
Effect of Cooling Rate on Crystallization Behavior during Solidification of Hyper Duplex Stainless Steel S33207: An In Situ Confocal Microscopy Study



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
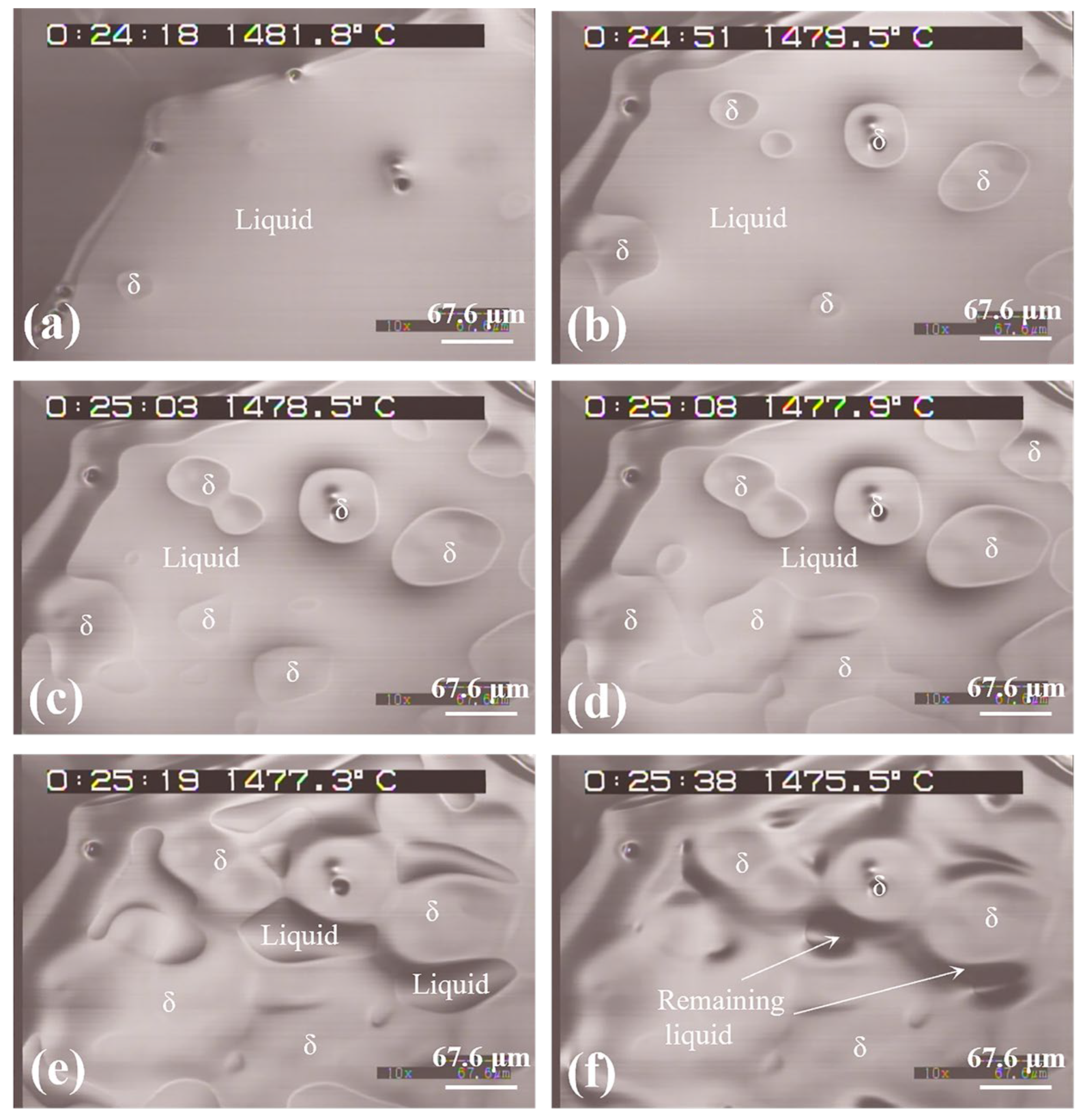
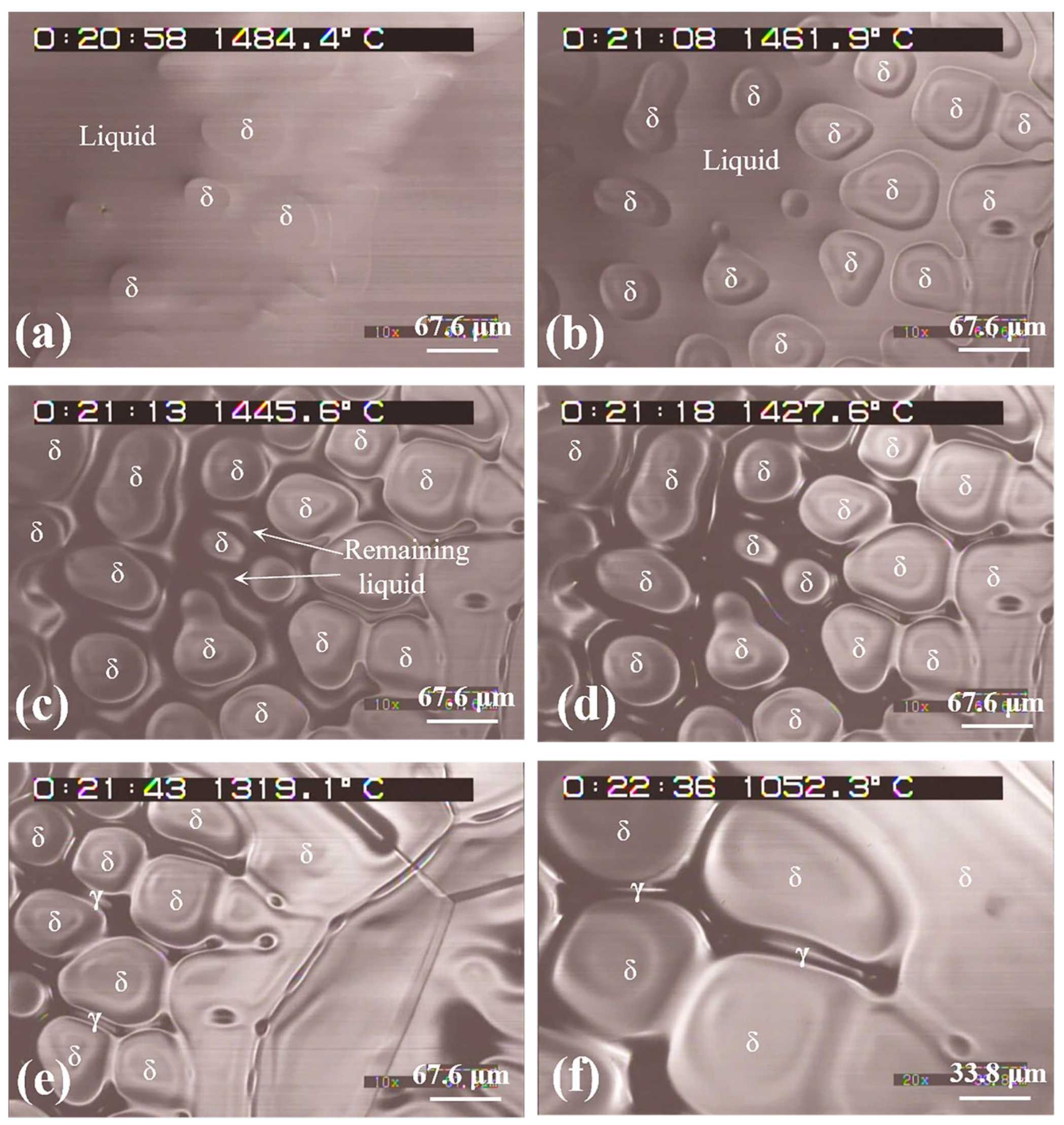
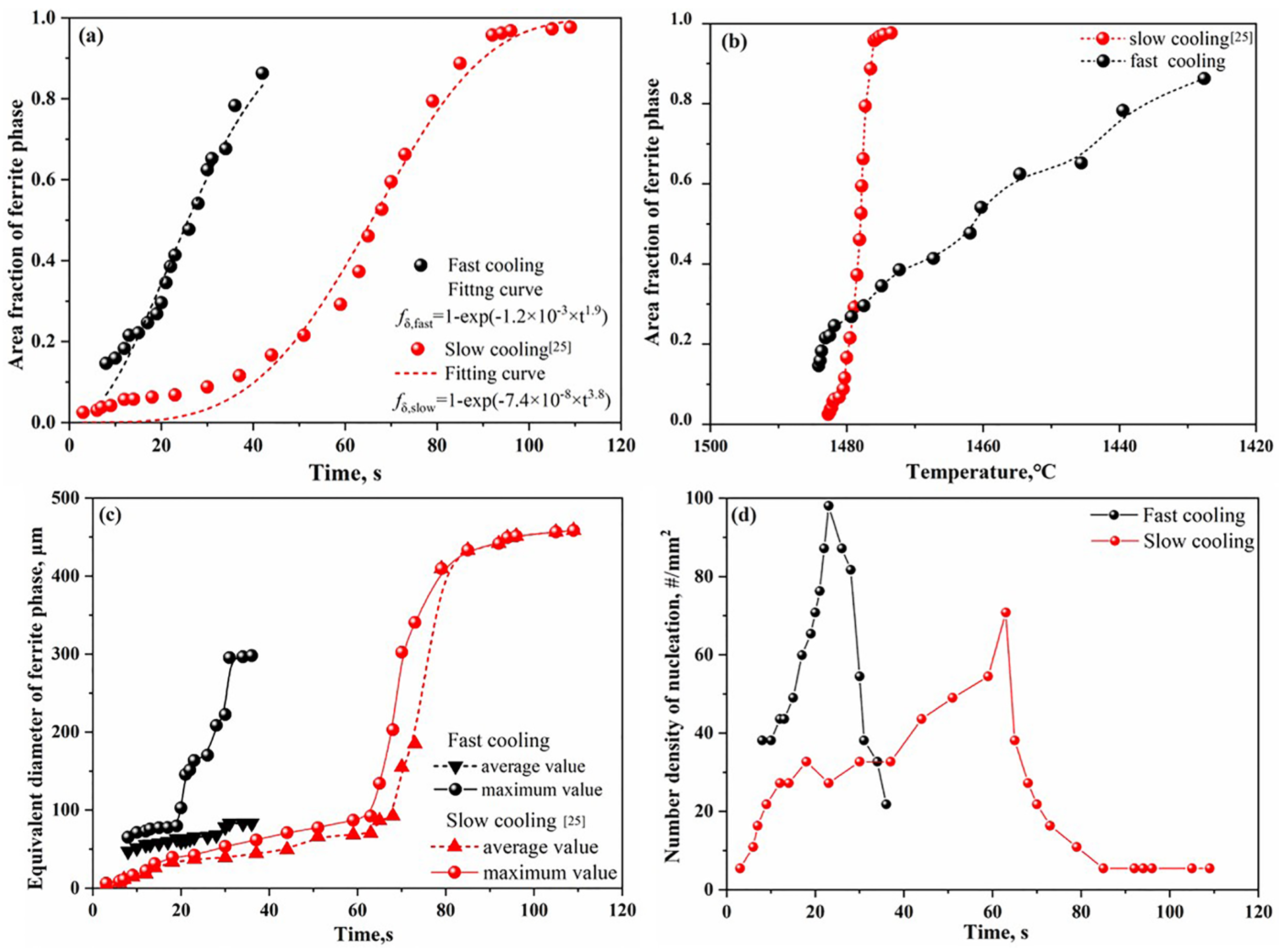
3.1. In situ Observations of the Solidification of S33207 at Different Cooling Rates
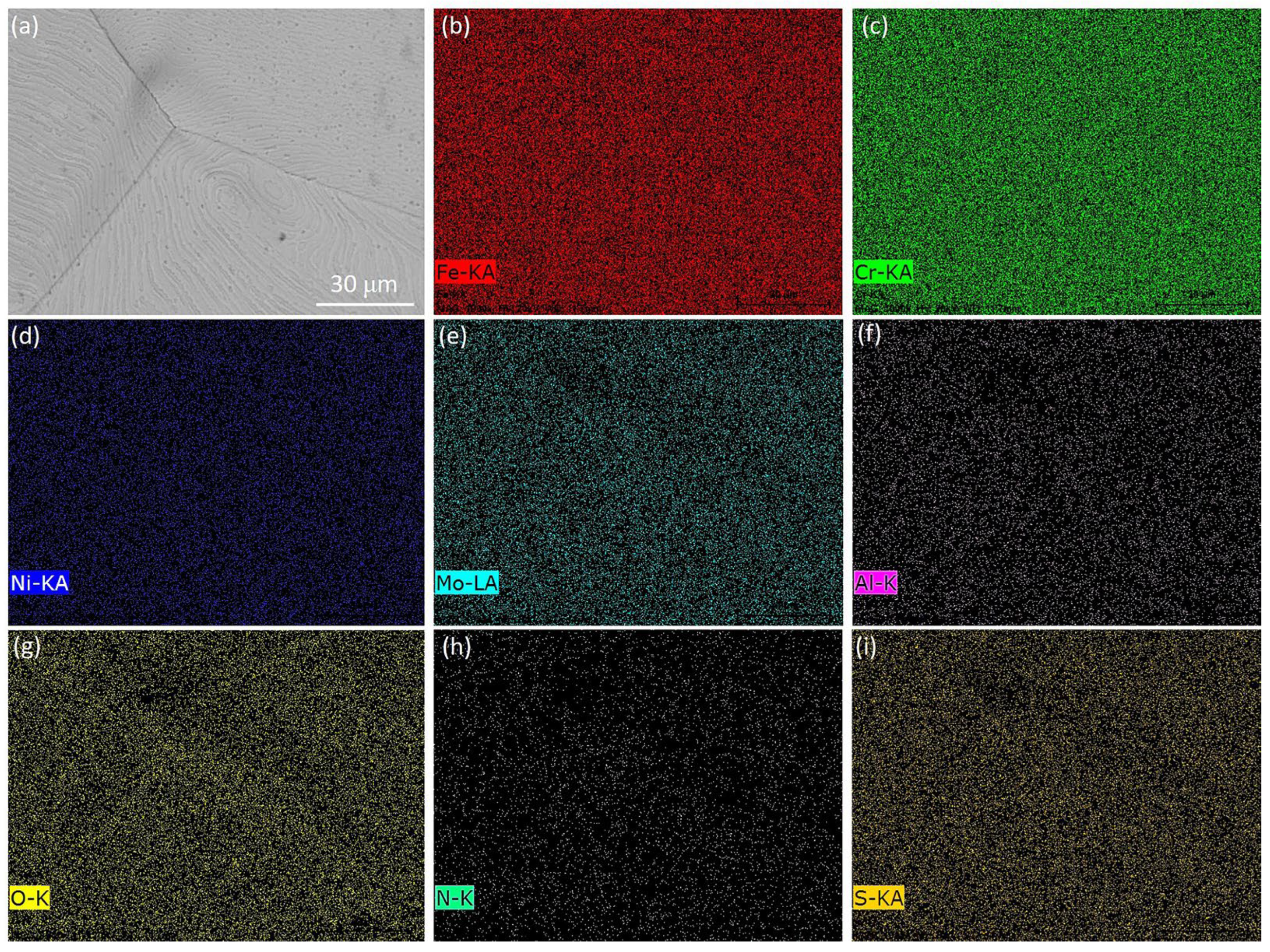
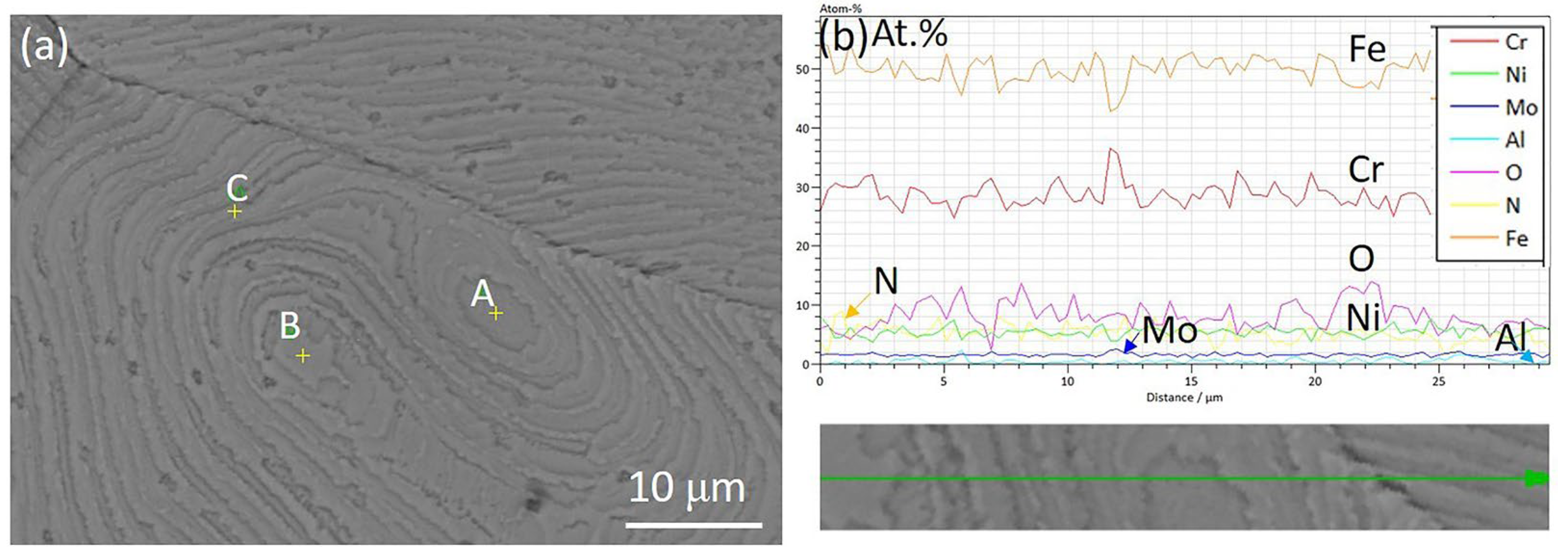
3.2. Microstructure and Composition Evolution on the Surface of the Specimen after Solidification
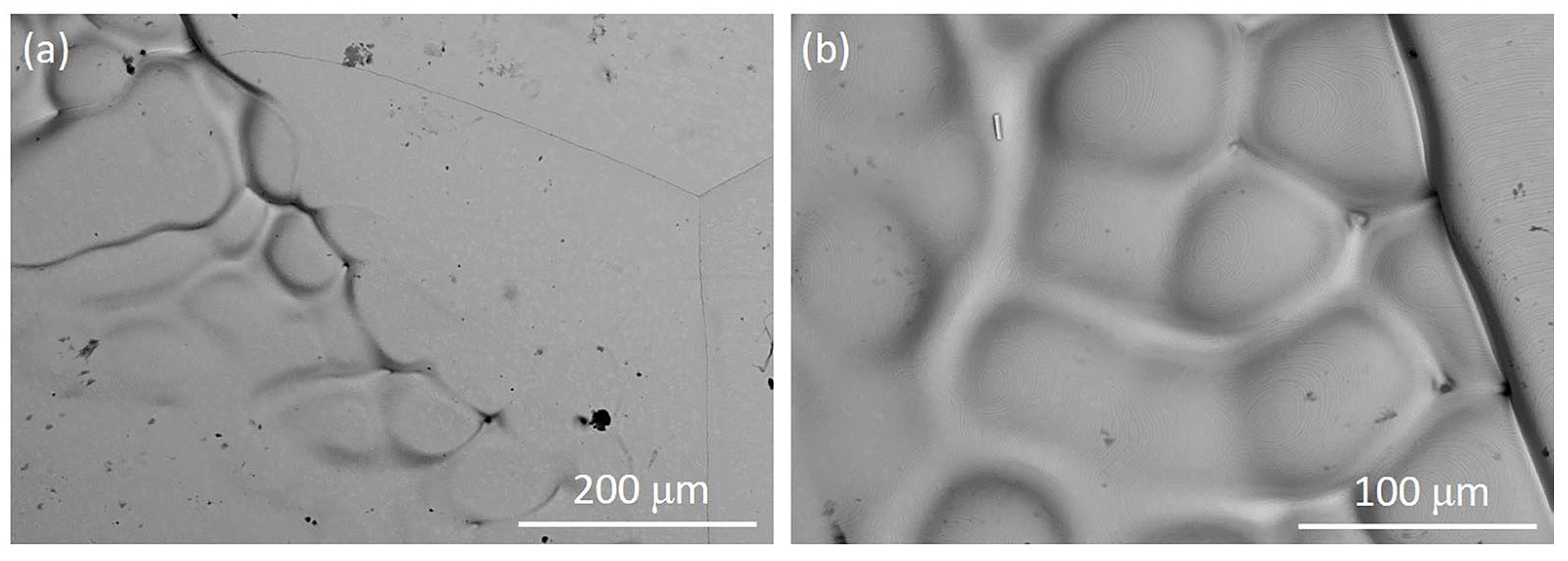
3.2.1. Features on the Surface of the Specimen with a Slow Cooling Rate
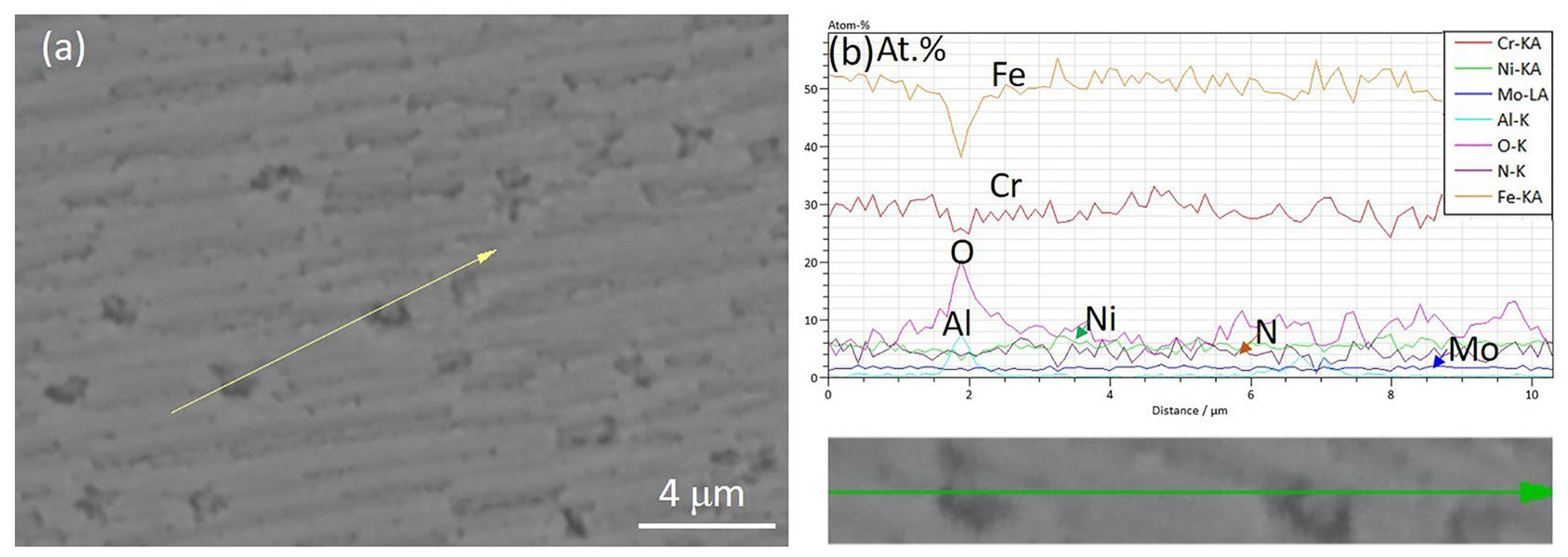
3.2.2. Features on the Surface of the Specimen with a Fast Cooling Rate
3.3. Comments on the Microstructure Evolution after Solidification
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Qu, H.; Hou, H.; Li, P.; Li, S.; Ren, X. The effect of thermal cycling in superplastic diffusion bonding of heterogeneous duplex stainless steel. Mater. Des. 2016, 96, 499–505. [Google Scholar]
