1. Introduction
Cast commercial hypoeutectic Al–Si–Cu–Mg alloys are widely used in the automotive industry due to their outstanding mechanical thermo-physical and metallurgical properties as well as excellent castability [
1,
2,
3,
4,
5]. Under industrial solidification conditions, unmodified eutectic particles characterized a coarse plate-like silicon structure with sharp edges, significantly diminishing the alloy’s ductility. Modifying eutectic silicon particles in these alloys improves their mechanical and thermo-physical properties, especially the ductility and thermal conductivity. The modifying effect is observed in the transition from blocky, acicular, needle-like silicon phases to a fine fibrous silicon structure [
6,
7]. Modifying eutectic silicon structures from the coarse plate to a fine fibrous silicon structure can be achieved in two ways: chemically, by adding a modifier into the melt, or thermally with rapid cooling. From the literature [
8], it is well known that chemical modifiers have a significantly stronger impact on the level of modification compared to moderate cooling rates. A higher cooling rate (>50 °C/s) typically occurs in the thin-walled parts produced by high-pressure die casting that could appropriately modify Al–Si eutectic structures without adding a modifier. However, heavy sections in such castings will still benefit from some chemical modification. Among many elements which can be used as modifiers (sodium, potassium, rubidium, cerium, strontium, calcium, barium, antimony, lanthanum, ytterbium, selenium, cadmium, and some others), sodium was the first element that was extensively studied as a modifier [
9]. In 1921, Aladar Pacz [
9] found that Al–Si alloys containing between 5% and 15% silicon could be treated with sodium fluoride fluxes, improving their ductility and machinability. Later, it was confirmed that Na is a powerful modifier and that only around 50 ppm is enough to show its full modification potential [
10,
11,
12,
13,
14,
15]. The main challenge of adding Na is its consequent tendency to fade [
2,
11,
12,
13,
14]. This makes the amount of effectively added Na difficult to control and, therefore, not so convenient for industrial practice. For this reason, since the 1970s, Sr replaced Na, and its effect on Al–Si alloys has been increasingly studied [
2,
4,
5,
8,
10,
13,
14]. Sr in the form of a master alloy (Al–10Sr) is a widely used modifier in the aluminum casting industry due to its great characteristics (easy and safe handling, long-lasting modifying effect, fume-free addition, and moderate modifying effect).
The efficiency of the modifier addition into an aluminum melt can be estimated using Optical Emission Spectroscope (OES) analysis, thermal (cooling curve) analysis, or comparing modified or not modified eutectic structures with standard images (e.g., AFS charts).
Depending on the circumstances, the modifier levels present in the melt may decrease/fade with time. Three types of chemical reactions in the melt may cause modifier fading. The modifier may vaporize due to high vapor pressure at melt temperatures (~730 °C), oxidize due to an excessive chemical affinity for oxygen, or react with other elements from the melt building intermetallics. The modifier will remain in a melt but in a chemically combined form. Such chemically combined elements are ineffective as modifiers; only the liquid alloy’s free and active modifier atoms can cause modification.
Figure 1 indicates that both modifiers, Na and Sr, fade during holding in the melting furnace [
16]. The fading of Na (~1.3 ppm Na/min) is significantly faster than Sr (0.38 ppm Sr/min), and this loss is visible during all observed holding times.
Figure 1 shows that after 2 h, Na almost disappears from the melt, while Sr is still present in the amount of 240 ppm after 3 h of holding time which can modify the aluminum-silicon eutectic structure.
Similar results can be observed in
Figure 2 and
Figure 3. In both cases, Na loss is significant in the first 20 to 40 min (~6.3 ppm Na/min), independent of which form of Na is added into the melt (pure or in the flux form).
It is evident from all three
Figure 1,
Figure 2 and
Figure 3 that Na faded rapidly independently of which form was added, limiting the available time for casting after melt treatment [
2].
