

Evolution Regularity of Continuous Surface Structures Shaped by Laser-Supported Fictive-Temperature Modifying

(This article belongs to the Section Inorganic Crystalline Materials)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
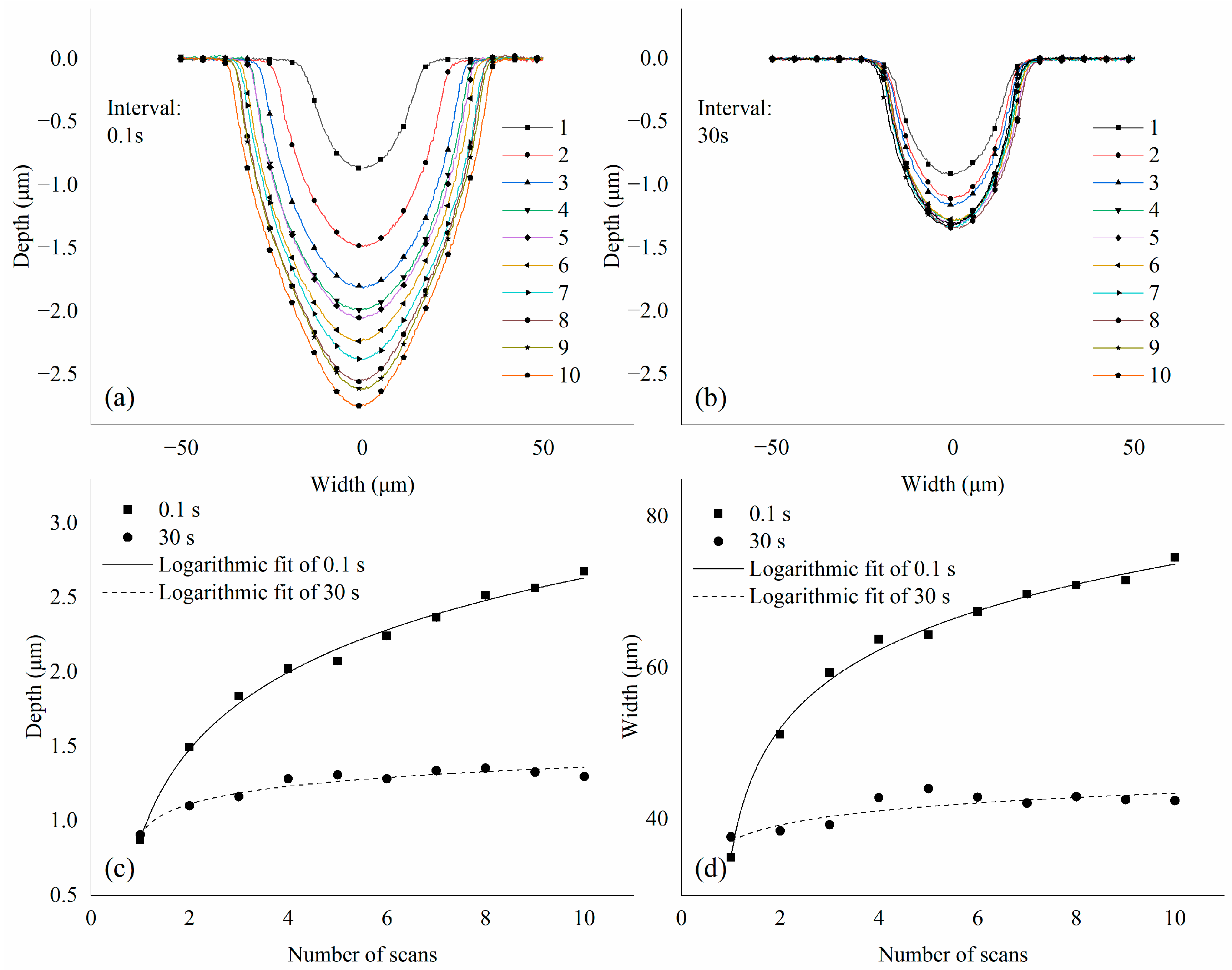
3.1. HF Acid-Etched Surface Profiles of Repeated Scanning Lines
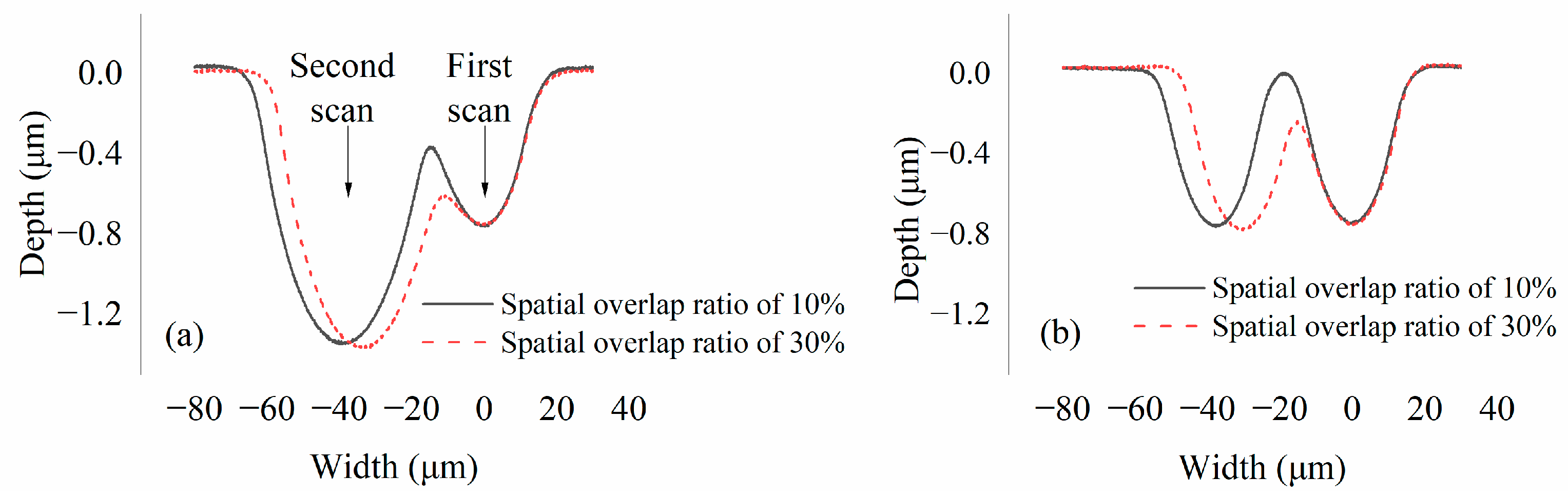
3.2. HF Acid-Etched Surface Profiles of Adjacent Scanning Lines
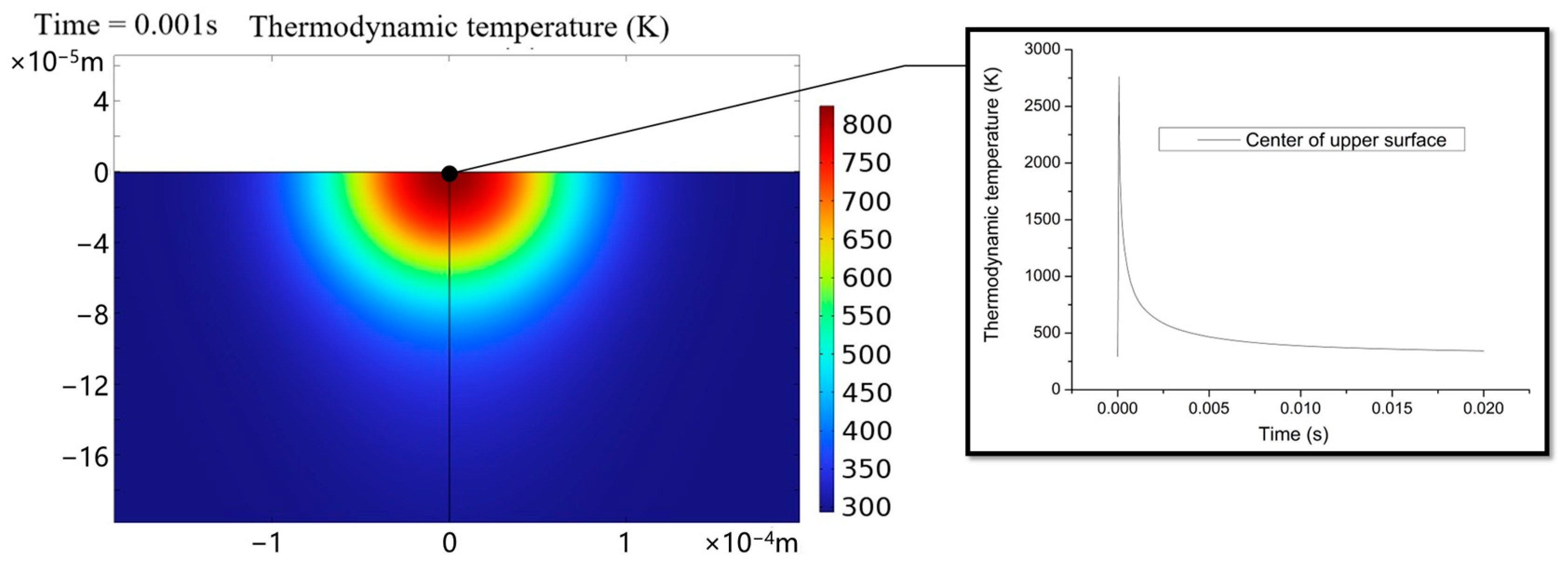
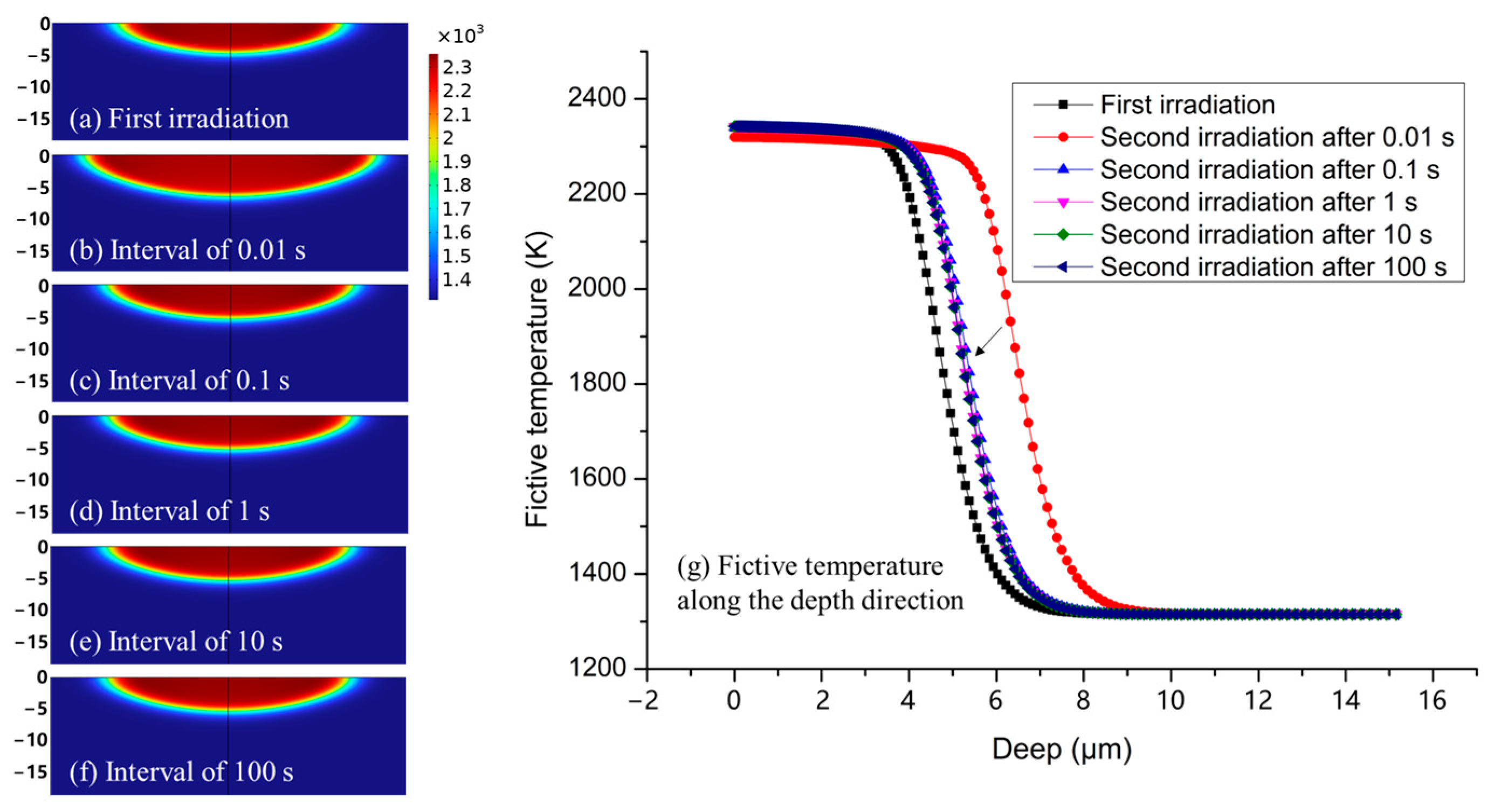
3.3. Simulation of Fictive Temperature Distribution for Overlapped Scanning
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, F.; Gao, Y.; Ji, L.; He, R.; Liu, D.; Zhao, X.; Xia, L.; Feng, W.; Shi, H.; Rao, D.; et al. Characteristics of the beam smoothing using the combination of induced spatial incoherence and continuous phase plate. Opt. Laser Technol. 2022, 145, 107537. [Google Scholar] [CrossRef]
- Gao, Y.; Li, F.; Ji, L.; Zhao, X.; Xia, L.; Feng, W.; Liu, D.; Shi, H.; Liu, J.; Rao, D.; et al. Research of beam smoothing technology in high power laser driver (Invited). Infrared Laser Eng. 2020, 49, 20201074. [Google Scholar] [CrossRef]
- Neauport, J.; Ribeyre, X.; Daurios, J.; Valla, D.; Lavergne, M.; Beau, V.; Videau, L. Design and optical characterization of a large continuous phase-plate for Laser Integration Line and Laser Megajoule facilities. Appl. Opt. 2003, 42, 2377–2382. [Google Scholar] [CrossRef]
