

Effect of Grain Sizes on Electrically Assisted Micro—Filling of SUS304 Stainless Steel: Experiment and Simulation

Abstract
:1. Introduction
2. Materials and Methods
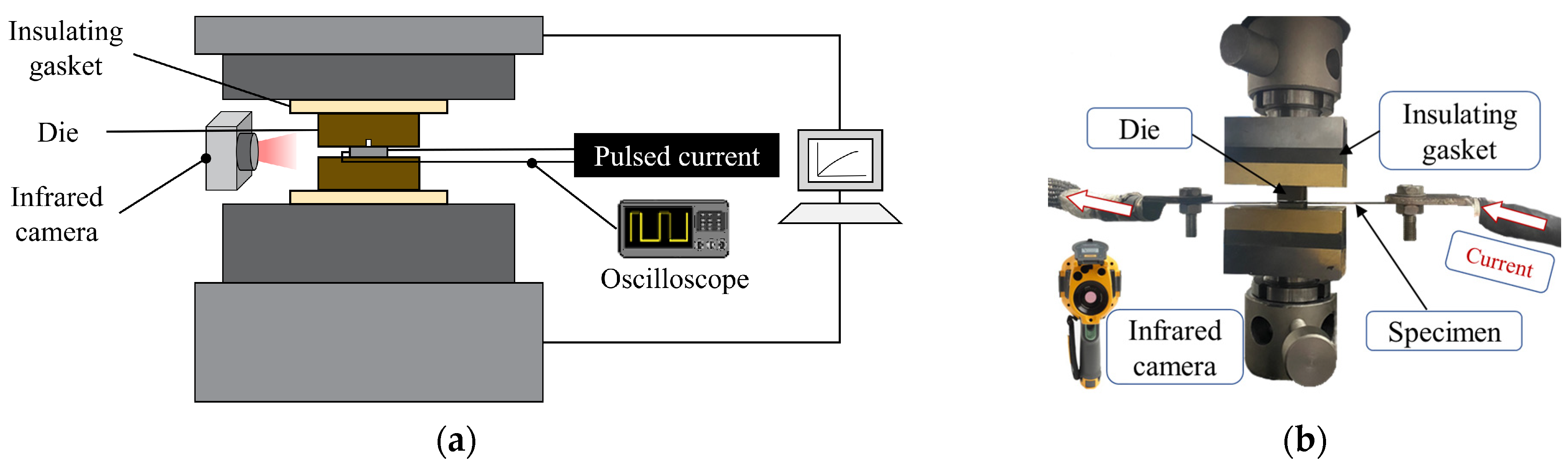
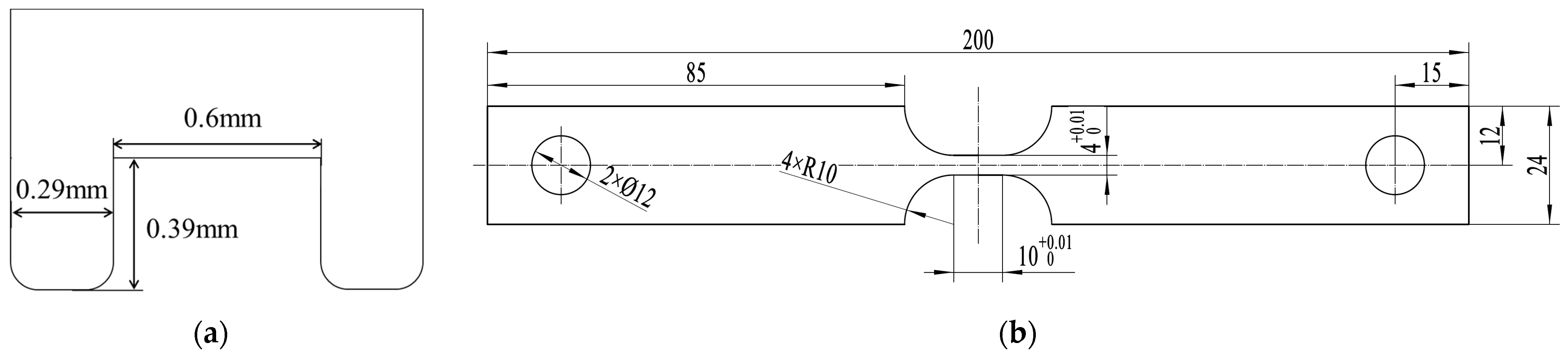
2.1. Electrically Assisted Micro-Filling Experiment
