
Modeling Microsegregation during Metal Additive Manufacturing: Impact of Dendrite Tip Kinetics and Finite Solute Diffusion

 ,
,
Abstract
:1. Introduction
2. Experimental Methods
3. Computational Methods
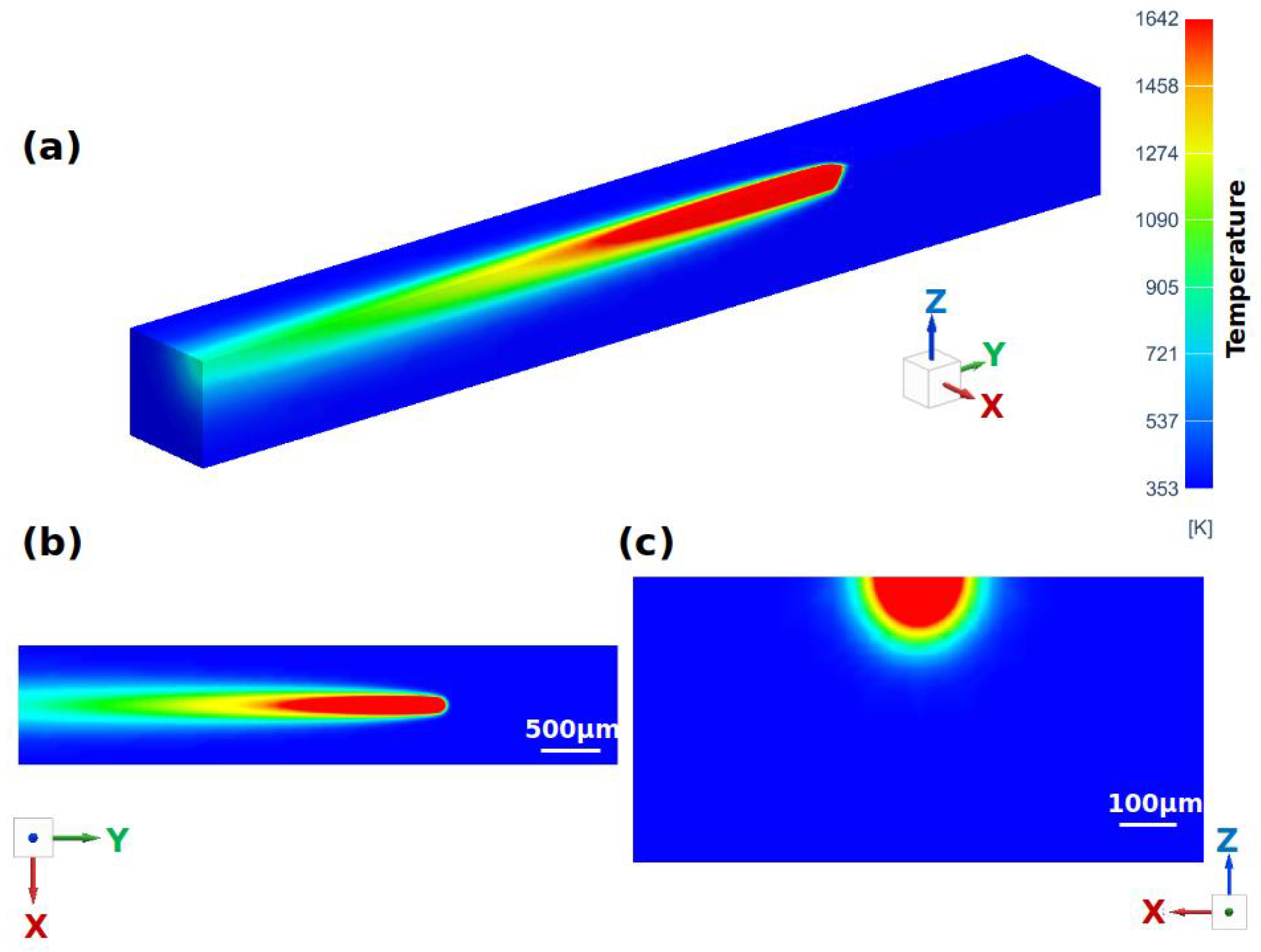
3.1. Finite Element Modeling
3.2. Microsegregation Models
3.2.1. Scheil–Gulliver Model
3.2.2. Scheil Model with Solute Trapping
3.2.3. Dendrite Tip Calculation
3.2.4. Truncated Scheil Model
