
A Comprehensive Review of Large-Strain-Extrusion Machining Process for Production of Fine-Grained Materials


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Large-Strain-Extrusion Machining
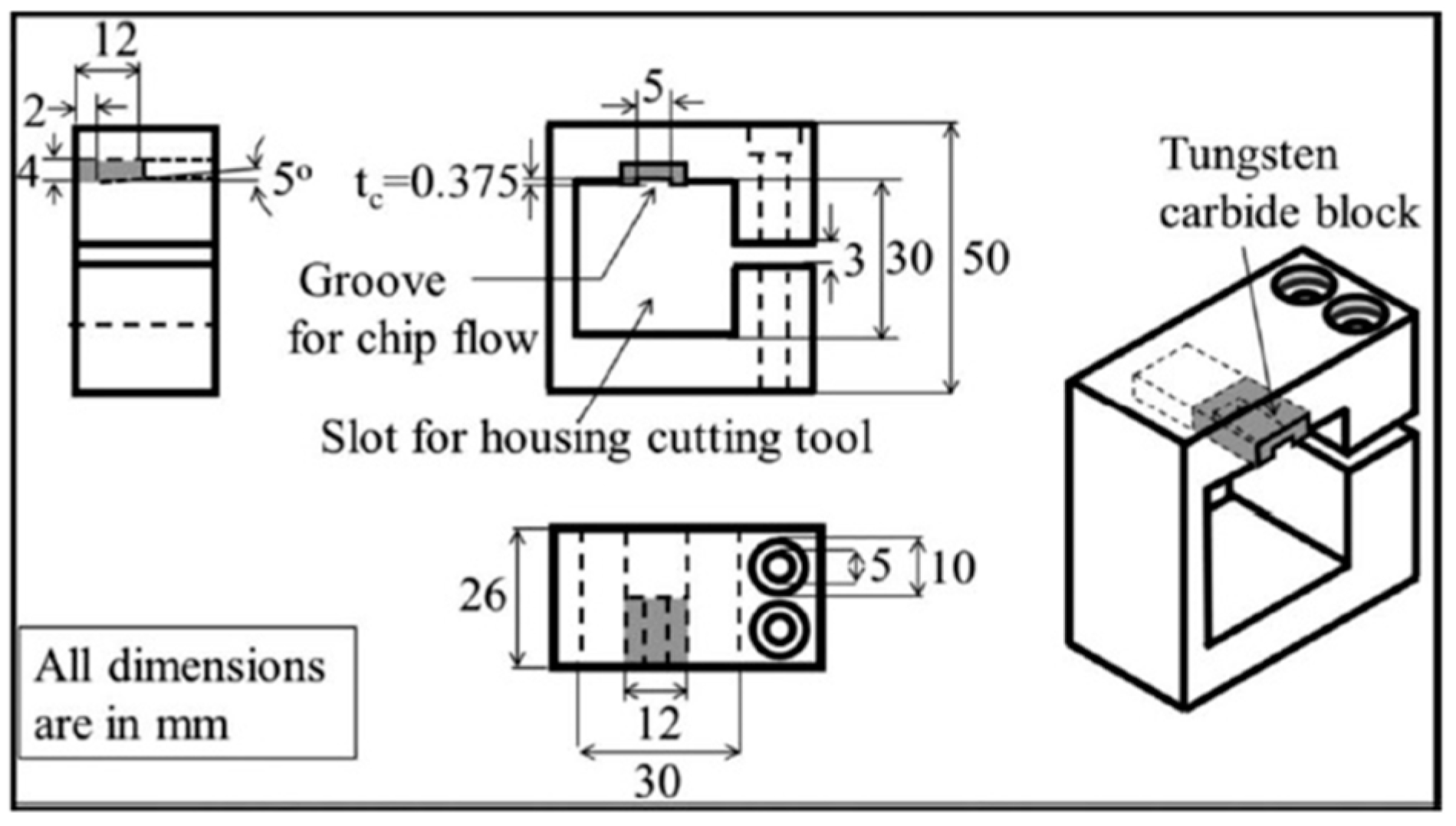
2.1. LSEM through Orthogonal Cutting
Cutting Tool and LSME Fixture
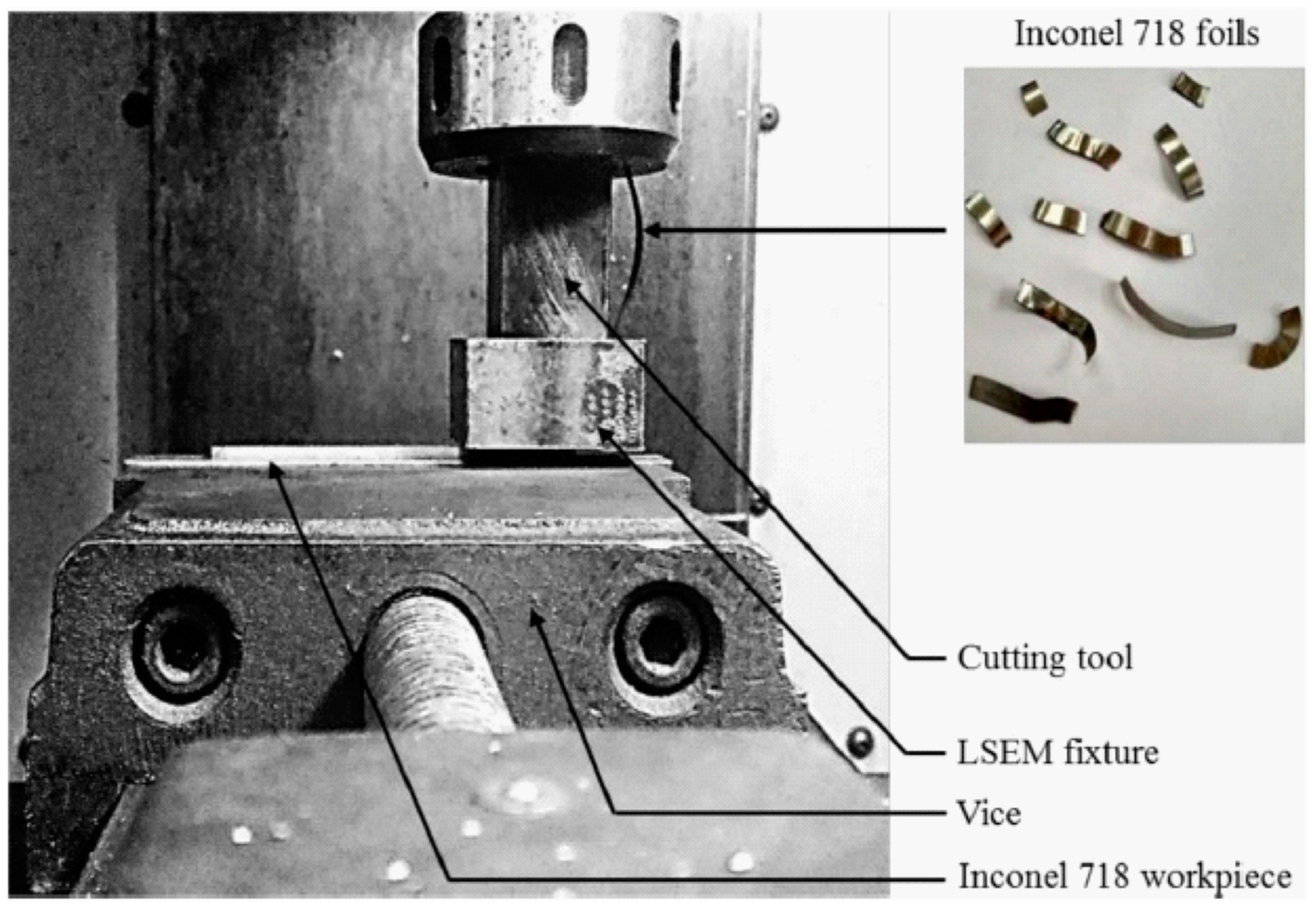
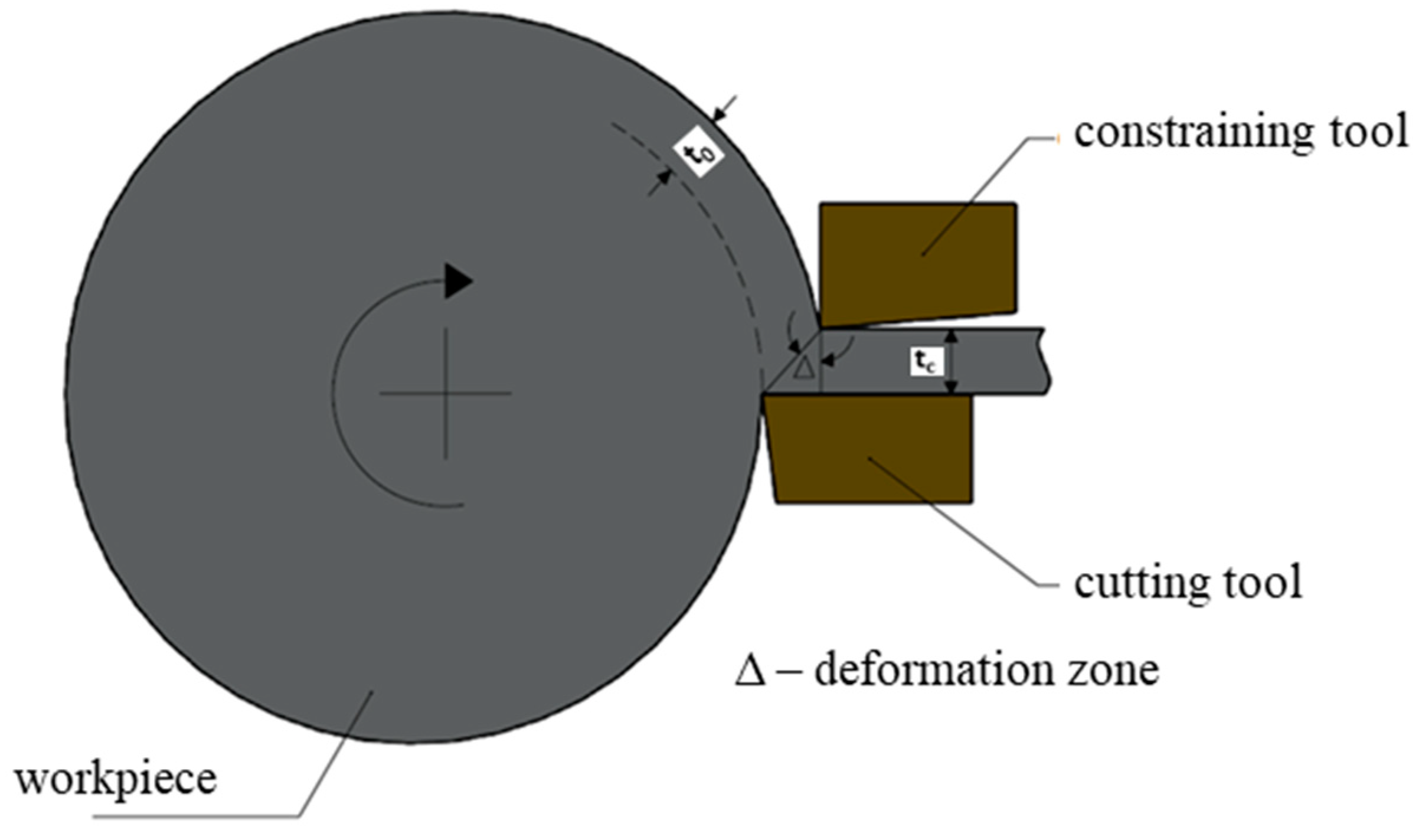
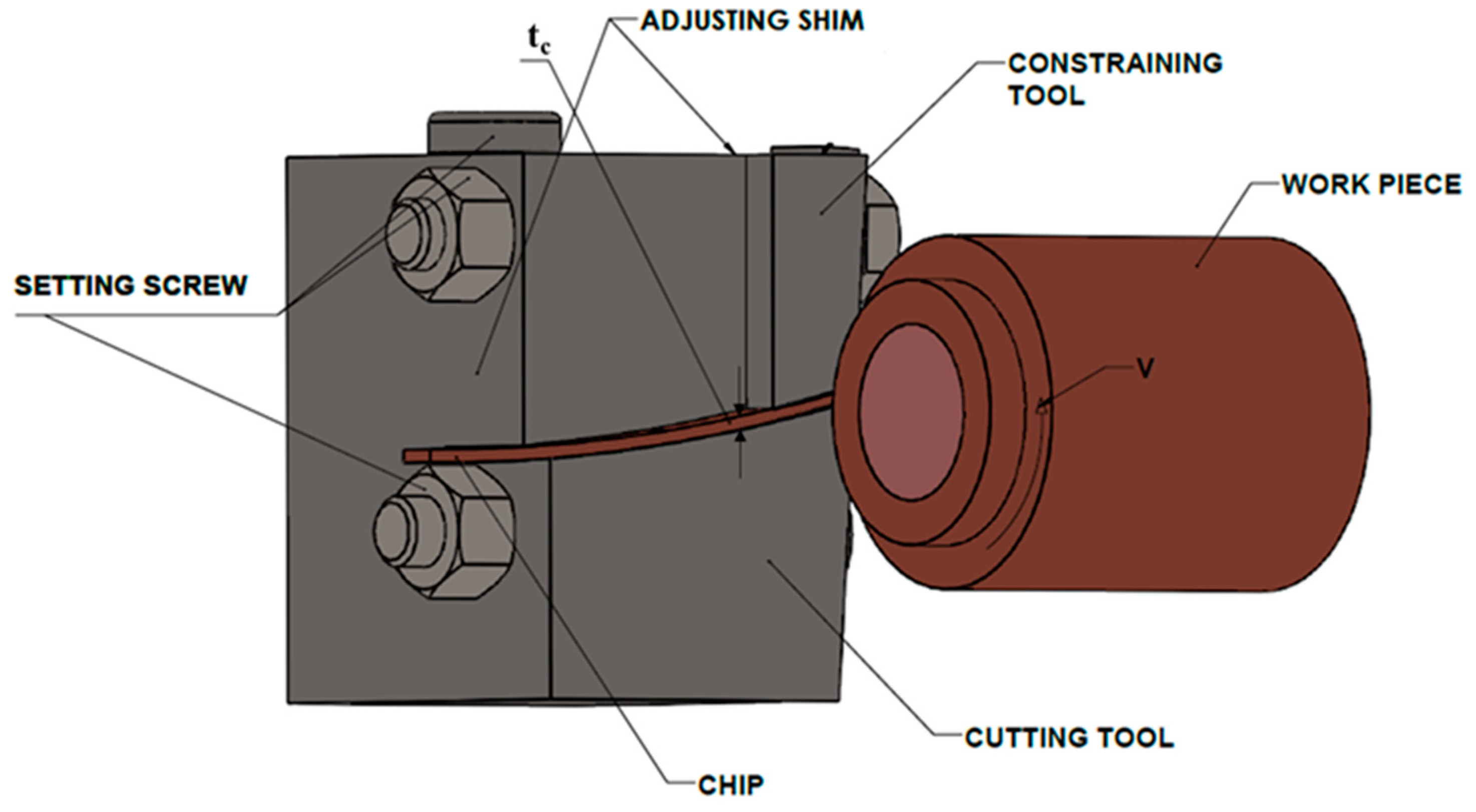
2.2. LSEM through Turning Experiment
2.3. Advantages of LSEM Process over Other SPD Processes
3. LSEM of Various Metals and Alloys
3.1. LSEM of Oxygen-Free High-Conductivity (OFHC) Copper, Pure Titanium, Tantalum, and Inconel 718
3.2. LSEM of MgAZ31B
3.3. LSEM of Aluminium Alloys
3.4. LSEM of Titanium Alloys
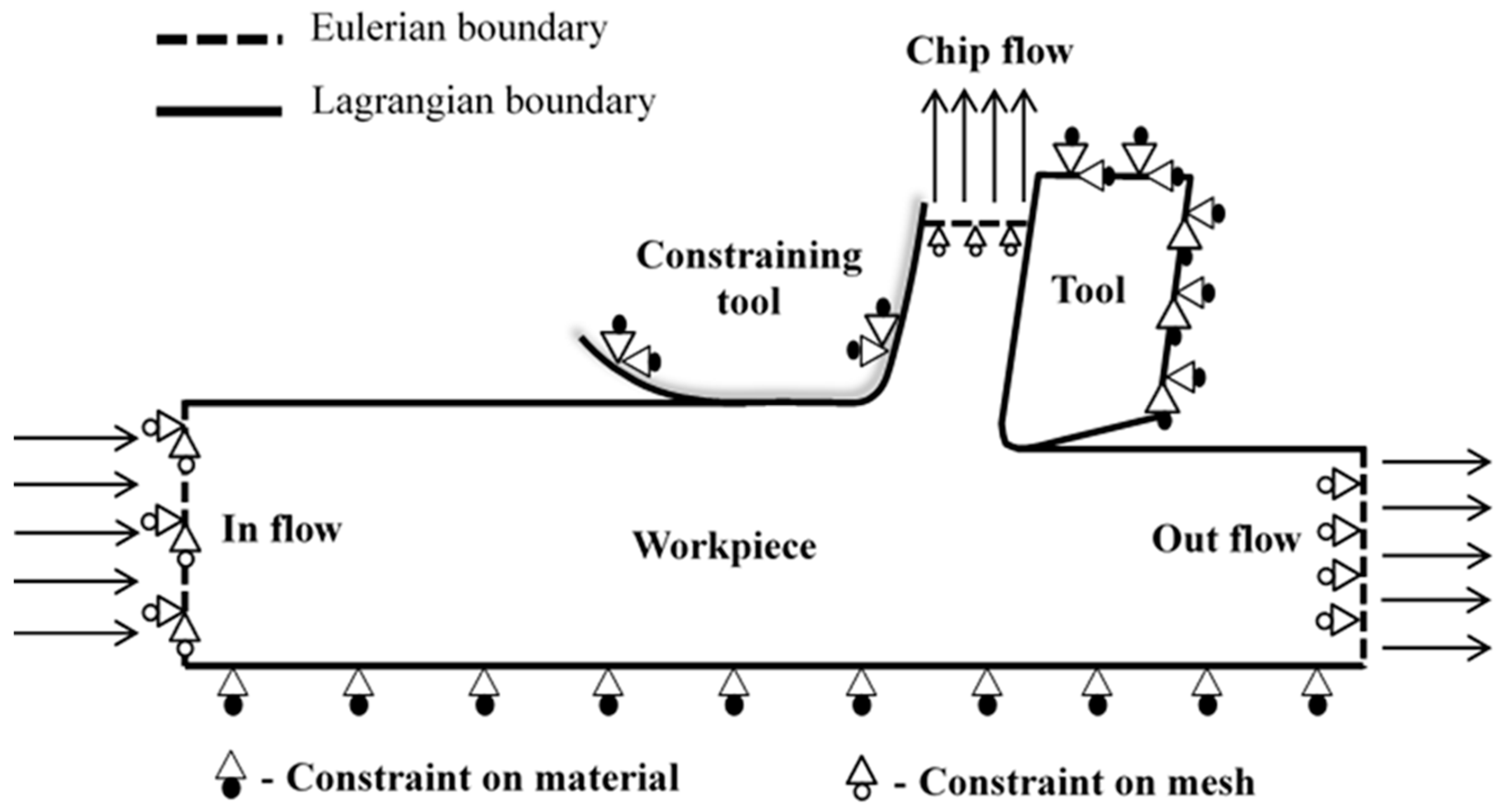
4. Finite-Element Modelling of Large-Strain-Extrusion Machining
4.1. Geometric Description of the Finite-Element Model
4.2. Constitutive Model for Describing the Material Behaviour
4.3. Damage Model
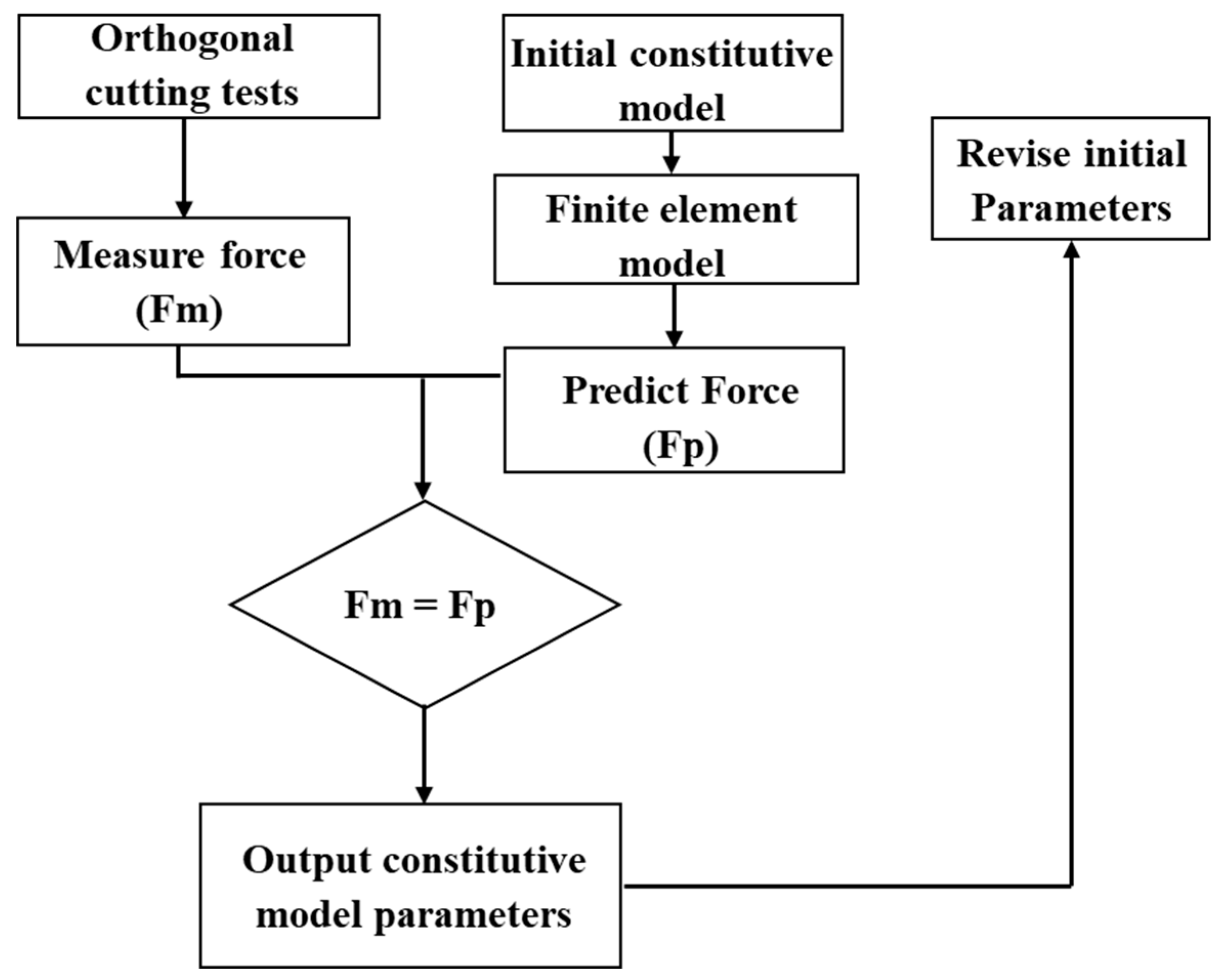
4.4. Material Parameter Identification for the Constitutive Model
4.5. Availability of Constitutive Model Parameters
5. Applications of LSEM Process
6. LSEM as Frugal Process
7. Conclusions Remarks
- It exhibits greater control over bulk geometry;
- It helps in generating a variety of nano-scale microstructures by varying the deformation conditions, which is carried out easily by implementing different cutting parameters;
- It helps in engineering the surface of the components with required micro- or nano-scale structures;
- It is energy efficient compared to conventional SPD processes because of single-step processing;
- It can be utilized for fabricating nano-structured materials from low-, medium-, and high-strength metals and alloys;
- It can be used to meet the stronger demand for nanostructured materials for fabricating micro-scale components;
- LSEM is a sustainable machining process since it transforms the chip from being a waste to a more usable bulk form for other meaningful purposes;
- LSEM is an attractive frugal manufacturing process for fabricating frugal products.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gleiter, H. Nanostructured materials: Basic concepts and microstructure. Acta Mater. 2000, 48, 1–29. [Google Scholar] [CrossRef] [Green Version]
- Siegel, R.W. Creating Nanophase Material. Sci. Am. 1996, 275, 74. [Google Scholar] [CrossRef]
- Nieman, G.W.; Weertman, J.R.; Siegel, R.W. Mechanical behavior of nanocrystalline Cu and Pd. J. Mater. Res. 1991, 6, 1012–1027. [Google Scholar] [CrossRef] [Green Version]
- Birringer, R. Nanocrystalline materials. Mater. Sci. Eng. A 1989, 117, 33–43.6. [Google Scholar] [CrossRef]
- Lu, L.; Sui, M.L.; Lu, K. Superplastic extensibility of nanocrystalline copper at room temperature. Science 2000, 287, 1463–1466. [Google Scholar] [CrossRef] [PubMed]
- McFadden, S.X.; Mishra, R.S.; Valiev, R.Z.; Zhilyaev, A.P.; Mukherjee, A.K. Low-temperature superplasticity in nanostructured nickel and metal alloys. Nature 1999, 398, 684–686. [Google Scholar] [CrossRef]
- Langford, G.; Cohen, M. Strain hardening of iron by severe plastic deformation. ASM Trans. Quart 1969, 62, 623–638. [Google Scholar]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Prangnell, P.B.; Bowen, J.R.; Gholinia, A.; Harris, C. Developing stable fine–grain microstructures by large strain deformation. Philos. Trans. R. Soc. Lond. Ser. A Math. Phys. Eng. Sci. 1999, 357, 1663–1681. [Google Scholar] [CrossRef]