Figure 4 shows the fading of Sr observed for two different alloys (A356 and A319) during melt holding in two different furnaces. It is obvious from
Figure 4 that substantial Sr fading occurs over the first five hours, and Sr loss was equal to or higher than 40% of the initial Sr content during that time.
Recently, [
19] has shown that Na fading is moderate under industrial conditions.
Figure 5 indicated that Na losses after 3 h of melt holding time were only 10 ppm.
The aim of the present paper was to quantify the fading of Na and Sr in an Al–Si–Cu–Mg alloy. The loss of Na and Sr during aluminum melt holding in the industrial furnace has not been properly quantified. Therefore, the study should indicate which modifier fades faster and which reacts stronger with air-forming oxides. For these trials, primary hypoeutectic Al–7Si–Mg–0.5Cu alloys have been selected. The experimentally determined fading rate constants (loss rate constant (k) and surface reaction rate constant (ks)) should help foundry people to quantify the loss of modifiers during melt holding in the melting furnace and take proactive action to keep the optimal amount of modifier in the aluminum melt.
2. Materials and Methods
Commercial primary hypoeutectic Al–7Si–Mg–0.5Cu aluminum alloys with chemical compositions as presented in
Table 1 were used in this experiment. The chemical composition of the primary Al–7Si–Mg–0.5Cu aluminum alloy was determined using OES analysis. Its chemical composition has been specified according to European Standard EN 1706. The numerical standard designation for this alloy EN AC 45500 specifies the limits for each alloying element and expected statical mechanical properties in the cast and heat-treated conditions.
Approximately 1.5 tons of the alloy were melted in an electric resistance furnace and kept at a temperature of 730 ± 5 °C. Then, the melt was first modified through the addition of Na, and later, a new aluminum melt was modified through the addition of Sr. Na has been added into the aluminum melt using a commercial SIMODAL 77 (mixture of Na and 5–13 wt.% Si) tablet (~200 g) produced by the Foseco company. In total, 13 tablets have been added to the melt to achieve the targeted 65 ppm of Na. Tablets are individually added to the melt surface before degassing and immersed using a clean, preheated, perforated plunging bell. The bell has been used to place tablets close to the bottom of the melting furnace. The dipping bell should be big enough with large holes to allow for good melt circulation, the free movement of tablets, and the easy release of the dissolved Na into the melt. As soon as the bubbling has stopped, another tablet can be plunged. Once the correct amount of Na had been achieved, the degassing treatment for 15 min using nitrogen gas was carried out. Finally, the dross from the holding furnace’s surface was carefully removed.
The second melt was modified using Sr as a modifier. Sr was added in the rod form of the Al–10Sr master alloy close to the end of the degassing process to achieve approximately 110 ppm of Sr in the aluminum melt. During the whole melt holding, no protective atmosphere was applied.
Table 2 and
Table 3 summarized the Na and Sr contents in melts during both experiments. The concentration of Na and Sr in the aluminum melts was controlled using OES analysis.
3. Results and Discussion
The refining elements Sr and Na are not resistant in melted Al–Si–Mg–Cu alloys. They escape from the molten bath due to evaporation and the formation of compounds with other elements. The fading of optimal modifier concentrations leads to an increased tendency of casting parts to develop shrinkage porosity, causing a reduction in their elongation. Therefore, it is important for the aluminum foundry people to obtain precise information regarding the active concentration of modifiers in the melt to be able to define a sufficient time interval window for casting.