- Baisden, P.A.; Atherton, L.J.; Hawley, R.A.; Land, T.A.; Menapace, J.A.; Miller, P.E.; Runkel, M.J.; Spaeth, M.L.; Stolz, C.J.; Suratwala, T.I.; et al. Large Optics for the National Ignition Facility. Fusion Sci. Technol. 2016, 69, 295–351. [Google Scholar] [CrossRef]
- Chen, J.; Peng, B.; Wu, L.; Hu, C.; Wei, C.; Shao, J. Variable Removal Function in Atmospheric Pressure Plasma Processing for Fabrication of Continuous Phase Plate with Small Spatial Period; SPIE: Bellingham, WA, USA, 2022; Volume 12448. [Google Scholar]
- Ji, P.; Wang, B.; Li, D.; Jin, Y.; Ding, F.; Qiao, Z. Analysis of the misalignment effect and the characterization method for imprinting continuous phase plates. Opt. Express 2021, 29, 17554–17572. [Google Scholar] [CrossRef]
- Su, X.; Ji, P.; Liu, K.; Walker, D.; Yu, G.Y.; Li, H.Y.; Li, D.; Wang, B. Combined processing chain for freeform optics based on atmospheric pressure plasma processing and bonnet polishing. Opt. Express 2019, 27, 17979–17992. [Google Scholar] [CrossRef]
- Hou, J.; Cao, M.; Wang, H.; Zhao, H.; Zhong, B.; Jiang, Z.; Li, Y. Determination of optimized removal functions for imprinting continuous phase plates using fuzzy theory. Appl. Opt. 2018, 57, 6089–6096. [Google Scholar] [CrossRef]
- Menapace, J.A.; Dixit, S.N.; Genin, F.Y.; Brocious, W.F. Magnetorheological finishing for imprinting continuous phase plate structure onto optical surfaces. Proc. SPIE 2003, 5273, 220–230. [Google Scholar] [CrossRef]
- Menapace, J.A.; Ehrmann, P.E.; Bayramian, A.J.; Bullington, A.; Di Nicola, J.-M.G.; Haefner, C.; Jarboe, J.; Marshall, C.; Schaffers, K.I.; Smith, C. Imprinting high-gradient topographical structures onto optical surfaces using magnetorheological finishing: Manufacturing corrective optical elements for high-power laser applications. Appl. Opt. 2016, 55, 5240–5248. [Google Scholar] [CrossRef]
