1. Introduction
Forsterite (Mg
2SiO
4), with an orthorhombic structure, is a well-known stable phase existing in the MgO-SiO
2 system [
1]. Mg
2SiO
4-based materials offer the merits of cheapness, easy production, and high stability [
2], and these materials have been widely used in many fields of industry. For instance, Mg
2SiO
4 materials have the attractive characteristics of a high melting point of 1890 °C, good insulation properties, and low thermal expansion [
3] to be applied as the refractory materials [
4]. Due to the advantages of good biocompatibility [
2] and high corrosion resistance [
5], Mg
2SiO
4 materials have become one of the potential candidates for biocompatible bone graft materials [
6]. Moreover, Mg
2SiO
4 materials offer the superior properties of high quality factor and low dielectric constant and play an important role as the microwave dielectric materials in the field of wireless communications [
7]. In addition, Mg
2SiO
4 has been used in matrix materials for phosphors owing to its complex crystal structure and the wide absorption and excitation band [
8]. Therefore, based on the above applications, extensive studies of Mg
2SiO
4 synthesis have been conducted during the last twenty years, demonstrating the urgent need for Mg
2SiO
4 materials.
Due to the importance of Mg
2SiO
4 powders, many methods have been used for their preparation, including the solid-state method [
9,
10], the sol–gel method [
2,
11,
12], mechanochemical synthesis [
13], the spray drying method [
14], and the spray pyrolysis method [
15]. Although many synthesis methods were proposed, the main problem of phase segregation still existed. This phase segregation problem has negative effects on the applications of Mg
2SiO
4. For example, Song and Chen [
9] reported that the secondary phase (e.g., MgSiO
3 or MgO phase) decreases the temperature coefficient of the resonant frequency and the quality factor for Mg
2SiO
4, which must be avoided in microwave dielectrics for wireless communications. The possible reasons of phase segregation caused by the various powder synthesis methods are discussed below. First, for the common solid-state method, high-purity raw powders of MgO and SiO
2 are heated up to 1525 °C to form the phase of Mg
2SiO
4; however, the strong water absorption ability of MgO powder compared to that of SiO
2 powder causes the non-stoichiometric compound to generate the undesired secondary phase of MgSiO
3 and MgO [
16]. Second, although the sol–gel method provides a molecular level of mixing and high degree of homogeneity compared to the solid-state method, the different hydrolysis and condensation rates of alkoxides and silica may cause the chemical inhomogeneity of the gels to lead to the unwanted secondary phase [
17]. Douy [
14] used magnesium nitrate and tetraethyl orthosilicate as the Mg and Si precursors to synthesize pure Mg
2SiO
4 via the spray drying method. The spray pyrolysis method was chosen in this study because of its advantages of simply operation and continuous processing [
18]. Thus, in order to inhibit the formation of the secondary phase, the similar precursors of magnesium nitrate hydrate and tetraethyl orthosilicate were chosen to fabricate Mg
2SiO
4 using spray pyrolysis.
In this study, spray-pyrolyzed Mg2SiO4 powders calcined at a series of temperatures from 850 to 1000 °C were prepared. Then, the phase compositions, surface morphologies, inner structures, specific surface areas, and chemical compositions were examined using X-ray diffraction (XRD), a scanning electron microscope (SEM), a transmission electron microscope (TEM), nitrogen/desorption isotherm, and X-ray energy-dispersive spectroscopy (XEDS), respectively. In addition, by combining the SEM and TEM observations, various morphologies were identified for each Mg2SiO4 powder, and the corresponding fractions were obtained to correlate with the calcination temperature. Finally, the formation mechanisms of distinct morphological Mg2SiO4 particles were proposed and discussed.
2. Materials and Methods
2.1. Fabrication of Mg2SiO4 Powder
The Mg2SiO4 powders were synthesized using spray pyrolysis technique with the molar ratio Mg:Si = 2:1. Initially, to prepare the precursor solution, 27.3 g of tetraethyl orthosilicate (Si(OC2H5)4, 98.0%, Thermo scientific, Waltham, MA USA) and 68.3 g magnesium nitrate hydrate (Mg(NO3)2·6H2O, 99.0%, Acros organics, Geel, Belgium) were dissolved in 1000 mL of deionized (DI) water. Then, 27 mL of 2M nitric acid (HNO3, 69.5%, Scharlau, Barcelona, Spain) was added as an acid medium; this precursor solution was stirred for 2 h at room temperature to obtain a homogenous solution. For the spray pyrolysis, the obtained precursor solution was transferred into an ultrasonic nebulizer (KT-100A, King Ultrasonic, New Taipei, Taiwan) with a frequency 1.6 MHz in order to generate precursor droplets. Subsequently, these droplets were contained in a quartz tube and heated in a furnace (D110, Denying, New Taipei, Taiwan) with three zones of preheating (350 °C), calcinating (850, 900, 950, or 1000 °C), and cooling (450 °C). Finally, the resulting spray-pyrolyzed powders were collected.
2.2. Characterization of Mg2SiO4 Powder
The phase compositions and the related crystalline sizes of Mg
2SiO
4 powders were analyzed using an X-ray diffractometer (XRD) (D2 Phaser, Bruker, Berlin, Germany) with Ni-filtered Cu Kα radiation (λ = 1.5405 Å). The samples were scanned between the 2
θ from 20° to 80° with the scan step of 0.05° and the speed of 5° min
−1 to obtain their phase compositions; the crystalline size (
D) of each powder was acquired from the three most intense peaks out of the diffraction peaks using Scherrer’s equation, and the equation is given below.
where
is crystallite size,
is shape factor of 0.9,
λ is wavelength of Cu Kα radiation,
is the line broadening at half the maximum intensity at 2
, and
is the Bragg angle.
Next, for the surface morphologies, the Mg2SiO4 powders were observed using a field-emission scanning electron microscope (FE-SEM) (JSM 6500F, JEOL, Tokyo, Japan). The FE-SEM analysis was performed under high vacuum with energy 10 kV and working distance of 10 mm. Before observation, the specimens were platinum sputter-coated for 30 s at a current of 10 mA. Moreover, a transmission electron microscope (TEM) (Tecnai G2 F20, FEI, Hillsboro, OR, USA) was employed to investigate the inner morphologies of Mg2SiO4 powders. The TEM samples were prepared by sonicating a small amount of Mg2SiO4 powders with acetone and dropped onto a 300-mesh Cu grid. The particle size distributions of Mg2SiO4 powders were obtained by measuring the diameter of 300 randomly selected particles from the SEM images. The specific surface areas were measured by applying N2 adsorption–desorption analysis (Autosorb-1, Quantachrome Instruments, Boynton Beach, FL, USA). Prior to measurement, the specimens were degassed under vacuum at 200 °C for 3 h. Finally, the chemical compositions of Mg2SiO4 powders were evaluated by energy dispersive X-ray spectrometry (XEDS) (INCA, Oxford Instruments, Oxford, UK), and over 15 particles were examined to acquire the precise concentrations.