- Pettersson, N.; Wessman, S.; Hertzman, S.; Studer, A. High-temperature phase equilibria of duplex stainless steels assessed with a novel in-situ neutron scattering approach. Metall. Mater. Trans. A 2017, 48, 1562–1571. [Google Scholar] [CrossRef]
- Tucker, J.; Miller, M.K.; Young, G.A. Assessment of thermal embrittlement in duplex stainless steels 2003 and 2205 for nuclear power applications. Acta Mater. 2015, 87, 15–24. [Google Scholar]
- Karahan, T.; Emre, H.E.; Tümer, M.; Kacar, R. Strengthening of AISI 2205 duplex stainless steel by strain ageing. Mater. Des. 2014, 55, 250–256. [Google Scholar] [CrossRef]
- Gholami, M.; Hoseinpoor, M.; Moayed, M.H. A statistical study on the effect of annealing temperature on pitting corrosion resistance of 2205 duplex stainless steel. Corros. Sci. 2015, 94, 156–164. [Google Scholar]
- Pan, J. Studying the passivity and breakdown of duplex stainless steels at micrometer and nanometer scales–the influence of microstructure. Front. Mater. 2020, 7, 133. [Google Scholar]
- Gopal, M.; Gutema, E.M. Factors affecting and optimization methods used in machining duplex stainless steel-a critical review. J. Eng. Sci. Technol. Rev. 2021, 14, 119–135. [Google Scholar] [CrossRef]