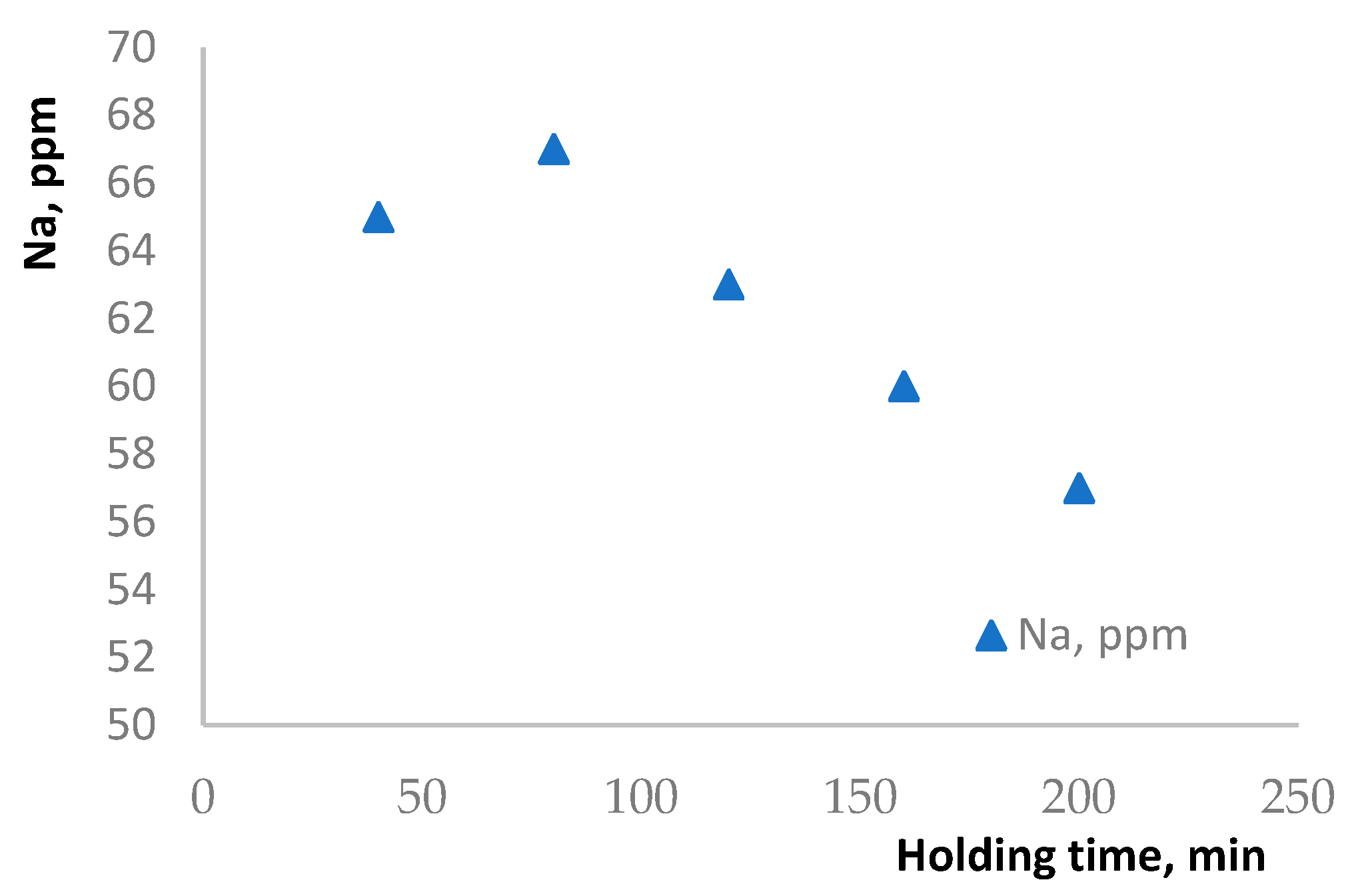
The fading of modifiers (Na and Sr) added into Al–7Si–Mg–0.5Cu alloys during various melt holding times have been presented in
Figure 6. Melt samples for Na were taken from the melting furnace at 40 min intervals during the holding period of 200 min. Five samples with Sr were taken at various time intervals during the holding period of 240 min. The concentration of both modifiers gradually decreased with the longer holding time, showing almost identical fading behavior. According to the earlier literature [
2,
16,
17,
18], Na should have a higher loss rate than Sr. Recently, in the literature [
19], some other results regarding Na fading can be found, indicating its moderate loss during melt holding. As
Figure 6 illustrates, our industrial experiments proved the recent finding, indicating moderate fading of both investigated modifiers. After the targeted Sr and Na levels were achieved (105 ppm for Sr and 65 ppm for Na), it was recognized that during the next 250 min, the loss of Na was slightly higher than the loss of Sr. The total loss of Na was 10 ppm, while the loss of Sr was 8 ppm. The available content of both modifiers was still in the proposed content for Al–7Si–Mg–0.5Cu alloys capable of fully modifying silicon particles. The fading rate of the Na and Sr can be estimated by the slope of the straight lines shown in
Figure 6. In both trials, the furnace capacity was the same, 1500 kg. The Sr fading rate was 3 × 10
−6 wt.%/min, while the fading of Na was slightly higher at 5 × 10
−6 wt.%/min.