3. Results
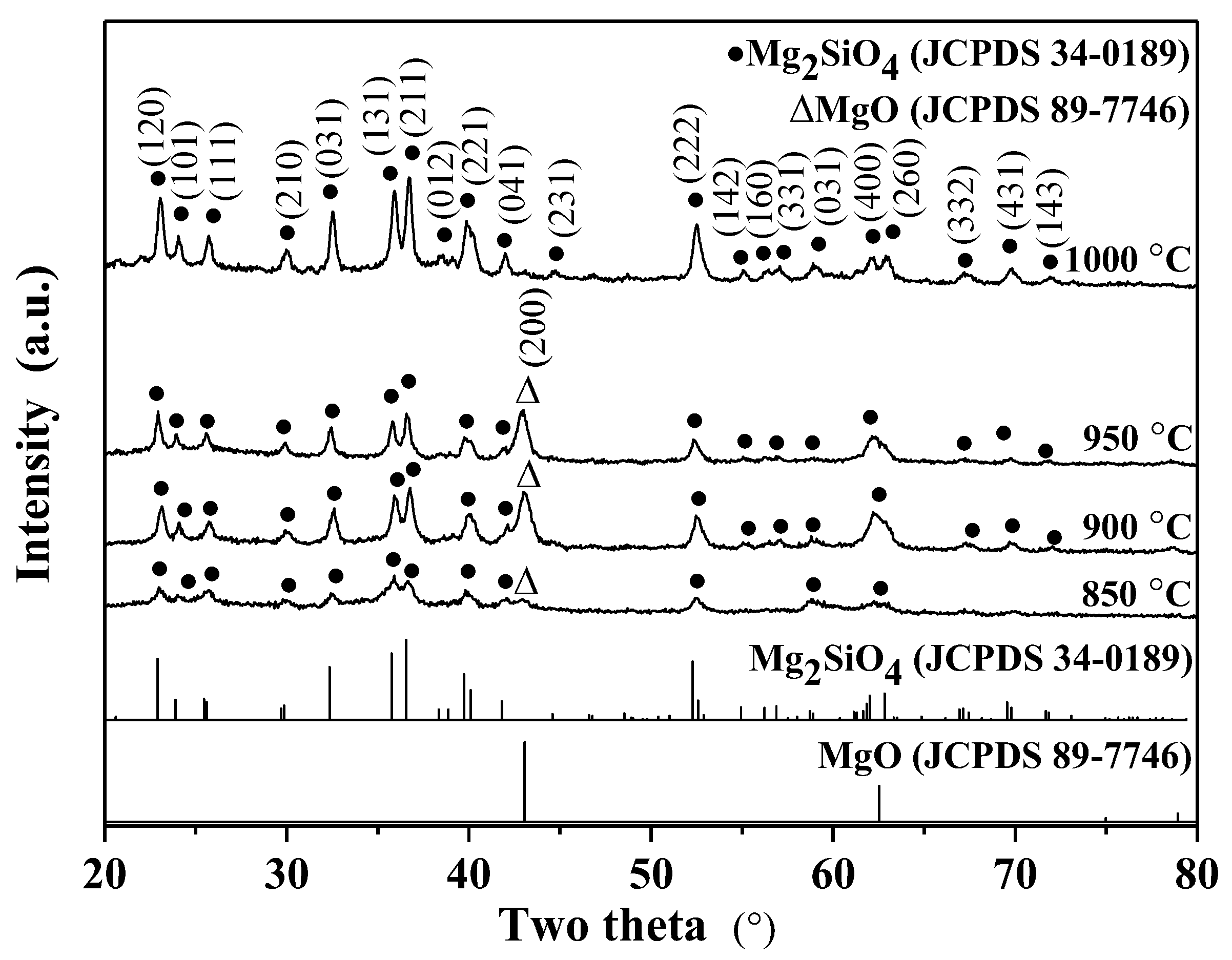
The phase compositions of various calcined Mg
2SiO
4 powders were obtained using XRD as shown in
Figure 1, and the JCPDF spectra of Mg
2SiO
4 and MgO are inserted in the bottom of the figure; from the figure it can be seen that the 850 °C calcined powder contained the main phase of the Mg
2SiO
4 phase (JCPDS number 34-0189) and the secondary phase of MgO (JCPDS number 75-1525), and similar XRD patterns were obtained for the 900 and 950 °C calcined powders. On the other hand, the 1000 °C calcined powder exhibited the single phase of Mg
2SiO
4. To the eye, the intensities of the Mg
2SiO
4 diffraction peaks increase with the increasing calcination temperature, which suggests the calcination temperature enhances the crystallinity of Mg
2SiO
4. In addition, there was no obvious shift of the main diffraction peaks for all calcined powders, which suggests there is no obvious variation in the lattice parameters. Based on Scherrer’s equation, the average crystalline size and standard deviation of the 850, 900, 950, and 1000 °C calcined powders were 30.0 ± 1.7, 31.6 ± 1.8, 35.4 ± 1.9, and 43.5 ± 2.1 nm, respectively. The crystallite measurements (Scherrer’s equation) showed that the powder with the higher calcined temperature exhibited the higher crystallinity (larger peak intensity) and the larger Mg
2SiO
4 crystalline size (e.g., 43.5 ± 2.1 nm in the 1000 °C case compared to 30.0 ± 1.7 nm in the 850 °C case). In short, all XRD spectra showed that the powder calcined at the temperature of 1000 °C exhibited the single phase, which suggests the Mg
2SiO
4 powders were synthesized successfully using spray pyrolysis.
