
Effect of Arc Behaviour and Metal Transfer Process on Aluminium Welds during Ultrasonic Frequency Pulsed GMAW



Abstract
:1. Introduction
2. Materials and Methods
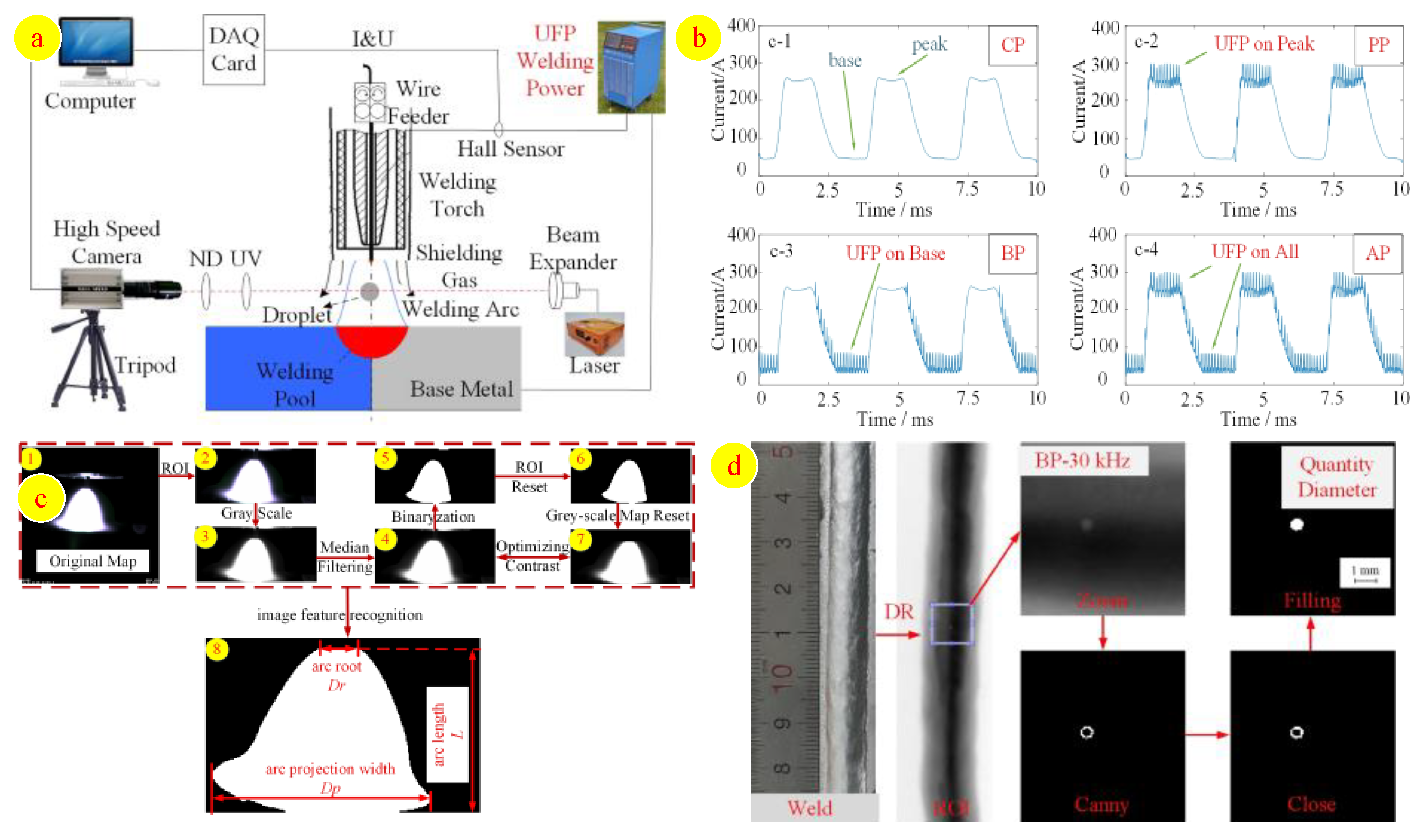
2.1. Procedure and Experiments
2.2. Image Processing Algorithms
2.2.1. Arc Shape Characters Extracting Algorithm
2.2.2. Porosity Defect Characters Extracting Algorithm
3. Results and Discussion
3.1. Arc Force
3.2. Droplet Dynamics
3.3. Welds Porosity Defect
3.4. Microstructure and Microhardness Property
4. Conclusions
- (1)
- The axial arc plasma jet force and arc force were increased.
- (2)
- The average droplet falling acceleration in peak-time duration was computed to contrast with the theoretical calculated value, and the result matched each other pretty well. UFP monitoring value possessed an increase by 13.58% for PP and 21.44% for AP, respectively.
- (3)
- The welds porosity quantities and sizes markedly were decreased.