According to the literature [
2,
12,
13,
14,
15,
16,
17,
18,
19] and results presented in
Figure 1,
Figure 2,
Figure 3,
Figure 4,
Figure 5 and
Figure 6, it is obvious that Sr and Na fade from the aluminum melt. As was elaborated in the introduction of this paper, several researchers [
2,
12,
13,
16,
18,
19] have proposed that vaporization and oxidation are two major types of chemical reactions responsible for the fading of modifiers. According to data from Gruzleski and other authors [
2,
20], the vapor pressure of Sr and Na at 730 °C are 10
−3 and 0.2 atm, respectively, indicating that Na vapor pressure is 200 times higher compared to the vapor pressure of Sr. However, recent work done by G.K. Sigworth [
20,
21,
22] has shown that the vapor pressure of Na for reactions, Na(wt.%) = Na(vapor), is significantly smallerm equal to 0.005 atmospheres (for melting temperatures of 730 °C and content of Na in the melt of 60 ppm) i.e., like that one for Sr. Vapor pressure for Na has been calculated by applying Equation (1) [
21].
This very small vapor pressure of Na and Sr cannot explain its vaporization from the aluminum melt. Therefore, oxidation looks like the major chemical reaction that causes the fading of Na and Sr from the aluminum melt during their holding in the melting furnace. A laboratory study by T.I Sigfussen et al. [
23] confirmed this hypothesis, showing that Na dissolved in aluminum melt promotes oxide formation at the aluminum melt surface. The loss of modifier (Na and Sr) during melt holding in an industrial furnace can be analytically quantified using Equations (2) and (3).
Equation (2), taken from Gobrecht [
24], has been used to calculate the modifier loss rate constant
k. In contrast, Equation (3), taken from E.M. Williams et al. [
25], has been used to calculate the empirical surface reaction rate constant (
ks).
where:
C—is the concentration of the element (Na or Sr) with time (wt.%)
C0—is the beginning concentration of the element (Na or Sr) at zero time (wt.%)
k—is the Na/Sr loss rate constant (h−1)
t—is the melt holding time (hours)
ks—is the rate constant for the surface reaction (m/s)
ρ—is the density of liquid aluminum melt (kg/m3)
As—is the surface area of the melt/air interface (m2)
M—is the mass of molten metal in the furnace (kg)
t—is the melt holding time (sec)
The results obtained applying Equations (2) and (3) for two trials presented in
Figure 6 with Na and Sr as modifiers are shown in
Table 4.
According to the results from
Table 2, the
k of Na and Sr from the industrial furnace during the holding period of approximately 4 h was relatively slow. Na has a 2 times higher loss rate constant compared to Sr, which is expected and in agreement with previous results [
2,
16,
17,
18,
19].
Based on the calculated results, the
ks for the surface reaction for Na and Sr are similar. The Na has a slightly higher removal rate from the aluminum melt (3.42 × 10
−5) compared to the removal rate for Sr (1.72 × 10
−5). According to
Table 5 [
18] and
Table 6 [
25], the obtained results are expected and in agreement with previous literature data.