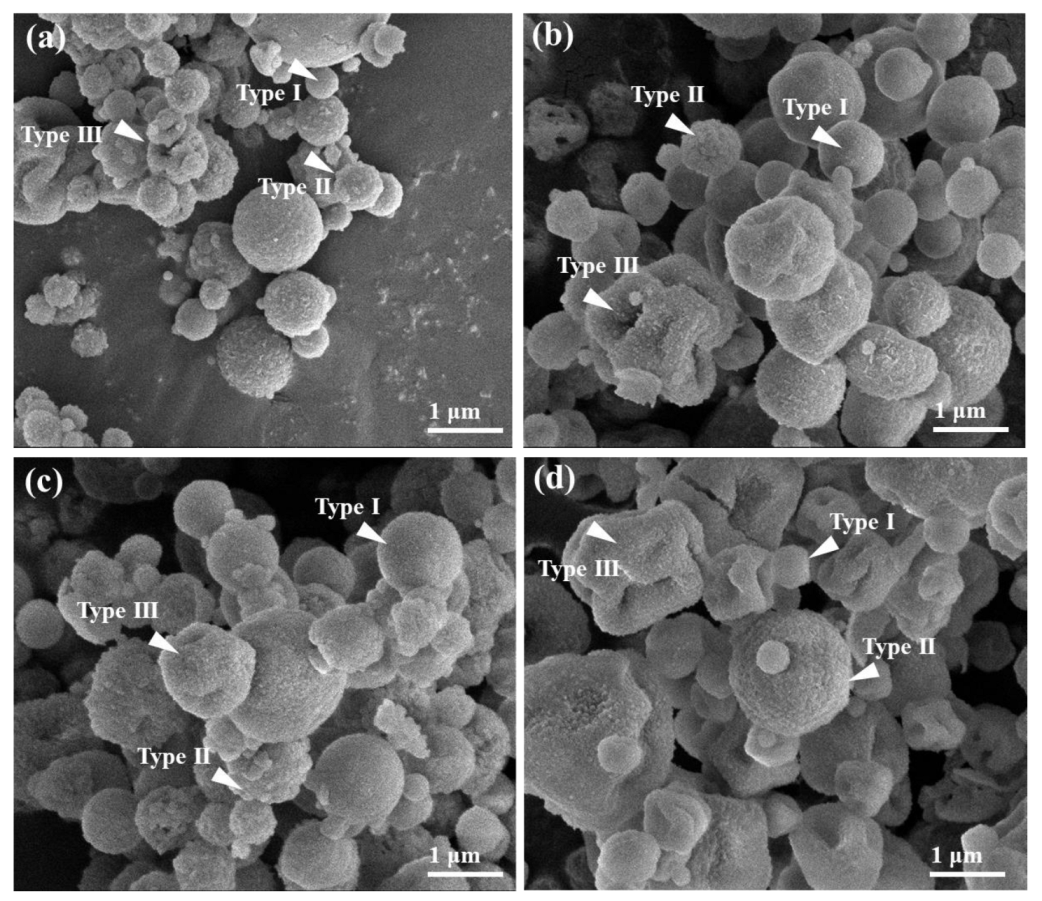
Figure 2 shows SEM images of the typical Mg
2SiO
4 powders calcined at temperatures of 850, 900, 950, and 1000 °C. As shown in
Figure 2a, the 850 °C calcined powder exhibited the three surface morphologies of smooth sphere, rough sphere, and concaved sphere. The same surface morphologies were also obtained for the other Mg
2SiO
4 powders (see
Figure 2b–d). Furthermore, the relationship between particle morphology and its particle size was determined using the SEM micrographs. For Mg
2SiO
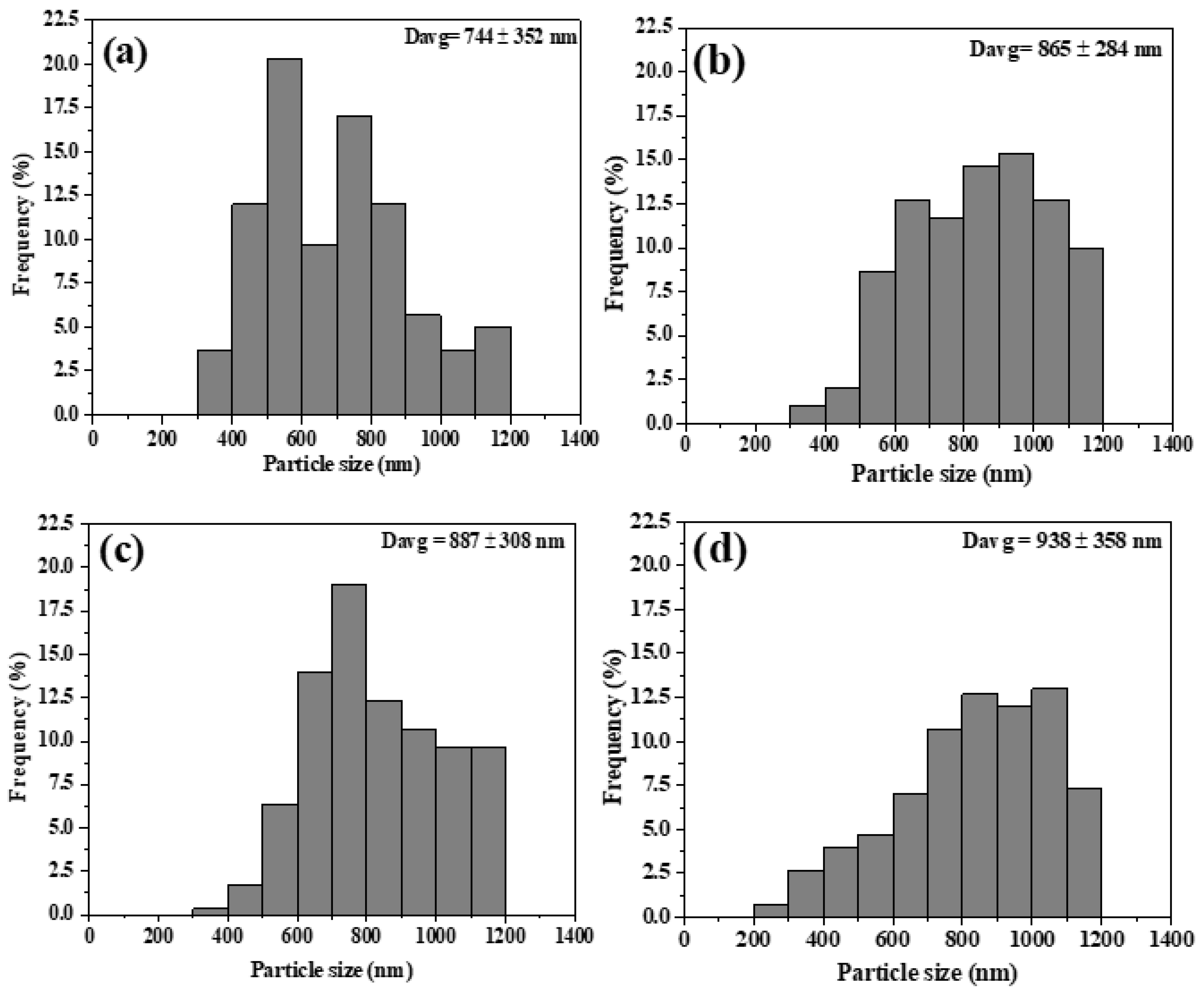
4 powders, the particle sizes of smooth sphere, rough sphere, and concaved sphere ranged from 713 ± 158, 836 ± 241, and 688 ± 181 nm, respectively; the order of particle size for the three typical morphologies was rough sphere > smooth sphere > concaved sphere. On the other hand,
Figure 3 represents the particle size distribution histograms of 850, 900, 950, and 1000 °C calcined Mg
2SiO
4 powders; all powders show a normal distribution. Based on the statistical analysis, the particle sizes of 850, 900, 950, and 1000 °C calcined powders were 744.4 ± 351.9, 865.2 ± 284.0, 886.8 ± 307.7, and 938.6 ± 358.1 nm, respectively; the result revealed that the higher calcination powder had the larger particle size (e.g., 938.6 ± 358.1 nm in the 1000 °C case but 744.4 ± 351.9 nm in the 850 °C case). In summary, three typical surface morphologies of smooth sphere, rough sphere, and concaved sphere were detected, and the concaved sphere had the largest particle size when compared to the smooth sphere and rough sphere. A direct relationship between particle size and calcination temperature was also inferred from the statistical data.