- Menapace, J.A.; Peer, A.S.; Tham, G.C. Manufacturing High-Gradient Freeform Continuous Phase Plates (CPPs) using Magnetorheological Finishing. In Proceedings of the Optical Design and Fabrication 2019 (Freeform, OFT), Washington, DC, USA, 10 June 2019; p. JW1A.5. [Google Scholar]
- Hu, C.; Shao, J.; Wei, C.; Gu, H. High-Precision Manufacturing Technology of Continuous Phase Plate Based on Magnetorheological Finishing; SPIE: Bellingham, WA, USA, 2020; Volume 11548. [Google Scholar]
- Tang, C.; Wen, S.; Zhang, Y.; Yan, H. Method for Fabricating Small Space Period Phase Elements Based on Magnetorheological Polishing; SPIE: Bellingham, WA, USA, 2020; Volume 11617. [Google Scholar]
- Xu, M.; Dai, Y.; Xie, X.; Zhou, L.; Li, S.; Peng, W. Ion beam figuring of continuous phase plates based on the frequency filtering process. Front. Mech. Eng. 2017, 12, 110–115. [Google Scholar] [CrossRef]
- Xu, M.; Dai, Y.; Xie, X.; Zhou, L.; Peng, W. Fabrication of continuous phase plates with small structures based on recursive frequency filtered ion beam figuring. Opt. Express 2017, 25, 10765–10778. [Google Scholar] [CrossRef]
- Su, X.; Xia, L.; Liu, K.; Zhang, P.; Li, P.; Zhao, R.; Wang, B. Fabrication of a large-aperture continuous phase plate in two modes using atmospheric pressure plasma processing. Chin. Opt. Lett. 2018, 16, 102201. [Google Scholar] [CrossRef] [Green Version]