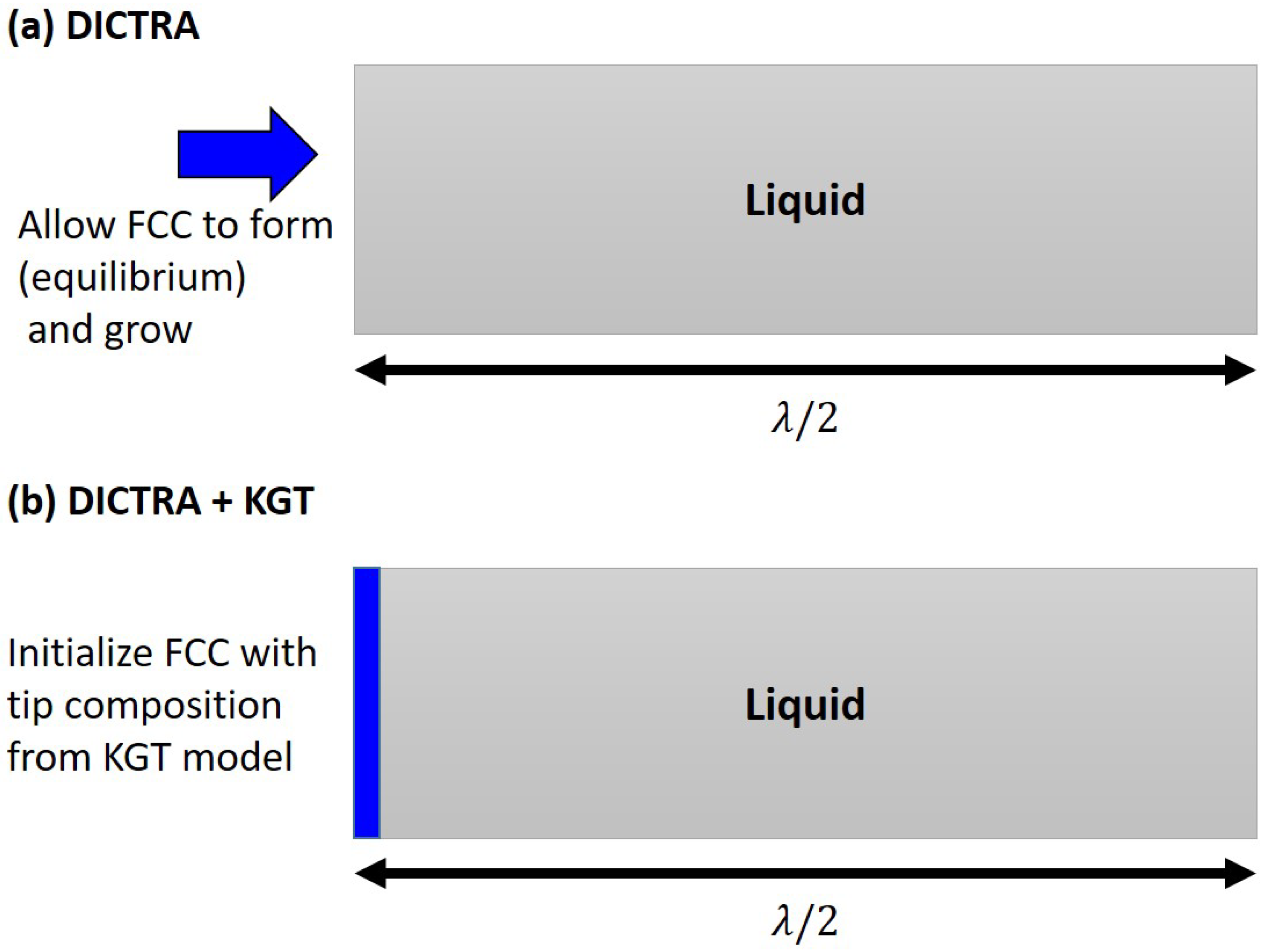
3.2.5. DICTRA-Planar Model
3.2.6. DICTRA with KGT Model
3.2.7. Tong–Beckermann Model
3.2.8. Phase-Field Model
4. Results and Discussion
4.1. As-Built Microstructure