- Kazakov, A.A.; Zhitenev, A.I.; Fedorov, A.S.; Fomina, O.V. Development of duplex stainless steels Compositions. CIS Iron Steel Rev. 2019, 18, 20–26. [Google Scholar]
- Xu, X.Q.; Zhao, M.; Feng, Y.R.; Li, F.G.; Zhang, X. A Comparative Study of Critical Pitting Temperature (CPT) of Super Duplex Stainless Steel S32707 in NaCl Solution. Int. J. Electrochem. Sci 2018, 13, 4298–4308. [Google Scholar]
- Nilsson, J.O. Super duplex stainless steels. Mater. Sci. Technol. 1992, 8, 685–700. [Google Scholar]
- Petrovič, D.S.; Pirnat, M.; Klančnik, G.; Mrvar, P.; Medved, J. The effect of cooling rate on the solidification and microstructure evolution in duplex stainless steel: A DSC study. J. Therm. Anal. Calorim. 2012, 109, 1185–1191. [Google Scholar] [CrossRef]
- Chen, L.; Tan, H.; Wang, Z.; Li, J.; Jiang, Y. Influence of cooling rate on microstructure evolution and pitting corrosion resistance in the simulated heat-affected zone of 2304 duplex stainless steels. Corros. Sci. 2012, 58, 168–174. [Google Scholar] [CrossRef]