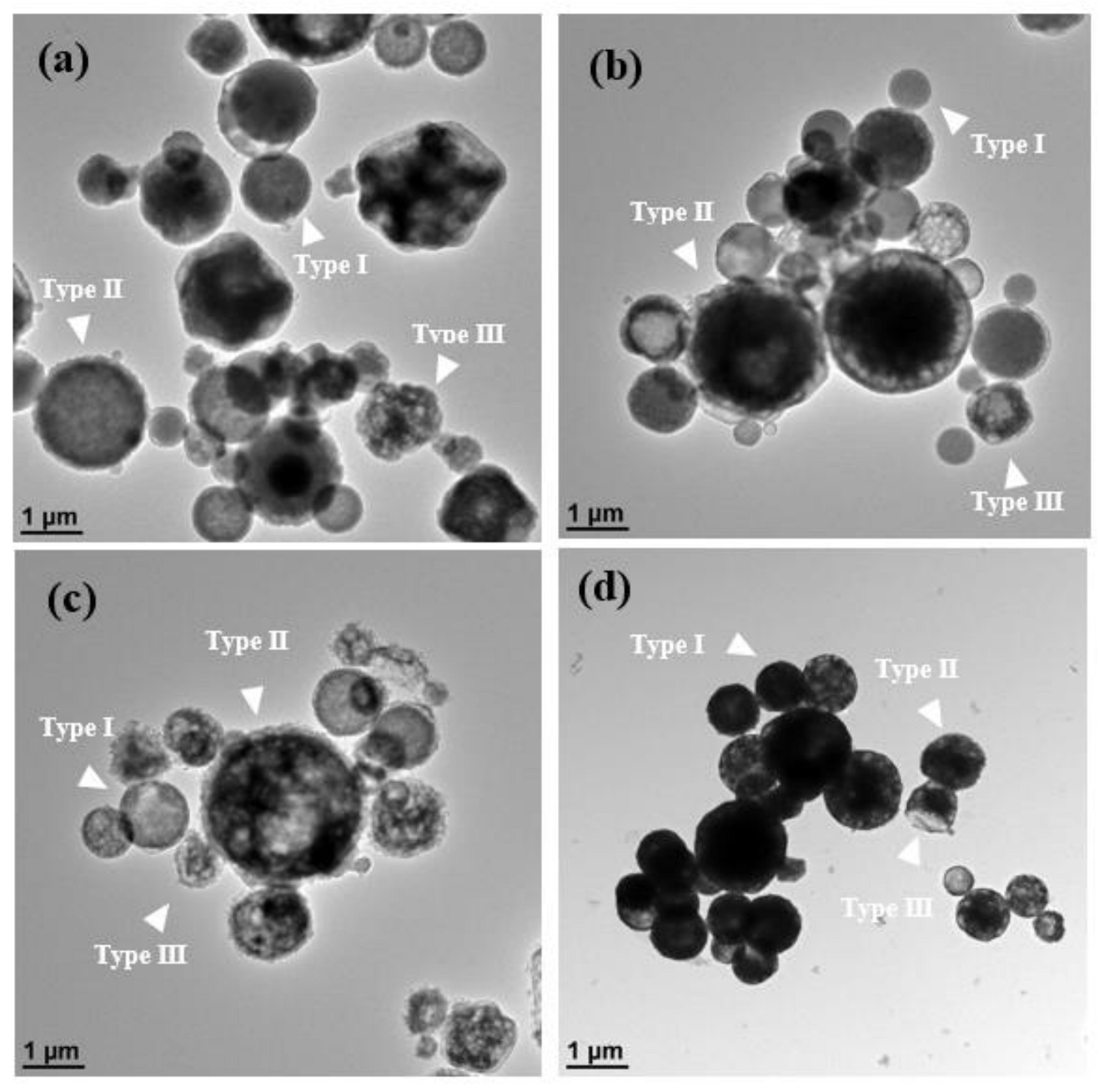
Figure 4 shows the TEM images of all Mg
2SiO
4 powders. It should be noted that it is not easy to distinguish open and closed pores from the particles in the two-dimensional TEM projection images; therefore, the surface morphology from SEM images (
Figure 2) and the inner structure from TEM observations (
Figure 4) are required to obtain the three-dimensional morphologies of typical Mg
2SiO
4 powders. So,
Figure 4a reveals the three main morphologies of smooth solid sphere (Type I), rough hollow sphere (Type II), and concaved hollow sphere (Type III) in the 850 °C calcined Mg
2SiO
4 powder; also, similar Types I, II, and III particles were observed in the TEM micrographs, as revealed in
Figure 4b–d.