- Segal, V.M.; Reznikov, V.I.; Drobyshevskiy, A.E.; Kopylov, V.I. Plastic Working of Metals by Simple Shear. Russ. Metall. 1981, 1, 99–105. [Google Scholar]
- Brown, T.; Swaminathan, S.; Chandrasekar, S.; Compton, W.; King, A.; Trumble, K. Low-cost manufacturing process for nanostructured metals and alloys. J. Mater. Res. 2002, 17, 2484–2488. [Google Scholar] [CrossRef]
- Gurusamy, M.; Rao, B. A new constitutive relation for simulating plastic flow involving continuous-shear or shear-localisation during metal cutting. Philos. Mag. 2020, 100, 486–511. [Google Scholar] [CrossRef]
- Merchant, M.E. Mechanics of the metal cutting process. II. Plasticity conditions in orthogonal cutting. J. Appl. Phys. 1945, 16, 318–324. [Google Scholar] [CrossRef]
- Shaw, M.C. Metal Cutting Principles; Clarendon: Oxford, UK, 1984; p. 32. [Google Scholar]
- Swaminathan, S.; RaviShankar, M.; Lee, S.; Hwang, J.; King, A.H.; Kezar, R.F.; Rao, B.C.; Brown, T.L.; Chandrasekar, S.; Compton, W.D.; et al. Large Strain Deformation and Ultrafine Grained Materials by Machining. Mater. Sci. Eng. A 2005, 410–411, 358–363. [Google Scholar] [CrossRef]
- Moscoso, W.; Ravi Shankar, M.; Mann, J.B.; Compton, W.D.; Chandrasekar, S. Bulk Nanostructured Materials by Large Strain Extrusion Machining. J. Mater. Res. 2007, 22, 201–205. [Google Scholar] [CrossRef]
- Liu, Y.; Cai, S.; Xu, F.; Wang, Y.; Dai, L. Enhancing strength without compromising ductility in copper by combining extrusion machining and heat treatment. J. Mater. Process. Technol. 2019, 267, 52–60. [Google Scholar] [CrossRef] [Green Version]
- Cai, S.L.; Chen, Y.; Ye, G.G.; Jiang, M.Q.; Wang, H.Y.; Dai, L.H. Characterization of the deformation field in large-strain extrusion machining. J. Mater. Process. Technol. 2015, 216, 48–58. [Google Scholar] [CrossRef]
- Guo, Y.A.N.G.; Efe, M.; Moscoso, W.; Sagapuram, D.; Trumble, K.P.; Chandrasekar, S. Deformation field in large-strain extrusion machining and implications for deformation processing. Scr. Mater. 2012, 66, 235–238. [Google Scholar] [CrossRef]
- Guo, Y.; Chen, J.; Saleh, A. In situ analysis of deformation mechanics of constrained cutting toward enhanced material removal. J. Manuf. Sci. Eng. 2020, 142, 021002. [Google Scholar] [CrossRef]
- Efe, M.; Moscoso, W.; Trumble, K.P.; Compton, W.D.; Chandrasekar, S. Mechanics of large strain extrusion machining and application to deformation processing of magnesium alloys. Acta Mater. 2012, 60, 2031–2042. [Google Scholar] [CrossRef]
- Gurusamy, M.; Palaniappan, K.; Murthy, H.; Rao, B.C. A Finite Element Study of Large Strain Extrusion Machining Using Modified Zerilli–Armstrong Constitutive Relation. J. Manuf. Sci. Eng. 2021, 143, 101004. [Google Scholar] [CrossRef]
- Palaniappan, K.; Murthy, H.; Rao, B.C. Production of fine-grained foils by large strain extrusion-machining of textured Ti–6Al–4V. J. Mater. Res. 2018, 33, 108–120. [Google Scholar] [CrossRef]
- Deng, W.J.; Lin, P.; Li, Q.; Xia, W. Effect of constraining tool corner radius on large strain extrusion machining. Mater. Manuf. Process. 2013, 28, 1090–1094. [Google Scholar] [CrossRef]
- Moscoso, W. Severe Plastic Deformation and Nanostructured Materials by Large Strain Extrusion Machining. Ph.D. Thesis, Purdue University, West Lafayette, IN, USA, 2008. [Google Scholar]