- Cronemberger, M.E.R.; Nakamatsu, S.; Della Rovere, C.A.; Kuri, S.E.; Mariano, N.A. Effect of cooling rate on the corrosion behavior of as-cast SAF 2205 duplex stainless steel after solution annealing treatment. Mater. Res. 2015, 18, 138–142. [Google Scholar] [CrossRef] [Green Version]
- Zhu, C.; Zeng, J.; Wang, W.; Chang, S.; Lu, C. Mechanism of δ→ δ+ γ phase transformation and hardening behavior of duplex stainless steel via sub-rapid solidification process. Mater. Charact. 2020, 170, 110679. [Google Scholar] [CrossRef]
- Mu, W.; Mao, H.; Jönsson, P.G.; Nakajima, K. Effect of carbon content on the potency of the intragranular ferrite formation. Steel Res. Int. 2016, 87, 311–319. [Google Scholar] [CrossRef]
- Shibata, H.; Arai, Y.; Suzuki, M.; Emi, T. Kinetics of peritectic reaction and transformation in Fe-C alloys. Metall. Mater. Trans. B 2000, 31, 981–991. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Q.; Mu, W. In Situ Observation of Solidification and Crystallization of Low-Alloy Steels: A Review. Metals 2023, 13, 517. [Google Scholar]