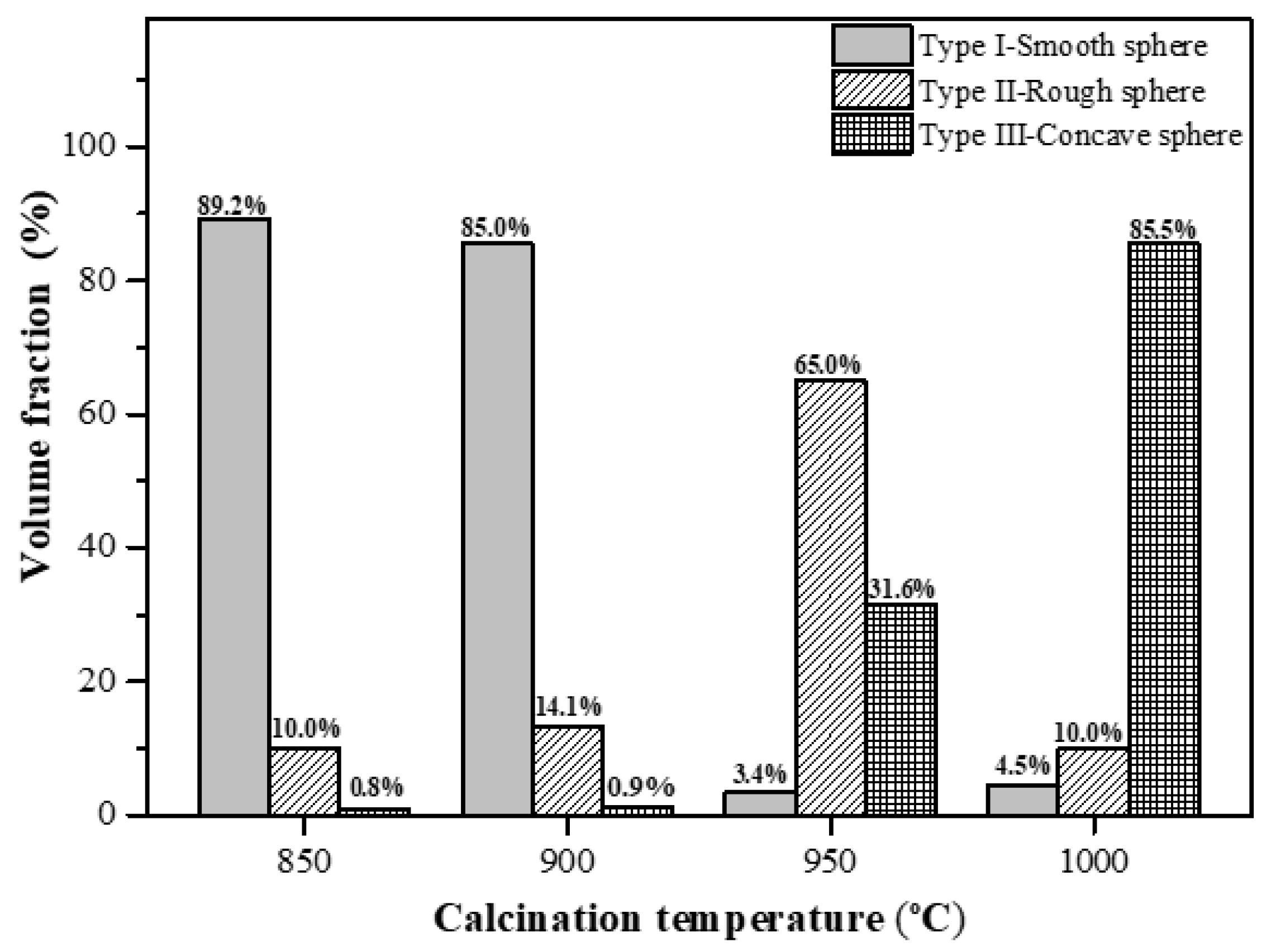
Moreover, the populations of three typical morphologies from four Mg
2SiO
4 powders were measured statistically, as shown in
Figure 5: the 850 °C calcined powder had 89.2% Type I, 10.0% Type II, and 0.8% Type III particles; the 900 °C calcined powder had 85.0% Type I, 14.1% Type II, and 0.9% Type III particles; the 950 °C calcined powder had 3.4% Type I, 65.0% Type II, and 31.6% Type III particles; and the 1000 °C calcined powder had 4.5% Type I, 10.0% Type II, and 85.5% Type III particles. From the figure, a higher population of Type I particles is observed in the cases of 850 and 900 °C (89.2% for 850 °C and 85.0% for 900 °C), but the highest populations of the 950 and 1000 °C calcined powders are Type II and Type III, respectively. The result suggests that the calcination temperature controls the particle morphology and the related population for the spray-pyrolyzed Mg
2SiO
4 powders.