4.2. Thermal Modeling
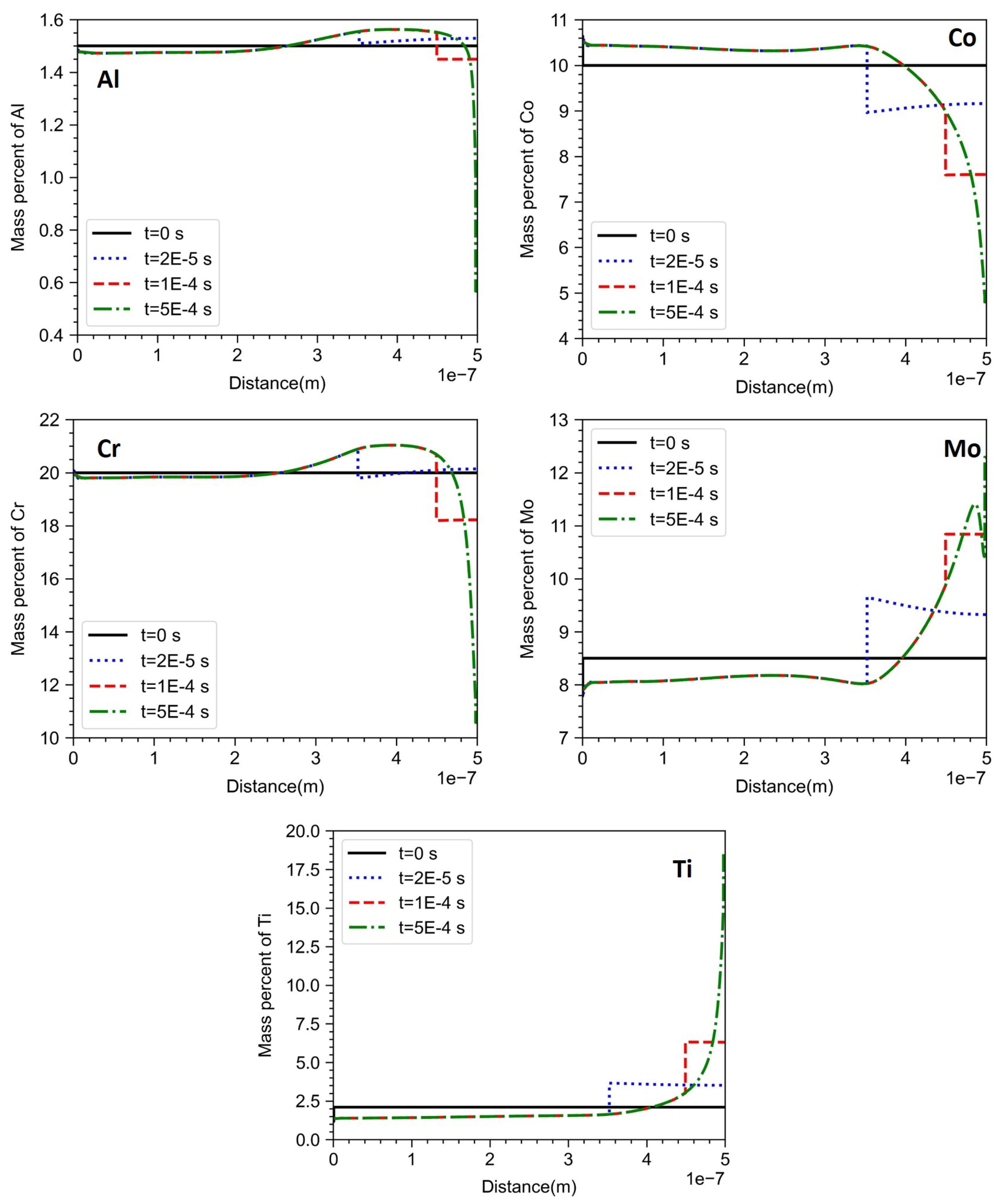
4.3. DICTRA-Planar
4.4. DICTRA-KGT
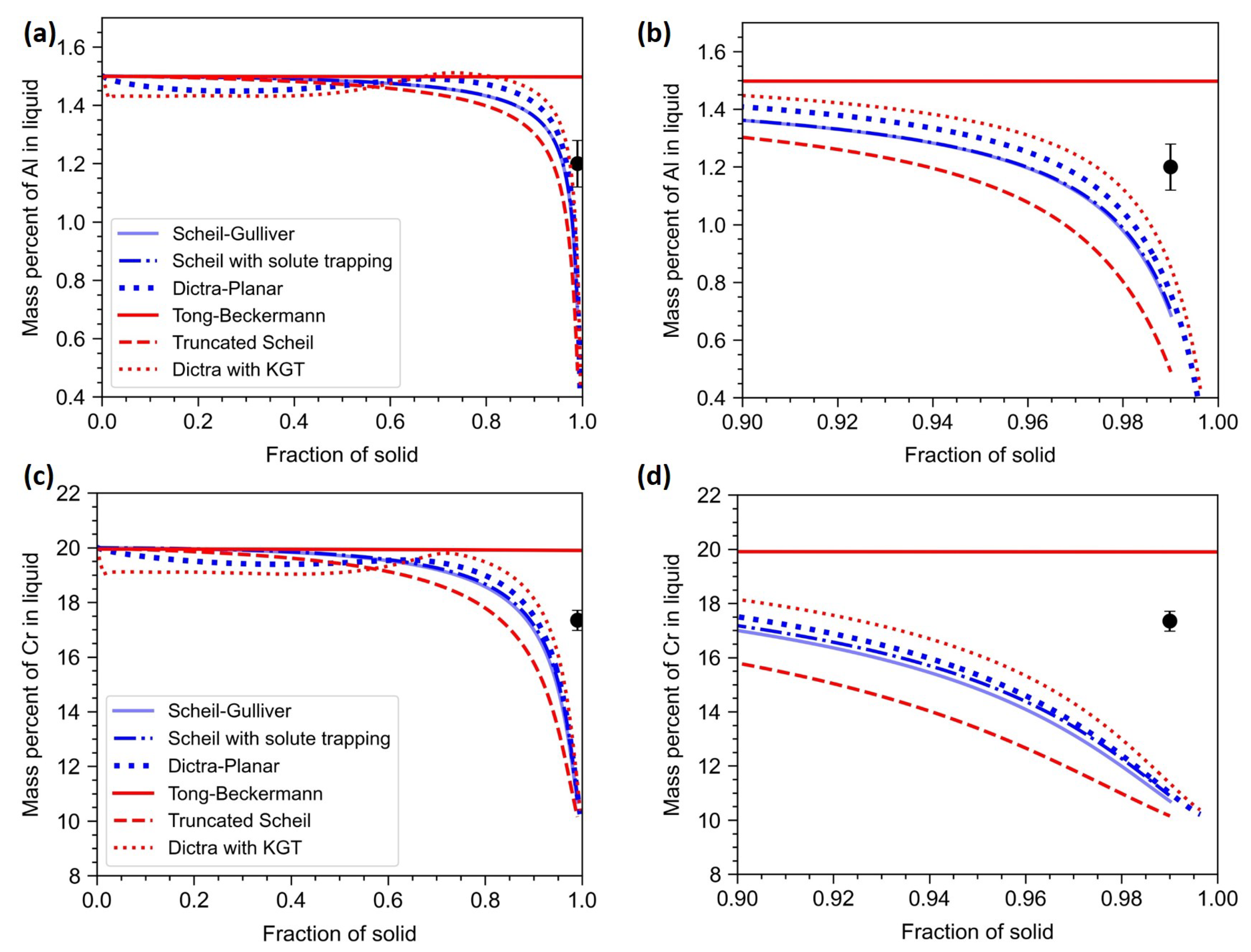
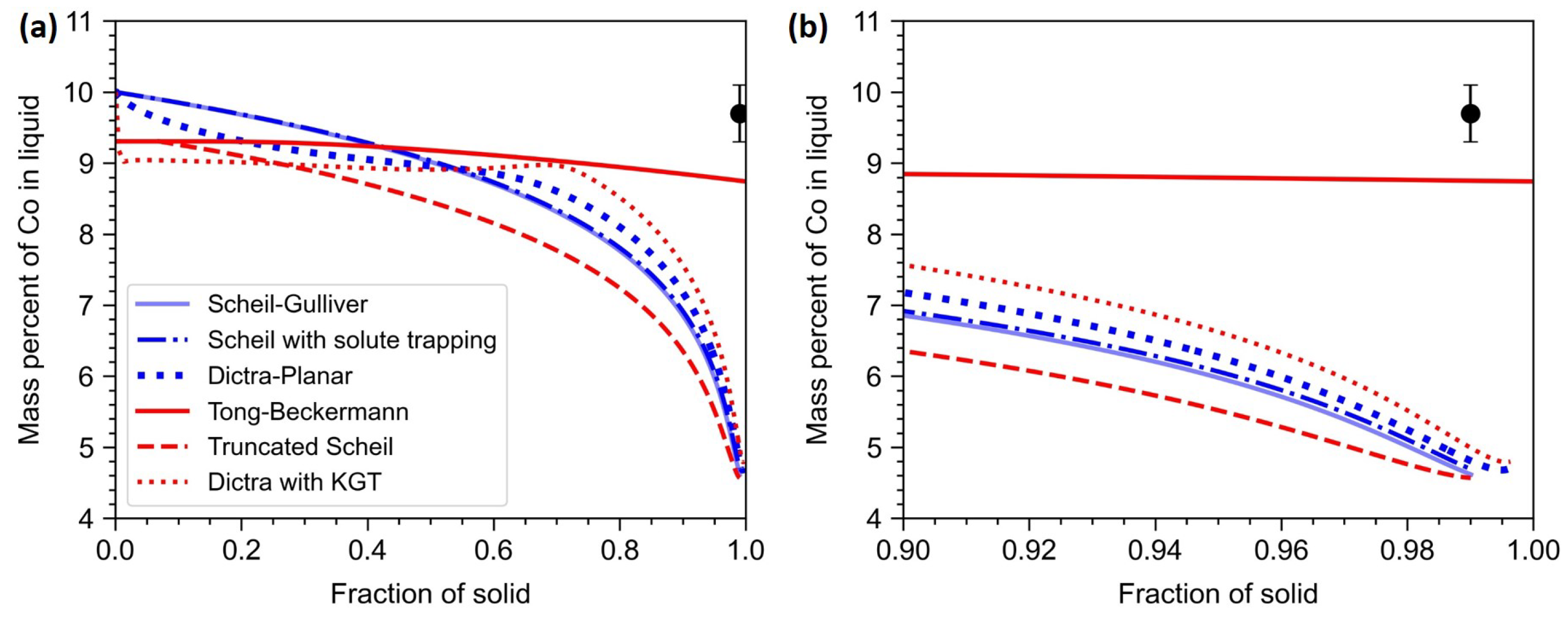
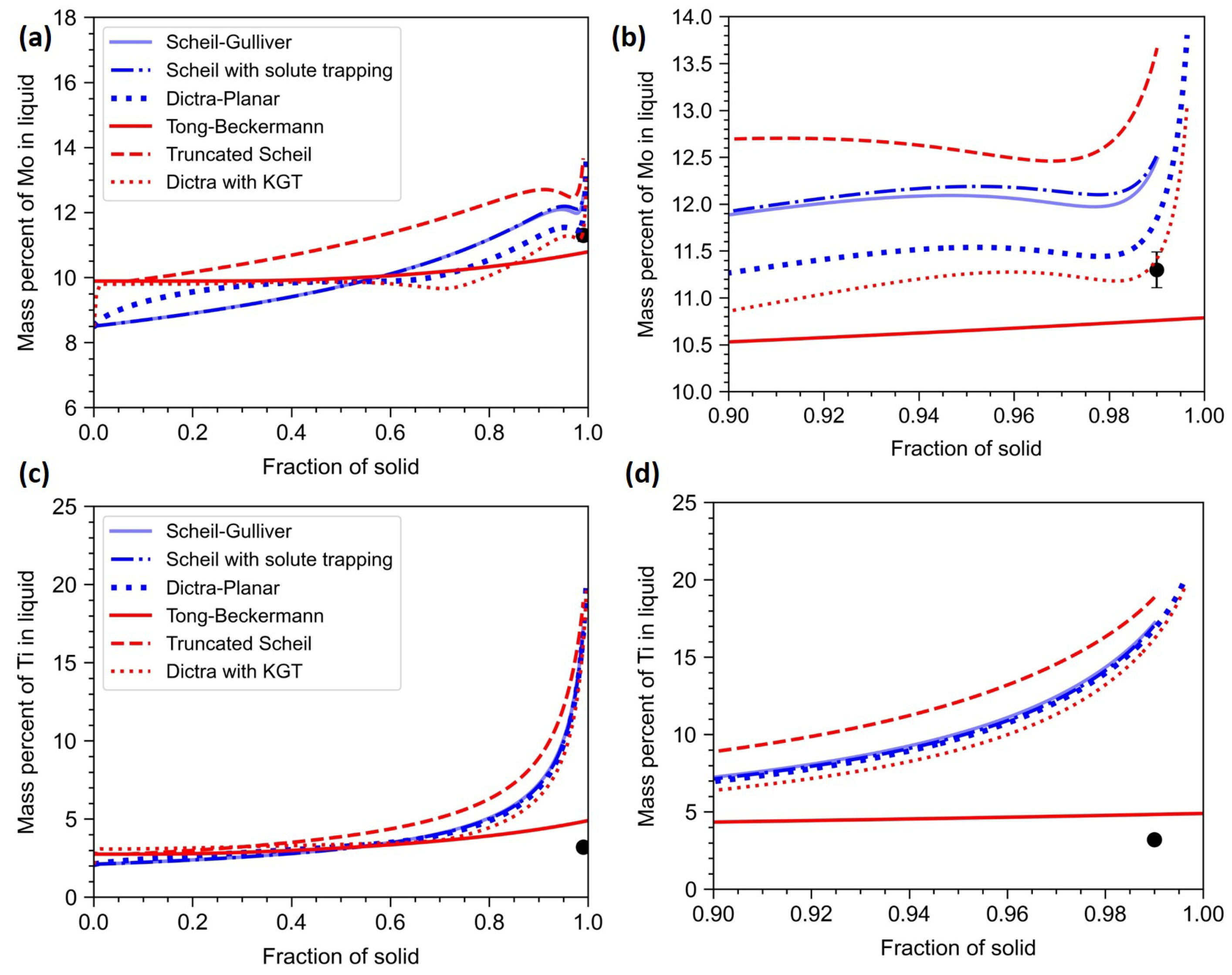