- Wu, C.; Li, S.; Zhang, C.; Wang, X. Microstructural evolution in 316LN austenitic stainless steel during solidification process under different cooling rates. J. Mater. Sci. 2016, 51, 2529–2539. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Gao, F.; Jiao, J.; Cao, G.; Wang, Y.; Liu, Z. Influences of cooling rates on delta ferrite of nuclear power 316H austenitic stainless steel. Mater. Charact. 2021, 174, 111029. [Google Scholar] [CrossRef]
- Li, Y.; Zou, D.; Chen, W.; Zhang, Y.; Zhang, W.; Xu, F. Effect of cooling rate on solidification and segregation characteristics of 904L super austenitic stainless steel. Met. Mater. Int. 2022, 28, 1907–1918. [Google Scholar] [CrossRef]
- Sun, Y.; Zhao, Y.; Li, X.; Jiao, S. Effects of heating and cooling rates on δ↔ γ phase transformations in duplex stainless steel by in situ observation. Ironmak. Steelmak. 2019, 46, 277–284. [Google Scholar] [CrossRef]
- Wang, T. The Effects of Cooling Rate and Alloying Elements on the Solidification Behaviour of Continuously Cast Super-Austenitic and Duplex Stainless Steels. Master’s Thesis, University of Wollongong, Wollongong, Australia, 2019. [Google Scholar]