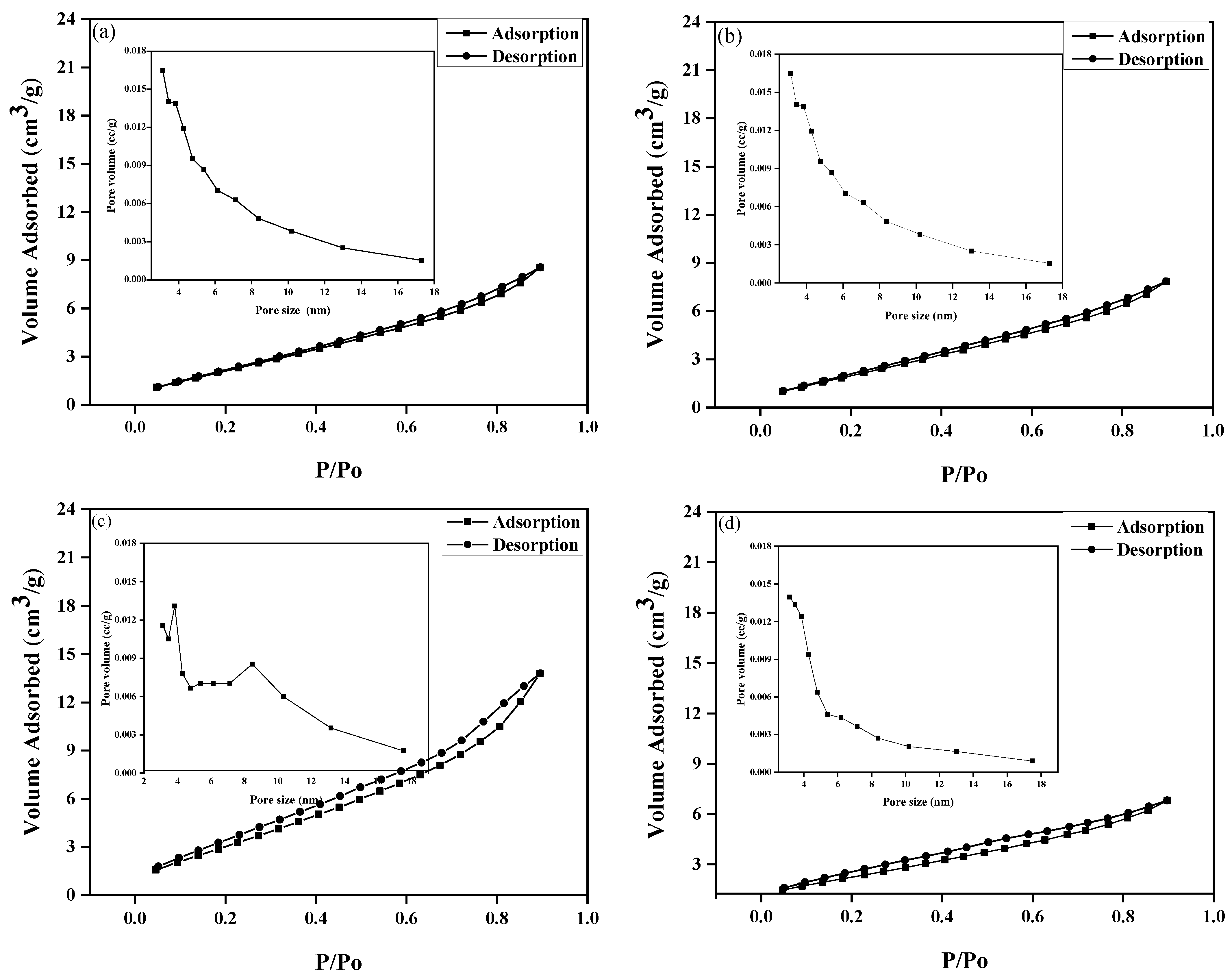
Figure 6 shows the nitrogen adsorption/desorption isotherms and their pore size distributions of 850, 900, 950, and 1000 °C calcined Mg
2SiO
4 powders. Based on the original IUPAC classification, all BET isotherms were identified as Type H4 loop [
19], which indicates that all powders contain mesopores; from the pore size measurements, all powders are mesoporous with the pore size less than 18 nm.
Additionally, the BET measurements indicated the specific surface areas of 16.3 ± 4.0, 18.9 ± 5.4, 21.4 ± 5.1, and 16.8 ± 5.1 m2/g for 850, 900, 950, and 1000 °C calcined powders, respectively. From the data, the specific surface area increased with the calcination temperature from 850 to 950 °C, but the value of the specific surface area declined rapidly at the temperature of 1000 °C.
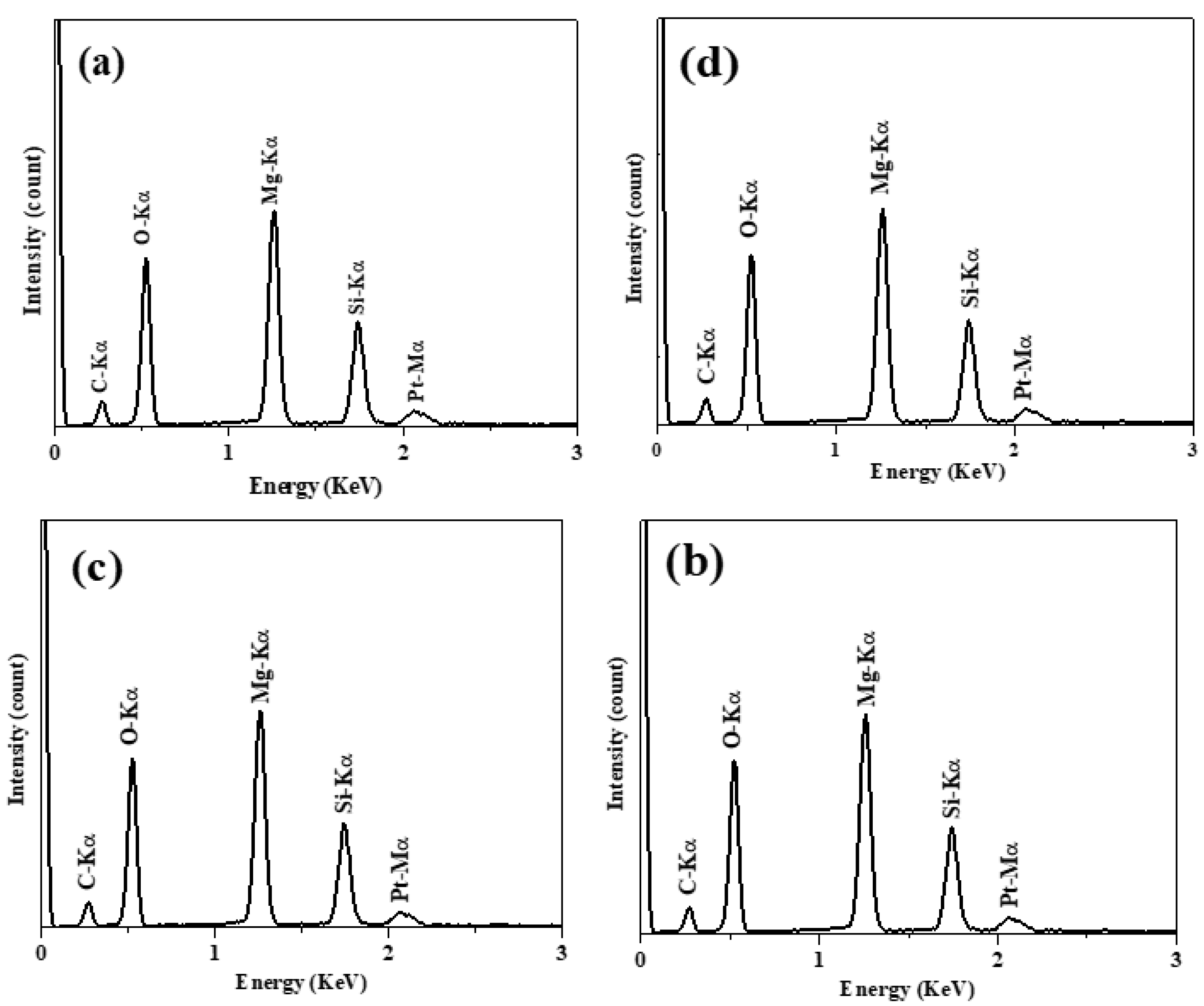
Figure 7 indicates the typical XEDS spectra of the Mg
2SiO
4 powders calcined from 850 to 1000 °C; C-Kα and Pt-Mα peaks were obtained from the environment and surface conductive coating (to avoid sample charging), respectively; the main XEDS peaks of O-Kα (0.53 keV), Mg-Kα (1.25 keV), and Si-Kα (1.74 keV) suggest that Mg
2SiO
4 powders contained O, Mg, and Si elements. Furthermore, the 850 °C calcined powder yielded 21.59 ± 0.67% Mg and 10.43 ± 0.45% Si. Similar results were acquired for the 900, 950, and 1000 °C calcined Mg
2SiO
4 powders (21.28 ± 1.41% Mg and 10.14 ± 1.15% Si in the 900 °C case, 21.58 ± 0.69% Mg and 10.09 ± 1.28% Si in the 950 °C case, and 20.01 ± 0.86% Mg and 10.62 ± 1.87% Si in the 1000 °C case). It should be noted that no oxygen information is provided because the energy of O-Kα is too low to be identified precisely using XEDS.