- (4)
- UFP was capable of decelerating regional element segregations, improving the grain refinement, leading to the increased microhardness property of welded joint, and relieved joint softening phenomenon. The average microhardness of UFP fusion zone increased by 23.25% for PP, 22.49% for BP, and 24.58% for AP, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, J.; Zhou, X.; Zhu, D. Effect of Arc Length on Oxygen Content and Mechanical Properties of Weld Metal during Pulsed GMAW. Crystals 2022, 12, 176. [Google Scholar] [CrossRef]
- Wu, D.; Chen, Y.; Chen, H.; Chen, S. Influences of weaving parameters on dynamic characteristics and stability control of the droplet transfer in arc-weaving P-GMAW process. Int. J. Adv. Manuf. Technol. 2022, 119, 5233–5250. [Google Scholar] [CrossRef]
- Chen, C.; Society, A.W.; Fan, C.; Cai, X.; Liu, Z.; Lin, S.; Yang, C. Characteristics of arc and metal transfer in pulsed Ultrasonic-Assisted GMAW compared to conventional GMAW, PU-GMAW of aluminum alloy is found to reduce droplet size and increase droplet frequency. Weld. J. 2020, 99, 203s–208s. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, C. Effect of pulse frequency on weld appearance of Al alloy in pulse power ultrasonic assisted GMAW. J. Manuf. Process. 2021, 71, 565–570. [Google Scholar] [CrossRef]
- Chung, V.T.-T.; Nguyen, C.T.; Bui, K.D.; Nguyen, L.H.; Van Nguyen, A.; Nguyen, H.T. Penetration and microstructure of steel joints by ultrasonic-assisted gas metal arc welding. Jpn. J. Appl. Phys. 2022, 61, 046502. [Google Scholar] [CrossRef]
- Simon, M.S.; Mokrov, O.; Sharma, R.; Reisgen, U.; Zhang, G.; Goett, G.; Uhrlandt, D. Validation of evaporation-determined model of arc-cathode coupling in the peak current phase in pulsed GMA welding. J. Phys. D Appl. Phys. 2021, 55, 105204. [Google Scholar] [CrossRef]
- Wang, L.; Xue, J. Perspective on Double Pulsed Gas Metal Arc Welding. Appl. Sci. 2017, 7, 894. [Google Scholar] [CrossRef]
- Sathishkumar, M.; Bhakat, Y.J.; Kumar, K.G.; Giribaskar, S.; Oyyaravelu, R.; Arivazhagan, N.; Manikandan, M. Investigation of Double-Pulsed Gas Metal Arc Welding Technique to Preclude Carbide Precipitates in Aerospace Grade Hastelloy X. J. Mater. Eng. Perform. 2021, 30, 661–684. [Google Scholar] [CrossRef]
- Yu, X.; Xue, J.; Shen, Q.; Zheng, Z.; Ou, N. Effect of low heat-input double-pulse gas metal arc welding on weld formation and microstructure of 6061 aluminium alloy. Sci. Technol. Weld. Join. 2022, 27, 238–249. [Google Scholar] [CrossRef]
- Wu, K.; Zeng, Y.; Zhang, M.; Hong, X.; Xie, P. Effect of high-frequency phase shift on metal transfer and weld formation in aluminum alloy double-wire DP-GMAW. J. Manuf. Process. 2022, 75, 301–319. [Google Scholar] [CrossRef]
- Wu, K.; Zhan, J.; Cao, X.; Hong, X.; Xie, P. Dynamic Metal Transfer Behavior in Double-Wire DP-GMAW of Aluminum Alloy Under Different Pulse Phases. J. Manuf. Sci. Eng. 2021, 143, 041002. [Google Scholar] [CrossRef]
- Yang, K.; Wang, F.; Liu, H.; Wang, P.; Luo, C.; Yu, Z.; Yang, L.; Li, H. Double-Pulse Triple-Wire MIG Welding of 6082-T6 Aluminum Alloy: Process Characteristics and Joint Performances. Metals 2021, 11, 1388. [Google Scholar] [CrossRef]
- Liu, G.; Tang, X.; Xu, Q.; Lu, F.; Cui, H. Effects of Active Gases on Droplet Transfer and Weld Morphology in Pulsed-Current NG-GMAW of Mild Steel. Chin. J. Mech. Eng. 2021, 34, 66. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, H.; Yan, Z.; Zhao, Y.; Chen, S. Study on Medium-Thick Al-Alloy T-Joints by Dual P-GMAW Bilateral Synchronous Welding. Metals 2021, 11, 1794. [Google Scholar] [CrossRef]
