufactured titanium aluminide functionally graded material: Microstructure, mechanical properties and oxidation behaviour. Mater. Sci. Eng. A 2018, 734, 110–119. [Google Scholar]
- Xinya, C.; Jian, H.; Jun, W.; Yangchuan, C.; Guoyang, Z.; Lianzhong, L.; Yi, X.; Yinbao, T. A functionally graded material from TC4 to 316L stainless steel fabricated by double-wire + arc additive manufacturing. Mater. Lett. 2021, 300, 130141. [Google Scholar]
- Lianzhong, L.; Yinbao, T.; Yangchuan, C.; Yi, X.; Xinya, C.; Guoyang, Z.; Jian, H. Microstructure and mechanical properties of a functionally graded material from TAl to Inconel 625 fabricated by dual wire + arc additive manufacturing. Mater. Lett. 2021, 298, 130010. [Google Scholar]
- Chen, S.; Xueming, H.; Mark, R.; Klaus-Dieter, L.; Gang, M.; Zengxi, P.; Ye, H.; Huijun, L. Thermal induced phase evolution of Fe-Fe3Ni functionally graded material fabricated using the wire-arc additive manufacturing process: An in-situ neutron diffraction study. J. Alloys Compd. 2020, 826, 154097. [Google Scholar]
- Jia, G. Process Research of Auxiliary Wire Feeding GMA Additive Manufacturing and Fabrication of Graded Material. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2018. [Google Scholar]
- Eimer, E.; Suder, W.; Williams, S.; Ding, J. Wire Laser Arc Additive Manufacture of Aluminium Zinc Alloys. Weld. World 2020, 64, 1313–1319. [Google Scholar] [CrossRef] [Green Version]
- Dharmendra, C.; Shakerin, S.; Ram, G.D.J.; Mohammadi, M. Wire-arc Additive Manufacturing of Nickel Aluminum Bronze/Stainless Steel Hybrid Parts-Interfacial Characterization, Prospects, and Problems. Materialia 2020, 13, 100834. [Google Scholar] [CrossRef]
- Liu, C.; Di, G.; Rui, F.; Zhuo, C.; Xiao, H. The Invention Relates to an Arc Additive Manufacturing Method for Aluminum Alloy Gradient Structure Parts. CN 110893502A, 20 March 2020. [Google Scholar]
- Shengzhao, Y.; Yingyue, Y.; Jian, G.; Zhenhua, Z.; Quanquan, H. Research Status and Prospect of Functionally Graded Additive Manufacturing Technology. Hot Work. Technol. 2021, 50, 35–54. [Google Scholar]
- Rodrigues, T.A.; Bairrão, N.; Farias, F.W.C.; Shamsolhodaei, A.; Shen, J.; Zhou, N.; Maawad, E.; Schell, N.; Santos, T.G.; Oliveira, J.P. Steel-copper functionally graded material produced by twin-wire and arc additive manufacturing (T-WAAM). Mater. Des. 2022, 213, 110270. [Google Scholar] [CrossRef]
- Wu, B.; Qiu, Z.; Pan, Z.; Kristin, C.; Wang, T.; Ding, D.; Van, D.S.; Li, H. Enhanced Interface Strength in Steel-Nickel Bimetallic Component Fabricated Using Wire Arc Additive Manufacturing with Interweaving Deposition Strategy. J. Mater. Sci. Technol. 2020, 52, 226–234. [Google Scholar] [CrossRef]
- Liu, L.; Zhuang, Z.; Liu, F.; Zhu, M. Additive manufacturing of steel-bronze bimetal by shaped metal deposition: Interface characteristics and tensile properties. Int. J. Adv. Manuf. Technol. 2013, 69, 2131–2137. [Google Scholar] [CrossRef]
- Ahsan, M.R.U.; Mohammad, T.A.N.; Taylor, R.; Ahmed, E.; Min-Suk, O.; Bong, K.D. Fabrication of bimetallic additively manufactured structure (BAMS) of low carbon steel and 316L austenitic stainless steel with wire + arc additive manufacturing. Rapid Prototyp. J. 2019, 26, 519–530. [Google Scholar] [CrossRef]