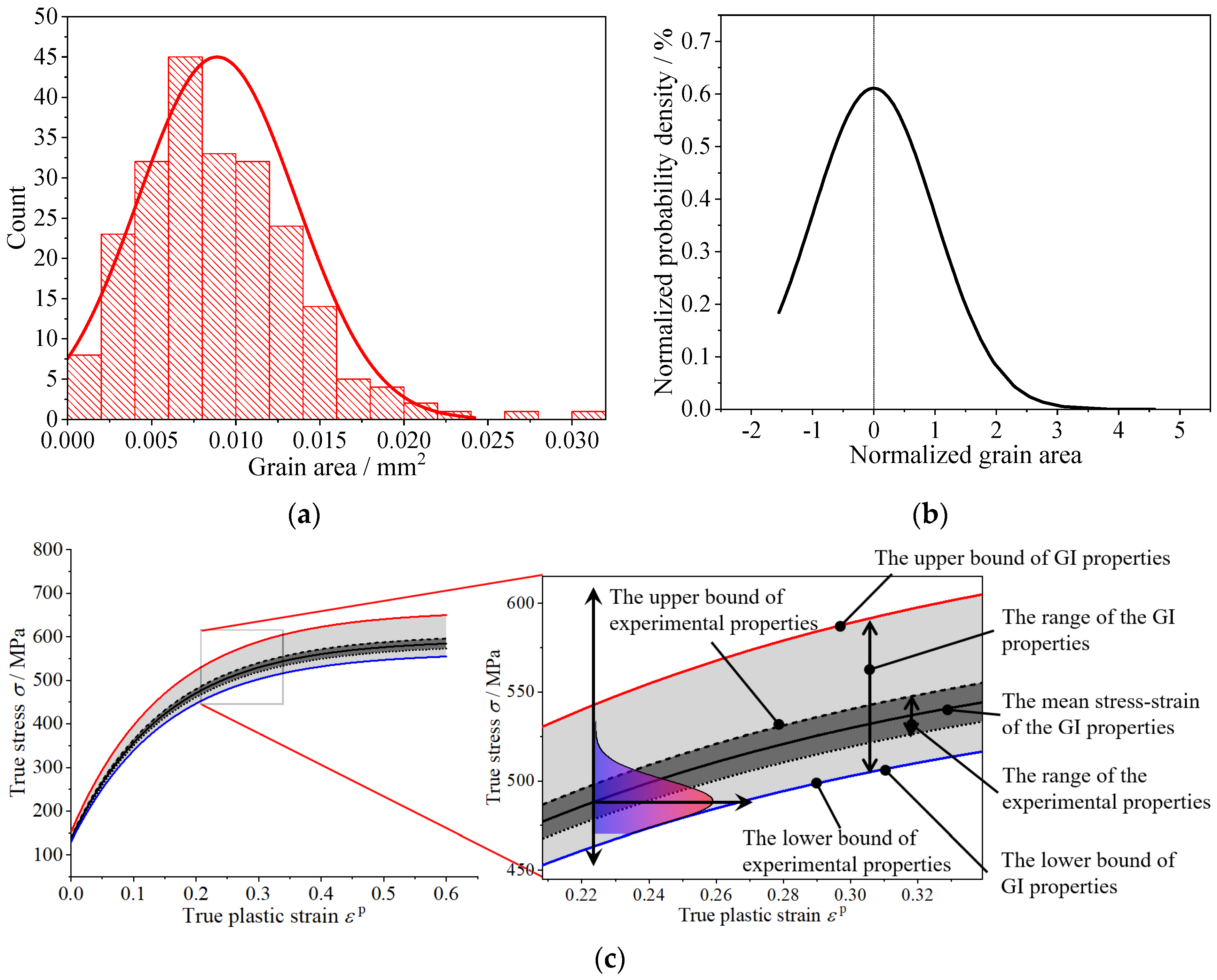
2.2. Introduction of Electric Current in Constitutive Modeling
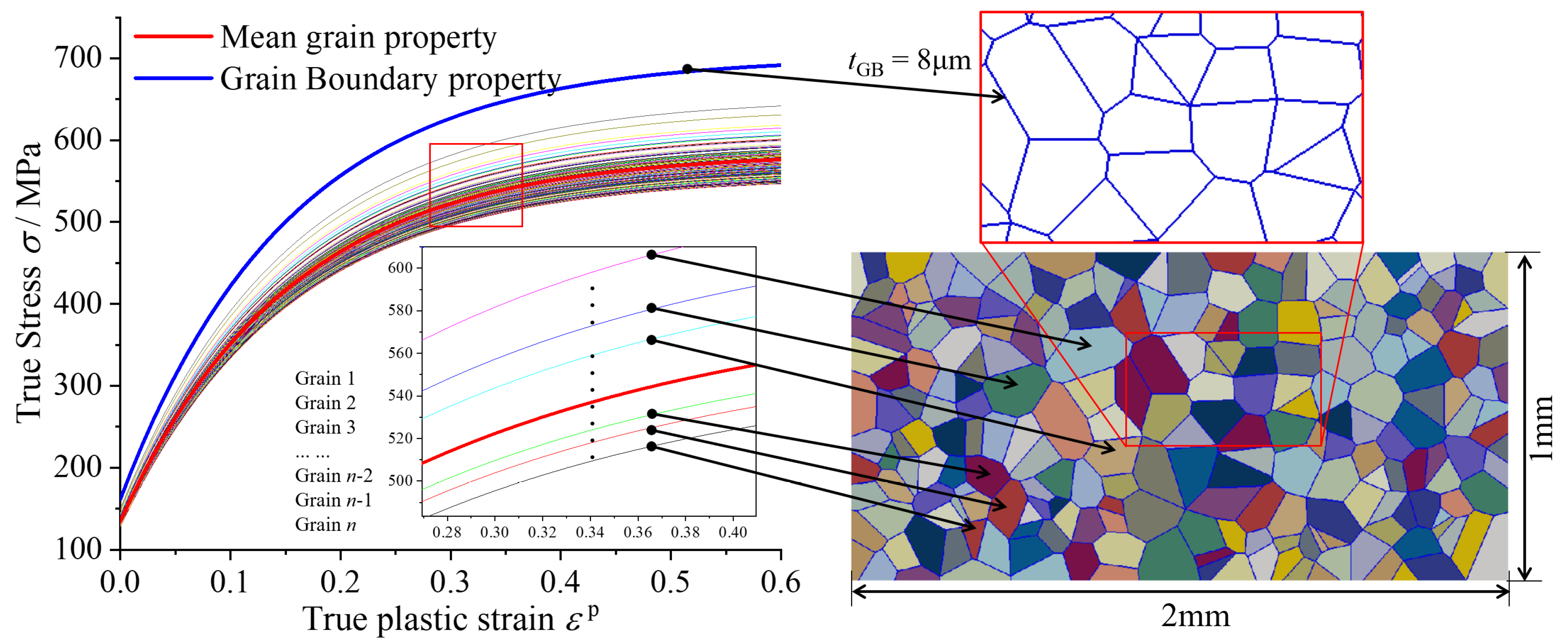
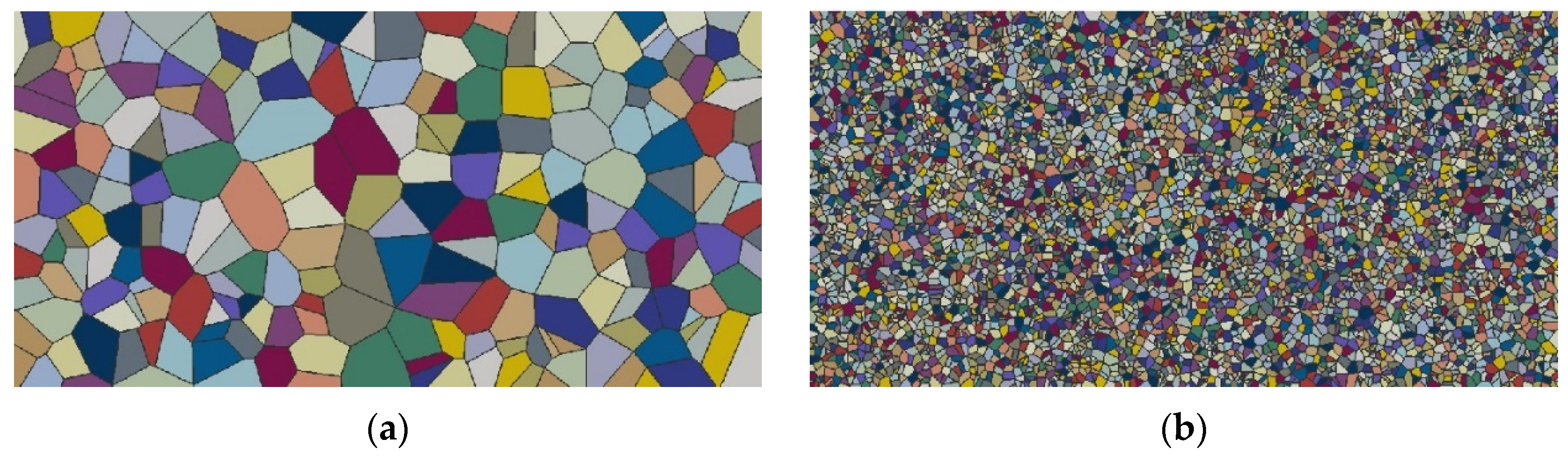
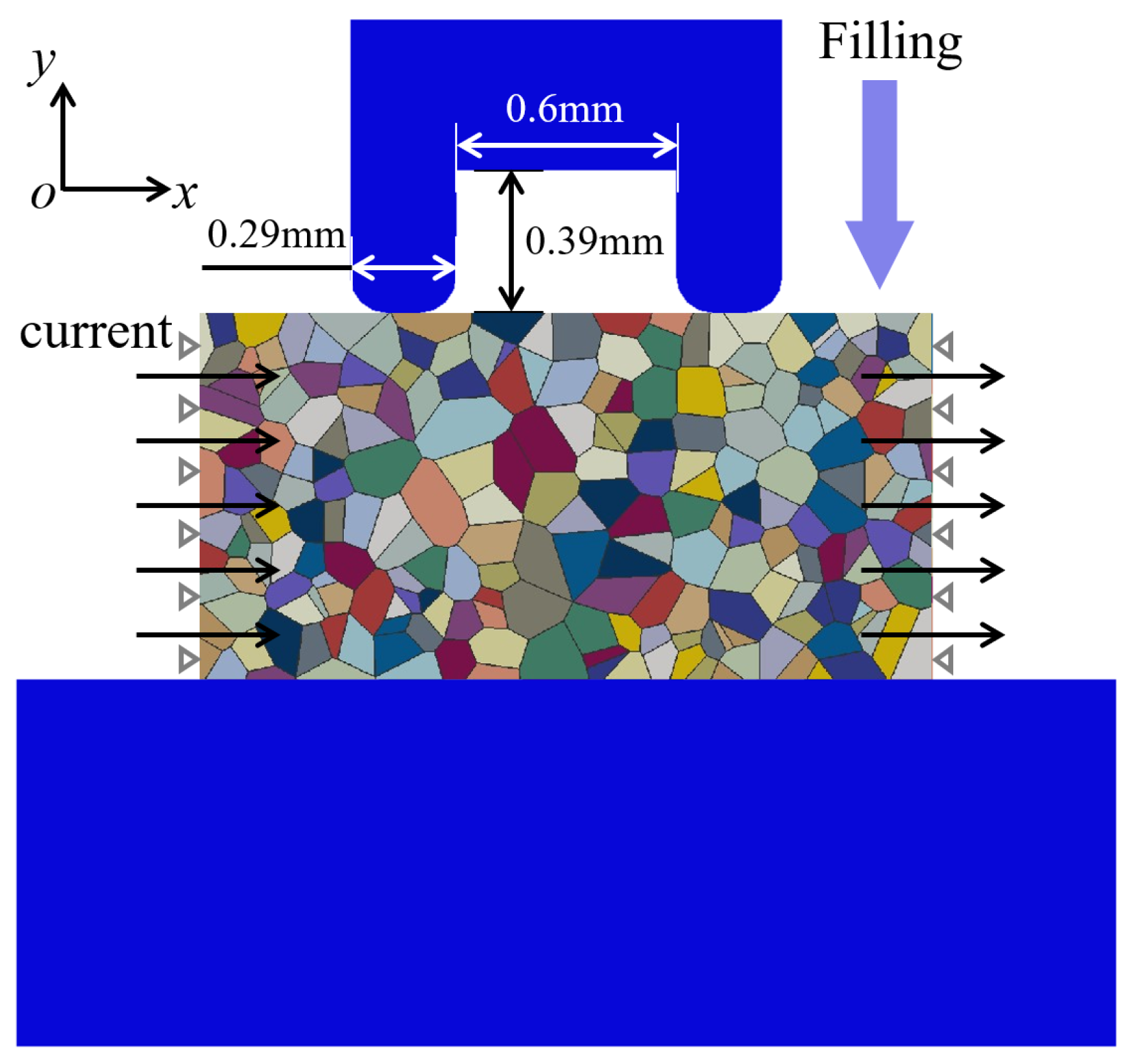
2.3. Finite Element Model of Electrically Assisted Micro-Filling