- Wang, Q.; Qi, B.; Cong, B.; Yang, M. Output characteristic and arc length control of pulsed gas metal arc welding process. J. Manuf. Process. 2017, 29, 427–437. [Google Scholar] [CrossRef]
- Zheng, H.; Qi, B.; Yang, M. Dynamic analysis of the ultrasonic-frequency pulsed GMAW metal transfer process. J. Manuf. Process. 2021, 62, 283–290. [Google Scholar] [CrossRef]
- Ando, K.; Hasegawa, M. Welding Arc Phenomena; China Machine Press: Beijing, China, 1985; pp. 249–250. [Google Scholar]
- Yang, M.; Yang, Z.; Cong, B.; Qi, B. How ultra high frequency of pulsed gas tungsten arc welding affects weld porosity of Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2015, 76, 955–960. [Google Scholar] [CrossRef]
- Li, L.; Yang, M.; Qi, B.; Liu, H. Study of high frequency pulsed arc on molten pool thermal properties of Ti-6Al-4V. J. Manuf. Process. 2019, 38, 308–312. [Google Scholar] [CrossRef]
- Yang, M.; Liu, H.; Qi, B. The surface depression and temperatures in molten pool with pulsed arc welding. J. Manuf. Process. 2018, 37, 130–138. [Google Scholar] [CrossRef]
- Yang, M.; Bai, R.; Zheng, H.; Qi, B. Temperature monitoring and calibration in Ti–6Al–4V molten pool with pulsed arc welding. Sci. Technol. Weld. Join. 2020, 25, 369–376. [Google Scholar] [CrossRef]
- Di, X.-J.; Xie, H.-J.; Chen, C.-X.; Deng, C.-Y.; Wang, D.-P. Microstructural Evolution and Softening Behavior of Simulated Heat-Affected Zone in 2219 Aluminum Alloy. Acta Met. Sin. (Engl. Lett.) 2017, 30, 1177–1184. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D.-K.; Wang, G.-Q.; Wu, A.-P.; Shan, J.-G.; Zhao, Y.; Zhao, T.-Y.; Meng, D.-Y.; Song, J.-L.; Zhang, Z.-P. Effects of Post-weld Heat Treatment on Microstructure, Mechanical Properties and the Role of Weld Reinforcement in 2219 Aluminum Alloy TIG-Welded Joints. Acta Met. Sin. (Engl. Lett.) 2019, 32, 684–694. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test No. | Mode | Conventional Pulse | UFP | ||||
|---|---|---|---|---|---|---|---|
| Base- Current/A | Peak- Current/A | Peak-Time /ms | Frequency /kHz | Amplitude /A | Duty Cycle /% | ||
| 1 | CP | 40 | 250 | 1.3 | / | / | / |
| 2 | PP | 40 | 240 | 10 | 50 | 20 | |
| 3 | 20 | ||||||
| 4 | 30 | ||||||
| 5 | 40 | ||||||
| 6 | BP | 30 | 250 | 10 | |||
| 7 | 20 | ||||||
| 8 | 30 | ||||||
| 9 | 40 | ||||||
| 10 | AP | 30 | 240 | 10 | |||
| 11 | 20 | ||||||
| 12 | 30 | ||||||
| 13 | 40 | ||||||
| Chemical Composition | Cu | Mn | Ti | Mg | Zr | V | Fe | Si | Al |
|---|---|---|---|---|---|---|---|---|---|
| mass fraction/% | 5.8~6.8 | 0.2~0.4 | 0.02~0.1 | 0.2 | 0.1~0.25 | 0.05~0.15 | 0.3 | 0.2 | Bal. |
| Element | Matrix | Particle | Boundary |
|---|---|---|---|
| Al | 96.25 | 48.69 | 78.92 |
| Cu | 3.75 | 51.31 | 21.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, H.; Qi, B.; Yang, M.; Liu, H. Effect of Arc Behaviour and Metal Transfer Process on Aluminium Welds during Ultrasonic Frequency Pulsed GMAW. Crystals 2022, 12, 586. https://doi.org/10.3390/cryst12050586
Zheng H, Qi B, Yang M, Liu H. Effect of Arc Behaviour and Metal Transfer Process on Aluminium Welds during Ultrasonic Frequency Pulsed GMAW. Crystals. 2022; 12(5):586. https://doi.org/10.3390/cryst12050586
Chicago/Turabian StyleZheng, Hao, Bojin Qi, Mingxuan Yang, and Heng Liu. 2022. "Effect of Arc Behaviour and Metal Transfer Process on Aluminium Welds during Ultrasonic Frequency Pulsed GMAW" Crystals 12, no. 5: 586. https://doi.org/10.3390/cryst12050586
APA StyleZheng, H., Qi, B., Yang, M., & Liu, H. (2022). Effect of Arc Behaviour and Metal Transfer Process on Aluminium Welds during Ultrasonic Frequency Pulsed GMAW. Crystals, 12(5), 586. https://doi.org/10.3390/cryst12050586