- Zhou, Z.; Wu, B.; Chen, H.; Zhang, B.; Deng, W. Microstructure evolution of ultrafine grained aluminum alloy prepared by large strain extrusion machining during annealing. Mater. Res. Express 2019, 6, 116550. [Google Scholar] [CrossRef]
- Deng, W.J.; He, Y.T.; Lin, P.; Xia, W.; Tang, Y. Investigation of the effect of rake angle on large strain extrusion machining. Mater. Manuf. Process. 2014, 29, 621–626. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Li, B.L.; Zou, Z.J.; Zou, T.; Deng, W.J. Grain refinement and thermal stability of AISI1020 strips prepared by large strain extrusion machining. In Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2016; Volume 836, pp. 509–521. [Google Scholar]
- Kumar, P.; Joshi, R.S.; Singla, R.K. Sliding wear behaviour of CP titanium laminates produced by large strain extrusion machining. Wear 2021, 477, 203774. [Google Scholar] [CrossRef]
- Swaminathan, S.; Shankar, M.R.; Rao, B.; Compton, W.; Chandrasekar, S.; King, A.; Trumble, K. Severe plastic deformation (SPD) and nanostructured materials by machining. J. Mater. Sci. 2007, 42, 1529–1541. [Google Scholar] [CrossRef]
- Iglesias, M.D.; Bermúdez, W.; Moscoso, S. Chandrasekar, Influence of processing parameters on wear resistance of nanostructured OFHC copper manufactured by large strain extrusion machining. Wear 2010, 268, 178–184. [Google Scholar] [CrossRef]
- Saldana, C.; Swaminathan, S.; Brown, T.L.; Moscoso, W.; Mann, J.B.; Compton, W.D.; Chandrasekar, S. Unusual applications of machining: Controlled nanostructuring of materials and surfaces. J. Manuf. Sci. Eng. 2010, 132, 030908. [Google Scholar] [CrossRef]
- Yang, P.; Buchheit, T.E.; Gill, D.D.; Saldana, C.J.; Chandrasekar, S. Fabrication of Nanostructured Inconel 718 Alloys by Large Strain Extrusion Machining (No. SAND2007-6491C); Sandia National Lab (SNL-NM): Albuquerque, NM, USA, 2007. [Google Scholar]
- Deng, W.J.; Lin, P.; Xie, Z.C.; Li, Q. Analysis of large-strain extrusion machining with different chip compression ratios. J. Nanomater. 2012, 2012, 93. [Google Scholar] [CrossRef] [Green Version]
- Iglesias, P.; Bermudez, M.D.; Moscoso, W.; Rao, B.C.; Shankar, M.R.; Chandrasekar, S. Friction and wear of nanostructured metals created by large strain extrusion machining. Wear 2007, 263, 636–642. [Google Scholar] [CrossRef]
- Pi, Y.; Yin, X.; Deng, W.; Xia, W. Study on Surface Hardness and Microstructure of Pure Copper Chip Strips Prepared by LSEM. Adv. Mater. Sci. Eng. 2019, 2019, 5254892. [Google Scholar] [CrossRef]
- Sagapuram, D.; Efe, M.; Moscoso, W.; Chandrasekar, S.; Trumble, K.P. Deformation temperature effects on microstructure and texture evolution in high strain rate extrusion-machining of Mg-AZ31B. In Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2012; Volume 702, pp. 52–55. [Google Scholar]
- Dong, J.; Zhang, D.; Dong, Y.; Chai, S.; Pan, F. Microstructure evolution and mechanical response of extruded AZ31B magnesium alloy sheet at large strains followed by annealing treatment. Mater. Sci. Eng. A 2014, 618, 262–270. [Google Scholar] [CrossRef]
- Liu, Y.; Cai, S.; Dai, L. A new method for grain refinement in magnesium alloy: High speed extrusion machining. Mater. Sci. Eng. A 2016, 651, 878–885. [Google Scholar] [CrossRef] [Green Version]
- Bertolini, R.; Bruschi, S.; Ghiotti, A. Large strain extrusion machining under cryogenic cooling to enhance corrosion resistance of magnesium alloys for biomedical applications. Procedia Manuf. 2018, 26, 217–227. [Google Scholar] [CrossRef]
