
Influence of Laser Beam Power on the Temperature Distribution and Dimensions of the Molten-Pool Formed during Laser Boriding of Nimonic 80A-Alloy


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
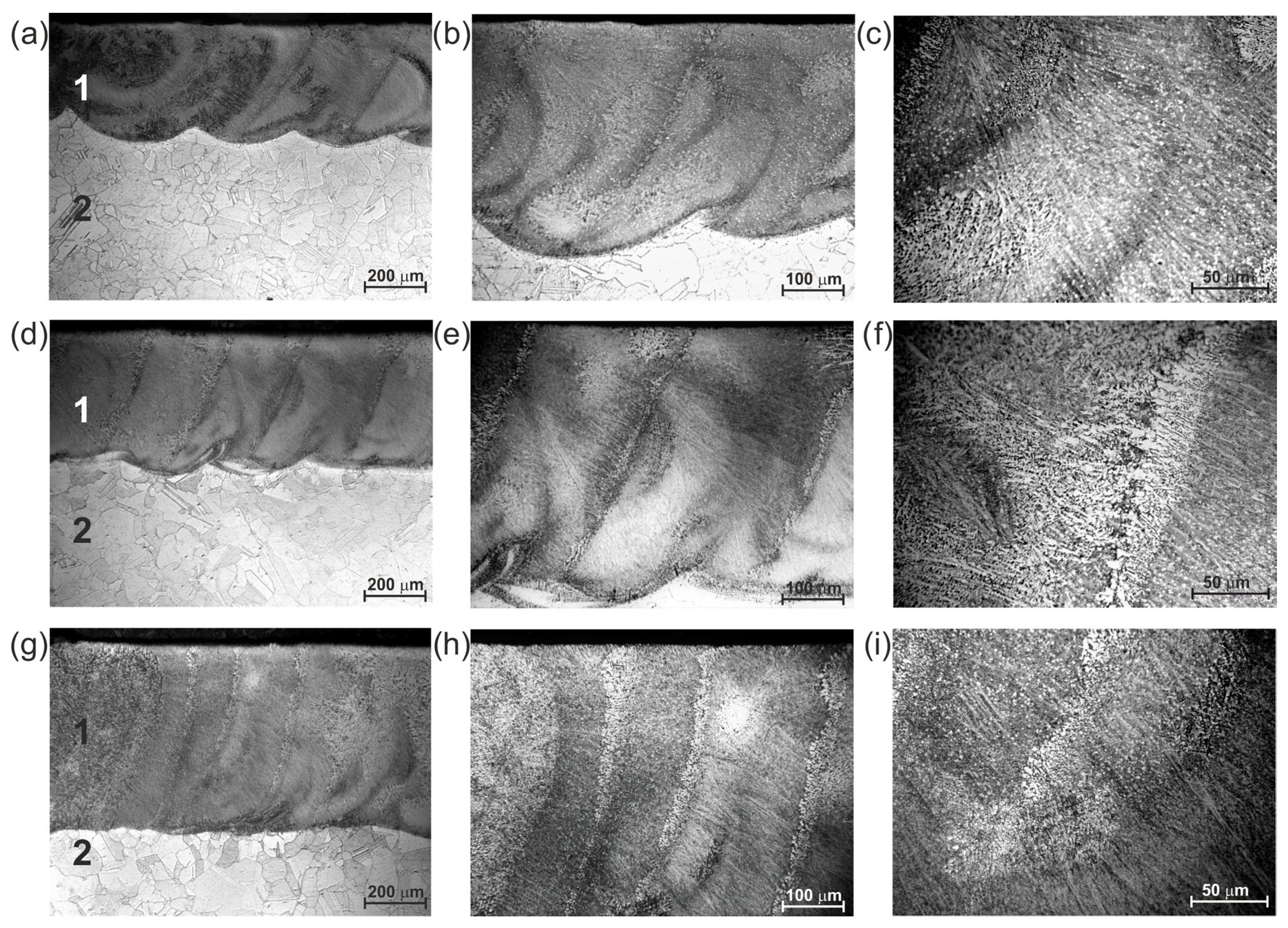
3.1. Microstructure and Thickness
3.2. Modeling the Geometry and Depth of the Re-Melted Layer
3.3. Microhardness of the Re-Melted Layer
4. Conclusions
- All produced layers contained nickel borides (Ni2B, Ni3B, Ni4B3) and chromium borides (CrB, Cr2B).
