
Modeling Analysis of Melting and Crystallization Process of Mold Flux Based on the Image Processing Technology

Abstract
:1. Introduction
- (1)
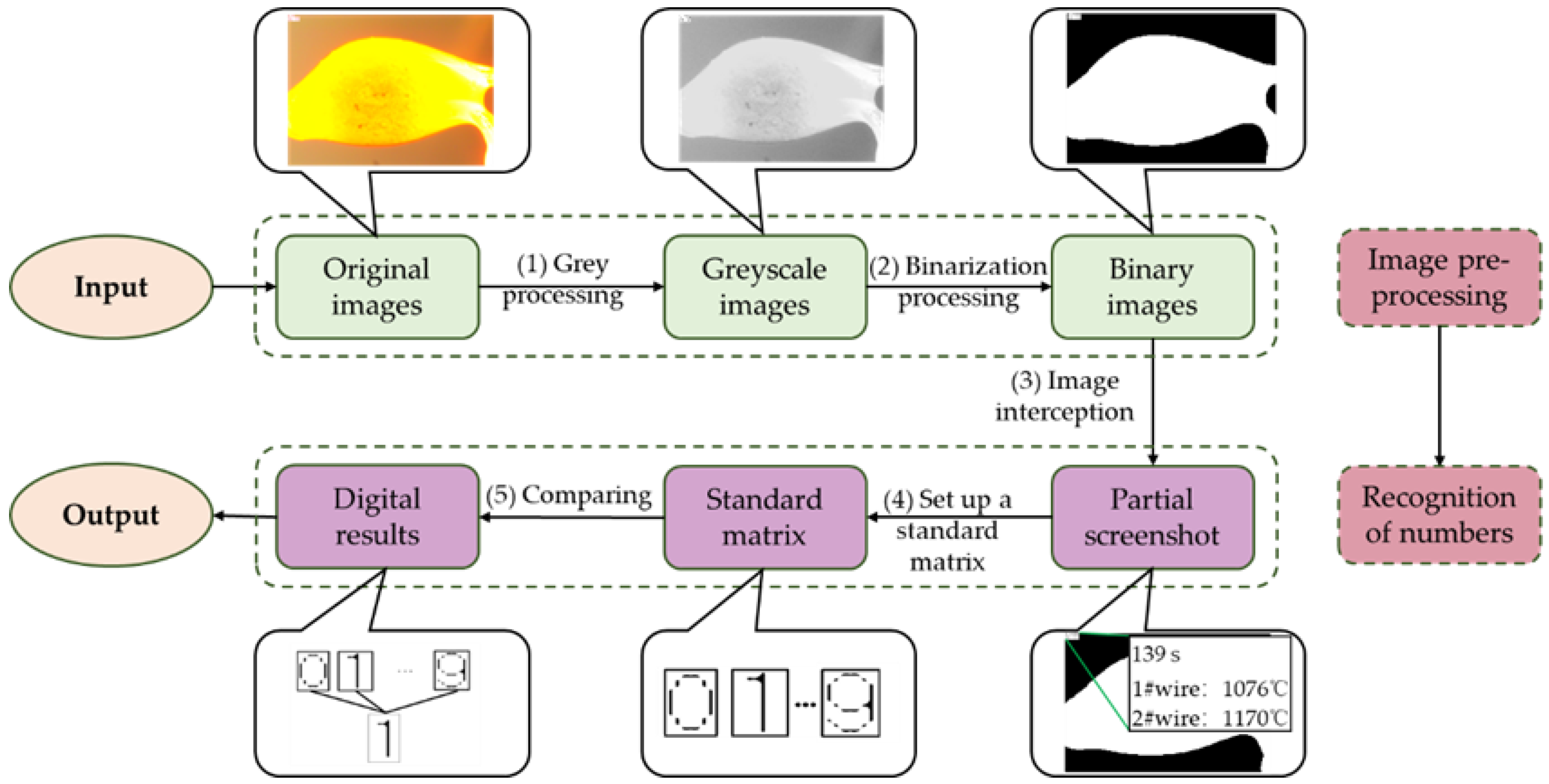
- The automatic temperature extraction of the thermocouple in each image was realized by using the image segmentation and recognition technologies. By which, it not only reduces the workload of the experimenter, but also reduces the error of visual recognition.
- (2)
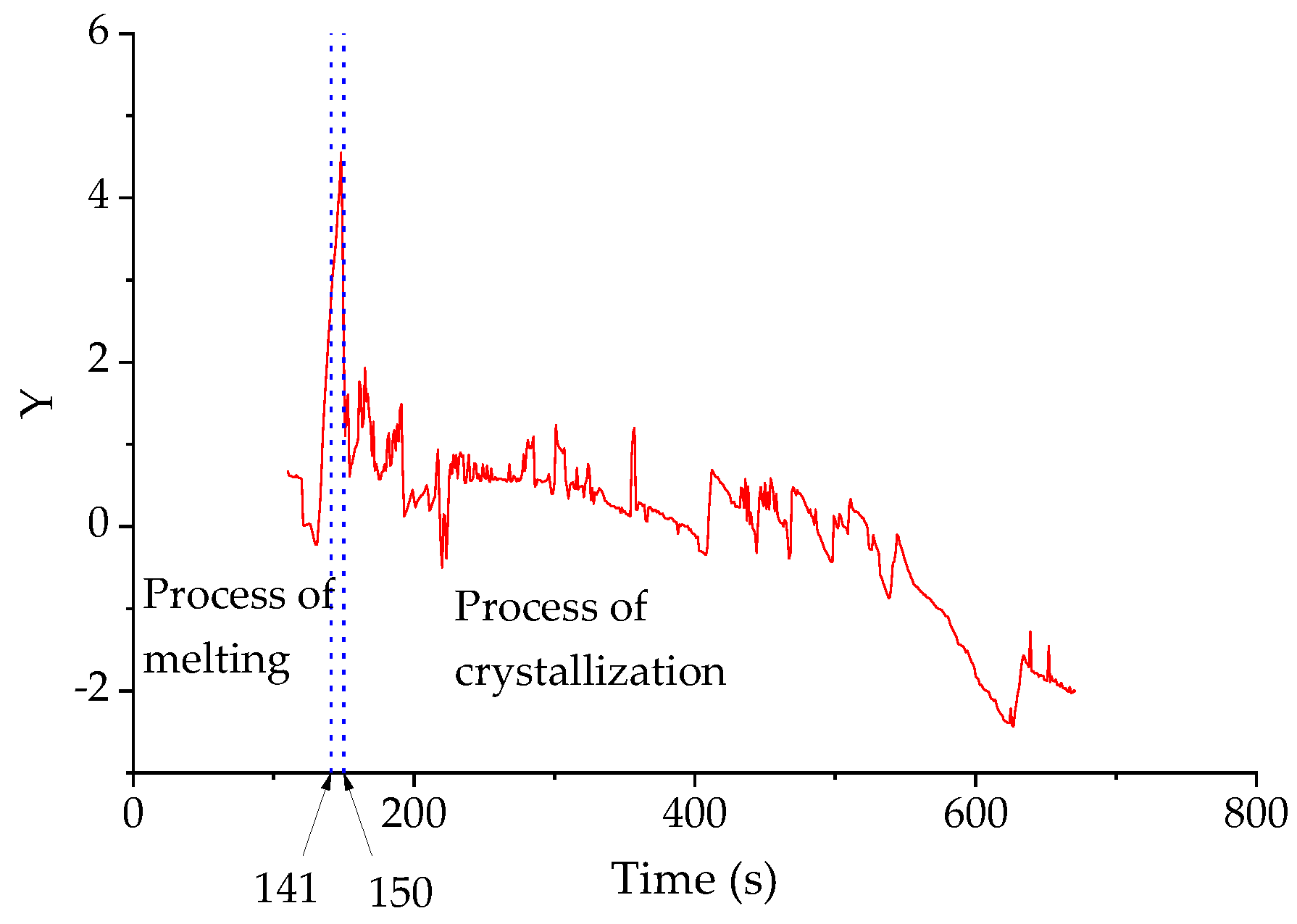
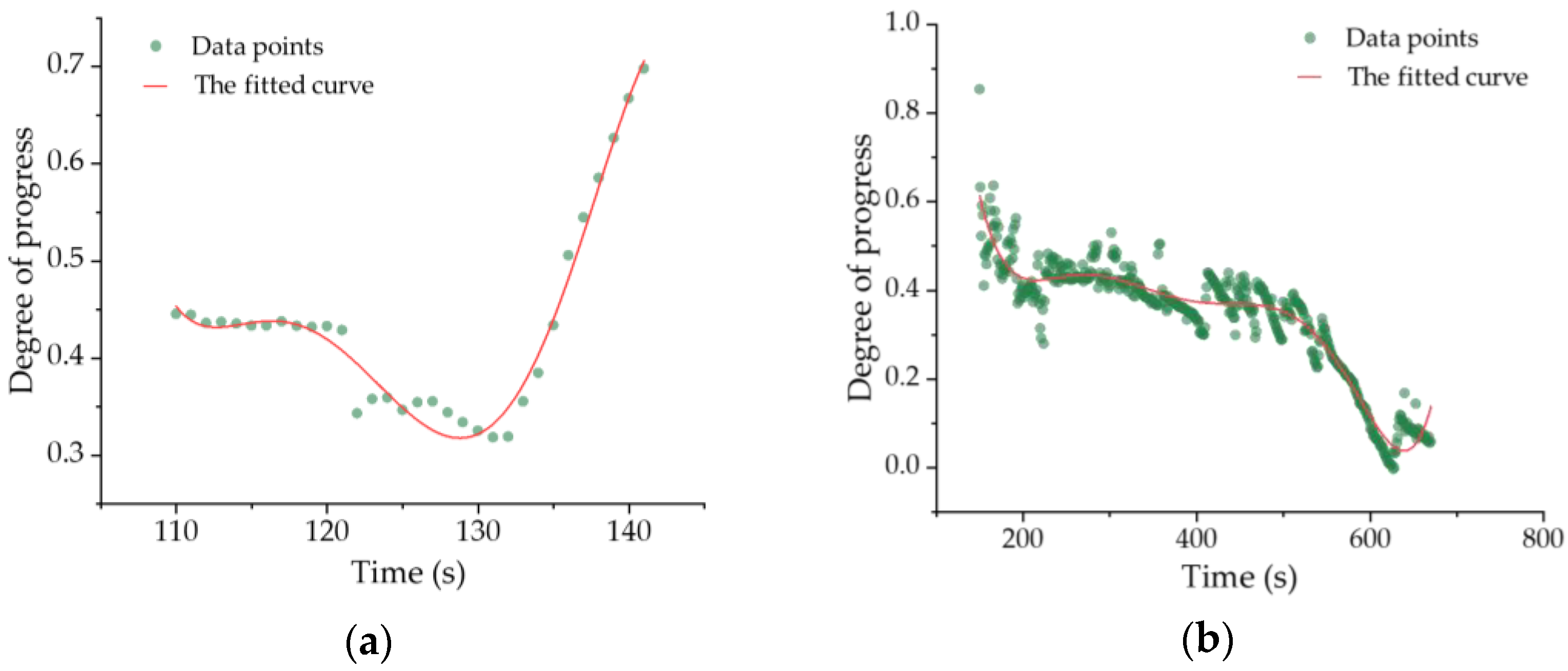