The values for Na and Sr of the
k presented in
Table 4 are one order of magnitude lower than the same loss rate constant value given in
Table 5. All calculated
k values are correct, showing that the melting furnace’s size strongly influences the
k. Therefore, modifier fading in the small melting furnace (
Table 5:
k = 0.31 for a small furnace capacity of 4 kg with a medium Sr of 113 ppm) is larger by a factor of 15 than in the large melting furnace (
Table 4:
k = 0.0198 for a large furnace capacity of 1500 kg with a medium Sr of 105 ppm). According to J. Gobrecht [
24], besides the melting furnace’s size, the fading rate of modifiers dissolved in aluminum melts is influenced by the temperature of the melt bath (higher temperatures lead to faster fading of the modifier), bath movement (the movement of the bath accelerates modifier fading), and the ratio of the bath’s surface to its volume (a smaller ratio caused lower fading). Unfortunately, we cannot separate and consider the relative contribution of each reaction (oxidation reaction with other elements, vaporization during the casting process) and process parameters (melt temperature, degassing time, furnace capacity, melt area surface). Therefore, we should try to estimate and quantify the fading of modifiers under industrial and laboratory conditions using a simple approach.
The previously calculated
k and
ks can be used to rapidly estimate Na and Sr fading under production and/or experimental conditions. These constants’ validity in quantifying modifier fading is demonstrated using data from the literature [