- Saffioti, M.R.; Bertolini, R.; Umbrello, D.; Ghiotti, A.; Bruschi, S. Experimental and Numerical Investigation Of Large Strain Extrusion Machining Of AZ31 Magnesium Alloy For Biomedical Applications. Procedia CIRP 2022, 110, 36–40. [Google Scholar] [CrossRef]
- Molafilabi, S.; Sadeghi, A.; Hadad, M. Investigation of large strain extrusion machining (LSEM) of pure magnesium (Mg). Int. J. Lightweight Mater. Manuf. 2020, 3, 100–107. [Google Scholar] [CrossRef]
- Deng, W.J.; Li, Q.; Li, B.L.; Xie, Z.C.; He, Y.T.; Tang, Y.; Xia, W. Thermal stability of ultrafine grained aluminium alloy prepared by large strain extrusion machining. Mater. Sci. Technol. 2014, 30, 850–859. [Google Scholar] [CrossRef]
- Bai, X.; Kustas, A.; Chandrasekar, S.; Trumble, K. Large strain extrusion machining on 6013 aluminum alloy. In Light Metals; Springer: Cham, Switzerland, 2016; pp. 225–229. [Google Scholar]
- Klenosky, D.R. Large Strain Extrusion Machining of AA7050. Ph.D. Thesis, Purdue University, West Lafayette, IN, USA, 2018. [Google Scholar]
- Yin, X.; Chen, H.; Deng, W. Effects of machining velocity on ultrafine grained al 7075 alloy produced by cryogenic temperature large strain extrusion machining. Materials 2019, 12, 1656. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yin, X.; Deng, W.; Zou, Y.; Zhang, J. Ultrafine grained Al 7075 alloy fabricated by cryogenic temperature large strain extrusion machining combined with aging treatment. Mater. Sci. Eng. A 2019, 762, 138106. [Google Scholar] [CrossRef]
- Sharma, V.K.; Kumar, V.; Singh Joshi, R. Quantitative analysis of microstructure refinement in ultrafine-grained strips of Al6063 fabricated using large strain extrusion machining. Mach. Sci. Technol. 2020, 24, 42–64. [Google Scholar] [CrossRef]
- Yin, X.; Pi, Y.; He, D.; Zhang, J.; Deng, W. Development of ultrafine grained Al 7075 by cryogenic temperature large strain extrusion machining. J. Mater. Res. 2018, 33, 3449–3457. [Google Scholar] [CrossRef]
- Chen, H.; Zhang, B.; Zhang, J.; Deng, W. Preparation of Ultrafine-Grained Continuous Chips by Cryogenic Large Strain Machining. Metals 2020, 10, 398. [Google Scholar] [CrossRef] [Green Version]
- Zhang, B.; Zeng, Y.; Pang, X.; Deng, W. Fretting wear behaviour of ultrafine-grained copper produced by cryogenic temperature extrusion machining. Mater. Sci. Technol. 2022, 1–10. [Google Scholar] [CrossRef]
- Ping, Z.; Penghao, W.; Xiujie, Y.; Yanchun, Z.; Xiao, Y. Influence of tool geometric parameters on the residual stress of 7A04 aluminum alloy in LSEM. Int. J. Adv. Manuf. Technol. 2022, 120, 1707–1728. [Google Scholar] [CrossRef]
- Palaniappan, K.; Sundararaman, M.; Murthy, H.; Jeyaraam, R.; Rao, B.C. Influence of workpiece texture and strain hardening on chip formation during machining of Ti–6Al–4V alloy. Int. J. Mach. Tools Manuf. 2022, 173, 103849. [Google Scholar] [CrossRef]
- Wang, Q.; Shankar, R.M.; Liu, Z.; Cheng, Y. Crystallographic texture evolutions of Ti-6Al-4V chip foils in relation to strain path and high strain rate arising from large strain extrusion machining process. J. Mater. Process. Technol. 2022, 305, 117588. [Google Scholar] [CrossRef]
- Cai, S.L.; Dai, L.H. Suppression of repeated adiabatic shear banding by dynamic large strain extrusion machining. J. Mech. Phys. Solids 2014, 73, 84–102. [Google Scholar] [CrossRef]