- Zhao, Y.; Sun, Y.; Li, X.; Song, F. In-situ observation of δ↔ γ phase transformations in duplex stainless steel containing different nitrogen contents. ISIJ Int. 2017, 57, 1637–1644. [Google Scholar] [CrossRef] [Green Version]
- Shin, B.H.; Park, J.; Jeon, J.; Heo, S.B.; Chung, W. Effect of cooling rate after heat treatment on pitting corrosion of super duplex stainless steel UNS S 32750. Anti-Corros. Methods Mater. 2018, 65, 492–498. [Google Scholar] [CrossRef]
- Wang, Y.; Sukenaga, S.; Shibata, H.; Wang, Q.; Mu, W. Combination of in-situ confocal microscopy and calorimetry to investigate solidification of super and hyper duplex stainless steels. Steel Res. Int. 2023, in press. [Google Scholar]
- Mu, W.; Shibata, H.; Hedström, P.; Jönsson, P.G.; Nakajima, K. Combination of in situ microscopy and calorimetry to study austenite decomposition in inclusion engineered steels. Steel Res. Int. 2016, 87, 10–14. [Google Scholar] [CrossRef]
- Shi, X.; Duan, S.C.; Yang, W.S.; Guo, H.J.; Guo, J. Effect of cooling rate on microsegregation during solidification of superalloy INCONEL 718 under slow-cooled conditions. Metall. Mater. Trans. B 2018, 49, 1883–1897. [Google Scholar] [CrossRef]