4. Discussion
Regarding the phase composition issue, Douy [
14] investigated spray-dried Mg
2SiO
4 powders with various temperatures from 250 to 1500 °C, and in that study, weak diffraction peaks of MgO and Mg
2SiO
4 phases were detected at the temperature of 500 °C and stronger diffraction peaks of Mg
2SiO
4 were observed at 700 °C; then, after heating to 1200 °C, the pure Mg
2SiO
4 phase was characterized due to the complete reaction between amorphous SiO
2 and crystalline MgO. Unlike the Mg
2SiO
4 powders prepared from the solid-state method [
9], no second phase of MgO or MgSiO
3 was obtained in the 1000 °C calcined Mg
2SiO
4 powders. This result may be attributed to that the liquid mixture of the spray pyrolysis method is more homogenous than the solid mixture of the solid-state method to minimize the effect of a diffusion coefficient difference between Mg
2+ and Si
4+. According to the Mg
2SiO
4 synthesis model of the solid-state method proposed by Gardés et al. [
20], the diffusion coefficient of Mg
2+ is much faster than that of Si
4+, and therefore the diffusion reaction is determined by Mg
2+. During the calcination process, Mg
2+ diffuses from MgO to the surface of SiO
2 to form the phase of MgSiO
3. Then, more Mg
2+ moves to surface of MgSiO
3 to from the phase of Mg
2SiO
4 [
20]. Thus, due to the different diffusion coefficients between Mg
2+ and Si
4+, the secondary phases of MgO and MgSiO
3 are detected easily in the solid-state method. On the other hand, from the XRD patterns (
Figure 1), the 1000 °C calcined powder exhibited more diffraction peaks of Mg
2SiO
4 than that of 950, 900, and 850 °C calcined powders; also, the crystalline size increased with the calcination temperature (43.5 ± 2.1 nm for 1000 °C calcined powder and 30.0 ± 1.7 nm for 850 °C calcined powder). Both results suggest the higher calcination temperature, the higher crystallinity for the spray-pyrolyzed Mg
2SiO
4 powders.
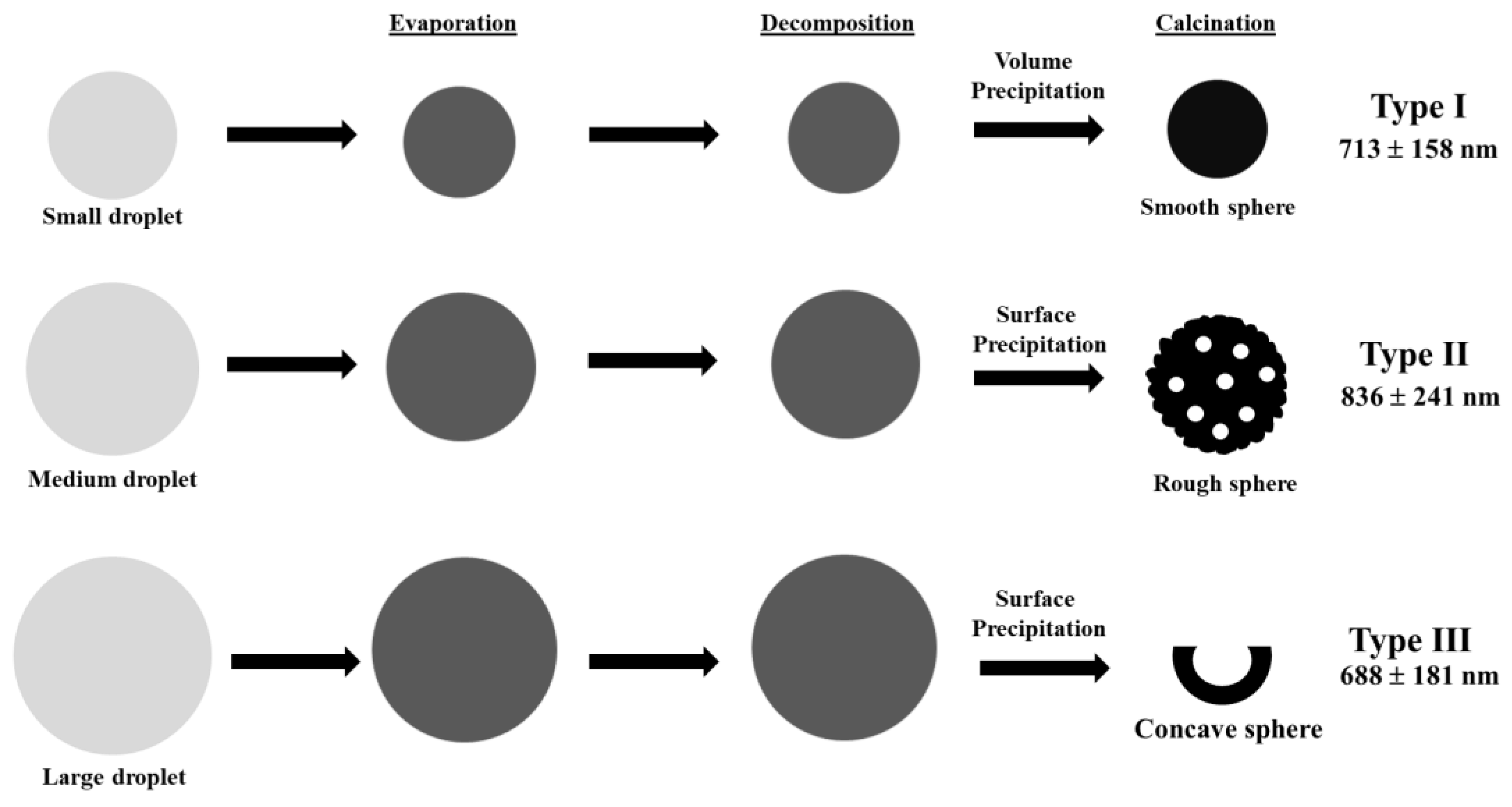
Our SEM and TEM micrographs clearly identified three typical morphologies, namely smooth solid sphere (Type I), rough hollow sphere (Type II), and concaved hollow sphere (Type III) (see
Figure 2 and
Figure 4); the three proposed morphological mechanisms for the various calcinated Mg
2SiO
4 powders (temperature from 850 to 1000 °C) via three stages of solvent evaporation, solute decomposition, and particle calcination are plotted in
Figure 8. For spray pyrolysis, “one-particle-per-drop” and “gas-to-particle conversion” are the two main mechanisms [
18]. “One-particle-per-drop” represents that the characteristics of a particle (e.g., size or morphology) are directly related to the precursor droplets; on the other hand, “gas-to-particle conversion” represents that the particles are deposited from the homogenous gas phase, and these particles are normally in the nanometer size range [
18]. In this study, among these three morphological particles, no nanosized particle was observed from the size measurements, which indicates the dominate SP formation mechanism of Mg
2SiO
4 powders is “one-particle-per-drop”, not “gas-to-particle conversion” [
18]. Therefore,
Figure 8 represents the mechanisms of these three morphological Mg
2SiO
4 powders from precursor droplets to calcined particles based on the “one-particle-per-drop” mechanism. For this mechanism, it is noted that the two precipitation phenomena of “volume precipitation” and “surface precipitation” determine the morphology of spray-pyrolyzed particles [
18]. In our study, the solute of smaller droplets precipitated homogenously (the solute precipitates with the similar speed through the surface and center of the droplet, called volume precipitation phenomenon) to form smooth solid sphere (Type I) [
18]; whereas, the solute of larger droplets precipitated inhomogeneous (the solute precipitates faster in the surface than the center of the particle, called surface precipitation phenomenon) to form the hollow particles [