- Bhardwaj, A.; Gohil, N.; Gupta, A.K.; Kumar, S.S. An experimental investigation on the influence of elevated-temperature constrained groove pressing on the microstructure, mechanical properties and hardening behaviour of Ti-6Al-4V alloy. Mater. Sci. Eng. A 2021, 802, 140651. [Google Scholar] [CrossRef]
- Sevier, M.; Yang, H.T.Y.; Moscoso, W.; Chandrasekar, S. Analysis of severe plastic deformation by large strain extrusion machining. Metall. Mater. Trans. A 2008, 39, 2645–2655. [Google Scholar] [CrossRef]
- Pi, Y.Y.; Deng, W.J.; Zhang, J.Y.; Yin, X.L.; Xia, W. Towards understanding the microstructure and temperature rule in large strain extrusion machining. Adv. Manuf. 2021, 9, 262–272. [Google Scholar] [CrossRef]
- Lin, P.; Xie, Z.C.; Li, Q. Effect of the friction coefficient on large strain extrusion machining. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Bäch, Switzerland, 2013; Volume 273, pp. 138–142. [Google Scholar]
- Lin, Y.C.; Chen, X.M. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working. Mater. Des. 2011, 32, 1733–1759. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strain, high strain rates and high temperatures. In Proceedings of the 7th International Symposium on Ballistics, Hague, The Netherlands, 19–21April 1983; pp. 541–547. [Google Scholar]
- Shi, J.; Liu, C.R. The influence of material models on finite element simulation of machining. J. Manuf. Sci. Eng. 2004, 126, 849–857. [Google Scholar] [CrossRef]
- Zerilli, F.J.; Armstrong, R.W. Dislocation-mechanics-based constitutive relations for material dynamics calculations. J. Appl. Phys. 1987, 61, 1816–1825. [Google Scholar] [CrossRef] [Green Version]
- Khan, A.S.; Suh, Y.S.; Kazmi, R. Quasi-static and dynamic loading responses and constitutive modeling of titanium alloys. Int. J. Plast. 2004, 20, 2233–2248. [Google Scholar] [CrossRef]
- Sun, Y.; Li, G.; He, Z.; Kong, X. The advance of research on constitutive model used in finite element simulation of metal cutting. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 4921–4945. [Google Scholar] [CrossRef]
- Gurson, A.L. Plastic Flow and Fracture Behavior of Ductile Materials Incorporating Void Nucleation, Growth, and Interaction. Ph.D. Thesis, Brown University, Providence, RI, USA, 1977. [Google Scholar]
- Tvergaard, V. Influence of voids on shear band instabilities under plane strain conditions. Int. J. Fract. 1981, 17, 389–407. [Google Scholar] [CrossRef]
- Tvergaard, V. On localization in ductile materials containing spherical voids. Int. J. Fract. 1982, 18, 237–252. [Google Scholar] [CrossRef]
- Chu, C.C.; Needleman, A. Void nucleation effects in biaxially stretched sheets. J. Eng. Mater. Technol. 1980, 102, 249–256. [Google Scholar] [CrossRef]
- Cheng, G.Q.; Li, S.X. A damage related thermo-viscoplastic constitutive model of metallic materials under high rate deformation. Mater. Sci. Technol. 2005, 21, 813–816. [Google Scholar] [CrossRef]
- Liu, R.; Melkote, S.; Pucha, R.; Morehouse, J.; Man, X.; Marusich, T. An enhanced constitutive material model for machining of Ti–6Al–4V alloy. J. Mater. Process. Technol. 2013, 213, 2238–2246. [Google Scholar] [CrossRef]
- Calamaz, M.; Coupard, D.; Girot, F. A new material model for 2D numerical simulation of serrated chip formation when machining titanium alloy Ti–6Al–4V. Int. J. Mach. Tools Manuf. 2008, 48, 275–288. [Google Scholar] [CrossRef]
- Childs, T.H.C. Material property needs in modeling metal machining. Mach. Sci. Technol. 1998, 2, 303–316. [Google Scholar] [CrossRef]