3. Results and Discussion
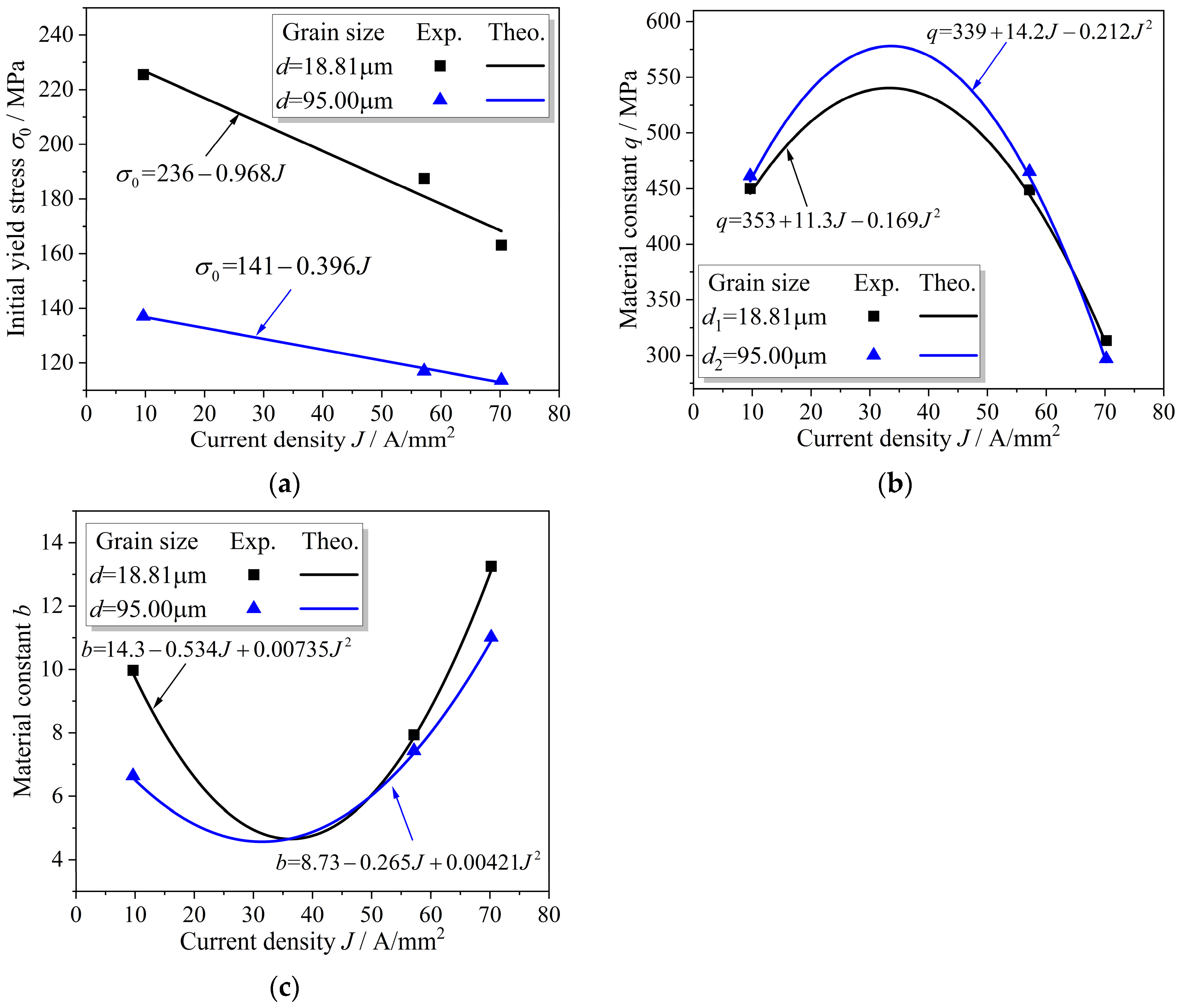
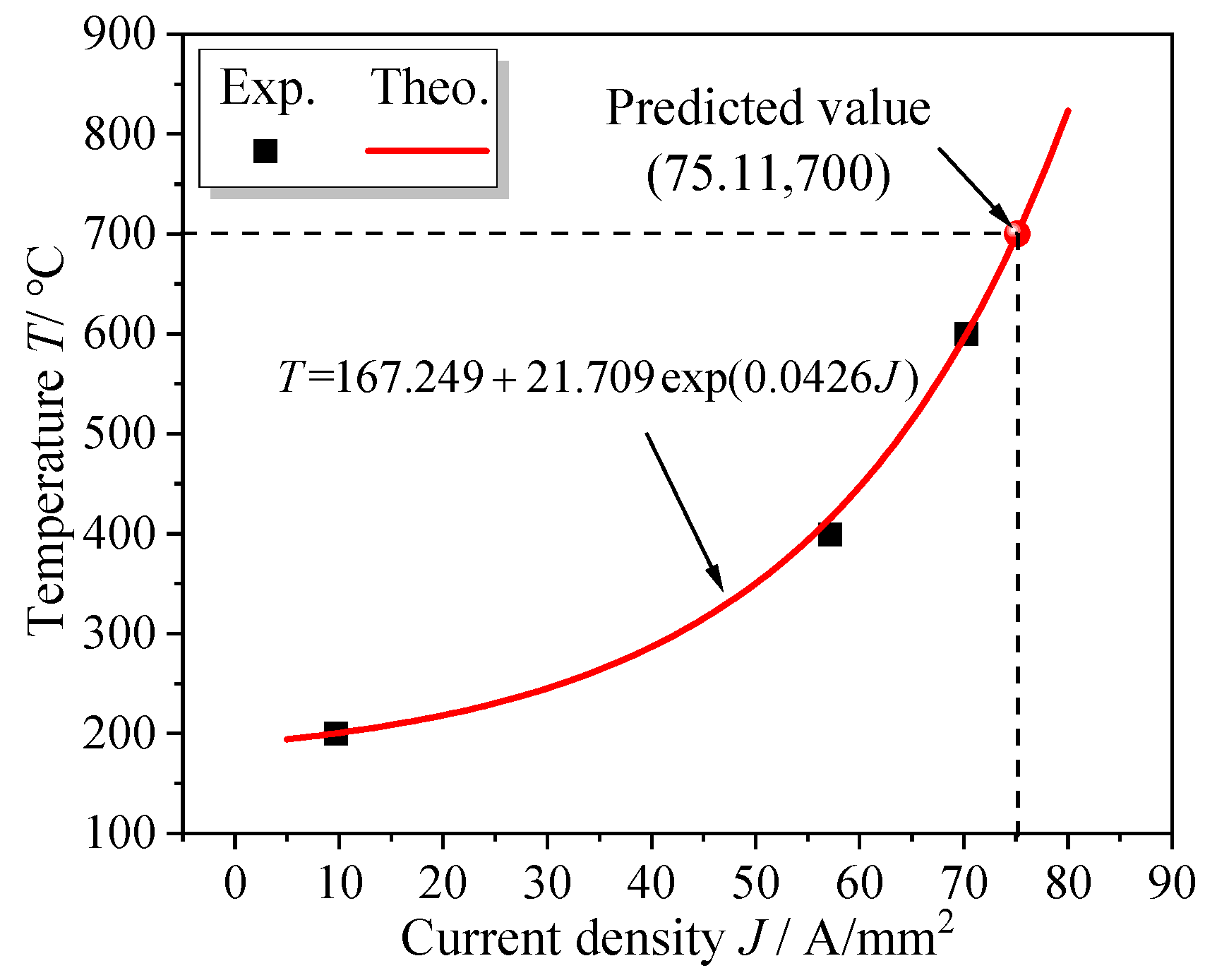
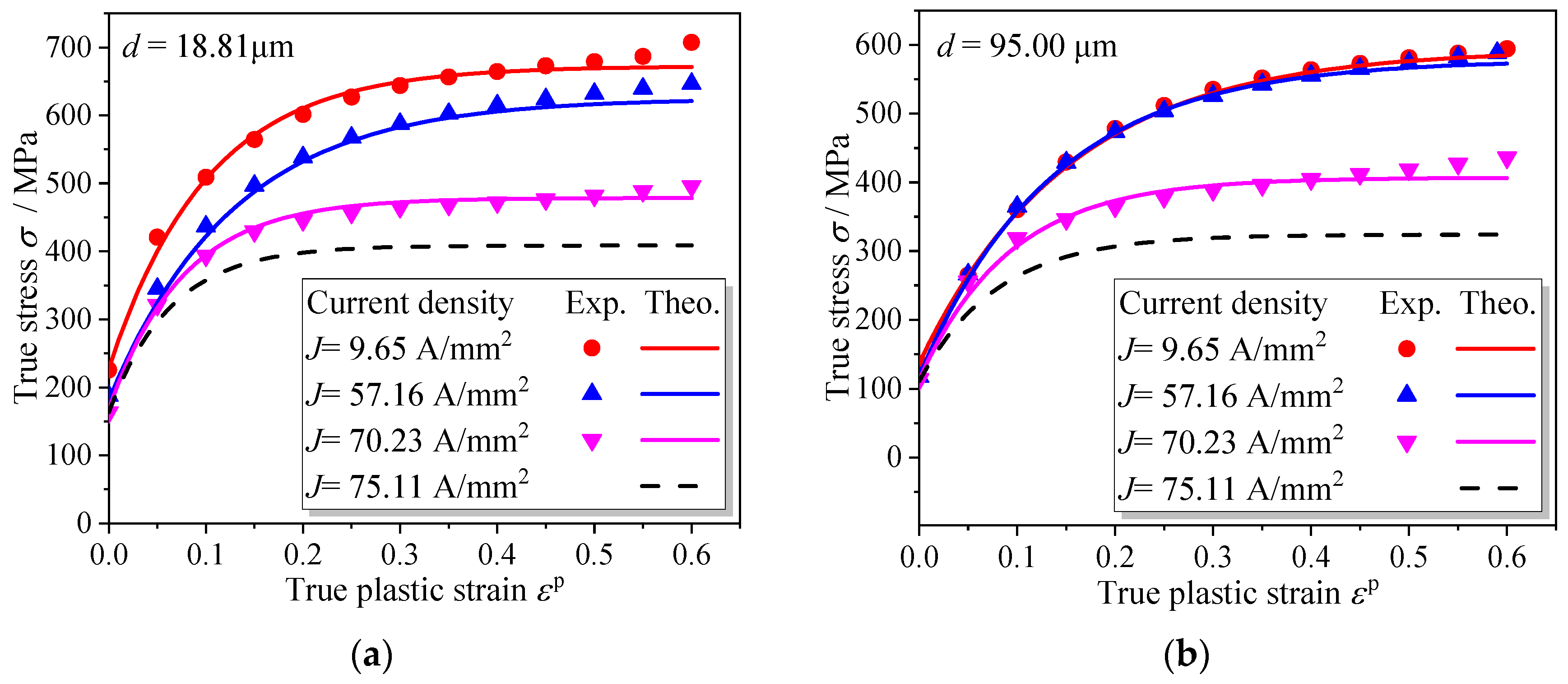
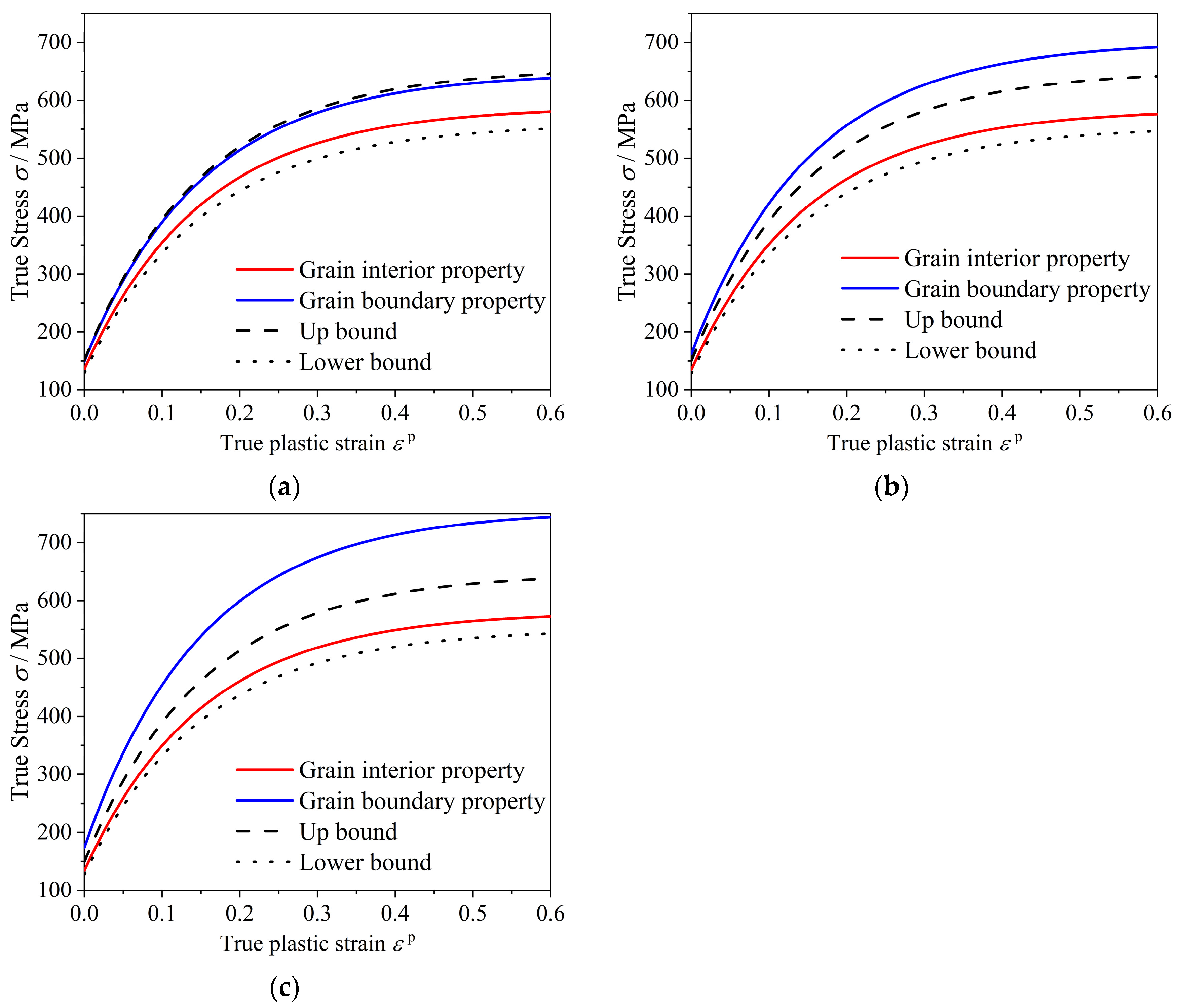
3.1. Constitutive Model Verification
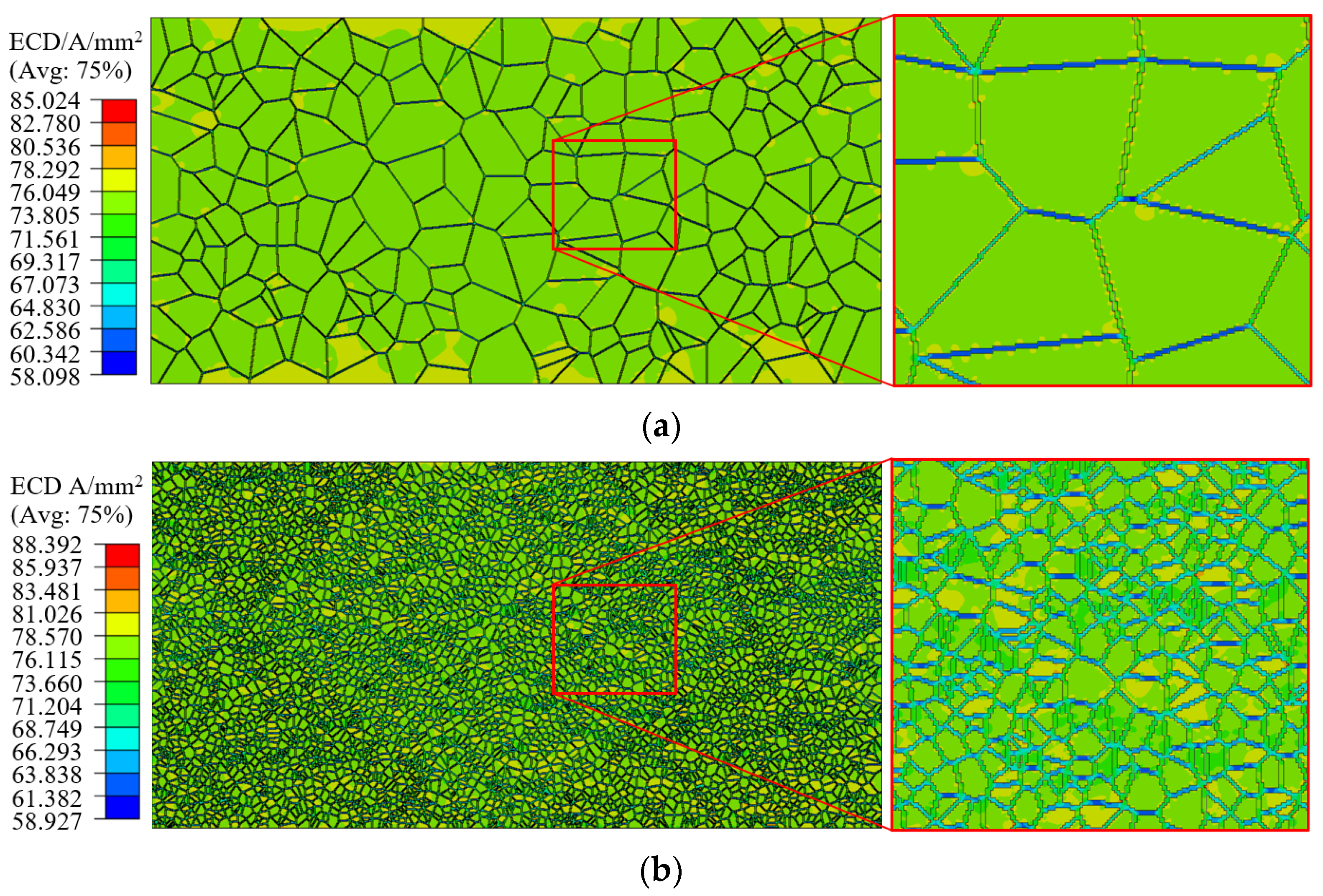