- Based on the collected images, the dynamic difference between the adjacent image sequences in the process of melting and crystallization of the slag was investigated using digital image processing technology. On this basis, the time series modeling of the various characteristics was established and the melting and crystallization curves of the slag were discussed.
- (3)
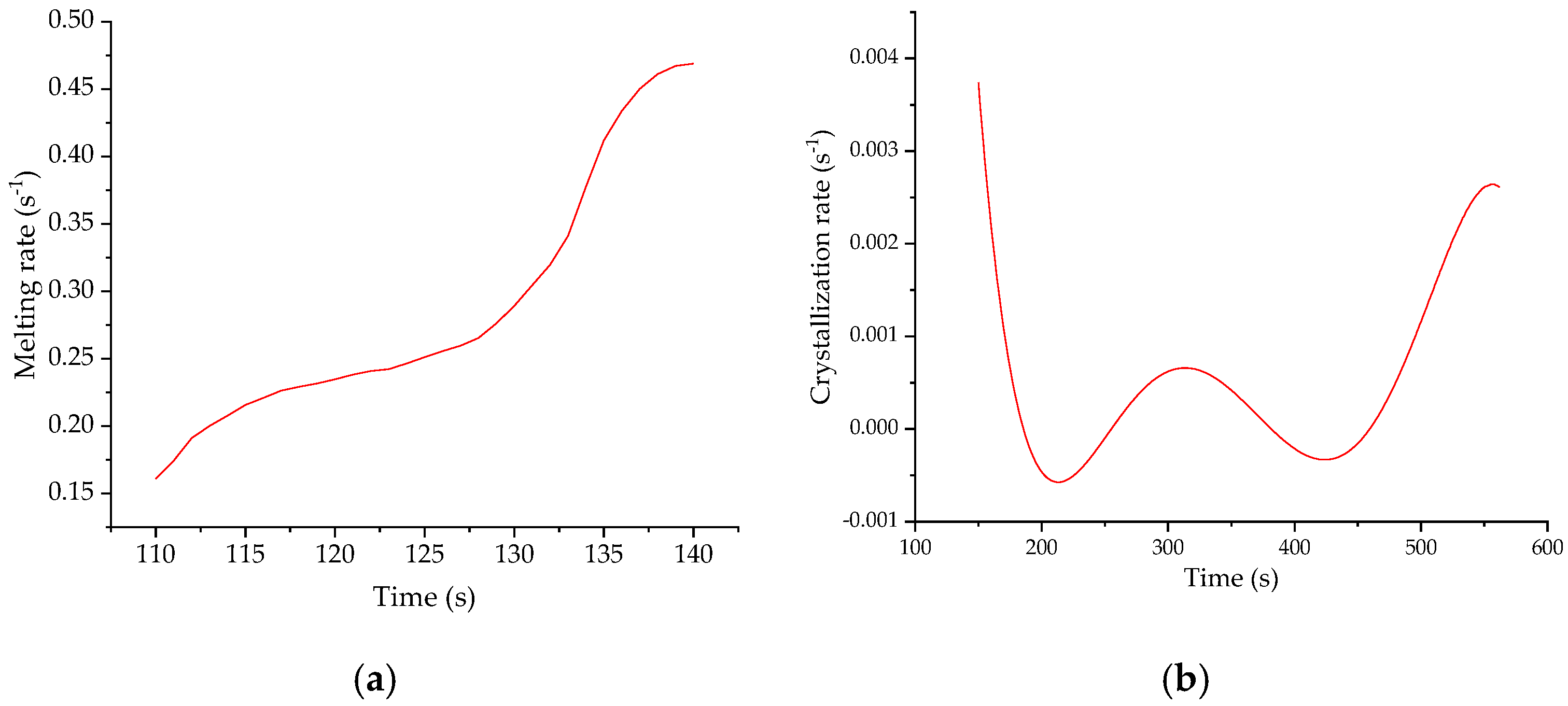
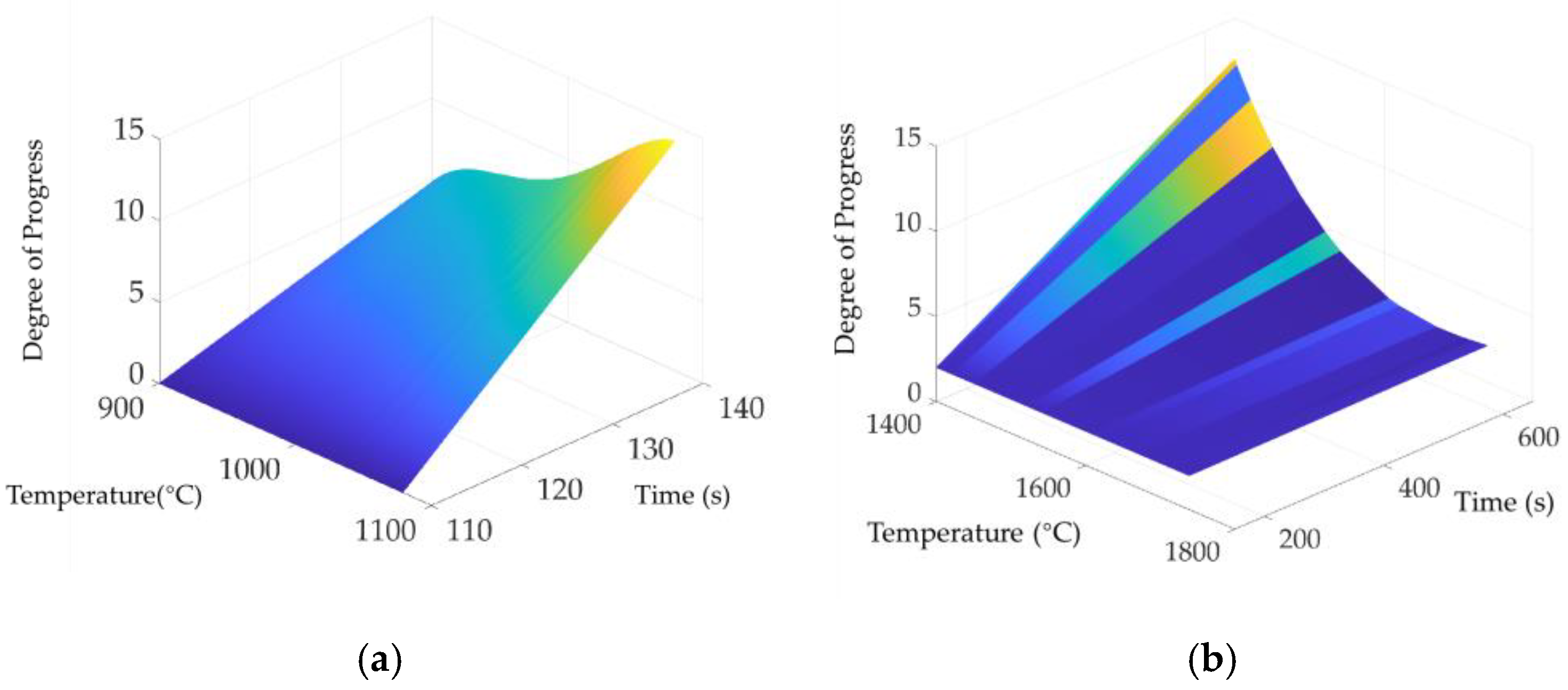
- Considering the change of temperature and time, a mathematical model was established to discuss the melting and crystallization kinetics of mold fluxes (the relationship between temperature, melting rate and crystallizing rate).