- Shrot, A.; Bäker, M. Inverse identification of Johnson-Cook material parameters from machining simulations. In Advanced Materials Research; Trans Tech Publications Ltd.: Bäch, Switzerland, 2011; Volume 223, pp. 277–285. [Google Scholar]
- Bäker, M.; Shrot, A. Inverse parameter identification with finite element simulations using knowledge-based descriptors. Comput. Mater. Sci. 2013, 69, 128–136. [Google Scholar] [CrossRef]
- Lee, W.S.; Lin, C.F. High-temperature deformation behaviour of Ti-6Al-4V alloy evaluated by high strain-rate compression tests. J. Mater. Process. Technol. 1998, 75, 127–136. [Google Scholar] [CrossRef]
- Meyer Jr, H.W.; Kleponis, D.S. Modeling the high strain rate behavior of titanium undergoing ballistic impact and penetration. Int. J. Impact Eng. 2001, 26, 509–521. [Google Scholar] [CrossRef]
- Seo, S.; Min, O.; Yang, H. Constitutive equation for Ti–6Al–4V at high temperatures measured using the SHPB technique. Int. J. Impact Eng. 2005, 31, 735–754. [Google Scholar] [CrossRef]
- Zhou, T.; Wu, J.; Che, J.; Wang, Y.; Wang, X. Dynamic shear characteristics of titanium alloy Ti-6Al-4V at large strain rates by the split Hopkinson pressure bar test. Int. J. Impact Eng. 2017, 109, 167–177. [Google Scholar] [CrossRef]
- Naik, P.; Naik, A. Determination of flow stress constants by Oxley’s theory. Int. J. Latest Technol. Eng. Manag. Appl. Sci. 2015, 4, 110–116. [Google Scholar]
- Jaspers, S.P.F.C.; Dautzenberg, J.H. Material behaviour in conditions similar to metal cutting: Flow stress in the primary shear zone. J. Mater. Process. Technol. 2002, 122, 322–330. [Google Scholar] [CrossRef]
- Bergs, T.; Hardt, M.; Schraknepper, D. Determination of Johnson-Cook material model parameters for AISI 1045 from orthogonal cutting tests using the Downhill-Simplex algorithm. Procedia Manuf. 2020, 48, 541–552. [Google Scholar] [CrossRef]
- He, X.L.; Si, Z.Q.; Chen, X.Z. Investigation on the mechanical behavior and constitutive model of 45 steel used in planning energy-absorbing structure at high strain rate and high temperature. J. Railw. Sci. Eng. 2019, 16, 215–222. [Google Scholar]
- Lee, W.S.; Yeh, G.W. The plastic deformation behaviour of AISI 4340 alloy steel subjected to high temperature and high strain rate loading conditions. J. Mater. Process. Technol. 1997, 71, 224–234. [Google Scholar] [CrossRef]
- Sedighi, M.; Khandaei, M.; Shokrollahi, H. An approach in parametric identification of high strain rate constitutive model using Hopkinson pressure bar test results. Mater. Sci. Eng. A 2010, 527, 3521–3528. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 51881–51981. [Google Scholar] [CrossRef]
- Liu, H.; Ju, J.; Lu, F.; Yan, J.; Bai, J.; Jiang, J.; Ma, A. Dynamic precipitation behavior and mechanical property of an Mg94Y4Zn2 alloy prepared by multi-pass successive equal channel angular pressing. Mater. Sci. Eng. A 2017, 682, 255–259. [Google Scholar] [CrossRef]
- Tsuji, N.; Saito, Y.; Lee, S.H.; Minamino, Y. ARB (Accumulative Roll-Bonding) and other new techniques to produce bulk ultrafine grained materials. Adv. Eng. Mater. 2003, 5, 338–344. [Google Scholar] [CrossRef]
- Gashti, S.O.; Fattah-Alhosseini, A.; Mazaheri, Y.; Keshavarz, M.K. Effects of grain size and dislocation density on strain hardening behavior of ultrafine grained AA1050 processed by accumulative roll bonding. J. Alloy. Compd. 2016, 658, 854–861. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Beygelzimer, Y.; Varyukhin, V.; Synkov, S.; Orlov, D. Useful properties of twist extrusion. Mater. Sci. Eng. A 2009, 503, 14–17. [Google Scholar] [CrossRef] [Green Version]