3.2. Effect of Grain Size on the Current Distribution
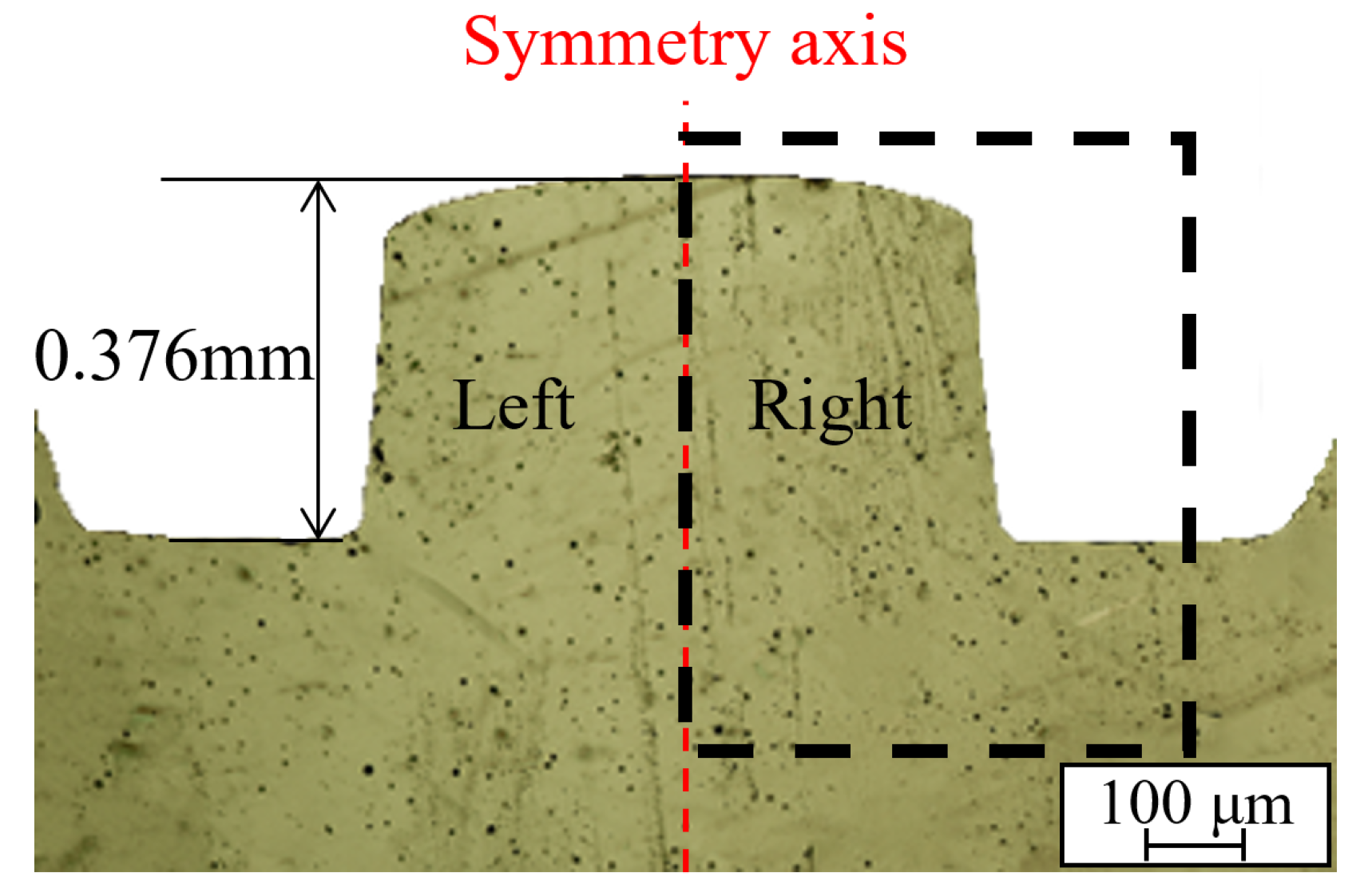
3.3. Effect of Grain Size on Micro-Filling Behavior
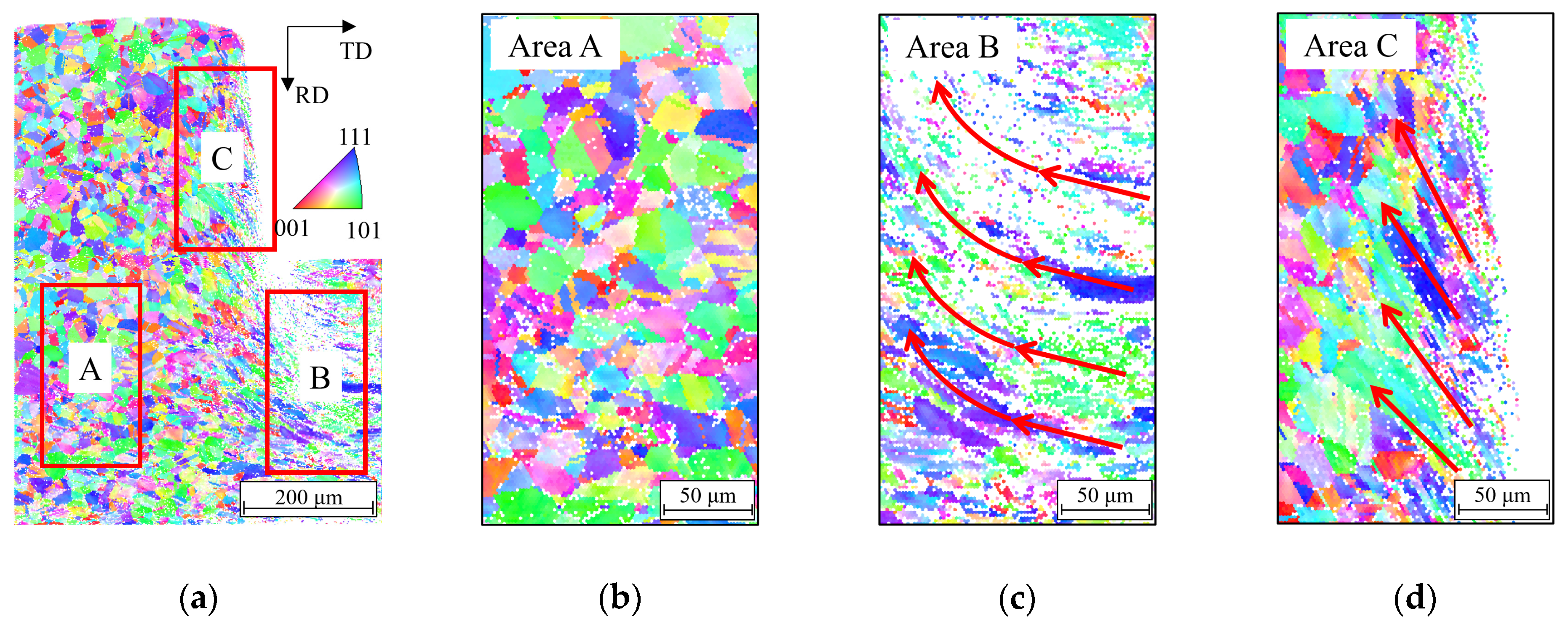
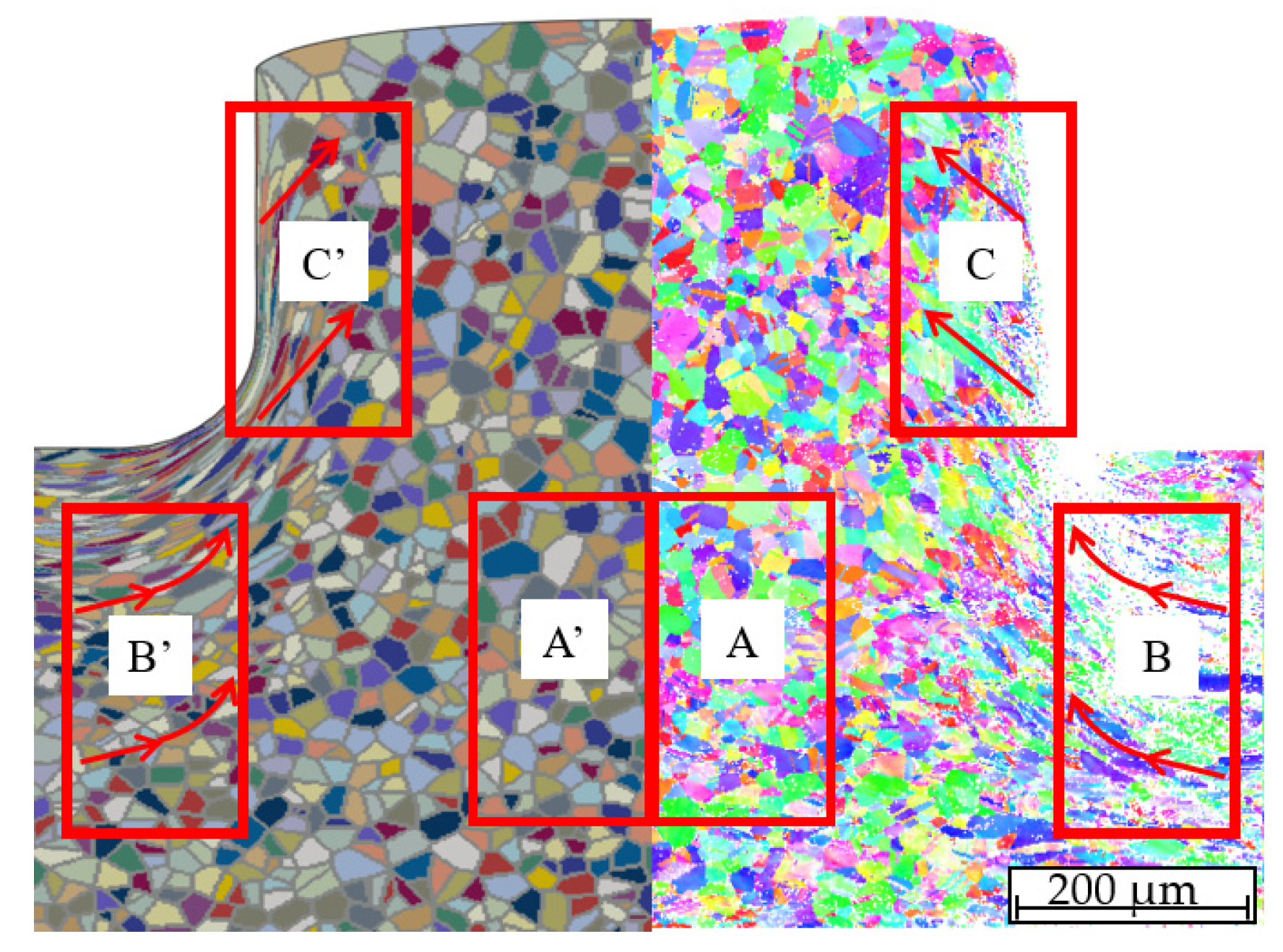
3.4. Microscopic Response under Electric Current
4. Conclusions
- (1)
- The established constitutive model considering electric current can better predict the compression flow behavior of SUS304 stainless steel under different current densities. The distribution of mechanical and physical properties of grain boundary and grain interior is reasonable.