2. Related Works
3. Data Acquisition
- (1)
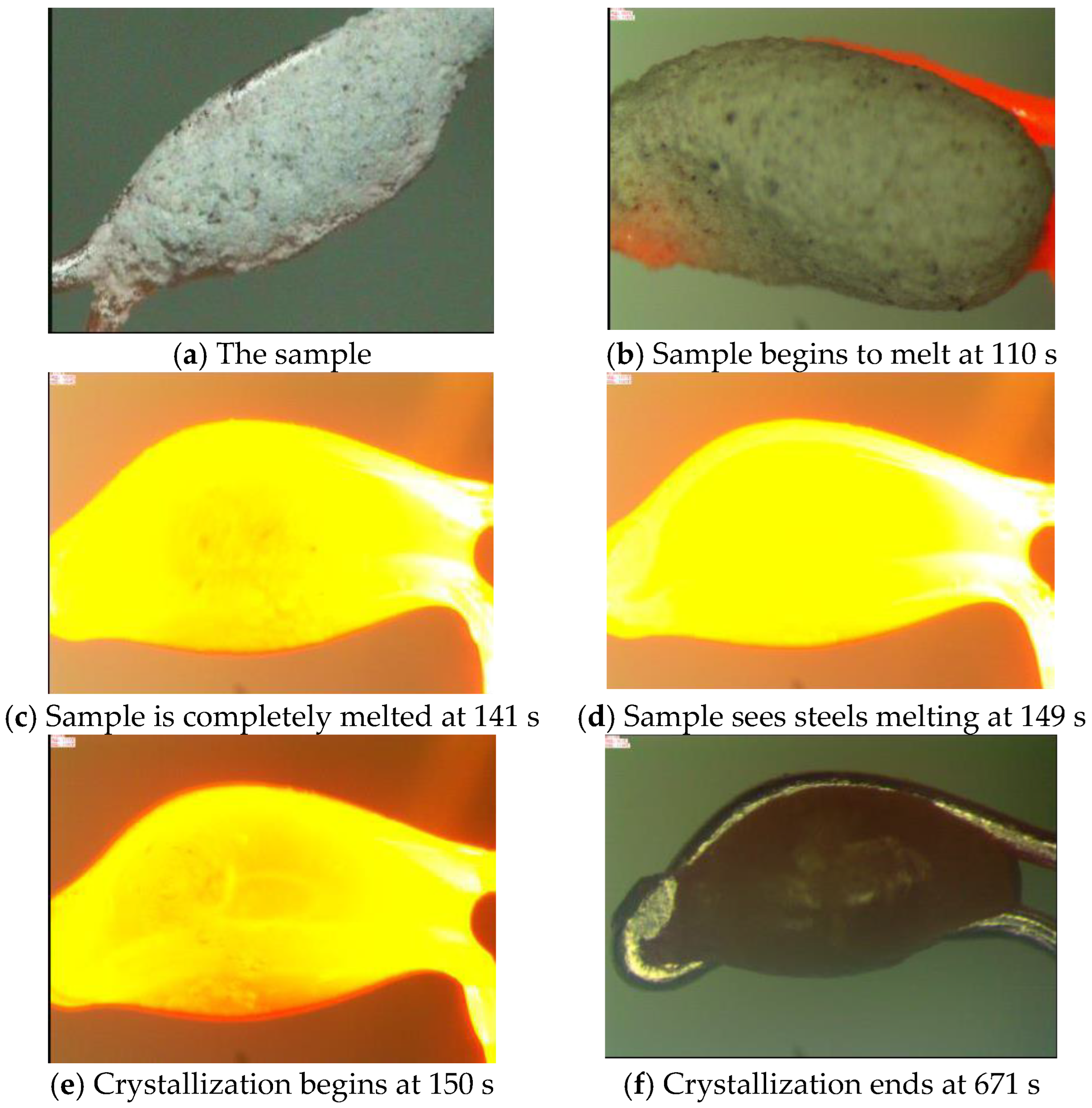
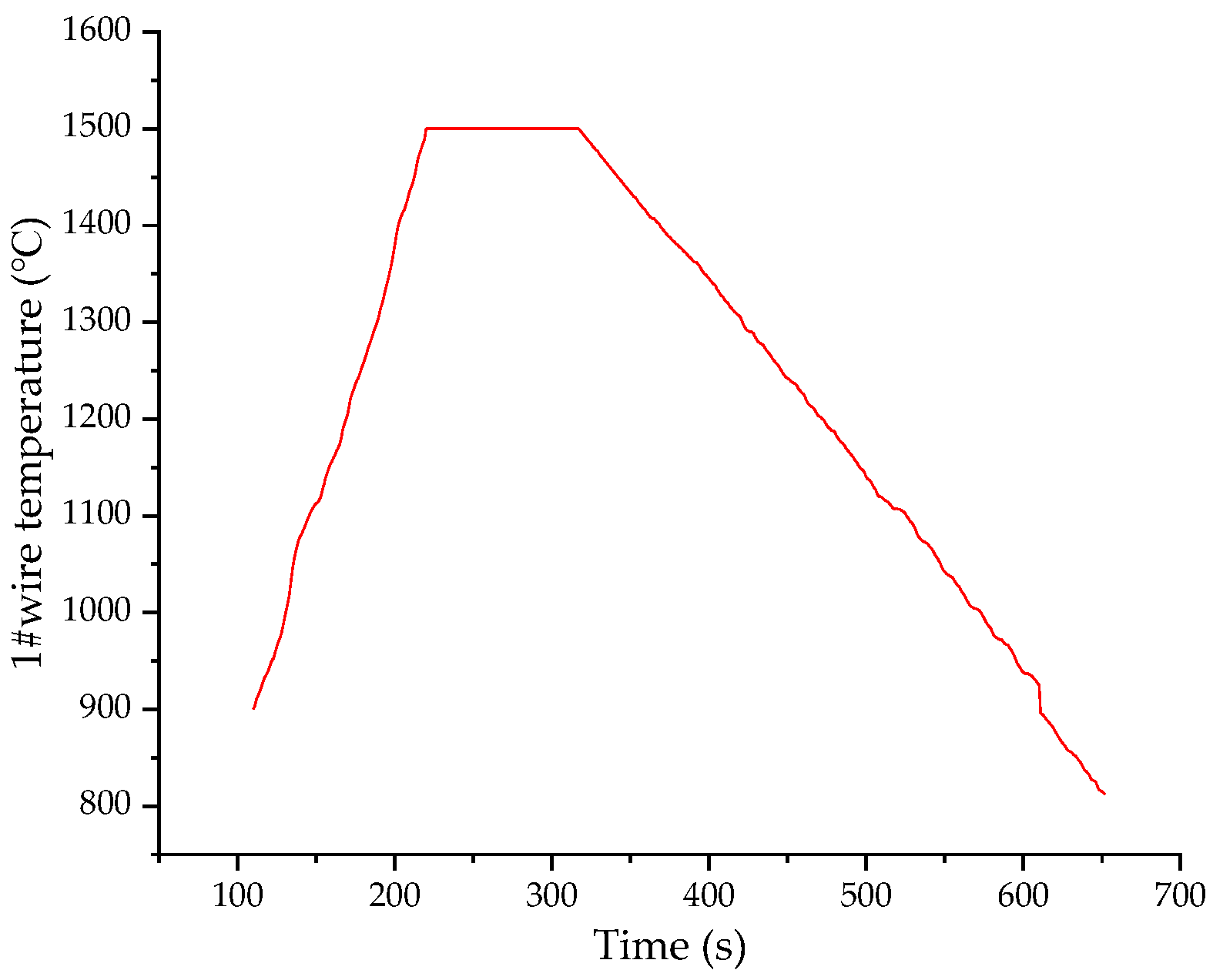
- Thirty grams of decarbonized mold flux are ground with a particle size of 200 mesh, and the 2–3 mg ground sample is placed on the contact point of the thermocouple; the temperature is continuously raised to 1500 °C. During this process, the mold flux gradually melts from solid to liquid.
- (2)
- The temperature of the liquid protection slag is maintained for 30 s, and then the slag sample is cooled at a cooling rate of 50 °C/s. During the cooling process, the crystal changes in the slag pool are observed in situ. Meanwhile, crystals are gradually precipitated. The dehydration temperature at different heating rates and the time of start and end of crystallization during cooling were recorded.
- (3)
- In the process of cooling to room temperature, the image analysis software of the visual interface was used to observe the mold flux in the slag pool, and it was confirmed that the experiment was over when the slag pool was completely solidified.