- Liu, Z.; Xue, D.; Han, S.; Deng, J.; Wang, L.; Yao, L. Microstructure and Mechanical Properties of Double Metal Arc Additive Forming Part Based on CMT Welding. Hot Work. Technol. 2017, 46, 184–186. [Google Scholar]
- Chandrasekaran, S.; Hari, S.; Amirthalingam, M. Wire arc additive manufacturing of functionally graded material for marine risers. Mater. Sci. Eng. A 2020, 792, 139530. [Google Scholar] [CrossRef]
- Yugang, M.; Chunwang, L.; Chenhao, Y.; Chao, W.; Zhicheng, L. Joint characteristics of carbon steel bypass-current PAW on additive manufacturing. J. Manuf. Process. 2021, 61, 408–416. [Google Scholar]
- Miao, Y.; Li, C.; Zhao, H.; Zou, J.; Zhang, P. Characteristic analysis of copper/steel composite joint bypass-current wire-heating PAW on additive manufacturing. Trans. China Weld. Inst. 2019, 40, 95–99. [Google Scholar]
- Guo, Y. Experimental Research on Multilayer Structureof High Nitrogen Steel-316L Made by Robot CMT Additive Manufacturing. Master’s Thesis, Nanjing University of Science and Technology, Nanjing, China, 2018. [Google Scholar]
- Xuanyu, E. Research on Microstructures Evolution and Mechanical Properties of Components Deposited by Hybrid Double-Wire Cmt Additive Manufacturing Process. Master’s Thesis, Nanjing University of Science & Technology, Nanjing, China, 2019. [Google Scholar]
- Xu, J.; Peng, Y.; Liu, Z.; Zhou, Q.; Kong, J. Study on Plasma Arc Additive Manufacturing Process of Dissimilar Steels with Various Composite Structures. Trans. China Weld. Inst. 2019, 40, 119–124. [Google Scholar]
- Guo, S.; Wang, P.; Zhou, Q.; Zhu, J.; Gu, J. Microstructure and mechanical properties of bimetallic intertexture structure fabricated by plasma arc additive manufacturing. Trans. China Weld. Inst. 2021, 42, 14–19. [Google Scholar]
- Kai, T.; Swenja, K.; Marcel, L.; Tobias, B.; Volker, W. Multi-material design in welding arc additive manufacturing. Metals 2019, 9, 809. [Google Scholar]
- Zhang, R.; Jiang, F.; Chen, S. Comparison of energy acted on workpiece among Twin-body Plasma Arc Welding, Non-transferred Plasma Arc Welding and Plasma Arc Welding. J. Manuf. Process. 2016, 24, 152–160. [Google Scholar] [CrossRef]
- Zhang, R.; Jiang, F.; Chen, S. Droplet transfer behaviour in twin-body plasma arc welding. J. Manuf. Process. 2019, 41, 330–336. [Google Scholar] [CrossRef]
- Zhang, R.; Jiang, F.; Chen, S. Power transferred to the filler wire in twin-body plasma arc welding. J. Manuf. Process. 2021, 62, 566–576. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, R.; Jiang, F.; Xue, L.; Yu, J. Review of Additive Manufacturing Techniques for Large-Scale Metal Functionally Graded Materials. Crystals 2022, 12, 858. https://doi.org/10.3390/cryst12060858
Zhang R, Jiang F, Xue L, Yu J. Review of Additive Manufacturing Techniques for Large-Scale Metal Functionally Graded Materials. Crystals. 2022; 12(6):858. https://doi.org/10.3390/cryst12060858
Chicago/Turabian StyleZhang, Ruiying, Fan Jiang, Long Xue, and Junyu Yu. 2022. "Review of Additive Manufacturing Techniques for Large-Scale Metal Functionally Graded Materials" Crystals 12, no. 6: 858. https://doi.org/10.3390/cryst12060858
APA StyleZhang, R., Jiang, F., Xue, L., & Yu, J. (2022). Review of Additive Manufacturing Techniques for Large-Scale Metal Functionally Graded Materials. Crystals, 12(6), 858. https://doi.org/10.3390/cryst12060858