- (2)
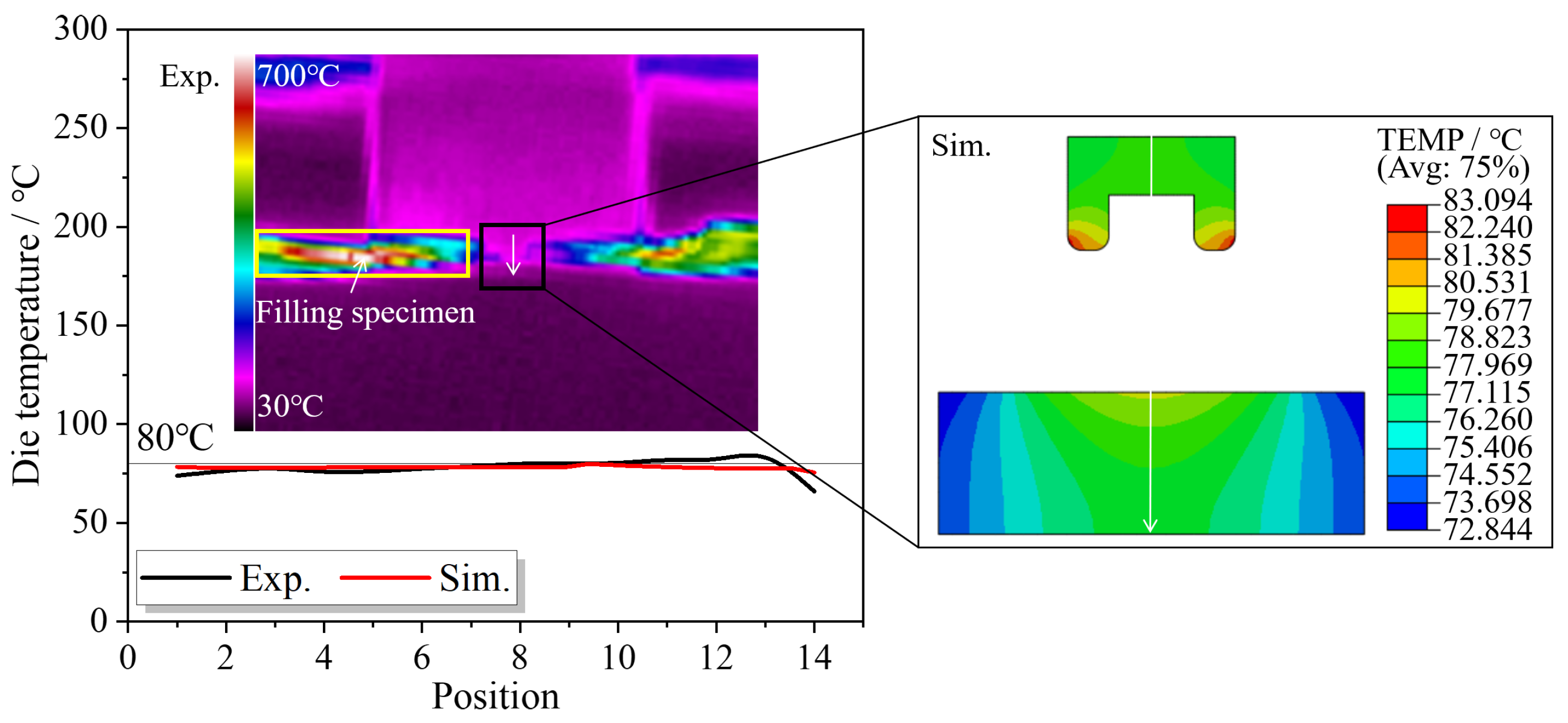
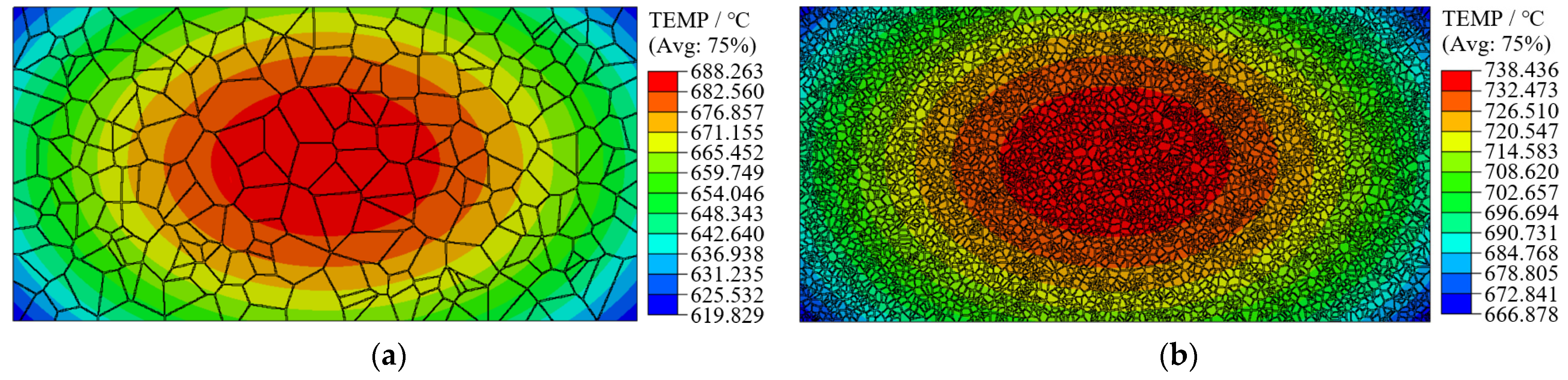
- Under the action of the current, the non-uniform current density is observed between the grain interior and grain boundary, but there is no local joule heat. Under the same current density, the increase in grain boundary density makes the resistivity of the fine-grained material more considerable, and the temperature of the specimen increases with the decrease in grain size. In addition, the temperature of the specimen presents a gradient distribution from the center to the periphery.