- Vu, V.Q.; Beygelzimer, Y.; Toth, L.S.; Fundenberger, J.J.; Kulagin, R.; Chen, C. The plastic flow machining: A new SPD process for producing metal sheets with gradient structures. Mater. Charact. 2018, 138, 208–214. [Google Scholar] [CrossRef]
- Vu, V.Q.; Beygelzimer, Y.; Kulagin, R.; Toth, L.S. Mechanical modelling of the plastic flow machining process. Materials 2018, 11, 1218. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Iglesias, P.; Moscoso, W.; Mann, J.B.; Saldana, C.; Shankar, M.R.; Chandrasekar, S.; Compton, W.D.; Trumble, K.P. Production analysis of new machining-based deformation processes for nanostructured materials. Int. J. Mater. Form. 2008, 1, 459–462. [Google Scholar] [CrossRef]
- Wu, B.; Chen, B.; Zou, Z.; Liao, S.; Deng, W. Thermal stability of ultrafine grained pure copper prepared by large strain extrusion machining. Metals 2018, 8, 381. [Google Scholar] [CrossRef]
- El-Atwani, O.; Kim, H.; Gigax, J.G.; Harvey, C.; Aytuna, B.; Efe, M.; Maloy, S.A. Stable, Ductile and Strong Ultrafine HT-9 Steels via Large Strain Machining. Nanomaterials 2021, 11, 2538. [Google Scholar] [CrossRef]
- Moradi, M.; Basu, S.; Shankar, M.R. Creation of ultrafine-grained surfaces by large strain extrusion machining (LSEM). Mach. Sci. Technol. 2017, 21, 617–631. [Google Scholar] [CrossRef]
- Sagapuram, D.; Efe, M.; Moscoso, W.; Chandrasekar, S.; Trumble, K.P. Controlling texture in magnesium alloy sheet by shear-based deformation processing. Acta Mater. 2013, 61, 6843–6856. [Google Scholar] [CrossRef]
- Sagapuram, D.; Efe, M.E.R.T.; Trumble, K.P.; Chandrasekar, S. August. Enabling shear textures and fine-grained structures in Magnesium sheet by machining-based deformation processing. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2014; Volume 63, p. 012155. [Google Scholar]
- Gigax, J.G.; El-Atwani, O.; McCulloch, Q.; Aytuna, B.; Efe, M.; Fensin, S.; Maloy, S.A.; Li, N. Micro-and mesoscale mechanical properties of an ultrafine grained CrFeMnNi high entropy alloy produced by large strain machining. Scr. Mater. 2020, 178, 508–512. [Google Scholar] [CrossRef]
- Sagapuram, D.; Efe, M.; Trumble, K.P.; Chandrasekar, S. Flow transitions and flow localization in large-strain deformation of magnesium alloy. Mater. Sci. Eng. A 2016, 659, 295–305. [Google Scholar] [CrossRef] [Green Version]
- Kumar, P.; Joshi, R.S.; Singla, R.K. Mechanical and Metallurgical Characterization of Ultrafine Grained Titanium Laminates Developed by LSEM. In International Manufacturing Science and Engineering Conference; American Society of Mechanical Engineers: New York, NY, USA, 2022; Volume 85802, p. V001T07A021. [Google Scholar]
- Sagapuram, D.; Kustas, A.B.; Dale Compton, W.; Tumble, K.P.; Chandrasekar, S. Direct Single-Stage Processing of Lightweight Alloys Into Sheet by Hybrid Cutting–Extrusion. J. Manuf. Sci. Eng. 2015, 137, 051002. [Google Scholar] [CrossRef]
- Benavides, G.L.; Adams, D.P.; Yang, P. Meso-Machining Capabilities; No. SAND2001-1708; Sandia National Lab (SNL-NM): Albuquerque, NM, USA; Sandia National Lab (SNL-CA): Livermore, CA, USA, 2001. [Google Scholar]
- Geiger, M.; Kleiner, M.; Eckstein, R.; Tiesler, N.; Engel, U. Microforming. CIRP Ann. 2001, 50, 445–462. [Google Scholar] [CrossRef]