4. Methods
4.1. Extraction of Temperature Information
4.2. Extraction of the Image Feature Information
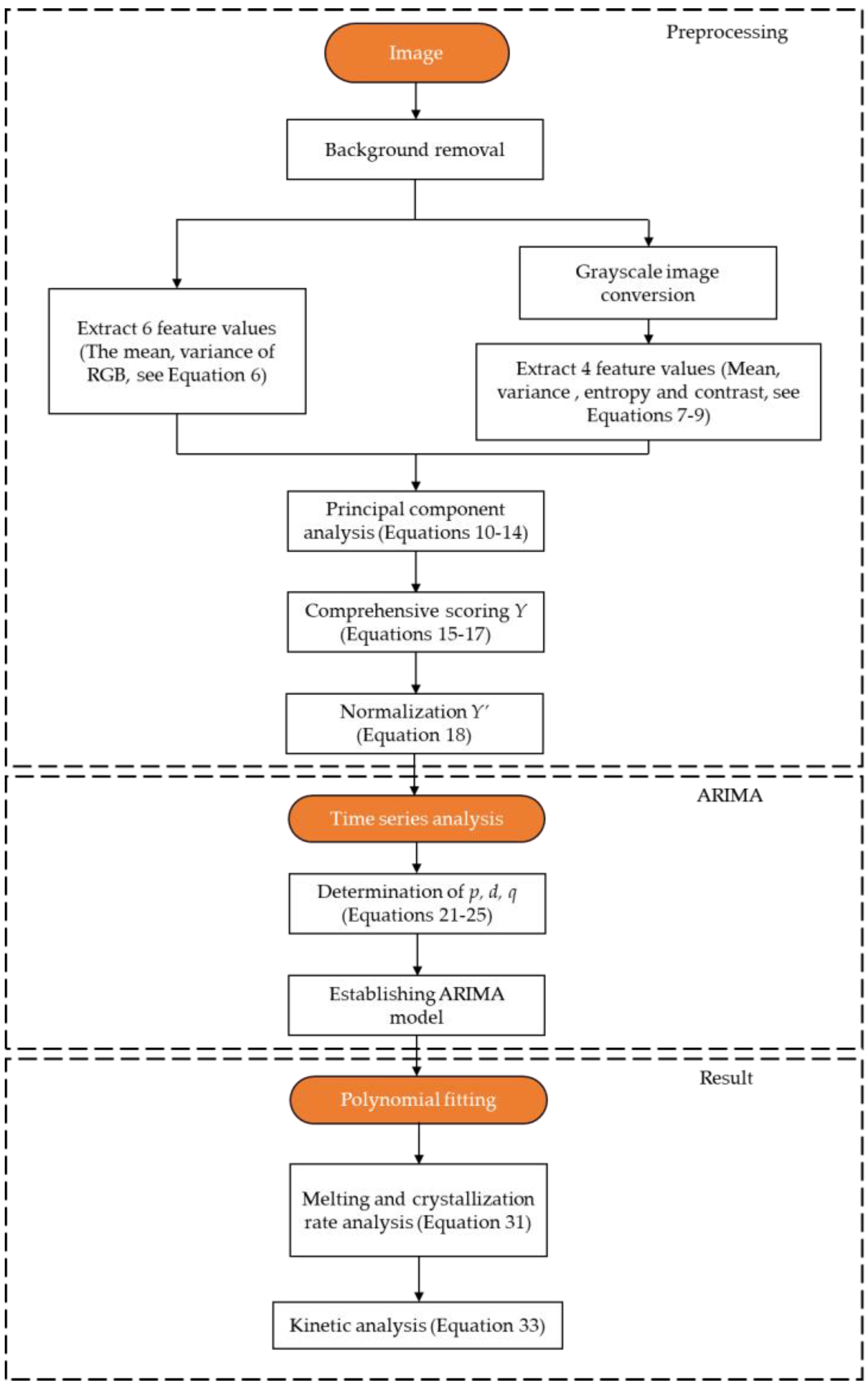
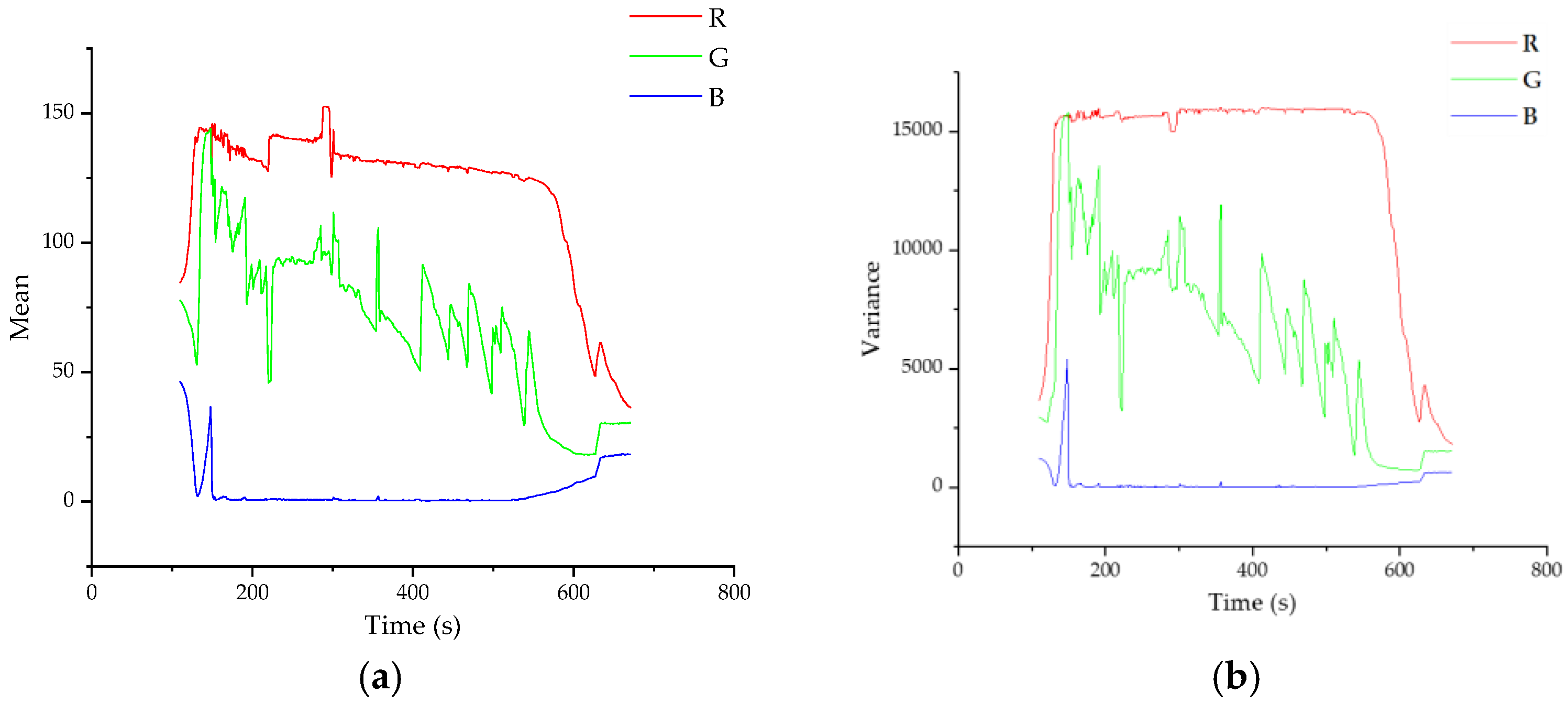
4.2.1. Extraction of Color Moment Features
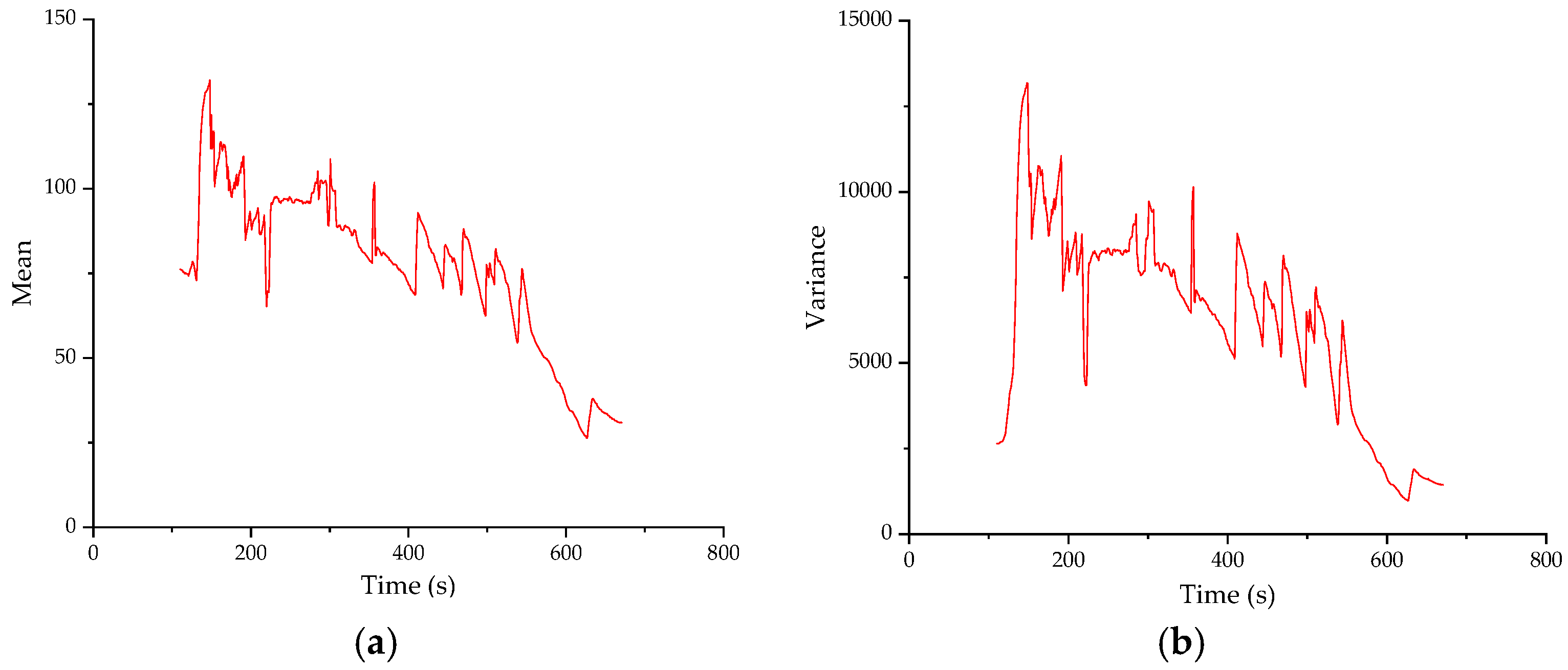
4.2.2. Extraction of Grey Features
- (1)
- Mean and variance of greyscale images
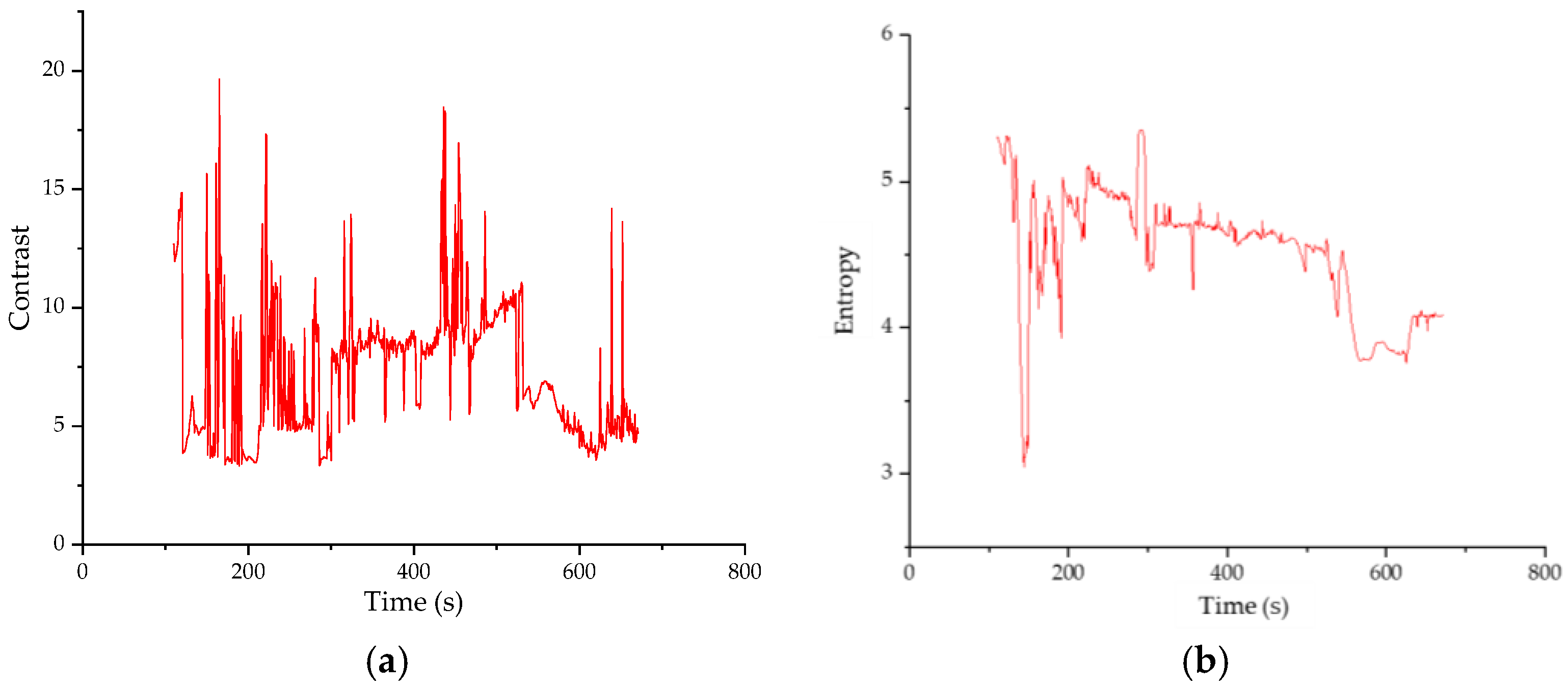
- (2)
- Entropy of greyscale images
- (3)
- Contrast of greyscale images
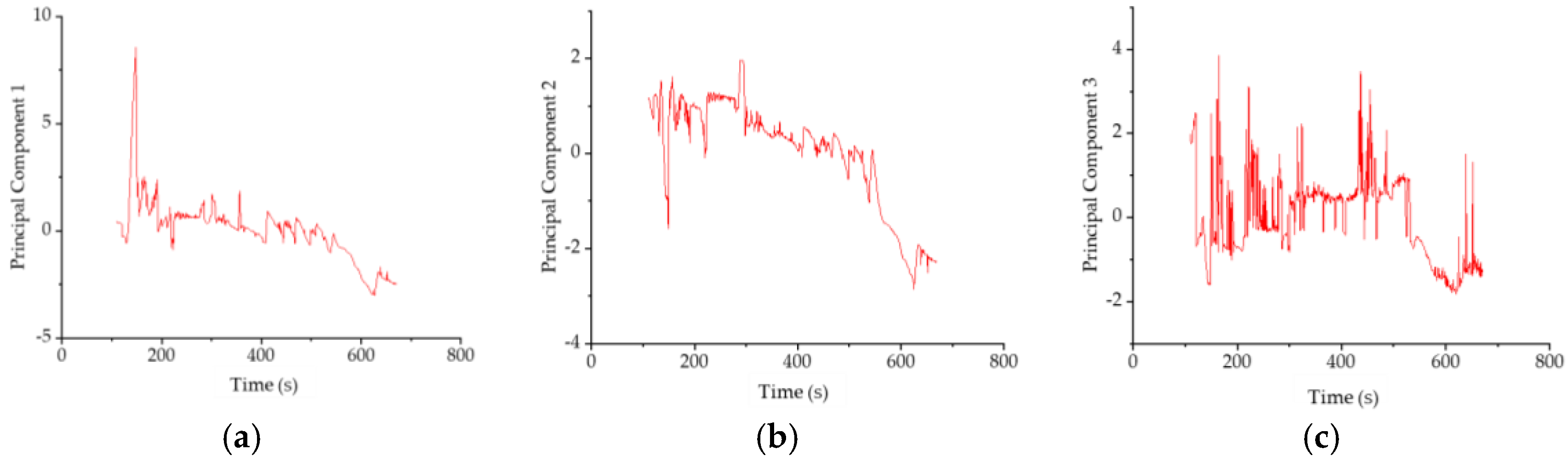
4.3. Principal Component Analysis of Image Information
4.4. Normalization of Comprehensive Score
4.5. Time Series Modeling of Image Information
4.5.1. ADF Unit Root Test
4.5.2. Determination of ARIMA Model Parameters
4.6. Relationship between Temperature, Melting Rate and Crystallizing Rate
5. Results
5.1. Results of Feature Extraction
5.2. Determination of Principal Components
5.3. Results of the Time Series Model
5.4. Relationship between Crystallization-Temperature and Time
6. Discussion and Conclusions
6.1. Discussion
6.2. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kashiwaya, Y.; Cicutti, C.E.; Cramb, A.W.; Ishii, K. Development of Double and Single Hot Thermocouple Technique for in Situ Observation and Measurement of Mold Slag Crystallization. ISIJ Int. 1998, 38, 348–356. [Google Scholar] [CrossRef] [Green Version]
- Kölbl, N.; Marschall, I.; Harmuth, H. High-temperature investigation of mould slag crystallization by single and double hot thermocouple techniques. J. Iron Steel Res. Int. 2019, 26, 345–354. [Google Scholar] [CrossRef] [Green Version]
- Sarkar, R.; Li, Z. Isothermal and Non-isothermal Crystallization Kinetics of Mold Fluxes used in Continuous Casting of Steel: A Review. Metall. Mater. Trans. B 2021, 52, 1357–1378. [Google Scholar] [CrossRef]
- Wang, W.; Lyu, P.; Zhou, L.; Li, H.; Zhang, T. High-Temperature Properties of Mold Flux Observed and Measured In Situ by Single/Double Hot-Thermocouple Technique. Jom 2018, 70, 1248–1255. [Google Scholar] [CrossRef]