- (3)
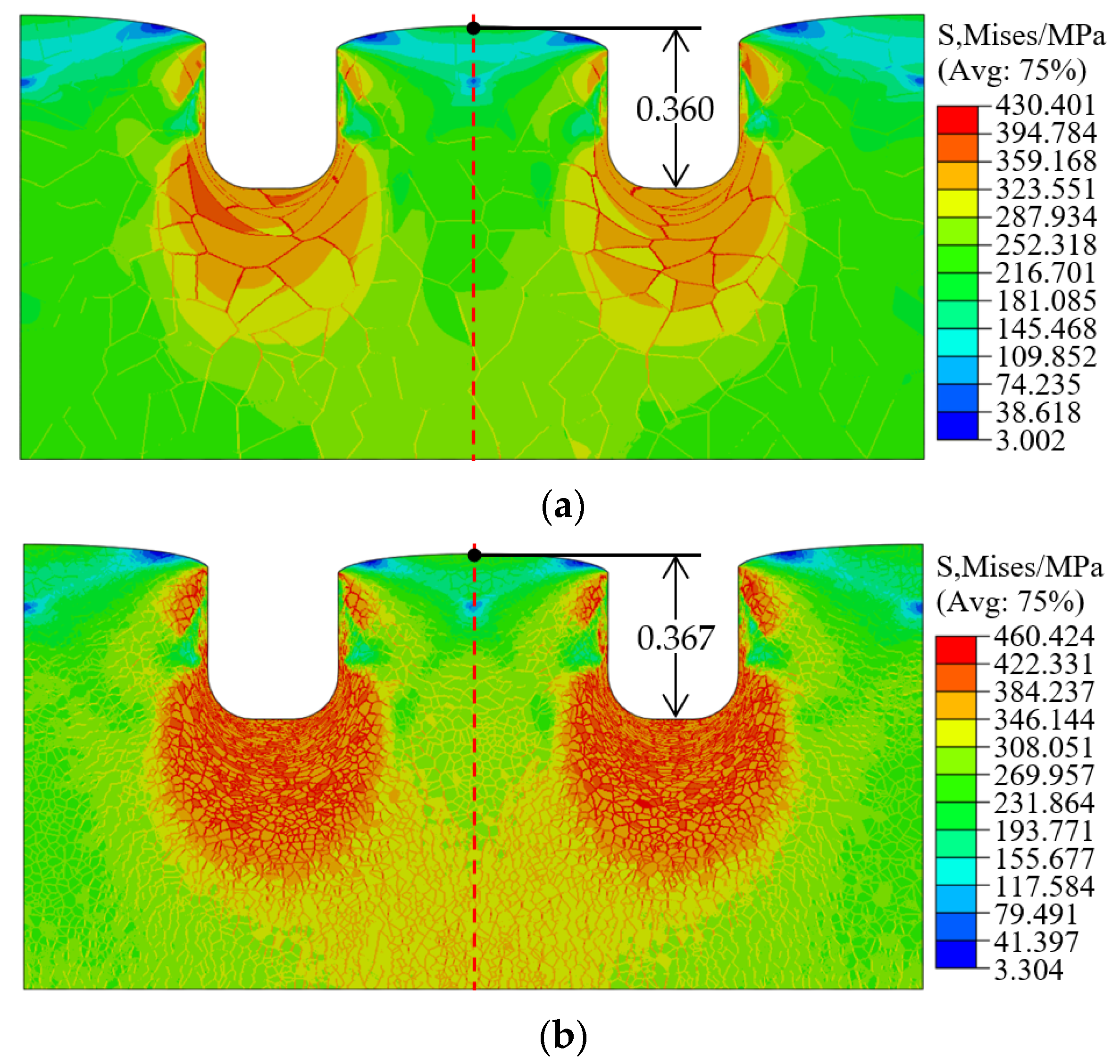
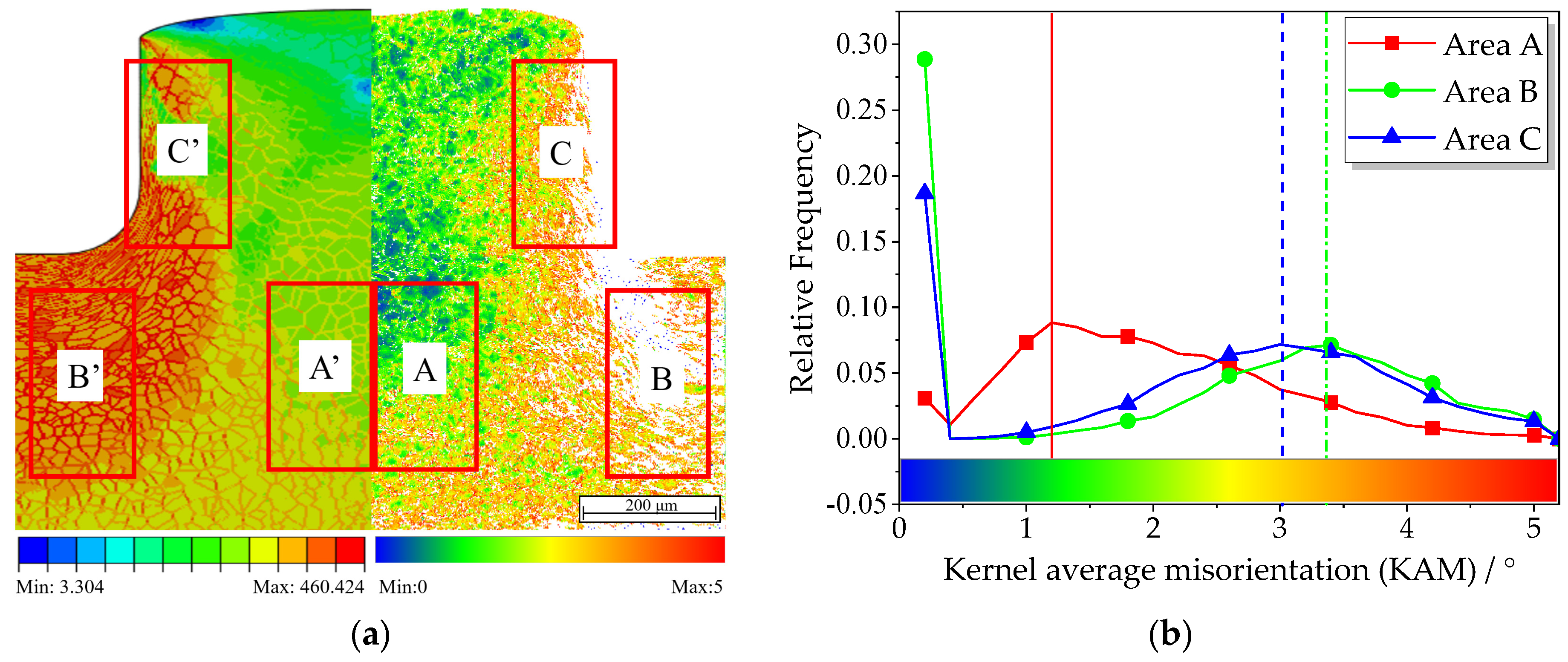
- The coordination among grains of fine-grained materials is stronger than that of coarse-grained counterparts. The reduction of grain size and the electrically assisted deformation are helpful to the micro-filling forming of microfeatures, resulting in better quality and higher feature height. The deformation and flow of grains in different regions and the surface temperature difference in specimens obtained from the finite element analysis are in good agreement with the experimental results, which proves the validity of the established electrical–thermal–structural coupling polycrystal model.
- (4)
- Due to the fact of higher grain boundary density of the fine-grained sample, the dislocation plugging is more serious, causing obvious and great stress concentration. The difference in microstructure evolution and mechanical behavior between coarse-grained and fine-grained samples is reduced by the introduction of electric current, and the difference in deformation resistance and filling microfeatures between coarse-grained and fine-grained samples is abated.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Meng, B.; Wan, M.; Zhao, R.; Zou, Z.; Liu, H. Micromanufacturing technologies of compact heat exchangers for hypersonic precooled airbreathing propulsion: A review. Chin. J. Aeronaut. 2021, 34, 79–103. [Google Scholar] [CrossRef]
- Shi, J.J.; Meng, B.; Cheng, C.; Wan, M. Size Effect on the Subsequent Yield and Hardening Behavior of Metal Foil. Int. J. Mech. Sci. 2020, 180, 105686. [Google Scholar] [CrossRef]
- Gao, Z.; Peng, L.; Yi, P.; Lai, X. Grain and geometry size effects on plastic deformation in roll-to-plate micro/meso-imprinting process. J. Mater. Process. Technol. 2015, 219, 28–41. [Google Scholar] [CrossRef]
- Xing, G. Research on Micro-Embossing Process in Ultrafine-Grained AZ31 Mg Alloy. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2017. (In Chinese). [Google Scholar]
- Li, J. Research on the Mechanism of the Micro-Forming and Filling Behavior of Ultrafine-Grained Pure Copper. Ph.D. Thesis, Harbin Institute of Technology, Harbin, China, 2018. (In Chinese). [Google Scholar]
- Qiao, X.G.; Gao, N.; Moktadir, Z.; Kraft, M.; Starink, M.J. Fabrication of MEMS components using ultrafine-grained aluminium alloys. J. Micromech. Microeng. 2010, 20, 045029. [Google Scholar] [CrossRef] [Green Version]
- Kim, G.-Y.; Koç, M.; Ni, J. Experimental and numerical investigations on microcoining of stainless steel 304. J. Manuf. Sci. Eng. 2008, 130, 041017. [Google Scholar] [CrossRef]
- Yao, Z.; Kim, G.-Y.; Faidley, L.; Zou, Q.; Mei, D.; Chen, Z. Effects of superimposed high-frequency vibration on deformation of aluminum in micro/meso-scale upsetting. J. Mater. Process. Technol. 2012, 212, 640–646. [Google Scholar] [CrossRef]
- Peng, L.; Mai, J.; Jiang, T.; Lai, X.; Lin, Z. Experimental investigation of tensile properties of SS316L and fabrication of micro/mesochannel features by electrical-assisted embossing process. J. Micro Nano-Manuf. 2014, 2, 021002. [Google Scholar] [CrossRef]
- Xu, J.; Xing, G.; Shan, D.; Guo, B.; Langdon, T.G. An evaluation of formability using micro-embossing on an ultrafine-grained magnesium AZ31 alloy processed by high-pressure torsion. In Proceedings of the 4th International Conference on New Forming Technology, Scotland, UK, 6–9 August 2015. [Google Scholar] [CrossRef] [Green Version]
- Xu, J.; Su, Q.; Wang, C.; Wang, X.; Shan, D.; Guo, B.; Langdon, T.G. Micro-embossing formability of a superlight dual-phase Mg–Li alloy processed by high-pressure torsion. Adv. Eng. Mater. 2019, 21, 1800961. [Google Scholar] [CrossRef] [Green Version]
- Su, Q.; Xu, J.; Wang, C.; Shan, D.; Guo, B. The fabrication of micro-array channels with the ultrafine-grained LZ91 Mg-Li alloy by micro-embossing. Micromachines 2018, 9, 55. [Google Scholar] [CrossRef]
- Xu, J.; Su, Q.; Shan, D.; Guo, B. Sustainable micro-manufacturing of superhydrophobic surface on ultrafine-grained pure aluminum substrate combining micro-embossing and surface modification. J. Clean. Prod. 2019, 232, 705–712. [Google Scholar] [CrossRef]
- Xu, J.; Shi, L.; Wang, C.; Shan, D.; Guo, B. Micro hot embossing of micro-array channels in ultrafine-grained pure aluminum using a silicon die. J. Mater. Process. Technol. 2015, 225, 375–384. [Google Scholar] [CrossRef]
- Su, Q.; Xu, J.; Yu, H.; Shi, L.; Shan, D.; Guo, B. Effect of grain size on formability and deformation mechanism of high-purity aluminum during micro-embossing process at elevated temperature. Adv. Eng. Mater. 2019, 21, 1900690. [Google Scholar] [CrossRef]
- Mai, J.; Peng, L.; Lai, X.; Lin, Z. Electrical-assisted embossing process for fabrication of micro-channels on 316L stainless steel plate. J. Mater. Process. Technol. 2013, 213, 314–321. [Google Scholar] [CrossRef]
- Mai, J. Simulation and Experiment Study on Electric Assisted Embossing Process of Stainless Steel 316L. Ph.D. Thesis, Shanghai Jiao Tong University, Shanghai, China, 2014. (In Chinese). [Google Scholar]
- Qiao, X.G.; Bah, M.T.; Zhang, J.; Gao, N.; Moktadir, Z.; Kraft, M.; Starink, M.J. Microembossing of ultrafine grained Al: Microstructural analysis and finite element modelling. J. Micromechanics Microengineering 2010, 20, 105002. [Google Scholar] [CrossRef] [Green Version]
- Wang, C. Research on Micro-Embossing Process in Ultrafine-Grained LZ91 Mg-Li Alloy. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2016. (In Chinese). [Google Scholar]