4.5. Model Comparison
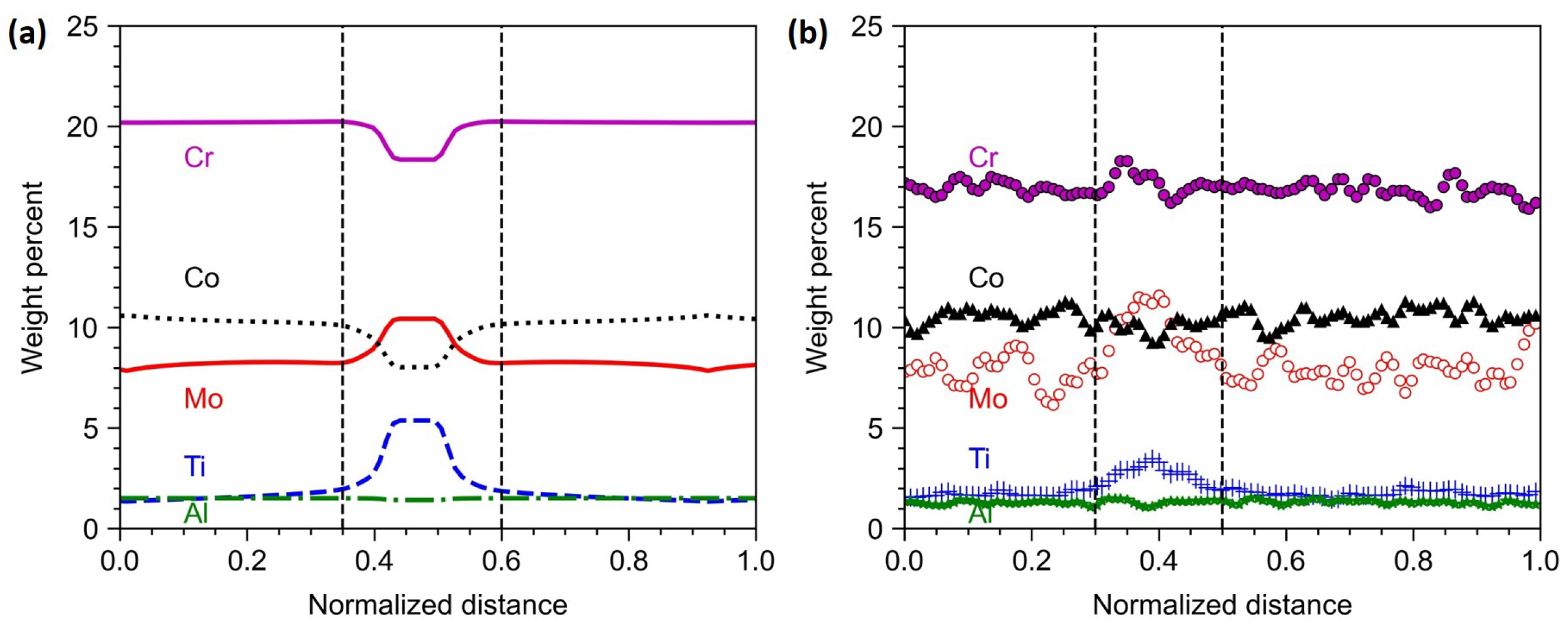
4.6. Phase-Field Model
5. Conclusions
- Incorporation of finite solute diffusion and dendrite tip kinetics improved the model predictions.