- Zhou, L.; Wang, W.; Huang, D.; Wei, J.; Li, J. In Situ Observation and Investigation of Mold Flux Crystallization by Using Double Hot Thermocouple Technology. Metall. Mater. Trans. B 2012, 43, 925–936. [Google Scholar] [CrossRef]
- Zhou, L.; Li, H.; Wang, W.; Wu, Z.; Yu, J.; Xie, S. Non-isothermal Crystallization Kinetics of Mold Fluxes for Casting High-Aluminum Steels. Metall. Mater. Trans. B 2017, 48, 2949–2960. [Google Scholar] [CrossRef]
- Zhou, L.; Li, H.; Wang, W.; Chang, J. Nonisothermal Crystallization Kinetics of Glassy Mold Fluxes. Metall. Mater. Trans. B 2018, 49, 3019–3029. [Google Scholar] [CrossRef]
- Wang, W.; Yu, J.; Zhou, L.; Wu, Z.; Li, H. Optimization of Mold Flux for the Continuous Casting of Cr-Contained Steels. Metall. Mater. Trans. B 2018, 49, 1580–1587. [Google Scholar] [CrossRef]
- Lu, B.; Wang, W. Effects of Fluorine and BaO on the Crystallization Behavior of Lime–Alumina-Based Mold Flux for Casting High-Al Steels. Metall. Mater. Trans. B 2015, 46, 852–862. [Google Scholar] [CrossRef]
- Wang, W.; Li, J.; Zhou, L.; Yang, J. Effect of MnO content on the interfacial property of mold flux and steel. Metall. Mater. Int. 2016, 22, 700–706. [Google Scholar] [CrossRef]
- Liu, H.; Wen, G.; Tang, P. Crystallization Behaviors of Mold Fluxes Containing Li2O Using Single Hot Thermocouple Technique. ISIJ Int. 2009, 49, 843–850. [Google Scholar] [CrossRef] [Green Version]
- Zhou, L.; Wang, W.; Zhou, K. A Study of the Heat Transfer Behavior of Mold Fluxes with Different Amounts of Al2O3. Metals 2016, 6, 139. [Google Scholar] [CrossRef] [Green Version]
- Zhou, L.; Wang, W.; Zhou, K. Effect of Al2O3 on the Crystallization of Mold Flux for Casting High Al Steel. Metall. Mater. Trans. E 2015, 2, 99–108. [Google Scholar] [CrossRef]
- Zhou, L.; Wang, W.; Lu, B.; Wen, G.; Yang, J. Effect of basicity and B2O3 on viscosity, melting and crystallization behaviors of low fluorine mold fluxes for casting medium carbon steels. Metall. Mater. Int. 2015, 21, 126–133. [Google Scholar] [CrossRef]
- Yang, J.; Zhang, J.; Sasaki, Y.; Ostrovski, O.; Zhang, C.; Cai, D.; Kashiwaya, Y. Crystallization Behavior and Heat Transfer of Fluorine-Free Mold Fluxes with Different Na2O Concentration. Metall. Mater. Trans. B 2016, 47, 2447–2458. [Google Scholar] [CrossRef]