- Wang, C.; Wang, C.; Xu, J.; Zhang, P.; Shan, D.; Guo, B. Interactive effect of microstructure and cavity dimension on filling behavior in micro coining of pure nickel. Sci. Rep. 2016, 6, 23895. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Meng, B.; Pan, F.; Du, M.; Wan, M. Research on arrayed micro-channel electric field assisted roll forming technology. J. Mech. Eng. 2022, 58, 231–241. (In Chinese) [Google Scholar]
- Liu, B.; Wu, C.; Zhou, Y. Establishment and application of Ti6554 titanium alloy pulse current assisted compression constitutive model. J. Netshape Form. Eng. 2022, 14, 27–35. (In Chinese) [Google Scholar]
- Wang, H.; Men, M.; Yan, Y.; Wan, M.; Li, Q. Prediction of Eight Earings in Deep Drawing of 5754O Aluminum Alloy Sheet. Chin. J. Mech. Eng. 2019, 32, 146–154. [Google Scholar] [CrossRef] [Green Version]
- Chan, W.L.; Fu, M.W.; Lu, J.; Liu, J.G. Modeling of grain size effect on micro deformation behavior in micro-forming of pure copper. Mater. Sci. Eng. A 2010, 527, 6638–6648. [Google Scholar] [CrossRef]
- Kim, M.-J.; Yoon, S.; Park, S.; Jeong, H.-J.; Park, J.-W.; Kim, K.; Jo, J.; Heo, T.; Hong, S.-T.; Cho, S.H.; et al. Elucidating the origin of electroplasticity in metallic materials. Appl. Mater. Today 2020, 21, 100874. [Google Scholar] [CrossRef]
- Liu, Y.Z.; Wan, M.; Meng, B. Multiscale modeling of coupling mechanisms in electrically assisted deformation of ultrathin sheets: An example on a nickel-based superalloy. Int. J. Mach. Tools Manuf. 2021, 162, 103689. [Google Scholar] [CrossRef]
- Liu, Y. Morphology Prediction and Numerical Simulation of Laser Cladding Nickel-Based Alloy Coating on Cr12MoV Steel; Chongqing University of Technology: Chongqing, China, 2022. (In Chinese) [Google Scholar]
- Quey, R.; Dawson, P.R.; Barbe, F. Large-scale 3D random polycrystals for the finite element method: Generation, meshing and remeshing. Comput. Methods Appl. Mech. Eng. 2011, 200, 1729–1745. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Sun, X.; Zhan, M.; Huang, D. Microstructure based 3D finite element modeling methods of polycrystalline materials. J. Plast. Eng. 2020, 27, 6–12. (In Chinese) [Google Scholar]
- Du, M.; Meng, B.; Liu, Y.Z.; Pan, F.; Wan, M. Flow characteristics and microstructural evolution in pulsed current assisted micro-scaled compression of stainless steel sheet. J. Mater. Res. Technol. 2021, 15, 4397–4414. [Google Scholar] [CrossRef]
- Jiang, Z.; Zhao, J.; Xie, H. Chapter 6—Simulation Models in Microforming. In Microforming Technology; Jiang, Z., Zhao, J., Xie, H., Eds.; Academic Press: Cambridge, MA, USA, 2017; pp. 111–130. [Google Scholar]
- Li, W.T.; Fu, M.W.; Shi, S.Q. Study of deformation and ductile fracture behaviors in micro-scale deformation using a combined surface layer and grain boundary strengthening model. Int. J. Mech. Sci. 2017, 131–132, 924–937. [Google Scholar] [CrossRef]
- Chan, W.L.; Fu, M.W. Experimental studies and numerical modeling of the specimen and grain size effects on the flow stress of sheet metal in microforming. Mater. Sci. Eng. A 2011, 528, 7674–7683. [Google Scholar] [CrossRef]
- Salandro, W.A.; Jones, J.J.; Bunget, C.; Mears, L.; Roth, J.T. Electrically Assisted Forming: Modeling and Control; Springer: Cham, Switzerland, 2014; pp. 37–54. [Google Scholar]
- Wright, S.I.; Nowell, M.M.; Field, D.P. A review of strain analysis using electron backscatter diffraction. Microsc. Microanal. 2011, 17, 316–329. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Demir, E.; Raabe, D. Orientation gradients and geometrically necessary dislocations in ultrafine grained dual-phase steels studied by 2D and 3D EBSD. Mater. Sci. Eng. A 2010, 527, 2738–2746. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Thermal Conductivity (W/m·°C) | Specific Heat Capacity (J/Kg·°C) | Density (kg/m3) | Coefficient of Thermal Expansion (×10−5) | Electrical Conductivity (S/m) | |
|---|---|---|---|---|---|---|
| GI | GB | |||||
| 0 | 14.6 | 462 | 7810 | 1.70 | 1,436,781 | 1,149,425.8 |
| 100 | 15.1 | 496 | 1.74 | 1,287,001 | 1,029,601.8 | |
| 200 | 16.1 | 512 | 1.80 | 1,177,856 | 942,284.8 | |
| 300 | 17.9 | 525 | 1.86 | 1,092,896 | 874,316.8 | |
| 400 | 18.0 | 540 | 1.91 | 1,024,590 | 819,672.0 | |
| 600 | 20.8 | 577 | 1.96 | 931,099 | 744,879.2 | |
| 800 | 23.9 | 604 | 2.02 | 870,322 | 696,257.6 | |
| Temperature (°C) | Thermal Conductivity (W/m·°C) | Specific Heat Capacity (J/Kg·°C) | Density (kg/m3) | Coefficient of Thermal Expansion (×10−5) | Electrical Conductivity (S/m) |
|---|---|---|---|---|---|
| 20 | 34.03 | 460 | 7850 | 1.619 | 46,800,000 27,900,000 17,300,000 7,600,000 |
| 200 | 35.74 | 530 | 1.693 | ||
| 400 | 34.87 | 620 | 2.323 | ||
| 800 | 27.21 | 820 | 2.389 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Men, M.; Zhao, R.; Liu, Y.; Wan, M.; Meng, B. Effect of Grain Sizes on Electrically Assisted Micro—Filling of SUS304 Stainless Steel: Experiment and Simulation. Crystals 2023, 13, 134. https://doi.org/10.3390/cryst13010134
Men M, Zhao R, Liu Y, Wan M, Meng B. Effect of Grain Sizes on Electrically Assisted Micro—Filling of SUS304 Stainless Steel: Experiment and Simulation. Crystals. 2023; 13(1):134. https://doi.org/10.3390/cryst13010134
Chicago/Turabian StyleMen, Mingliang, Rui Zhao, Yizhe Liu, Min Wan, and Bao Meng. 2023. "Effect of Grain Sizes on Electrically Assisted Micro—Filling of SUS304 Stainless Steel: Experiment and Simulation" Crystals 13, no. 1: 134. https://doi.org/10.3390/cryst13010134
APA StyleMen, M., Zhao, R., Liu, Y., Wan, M., & Meng, B. (2023). Effect of Grain Sizes on Electrically Assisted Micro—Filling of SUS304 Stainless Steel: Experiment and Simulation. Crystals, 13(1), 134. https://doi.org/10.3390/cryst13010134