- The increase in laser beam power caused an increase in the maximum depth of the re-melted layer from 373 µm for the layer produced at P = 1.3 kW to 601 µm for the layer produced at P = 1.95 kW.
- The differences between the depth of the re-melted zone measured in the axis of the laser tracks and at the contact of the adjacent tracks were reduced for the lower power of the laser beam.
- The modeled geometry of the molten pool reflects the toroidal irradiance profile of the laser beam used; therefore, the highest depth of the molten pool was achieved in the center of the single laser track.
- For each laser beam power used, the maximum temperature was obtained at the surface and was equal to 2663 K for P = 1.3 kW, 3122 K for P = 1.56 kW, and 3829 K for P = 1.95 kW.
- The temperature distribution in the molten pool strongly depended on the laser beam power. The increase in laser beam power resulted in an increased volume of the molten pool, as well as its maximum depth. In the case of the lowest laser beam power of 1.3 kW, the modeled maximum depth of the molten pool was 308 µm. The increase in laser beam power to 1.56 kW ensured a higher depth of 417 µm. A further increase in the laser beam power caused re-melting, which reached a depth of 567 µm from the surface in the axis of the molten pool.
- The highest microhardness (1295 ± 67 HV) was measured in a laser borided layer produced at the lowest laser beam power of 1.3 kW. The increase in laser beam power was the reason for the diminished average hardness of the re-melted layer: 919 ± 52 HV for the layer produced at P = 1.56 kW and 721 ± 47 HV for the layer produced at P = 1.95 kW. The higher laser beam power caused the re-melting of a greater amount of substrate material, and, therefore, the content of borides in the re-melted zone was lower.
- The mathematical model presented in this study is an important tool; it provided the determination of the theoretically predicted thickness of the laser borided layer. It allows for saving the time required to conduct many experiments.
- It was proved that the model developed by Ashby et al. could be successfully used to predict the dimensions and shape of laser tracks produced by laser boriding.
- Despite the assumed simplifications, the mathematical model adopted in this work to predict the depth of the laser borided layer quite well reflects the melting conditions during the laser treatment. Therefore, this model can be used in preliminary research to select the appropriate laser treatment parameters.
- The precise control of the laser boriding parameters is important to achieve the desired microstructure, thickness, and properties of the produced layers.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Steen, W.M.; Mazumder, J. Laser Material Processing, 4th ed.; Springer: London, UK, 2010; pp. 318–320. [Google Scholar]
- Im, F.T.; Nian, Y.G.; Han, F.L.; Venkatesh, B. Design of a materials processing technologies. Arch. Mater. Sci. Eng. 2014, 48, 128–136. [Google Scholar]
- Yilbas, B.S.; Akhtara, S.S.; Karatas, C. Laser gas assisted nitriding of Hastelloy G alloy: Thermal stress analysis and characterization. Surf. Interface Anal. 2012, 44, 352–364. [Google Scholar] [CrossRef]
- Majumdar, J.D.; Manna, I. Laser-Surface Alloying of Nimonic 80 with Silicon and Aluminum and its Oxidation Behavior. Metall. Mater. Trans. A 2012, 43, 3786–3796. [Google Scholar] [CrossRef]
- Rodriguez, G.P.; Garcia, I.; Damborenea, J. Effects of laser surface modification of Nimonic with aluminum on oxidation behavior. Oxid. Met. 2002, 58, 235–248. [Google Scholar] [CrossRef]