21], including rough hollow sphere (Type II) and concaved hollow sphere (Type III), in this study. Furthermore, among the hollow particles (generated from surface precipitation phenomenon), a discussion of the difference between the concaved hollow shape of Type III and rough hollow shape of Type II follows. The larger droplets form the hollow particle and then receive a larger deformation force inducing fracture for concaved hollow sphere (Type III), whereas the hollow structure from smaller droplets receives the smaller deformation force, and this force is too weak to induce fracture [
21]. In summary, the higher calcination temperature induced a larger deformation force during the cooling stage to form more fractures, and therefore more concaved hollow sphere particles were obtained (85.5% of Type III particles for 1000 °C); also, the lower calcination temperature induced a smaller deformation force, and more rough hollow sphere particles were observed (65.0% of Type II particles for 950 °C).
Also, from our data, it is clear that there is a strong relationship between particle size and particle morphology. To begin with, the Mg
2SiO
4 powders from this study were formed by the “one-particle-per-drop” mechanism [
18], which suggests that the particle size is controlled by the precursor droplet. The concentration of precursor was the same for each Mg
2SiO
4 powder, and the particles (from the same-sized precursor droplets) had the same mass. So, the particle included more pores resulting in the larger particle size. In this study, the Type II particles had more porosity than Type I particles, and therefore, Type II particles (836 nm) exhibited the larger particle size than that of Type I particles (713 nm). A similar result has been reported in our previous study [
22].
Figure 5 presents the population of Mg
2SiO
4 particles as a function of morphological type; the lower calcination temperature cases (850 °C and 900 °C) contained more of solid shape (Type I), whereas the higher calcination temperature cases (950 ℃ and 1000 °C) contained more of porous shape (Type II or III). The reason the higher calcination temperature results in a more porous structure is described below. Since the droplet-size-controlling factors of precursor concentration and ultrasonic frequency was kept the same, the droplet size was the same for the four calcined Mg
2SiO
4 powders. Since the length of tube furnace was the same, the cooling rate of higher calcination temperature was larger than that of the lower calcination temperature. The faster cooling rate case causes the larger deformation force to form more porous structural particles (Type II or III) comparing to the slower cooling rate case (lower deformation force for the solid structural particles). Based on our SEM and TEM observations, various morphological particles have their own particle sizes (e.g., 713 nm for Type I, 836 nm for Type II, and 688 nm for Type III). Thus, the calcination factor of spray pyrolysis controls the particle morphology and then influences the particle size.
On the other hand, when combining BET data and morphology distribution (
Figure 5), the powder with the higher Type II population (lower Type I population) results in the larger specific surface area. For example, the 850 ℃ calcined powder (89.2 Type I and 10.0% Type II particles) exhibited the small specific surface area of 16.3 ± 4.0 m
2/g, whereas the 950 °C calcined powder (3.4% Type I and 65.0 Type II particles) exhibited the larger specific surface area of 21.4 ± 5.1 m
2/g. This result shows that morphology distribution does affect the specific surface area of Mg
2SiO
4 particles.
Considering chemical composition, the Mg/Si ratio is 2.0. The XEDS data suggested that the Mg/Si ratios of 850, 900, 950, and 1000 °C calcined powders were 2.1 ± 0.7, 1.9 ± 0.3, 1.8 ± 0.2, and 2.1 ± 1.0, respectively, which is very close to the theoretical ratio of 2. This result implies that the main Mg2SiO4 phase was obtained after calcination in the temperature range of 850 to 1000 °C.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