- Saldana, C.; Yang, P.; Mann, J.B.; Moscoso, W.; Gill, D.D.; Chandrasekar, S.; Trumble, K.P. Micro-scale components from high-strength nanostructured alloys. Mater. Sci. Eng. A 2009, 503, 172–175. [Google Scholar] [CrossRef]
- Arnold, M. Fostering sustainability by linking co-creation and relationship management concepts. J. Clean. Prod. 2017, 140, 179–188. [Google Scholar] [CrossRef]
- Boons, F.; Montalvo, C.; Quist, J.; Wagner, M. Sustainable innovation, business models and economic performance: An overview. J. Clean. Prod. 2013, 45, 1–8. [Google Scholar] [CrossRef]
- Rao, B.C. Advances in science and technology through frugality. IEEE Eng. Manag. Rev. 2017, 45, 32–38. [Google Scholar] [CrossRef]
- Hoekstra, A.Y.; Wiedmann, T.O. Humanity’s unsustainable environmental footprint. Science 2014, 344, 1114–1117. [Google Scholar] [CrossRef]
- Rao, B.C. How disruptive is frugal? Technol. Soc. 2013, 35, 65–73. [Google Scholar] [CrossRef]
- Zeschky, M.; Widenmayer, B.; Gassmann, O. Frugal Innovation in Emerging Markets: The Case of Mettler Toledo. Res. Technol. Manag. 2011, 54, 38–45. [Google Scholar] [CrossRef]
- Tiwari, R.; Herstatt, C. Open Global Innovation Networks as Enablers of Frugal Innovation: Propositions Based on Evidence from India; Working Paper No. 72; Hamburg University of Technology, Technology and Innovation Management: Hamburg, Germany, 2012. [Google Scholar]
- Knorringa, P.; Peša, I.; Leliveld, A.; Van Beers, C. Frugal innovation and development: Aides or adversaries? Eur. J. Dev. Res. 2016, 28, 143–153. [Google Scholar] [CrossRef]
- Prabhu, J. Frugal innovation: Doing more with less for more. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2017, 375, 20160372. [Google Scholar] [CrossRef] [Green Version]
- Rao, B.C. The science underlying frugal innovations should not be frugal. R. Soc. Open Sci. 2019, 6, 180421. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rao, B.C. Revisiting classical design in engineering from a perspective of frugality. Heliyon 2017, 3, e00299. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rao, B.C. Frugal manufacturing in smart factories for widespread sustainable development. R. Soc. Open Sci. 2021, 8, 210375. [Google Scholar] [CrossRef] [PubMed]
- Mann, J.B.; Saei, M.; Udupa, A.; Puentes-Rodriguez, B.S.; Sagapuram, D. Applications of Machining in Materials Manufacturing. In International Manufacturing Science and Engineering Conference; American Society of Mechanical Engineers: New York, NY, USA, 2020; Volume 84256, p. V001T05A008. [Google Scholar]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gurusamy, M.; Rao, B.C. A Comprehensive Review of Large-Strain-Extrusion Machining Process for Production of Fine-Grained Materials. Crystals 2023, 13, 131. https://doi.org/10.3390/cryst13010131
Gurusamy M, Rao BC. A Comprehensive Review of Large-Strain-Extrusion Machining Process for Production of Fine-Grained Materials. Crystals. 2023; 13(1):131. https://doi.org/10.3390/cryst13010131
Chicago/Turabian StyleGurusamy, Muralimohan, and Balkrishna C. Rao. 2023. "A Comprehensive Review of Large-Strain-Extrusion Machining Process for Production of Fine-Grained Materials" Crystals 13, no. 1: 131. https://doi.org/10.3390/cryst13010131
APA StyleGurusamy, M., & Rao, B. C. (2023). A Comprehensive Review of Large-Strain-Extrusion Machining Process for Production of Fine-Grained Materials. Crystals, 13(1), 131. https://doi.org/10.3390/cryst13010131