- Cooper, K.P.; Slebodnick, P.; Thomas, E.D. Seawater corrosion behavior of laser surface modified Inconel 625 alloy. Mater. Sci. Eng. A 1996, 206, 138–149. [Google Scholar] [CrossRef]
- Kulka, M.; Dziarski, P.; Makuch, N.; Piasecki, A.; Miklaszewski, A. Microstructure and properties of laser-borided Inconel 600-alloy. Appl. Surf. Sci. 2013, 284, 757–771. [Google Scholar] [CrossRef]
- Kulka, M.; Makuch, N.; Dziarski, P.; Piasecki, A. A study of nanoindentation for mechanical characterization of chromium and nickel borides’ mixtures formed by laser boriding. Ceram. Int. 2014, 40, 6083–6094. [Google Scholar] [CrossRef]
- Makuch, N.; Piasecki, A.; Dziarski, P.; Kulka, M. Influence of laser alloying with boron and niobium on microstructure and properties of Nimonic 80A-alloy. Opt. Laser Technol. 2015, 75, 229–239. [Google Scholar] [CrossRef]
- Pelletier, J.M.; Jobez, S.; Saif, Q.; Kirat, P.; Vannes, A.B. Laser surface alloying: Mechanism of formation and improvement of surface properties. J. Mater. Eng. 1991, 13, 281–290. [Google Scholar] [CrossRef]
- Safdar, S.; Li, L.; Sheikh, M.A.; Liu, Z. An analysis of the effect of laser beam geometry on laser transformation hardening. J. Manuf. Sci. Eng. 2006, 128, 659–667. [Google Scholar] [CrossRef]
- Safdar, S.; Pinkerton, A.J.; Li, L.; Sheikh, M.A.; Withers, P.J. An anisotropic enhanced thermal conductivity approach for modelling laser melt pools for Ni-base super alloys. Appl. Math. Model. 2013, 37, 1187–1195. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, K.; Tor, S.B.; Chua, C.K.; Leong, K.F. Heat transfer and phase transition in the selective laser melting process. Int. J. Heat Mass Transf. 2017, 108, 2408–2416. [Google Scholar] [CrossRef]
- Shercliff, H.R.; Ashby, M.F. The prediction of case depth in laser transformation hardening. Metall. Trans. A 1991, 22, 2459–2466. [Google Scholar] [CrossRef]
- Steen, P.H.; Ehrhard, P.; Schissler, A. Depth of melt-pool and heat-affected zone in laser surface treatments. Metall. Mater. Trans. A 1994, 25, 427–435. [Google Scholar] [CrossRef]
- Hu, C.; Baker, T.N. Prediction of laser transformation hardening depth using a line source model. Acta Metall. Mater. 1995, 43, 3563–3569. [Google Scholar] [CrossRef]
- Ashby, M.F.; Esterling, K.E. The transformation hardening of steel surfaces by laser beams—I. Hypo-eutectoid steels. Acta Metall. 1984, 32, 1935–1948. [Google Scholar] [CrossRef]
- Ion, J.C.; Esterling, K.E.; Ashby, M.F. A second report on diagrams of microstructure and hardness for heat-affected zones in welds. Acta Metall. 1984, 32, 1949–1962. [Google Scholar] [CrossRef]
- Li, W.B.; Esterling, K.E.; Ashby, M.F. The transformation hardening of steel—II. Hypereutectoid steels. Acta Metall. 1986, 34, 1533–1543. [Google Scholar] [CrossRef]
- Panfil-Pryka, D.; Kulka, M.; Makuch, N.; Michalski, J.; Dziarski, P. The effect of temperature distribution during laser heat treatment of gas-nitrided 42CrMo4 steel on the microstructure and mechanical properties. Coatings 2020, 10, 824. [Google Scholar] [CrossRef]
- Makuch, N.; Dziarski, P.; Kulka, M. The effect of laser treatment parameters on temperature distribution and thickness of laser-alloyed layers produced on Nimonic 80A-alloy. J. Achiev. Mater. Manuf. Eng. 2017, 82, 67–78. [Google Scholar] [CrossRef]
- Kulka, M.; Mikołajczak, D.; Makuch, N.; Dziarski, P.; Przestacki, D.; Panfil-Pryka, D.; Piasecki, A.; Miklaszewski, A. Laser surface alloying of austenitic 316L steel with boron and some metallic elements: Microstructure. Materials 2020, 13, 4852. [Google Scholar] [CrossRef] [PubMed]