- The proposed ‘DICTRA with KGT model’, that couples the dendrite tip calculations and DICTRA®, matched better with experiments compared to the DICTRA-Planar model.
- Both the multicomponent Tong–Beckermann and the phase-field models gave better predictions than other microsegregation models. These models can be used for accurate prediction of the microsegregation during additive manufacturing.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- DebRoy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.M.; Wilson-Heid, A.D.; De, A.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Babu, S.S.; Raghavan, N.; Raplee, J.; Foster, S.J.; Frederick, C.; Haines, M.; Dinwiddie, R.; Kirka, M.; Plotkowski, A.; Lee, Y.; et al. Additive manufacturing of nickel superalloys: Opportunities for innovation and challenges related to qualification. Metall. Mater. Trans. A 2018, 49, 3764–3780. [Google Scholar] [CrossRef]
- Hariharan, A.; Lu, L.; Risse, J.; Kostka, A.; Gault, B.; Jägle, E.A.; Raabe, D. Misorientation-dependent solute enrichment at interfaces and its contribution to defect formation mechanisms during laser additive manufacturing of superalloys. Phys. Rev. Mater. 2019, 3, 123602. [Google Scholar] [CrossRef]
- Sridar, S.; Zhao, Y.; Xiong, W. Phase transformations during homogenization of inconel 718 alloy fabricated by suction casting and laser powder bed fusion: A CALPHAD case study evaluating different homogenization models. J. Phase Equilibria Diffus. 2021, 42, 28–41. [Google Scholar] [CrossRef]
- Zhang, F.; Levine, L.E.; Allen, A.J.; Stoudt, M.R.; Lindwall, G.; Lass, E.A.; Williams, M.E.; Idell, Y.; Campbell, C.E. Effect of heat treatment on the microstructural evolution of a nickel-based superalloy additive-manufactured by laser powder bed fusion. Acta Mater. 2018, 152, 200–214. [Google Scholar] [CrossRef] [PubMed]
- Guo, B.; Zhang, Y.; Yang, Z.; Cui, D.; He, F.; Li, J.; Wang, Z.; Lin, X.; Wang, J. Cracking mechanism of Hastelloy X superalloy during directed energy deposition additive manufacturing. Addit. Manuf. 2022, 55, 102792. [Google Scholar] [CrossRef]
- Rahul, M.; Agilan, M.; Mohan, D.; Phanikumar, G. Integrated experimental and simulation approach to establish the effect of elemental segregation in Inconel 718 welds. Materialia 2022, 26, 101593. [Google Scholar]
- Fisher, D.; Kurz, W. Fundamentals of Solidification; Trans Tech Publications: Zurich, Switzerland, 1998; pp. 1–316. [Google Scholar]
- Brody, H.D. Solute Redistribution in Dendritic Solidification. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 1965. [Google Scholar]
- Clyne, T.; Kurz, W. Solute redistribution during solidification with rapid solid state diffusion. Metall. Trans. A 1981, 12, 965–971. [Google Scholar] [CrossRef]
- Kraft, T.; Chang, Y. Predicting microstructure and microsegregation in multicomponent alloys. JOM 1997, 49, 20–28. [Google Scholar] [CrossRef]
- Rappaz, M.; David, S.; Vitek, J.; Boatner, L. Development of microstructures in Fe-15Ni-15Cr single crystal electron beam welds. Metall. Trans. A 1989, 20, 1125–1138. [Google Scholar] [CrossRef]
- Flood, S.; Hunt, J. A model of a casting. Appl. Sci. Res. 1987, 44, 27–42. [Google Scholar] [CrossRef]
- Tong, X.; Beckermann, C. A diffusion boundary layer model of microsegregation. J. Cryst. Growth 1998, 187, 289–302. [Google Scholar] [CrossRef]
- Maguin, V.; Guillemot, G.; Jaquet, V.; Niane, N.; Rougier, L.; Daloz, D.; Zollinger, J.; Gandin, C.A. Finite diffusion microsegregation model applied to multicomponent alloys. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019; Volume 529, p. 012029. [Google Scholar]
- Boettinger, W.J.; Kattner, U.R.; Banerjee, D.K. Analysis of solidification path and microsegregation in multicomponent alloys. In Modelling of Casting, Welding and Advanced Solidification Processed—VIII; The Minerals, Metals & Materials Society: Pittsburgh, PA, USA, 1998; Volume 1, pp. 159–170. [Google Scholar]
- Keller, T.; Lindwall, G.; Ghosh, S.; Ma, L.; Lane, B.M.; Zhang, F.; Kattner, U.R.; Lass, E.A.; Heigel, J.C.; Idell, Y.; et al. Application of finite element, phase-field, and CALPHAD-based methods to additive manufacturing of Ni-based superalloys. Acta Mater. 2017, 139, 244–253. [Google Scholar] [CrossRef]
- Borgenstam, A.; Höglund, L.; Ågren, J.; Engström, A. DICTRA, a tool for simulation of diffusional transformations in alloys. J. Phase Equilibria 2000, 21, 269–280. [Google Scholar] [CrossRef]
- Thermo-Calc Software AM. Thermo-Calc. 2021. Available online: https://thermocalc.com/ (accessed on 31 March 2023).