- Spaeth, M.L.; Manes, K.R.; Bowers, M.; Celliers, P.; Di Nicola, J.M.; Di Nicola, P.; Dixit, S.; Erbert, G.; Heebner, J.; Kalantar, D.; et al. National Ignition Facility Laser System Performance. Fusion Sci. Technol. 2016, 69, 366–394. [Google Scholar] [CrossRef]
- Abu-Shawareb, H.; Acree, R.; Adams, P.; Adams, J.; Addis, B.; Aden, R.; Adrian, P.; Afeyan, B.B.; Aggleton, M.; Aghaian, L.; et al. Lawson Criterion for Ignition Exceeded in an Inertial Fusion Experiment. Phys. Rev. Lett. 2022, 129, 075001. [Google Scholar] [CrossRef]
- Xu, M.J.; Dai, Y.F.; Zhou, L.; Peng, X.Q.; Chen, S.S.; Liao, W.L. Evolution mechanism of surface roughness during ion beam sputtering of fused silica. Appl. Opt. 2018, 57, 5566–5573. [Google Scholar] [CrossRef]
- Shi, F.; Zhong, Y.; Dai, Y.; Peng, X.; Xu, M.; Sui, T. Investigation of surface damage precursor evolutions and laser-induced damage threshold improvement mechanism during Ion beam etching of fused silica. Opt. Express 2016, 24, 20842–20854. [Google Scholar] [CrossRef]
- Li, D.; Li, N.; Su, X.; Liu, K.; Ji, P.; Wang, B. Characterization of fused silica surface topography in capacitively coupled atmospheric pressure plasma processing. Appl. Surf. Sci. 2019, 489, 648–657. [Google Scholar] [CrossRef]
- Zhang, C.C.; Zhang, L.J.; Liao, W.; Yan, Z.H.; Chen, J.; Jiang, Y.L.; Wang, H.J.; Luan, X.Y.; Ye, Y.Y.; Zheng, W.G.; et al. ATR-FTIR spectroscopic studies on density changes of fused silica induced by localized CO2 laser treatment. Chin. Phys. B 2015, 24, 024220. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, Q.; Liao, W.; Dai, R.; Zhang, L.; Jiang, X.; Chen, J.; Zhang, Z.; Jiang, X. Analysis of residual stress fields from fictive temperature distributions within heat-affected zones of fused silica. Opt. Express 2021, 29, 42511–42522. [Google Scholar] [CrossRef]
- Zhao, J.; Sullivan, J.; Bennett, T.D. Wet etching study of silica glass after CW CO2 laser treatment. Appl. Surf. Sci. 2004, 225, 250–255. [Google Scholar] [CrossRef]
- Vignes, R.M.; Soules, T.F.; Stolken, J.S.; Settgast, R.R.; Elhadj, S.; Matthews, M.J. Thermomechanical Modeling of Laser-Induced Structural Relaxation and Deformation of Glass: Volume Changes in Fused Silica at High Temperatures. J. Am. Ceram. Soc. 2013, 96, 137–145. [Google Scholar] [CrossRef]
- Suratwala, T.I.; Miller, P.E.; Bude, J.D.; Steele, W.A.; Shen, N.; Monticelli, M.V.; Feit, M.D.; Laurence, T.A.; Norton, M.A.; Carr, C.W.; et al. HF-Based Etching Processes for Improving Laser Damage Resistance of Fused Silica Optical Surfaces. J. Am. Ceram. Soc. 2011, 94, 416–428. [Google Scholar] [CrossRef] [Green Version]
- Liu, T.; Yang, K.; Zhang, Z.; Yan, L.; Huang, B.; Li, H.; Zhang, C.; Jiang, X.; Yan, H. Hydrofluoric acid-based etching effect on surface pit, crack, and scratch and laser damage site of fused silica optics. Opt. Express 2019, 27, 10705–10728. [Google Scholar] [CrossRef]
- Zhang, C.C.; Liao, W.; Yang, K.; Liu, T.X.; Bai, Y.; Zhang, L.J.; Jiang, X.L.; Chen, J.; Jiang, Y.L.; Wang, H.J.; et al. Fabrication of concave microlens arrays by local fictive temperature modification of fused silica. Opt. Lett. 2017, 42, 1093–1096. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, L.; Jiang, X.; Jia, B.; Liao, W.; Dai, R.; Chen, J.; Yuan, X.; Jiang, X. Influence of pulse length on heat affected zones of evaporatively-mitigated damages of fused silica optics by CO2 laser. Opt. Laser Eng. 2020, 125, 105857. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liao, W.; Zhang, C.; Chen, J.; Yang, K.; Zhang, L.; Jiang, X.; Bai, Y.; Wang, H.; Luan, X.; Jiang, X.; et al. Evolution Regularity of Continuous Surface Structures Shaped by Laser-Supported Fictive-Temperature Modifying. Crystals 2023, 13, 542. https://doi.org/10.3390/cryst13030542
Liao W, Zhang C, Chen J, Yang K, Zhang L, Jiang X, Bai Y, Wang H, Luan X, Jiang X, et al. Evolution Regularity of Continuous Surface Structures Shaped by Laser-Supported Fictive-Temperature Modifying. Crystals. 2023; 13(3):542. https://doi.org/10.3390/cryst13030542
Chicago/Turabian StyleLiao, Wei, Chuanchao Zhang, Jing Chen, Ke Yang, Lijuan Zhang, Xiaolong Jiang, Yang Bai, Haijun Wang, Xiaoyu Luan, Xiaodong Jiang, and et al. 2023. "Evolution Regularity of Continuous Surface Structures Shaped by Laser-Supported Fictive-Temperature Modifying" Crystals 13, no. 3: 542. https://doi.org/10.3390/cryst13030542
APA StyleLiao, W., Zhang, C., Chen, J., Yang, K., Zhang, L., Jiang, X., Bai, Y., Wang, H., Luan, X., Jiang, X., Yuan, X., Zheng, W., & Zhu, Q. (2023). Evolution Regularity of Continuous Surface Structures Shaped by Laser-Supported Fictive-Temperature Modifying. Crystals, 13(3), 542. https://doi.org/10.3390/cryst13030542