- Liang, G.; Wan, C.; Wu, J.; Zhu, G.; Yu, Y.; Fang, Y. In situ observation of growth behavior and morphology of delta-ferrite as function of solidification rate in an AISI304 stainless steel. Acta Metall. Sin. 2006, 19, 441–448. [Google Scholar] [CrossRef]
- Wang, T.; Wexler, D.; Guo, L.; Wang, Y.; Li, H. In situ observation and phase-field simulation framework of duplex stainless-steel slab during solidification. Materials 2022, 15, 5517. [Google Scholar] [CrossRef] [PubMed]
- Christian, J.W. The Theory of Transformations in Metals and Alloys; Newnes: Oxford, UK, 2002. [Google Scholar]
- Bruna, P.; Crespo, D.; González-Cinca, R.; Pineda, E. On the validity of Avrami formalism in primary crystallization. J. Appl. Phys. 2006, 100, 054907. [Google Scholar] [CrossRef] [Green Version]
- Wang, T.; Phelan, D.; Wexler, D.; Qiu, Z.; Cui, S.; Franklin, M.; Guo, L.; Li, H. New insights of the nucleation and subsequent phase transformation in duplex stainless steel. Mater. Char. 2023, 203, 113115. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | S | Cr | Ni | Mo | Cu | N | Ti | Nb | Al | V | O | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| S33207 | 0.015 | 0.250 | 0.700 | 0.001 | 31.200 | 7.000 | 3.460 | 0.200 | 0.470 | 0.010 | 0.010 | 0.010 | 0.070 | 0.004 | Bal. |