- Sun, Y.; Shen, H.; Wang, H.; Wang, X.; Zhang, Z. Experimental investigation and modeling of cooling processes of high temperature slags. Energy 2014, 76, 761–767. [Google Scholar] [CrossRef]
- Yang, J.; Cui, Y.; Wang, L.; Sasaki, Y.; Zhang, J.; Ostrovski, O.; Kashiwaya, Y. In-Situ Study of Crystallization Behavior of a Mold Flux Using Single and Double Hot Thermocouple Technique. Steel Res. Int. 2015, 86, 636–643. [Google Scholar] [CrossRef]
- Yang, J.; Zhang, J.; Sasaki, Y.; Ostrovski, O.; Zhang, C.; Cai, D.; Kashiwaya, Y. In-situ Study of Crystallisation Behaviour of CaO–SiO2–Na2O–B2O3–TiO2–Al2O3–MgO–Li2O Fluorine-free Mould Fluxes with Different CaO/SiO2 Ratios. ISIJ Int. 2016, 56, 574–583. [Google Scholar] [CrossRef] [Green Version]
- Kölbl, N.; Harmuth, H.; Marschall, I. Modified DHTT Equipment for Crystallization Studies of Mold Slags. Metall. Mater. Trans. B 2018, 49, 1898–1908. [Google Scholar] [CrossRef] [Green Version]
- Kölbl, N. New Mold Slag Compositions for the Continuous Casting of Soft Steels. Steel Res. Int. 2021, 93, 2100165. [Google Scholar] [CrossRef]
- Zhu, L.; Wang, Q.; Wang, Q.; Zhang, S.; He, S. In situ observation of crystallization of mold slag using a digital optical microscope in an infrared furnace. J. Am. Ceram. Soc. 2019, 102, 104–108. [Google Scholar] [CrossRef] [Green Version]
- Zhu, L.L.; Wang, Q.; Wang, Q.Q.; Zhang, S.D.; He, S.P. The relationship between crystallization and break temperature of mould flux. Ironmak. Steelmak. 2019, 46, 865–871. [Google Scholar] [CrossRef]
- Park, J.-Y.; Ryu, J.W.; Sohn, I. In-Situ Crystallization of Highly Volatile Commercial Mold Flux Using an Isolated Observation System in the Confocal Laser Scanning Microscope. Metall. Mater. Trans. B 2014, 45, 1186–1191. [Google Scholar] [CrossRef]
- Asia and Pacific Mathematical Contest in Modeling, Question 2022A. Beijing Society of Image and Graphics. Available online: http://http://www.apmcm.org/detail/2452 (accessed on 10 March 2023).