- Eiken, J. A Phase-Field Model for Technical Alloy Solidification; Shaker: Maastricht, Germany, 2009. [Google Scholar]
- Agilan, M.; Satyamshreshta, K.; Sivakumar, D.; Phanikumar, G. High-Throughput Experiment and Numerical Simulation to Study Solidification Cracking in 2195 Aluminum Alloy Welds. Metall. Mater. Trans. A 2022, 53, 1906–1918. [Google Scholar] [CrossRef]
- Hariharan, V.; Pramod, S.; Kesavan, D.; Murty, B.; Phanikumar, G. ICME framework to simulate microstructure evolution during laser powder bed fusion of Haynes 282 nickel-based superalloy. J. Mater. Sci. 2022, 57, 9693–9713. [Google Scholar] [CrossRef]
- Pike, L. HAYNES® 282 alloy: A new wrought superalloy designed for improved creep strength and fabricability. In Proceedings of the Turbo Expo: Power for Land, Sea, and Air, Barcelona, Spain, 8–11 May 2006; American Society of Mechanical Engineers: New York, NY, USA, 2006; Volume 42398, pp. 1031–1039. [Google Scholar]
- Hariharan, V.; Kaushik, R.; Phanikumar, G.; Murty, B. Tailoring the Crystallographic Texture of Laser Powder Bed Fused Haynes 282 Through Scan Rotation Modification: Simulation & Experiments. SSRN 2023. [Google Scholar] [CrossRef]
- Ramakrishnan, A.; Dinda, G. Microstructure and mechanical properties of direct laser metal deposited Haynes 282 superalloy. Mater. Sci. Eng. A 2019, 748, 347–356. [Google Scholar] [CrossRef]
- Haynes International. 2022. Available online: https://haynesintl.com/docs/default-source/pdfs/new-alloy-brochures/high-temperature-alloys/brochures/282-brochure.pdf (accessed on 15 March 2023).
- Siemens Digital Industries Software Simcenter 3D. 2022. Available online: https://plm.sw.siemens.com/en-US/simcenter/mechanical-simulation/3d-simulation/ (accessed on 15 March 2023).
- Wu, C.; Wang, H.G.; Zhang, Y.M. A new heat source model for keyhole plasma arc welding in FEM analysis of the temperature profile. Weld. J. N. Y. 2006, 85, 284. [Google Scholar]
- Aziz, M.J.; Kaplan, T. Continuous growth model for interface motion during alloy solidification. Acta Metall. 1988, 36, 2335–2347. [Google Scholar] [CrossRef]
- Kurz, W.; Giovanola, B.; Trivedi, R. Theory of microstructural development during rapid solidification. Acta Metall. 1986, 34, 823–830. [Google Scholar] [CrossRef]
- Hariharan, V.S.; Murty, B.S.; Phanikumar, G. Interface Response Functions for multicomponent alloy solidification—An application to additive manufacturing. arXiv 2023, arXiv:2303.07663. [Google Scholar] [CrossRef]
- Virtanen, P.; Gommers, R.; Oliphant, T.E.; Haberland, M.; Reddy, T.; Cournapeau, D.; Burovski, E.; Peterson, P.; Weckesser, W.; Bright, J.; et al. SciPy 1.0: Fundamental Algorithms for Scientific Computing in Python. Nat. Methods 2020, 17, 261–272. [Google Scholar] [CrossRef]
- Haines, M.; Plotkowski, A.; Frederick, C.L.; Schwalbach, E.J.; Babu, S.S. A sensitivity analysis of the columnar-to-equiaxed transition for Ni-based superalloys in electron beam additive manufacturing. Comput. Mater. Sci. 2018, 155, 340–349. [Google Scholar] [CrossRef]
- Giovanola, B.; Kurz, W. Modeling of microsegregation under rapid solidification conditions. Metall. Trans. A 1990, 21, 260–263. [Google Scholar] [CrossRef]
- Access e.V. Micress 7.1. 2022. Available online: https://micress.rwth-aachen.de/ (accessed on 15 March 2023).