- Man, H.C.; Leong, K.H.; Ho, K.L. Process monitoring of powder pre-paste laser surface alloying. Opt. Lasers Eng. 2008, 46, 739–745. [Google Scholar] [CrossRef]
- ASM International Handbook Committee. ASM Handbook Volume 7: Powder Metal Technologies and Applications; Lee, P.W., Ed.; ASM International: Russell Township, OH, USA, 1998. [Google Scholar]
- Gladush, G.G.; Smurov, I. Physics of Laser Materials Processing; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Makuch, N.; Kulka, M.; Piasecki, A. The effects of chemical composition of Nimonic 80A-alloy on the microstructure and properties of gas-borided layer. Surf. Coat. Technol. 2015, 276, 440–455. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Beam Power P (kW) | Measuring Line | Thickness of Pre-Coated Paste (µm) |
|---|---|---|
| 1.3 | a | 183.4; 219.8; 209.8; 198.9; 185.4; 222.4; 218.5; 208.4; 182.9; 188.7 average: 201.82 ± 15.09 µm |
| b | 219.8; 181.8; 188.8; 190.2; 218.3; 194.4; 188.3; 188.2; 209.4; 218.3 average: 199.75 ± 14.18 µm | |
| c | 217.1; 181.2; 196.3; 204.1; 187.2; 182.2; 208.3; 221.4; 205.2; 193.1 average: 199.61 ± 13.26 µm | |
| 1.56 | a | 222.3; 188.3; 190.2; 198.2; 188.2; 209.2; 181.2; 216.3; 199.8; 228.2 average: 202.19 ± 15.24 µm |
| b | 180.2; 190.7; 217.2; 191.2; 209.7; 183.4; 212.3; 183.4; 212.3; 216.8 average: 199.72 ± 14.43 µm | |
| c | 197.2; 188.2; 183.4; 221.1; 218.2; 189.2; 208.2; 182.4; 218.2; 198.3 average: 200.44 ± 14.23 µm | |
| 1.95 | a | 192.4; 195.5; 210.4; 187.9; 219.8; 180.1; 208.7; 214.6; 193.7; 226.0 average: 202.91 ± 14.29 µm |
| b | 222.2; 190.3; 186.4; 214.3; 182.1; 199.8; 206.5; 181.2; 214.5; 190.6 average: 198.79 ± 14.06 µm | |
| c | 207.4; 219.3; 186.5; 188.7; 194.0; 217.8; 183.2; 222.2; 182.3; 198.7 average: 200.01 ± 14.77 µm |
| Process 1 | Process 2 | Process 3 | |
|---|---|---|---|
| Laser beam power, P (kW) | 1.3 | 1.56 | 1.95 |
| Scanning rate, vl, (m/s) | 0.048 | 0.048 | 0.048 |
| Laser beam radius, rB (mm) | 1 | 1 | 1 |
| Feed rate, vf, (mm per revolution) | 0.28 | 0.28 | 0.28 |
| Power density, E, (kW/cm2) | 41.40 | 49.68 | 62.10 |
| Thickness of pre-coated paste, th (mm) | 0.2 | 0.2 | 0.2 |
| Thickness of re-melted layer, Th, (mm) | 0.337 | 0.448 | 0.594 |
| Dilution ratio, DR | 0.59 | 0.45 | 0.34 |
| Laser Beam Power, P (kW) | |||
|---|---|---|---|
| 1.3 | 1.56 | 1.95 | |
| Maximum surface temperature, Tmax, (K) | 2663 | 3122 | 3829 |
| Theoretical modeled maximum depth of molten pool, (μm) | 308 | 417 | 567 |
| Experimental maximum depth of laser borided layer, (μm) | 373 | 466 | 601 |
| Experimental average thickness of laser borided layer, (μm) | 337 | 448 | 594 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Makuch, N.; Dziarski, P. Influence of Laser Beam Power on the Temperature Distribution and Dimensions of the Molten-Pool Formed during Laser Boriding of Nimonic 80A-Alloy. Crystals 2023, 13, 507. https://doi.org/10.3390/cryst13030507
Makuch N, Dziarski P. Influence of Laser Beam Power on the Temperature Distribution and Dimensions of the Molten-Pool Formed during Laser Boriding of Nimonic 80A-Alloy. Crystals. 2023; 13(3):507. https://doi.org/10.3390/cryst13030507
Chicago/Turabian StyleMakuch, Natalia, and Piotr Dziarski. 2023. "Influence of Laser Beam Power on the Temperature Distribution and Dimensions of the Molten-Pool Formed during Laser Boriding of Nimonic 80A-Alloy" Crystals 13, no. 3: 507. https://doi.org/10.3390/cryst13030507
APA StyleMakuch, N., & Dziarski, P. (2023). Influence of Laser Beam Power on the Temperature Distribution and Dimensions of the Molten-Pool Formed during Laser Boriding of Nimonic 80A-Alloy. Crystals, 13(3), 507. https://doi.org/10.3390/cryst13030507