26].
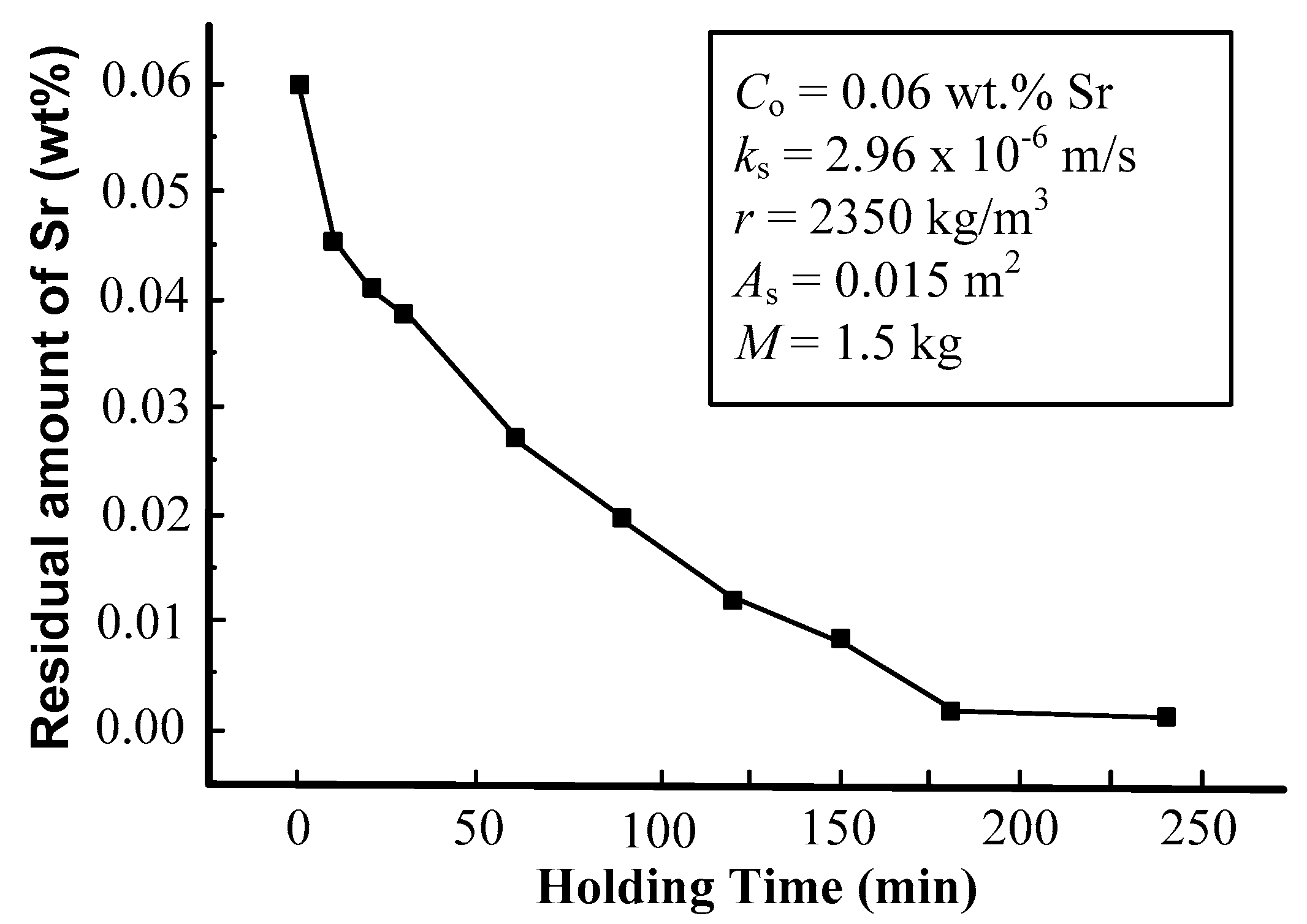
Figure 7 depicts the experimental data related to the fading of Sr during melt holding in the small laboratory furnace (Surface area ~0.015 m
2). A total of 1.5 kg of the A356 (Al–7Si–Mg) alloy was melted at 750 °C, and 0.06 wt.% of Sr was added to the melt and hold for 240 min. The first sample for chemical analysis was taken 30 min after Sr addition, and all other samples were collected in the time interval of 30 min.
Applying Equation (3) and using the
ks from
Table 4 for high Sr content (
ks = 2.96 × 10
−6), the corresponding Sr concentration (
C) during holding time can be calculated.
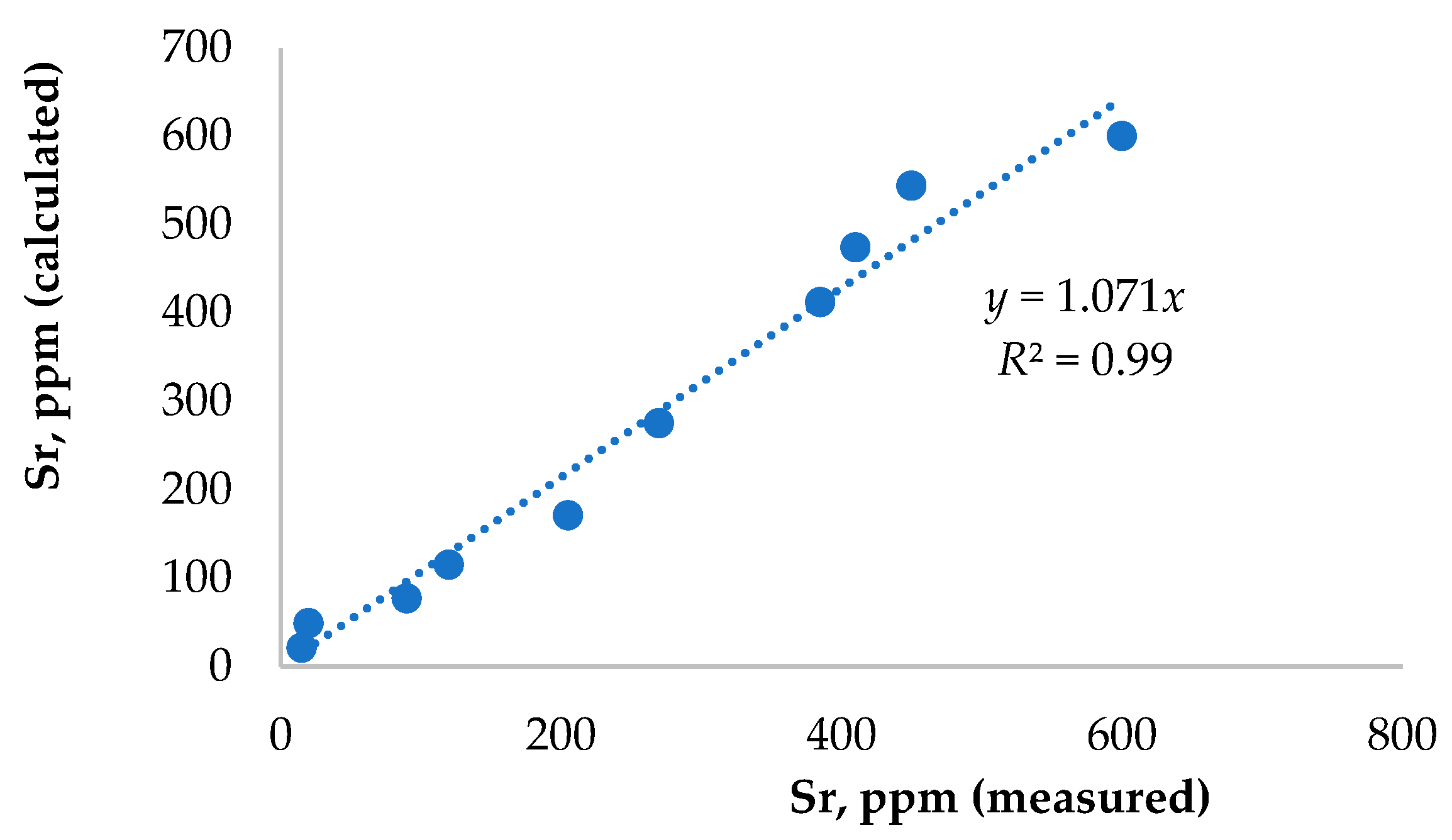
Figure 8 depicts a plot of the calculated values for Sr fading versus their experimentally determined counterparts. The calculated values for Sr fading show a high level of reliability (
R2 = 0.99). Therefore, it can be considered that experimentally determining the
ks allows foundry employees to predict with high accuracy the removal rate of modifiers from the aluminum melt during various holding times.
4. Conclusions
Experiments have been carried out to observe the effect of Na and Sr fading in the Al–Si–Mg–Cu alloy under industrial conditions. It was found that both modifiers (Na and Sr) fade moderately at the 730 °C melt temperature, which is in agreement with recently published literature results. The modifier may vaporize due to high vapor pressures at melt temperatures or oxidize due to an excessive chemical affinity for oxygen. Vapor pressures of Sr and Na are very low at 730 °C for the aluminum melt. Therefore, vaporization was left out as a reason for their fading from the aluminum melt, indicating their oxidations as a major reason for the modifier’s fading.
Additionally, this work has shown that the melting furnace’s size significantly impacts the rate of modifier oxidation (fading). With larger melting furnaces (a smaller ratio between the melt’s surface area and volume), the fading of modifiers is slower. The decrease in the modifier concentration during melt holding was mathematically quantified through the ks, which was determined from experiments. In this paper, it has been shown that a simple analytical approach can allow foundry people to quantify the loss of modifiers during melt holding and define a sufficient time interval window for casting, always keeping in the holding furnace the optimal amount of content of the needed refining element.
Our future work should apply a now-developed simple analytical approach and try to quantify the impact of various process parameters such as the capacity of the holding furnace, melt temperature, bath movement, and the bath’s surface-to-volume ratio on the fading of sodium and strontium as modifiers. Based on the obtained results, the melt operator should be able to adjust the melt holding time for each furnace and particular process condition and keep under control the optimal content of the modifier during production.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}