- Osoba, L.; Ding, R.; Ojo, O. Microstructural analysis of laser weld fusion zone in Haynes 282 superalloy. Mater. Charact. 2012, 65, 93–99. [Google Scholar] [CrossRef]
- Shaikh, A.S.; Schulz, F.; Minet-Lallemand, K.; Hryha, E. Microstructure and mechanical properties of Haynes 282 superalloy produced by laser powder bed fusion. Mater. Today Commun. 2021, 26, 102038. [Google Scholar] [CrossRef]
- Matysiak, H.; Zagorska, M.; Andersson, J.; Balkowiec, A.; Cygan, R.; Rasinski, M.; Pisarek, M.; Andrzejczuk, M.; Kubiak, K.; Kurzydlowski, K.J. Microstructure of Haynes® 282® superalloy after vacuum induction melting and investment casting of thin-walled components. Materials 2013, 6, 5016–5037. [Google Scholar] [CrossRef]
- Joseph, C.; Persson, C.; Hörnqvist Colliander, M. Precipitation kinetics and morphology of grain boundary carbides in Ni-base superalloy Haynes 282. Metall. Mater. Trans. A 2020, 51, 6136–6141. [Google Scholar] [CrossRef]
- Xu, J.; Ma, T.; Peng, R.L.; Hosseini, S. Effect of post-processes on the microstructure and mechanical properties of laser powder bed fused IN718 superalloy. Addit. Manuf. 2021, 48, 102416. [Google Scholar] [CrossRef]
- Pramod, S.; Kesavan, D. Melting modes of laser powder bed fusion (L-PBF) processed IN718 alloy: Prediction and experimental analysis. Adv. Ind. Manuf. Eng. 2023, 6, 100106. [Google Scholar] [CrossRef]
- Promoppatum, P.; Yao, S.C.; Pistorius, P.C.; Rollett, A.D. A comprehensive comparison of the analytical and numerical prediction of the thermal history and solidification microstructure of Inconel 718 products made by laser powder-bed fusion. Engineering 2017, 3, 685–694. [Google Scholar] [CrossRef]
- Guillemot, G.; Senninger, O.; Hareland, C.A.; Voorhees, P.W.; Gandin, C.A. Thermodynamic coupling in the computation of dendrite growth kinetics for multicomponent alloys. Calphad 2022, 77, 102429. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Co | Mo | Ti | Al | C | B | Fe | Mn | Si | Ni | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Standard | 20 | 10 | 8.5 | 2.1 | 1.5 | 0.06 | 0.005 | <1.5 | <0.3 | <0.15 | Rest |
| Powder | 19.6 | 10.3 | 8.4 | 2.0 | 1.54 | 0.05 | 0.003 | 0.2 | 0.1 | 0.03 | Rest |
| Element | Equilibrium Partition Coefficient | Kinetic Partition Coefficient | Liquid Composition at Tip |
|---|---|---|---|
| Al | 1.002 | 1.002 | 1.49 |
| Co | 1.144 | 1.143 | 9.31 |
| Cr | 1.005 | 1.005 | 19.95 |
| Mo | 0.788 | 0.789 | 9.88 |
| Ti | 0.429 | 0.431 | 2.75 |
| Element | Scheil–Gulliver | Scheil with Solute Trapping | Truncated Scheil | DICTRA-Planar | DICTRA with KGT | Tong–Beckermann | Phase-Field | Experiment |
|---|---|---|---|---|---|---|---|---|
| Al | 0.69 | 0.71 | 0.49 | 0.76 | 0.90 | 1.49 | 1.42 | 1.2 ±0.1 |
| Co | 4.62 | 4.69 | 4.57 | 4.81 | 5.05 | 8.75 | 8.03 | 9.7 ± 0.4 |
| Cr | 10.7 | 10.91 | 10.15 | 11.0 | 11.54 | 19.9 | 18.36 | 17.4 ± 0.4 |
| Mo | 12.47 | 12.51 | 13.67 | 11.84 | 11.34 | 10.76 | 10.43 | 11.3 ± 0.2 |
| Ti | 17.19 | 17.01 | 18.88 | 16.82 | 15.78 | 4.83 | 5.38 | 3.2 ± 0.2 |
| Element | Correction Factor () |
|---|---|
| Al | 0.72 |
| Co | 0.45 |
| Cr | 0.34 |
| Mo | 0.54 |
| Ti | 0.41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hariharan, V.S.; Nithin, B.; Ruban Raj, L.; Makineni, S.K.; Murty, B.S.; Phanikumar, G. Modeling Microsegregation during Metal Additive Manufacturing: Impact of Dendrite Tip Kinetics and Finite Solute Diffusion. Crystals 2023, 13, 842. https://doi.org/10.3390/cryst13050842
Hariharan VS, Nithin B, Ruban Raj L, Makineni SK, Murty BS, Phanikumar G. Modeling Microsegregation during Metal Additive Manufacturing: Impact of Dendrite Tip Kinetics and Finite Solute Diffusion. Crystals. 2023; 13(5):842. https://doi.org/10.3390/cryst13050842
Chicago/Turabian StyleHariharan, V. S., Baler Nithin, L. Ruban Raj, Surendra Kumar Makineni, B. S. Murty, and Gandham Phanikumar. 2023. "Modeling Microsegregation during Metal Additive Manufacturing: Impact of Dendrite Tip Kinetics and Finite Solute Diffusion" Crystals 13, no. 5: 842. https://doi.org/10.3390/cryst13050842
APA StyleHariharan, V. S., Nithin, B., Ruban Raj, L., Makineni, S. K., Murty, B. S., & Phanikumar, G. (2023). Modeling Microsegregation during Metal Additive Manufacturing: Impact of Dendrite Tip Kinetics and Finite Solute Diffusion. Crystals, 13(5), 842. https://doi.org/10.3390/cryst13050842