- Mutlag, W.K.; Ali, S.K.; Aydam, Z.M.; Taher, B.H. Feature Extraction Methods: A Review. J. Phys. Conf. Ser. 2020, 1591, 12028. [Google Scholar] [CrossRef]
- Wu, C.; Qi, G.; Zhao, H.; Chen, Z. Feature Extraction of Cultural Gene Image Based on PCA Method. In Proceedings of the 2020 International Conference on Computer Engineering and Application (ICCEA), Guangzhou, China, 18–20 March 2020; pp. 860–863. [Google Scholar] [CrossRef]
- George, E.P.B.; Gwilym, M.J.; Gregory, C.R.; Greta, M.L. Time Series Analysis: Forecasting and Control, 5th ed.; Wiley & Sons: Hoboken, NJ, USA, 2015. [Google Scholar]
- Hananto, A.L.; Sulaiman, S.; Widiyanto, S.; Rahman, A.Y. Evaluation comparison of wave amount measurement results in brass-plated tire steel cord using RMSE and cosine similarity. Indones. J. Electr. Eng. Comput. Sci. 2021, 22, 207–214. [Google Scholar] [CrossRef]
- Chen, S.; Luc, N.M. RRMSE Voting Regressor: A Weighting Function Based Improvement to Ensemble Regression. arXiv 2022, arXiv:2207.04837. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Models | ACF | PACF |
|---|---|---|
| AR(p) | degradation tends to 0 (geometric or oscillatory) | p-order posterior truncation |
| MA(q) | q-order posterior truncation | degradation tends to 0 (geometric or oscillatory) |
| ARMA (p, q) | q-order degradation tends to 0 (geometric or oscillatory) | p-order degradation tends to 0 (geometric or oscillatory) |
| Principal Component | Initial Eigenvalue | Extract the Sum of Loads Squared | ||||
|---|---|---|---|---|---|---|
| Total | Percentage of Variance (%) | Cumulative Percentage (%) | Total | Percentage of Variance (%) | Cumulative Percentage (%) | |
| 1 | 5.73 | 57.33 | 57.33 | 5.73 | 57.33 | 57.33 |
| 2 | 1.98 | 19.82 | 77.15 | 1.98 | 19.82 | 77.15 |
| 3 | 1.00 | 10.07 | 87.22 | 1.01 | 10.07 | 87.22 |
| 4 | 0.84 | 8.36 | 95.58 | - | - | - |
| 5 | 0.35 | 3.54 | 99.12 | - | - | - |
| 6 | 0.65 | 0.65 | 99.77 | - | - | - |
| 7 | 0.02 | 0.20 | 99.96 | - | - | - |
| 8 | 0.004 | 0.04 | 100.00 | - | - | - |
| 9 | 0.00 | 0.002 | 100.00 | - | - | - |
| 10 | 0.00 | 0.00 | 100.00 | - | - | - |
| Extract Features | Principal Components | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| Grey mean | 0.4 | 0.18 | 0.01 |
| Grey variance | 0.4 | 0.16 | −0.09 |
| R mean | 0.39 | −0.13 | −0.01 |
| G variance | 0.38 | 0.24 | −0.1 |
| G mean | 0.37 | 0.28 | 0.01 |
| R variance | 0.36 | −0.23 | −0.06 |
| Entropy | 0.23 | −0.17 | 0.34 |
| B variance | −0.06 | 0.66 | −0.01 |
| B mean | −0.23 | 0.51 | 0.29 |
| Contrast | 0.1 | −0.08 | 0.88 |
| Difference Order d | t | p | Critical Value | ||
|---|---|---|---|---|---|
| 1% | 5% | 10% | |||
| 0 | −0.803 | 0.818 | −3.442 | −2.867 | −2.570 |
| 1 | −8.840 | 0.000 | −3.442 | −2.867 | −2.570 |
| Category | Autoregressive Order p | Moving Average Order q |
|---|---|---|
| Orders | 4 | 4 |
| Process | k | T0 | R2 | RMSE |
|---|---|---|---|---|
| Melting | 5.98 | 887.01 | 0.9632 | 10.76 |
| Crystallization | −1.97 | 1840.50 | 0.9996 | 3.829 |
| Dependent Variable of Fitting | Independent Variable of Fitting | RMSE | RRMSE |
|---|---|---|---|
| Melting temperature | time | 10.76000 | 0.0110 |
| Crystallization temperature | time | 3.82900 | 0.0033 |
| Comprehensive score of Melting | time | 0.01834 | 0.0425 |
| Comprehensive score of Crystallization | time | 0.04037 | 0.1206 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Liang, C.; Chen, J.; Zhou, Q. Modeling Analysis of Melting and Crystallization Process of Mold Flux Based on the Image Processing Technology. Crystals 2023, 13, 594. https://doi.org/10.3390/cryst13040594
Chen J, Liang C, Chen J, Zhou Q. Modeling Analysis of Melting and Crystallization Process of Mold Flux Based on the Image Processing Technology. Crystals. 2023; 13(4):594. https://doi.org/10.3390/cryst13040594
Chicago/Turabian StyleChen, Jian, Chengang Liang, Jiawei Chen, and Qiangqiang Zhou. 2023. "Modeling Analysis of Melting and Crystallization Process of Mold Flux Based on the Image Processing Technology" Crystals 13, no. 4: 594. https://doi.org/10.3390/cryst13040594
APA StyleChen, J., Liang, C., Chen, J., & Zhou, Q. (2023). Modeling Analysis of Melting and Crystallization Process of Mold Flux Based on the Image Processing Technology. Crystals, 13(4), 594. https://doi.org/10.3390/cryst13040594