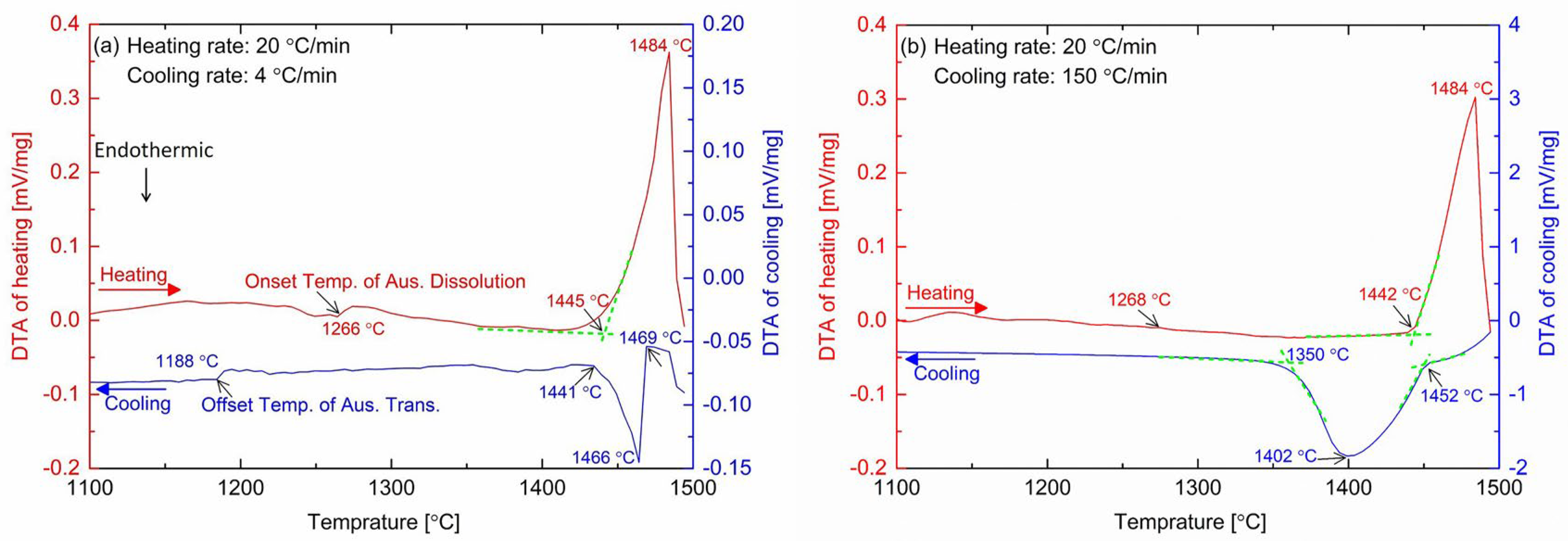
| Specimen | Heating | Cooling | ||
|---|---|---|---|---|
| Tsol. (°C) | Tliq. (°C) | Ton.Soli. (°C) | TPeak.Soli. (°C) | |
| Slow cooling | 1445 | 1484 | 1469 | 1466 |
| Fast cooling | 1442 | 1484 | 1452 | 1402 |
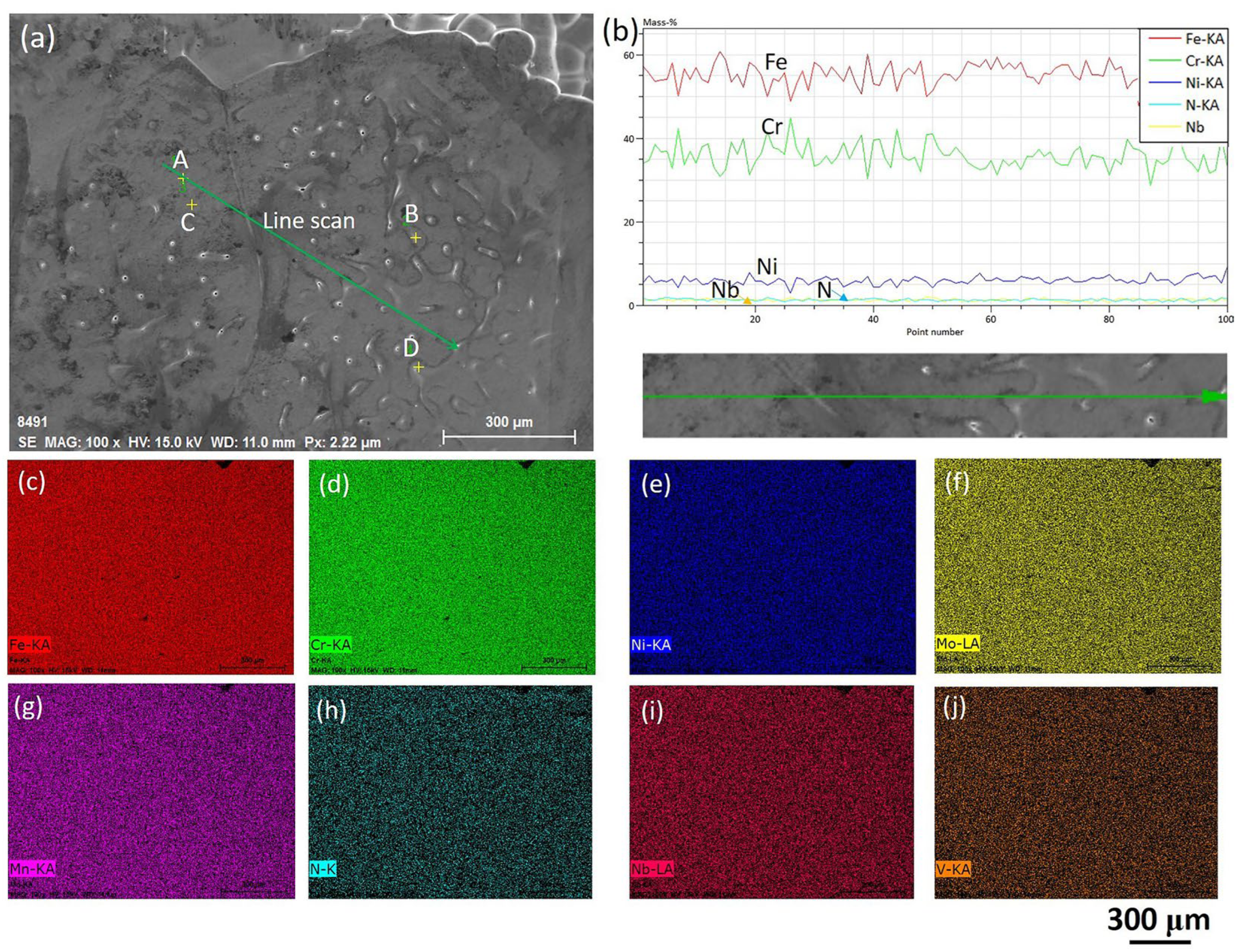
| Point in Figure 7a | Chemical Elements (mass %) | ||||||
|---|---|---|---|---|---|---|---|
| O * | Al | Si | Cr | Ni | Mo | Fe | |
| A | 1.40 | 0.20 | 0.22 | 29.30 | 7.03 | 2.94 | Bal. |
| B | 1.65 | 0.04 | 0.54 | 30.85 | 6.02 | 3.08 | Bal. |
| C | 1.93 | 0.06 | 0.22 | 29.69 | 6.71 | 2.96 | Bal. |
| Mean value | 1.66 | 0.10 | 0.33 | 29.95 | 6.59 | 2.99 | Bal. |
| Sigma | 0.26 | 0.09 | 0.19 | 0.81 | 0.52 | 0.08 | - |
| Sigma mean | 0.15 | 0.05 | 0.11 | 0.47 | 0.30 | 0.04 | - |
| Point in Figure 10a | Chemical Elements (mass %) * | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Al | Si | Ti | V | Cr | Mn | Fe | Ni | Nb | Mo | |
| A | 0.02 | 0.27 | 0.02 | 0.03 | 32.51 | 0.34 | Bal. | 6.43 | 0.10 | 3.22 |
| B | 0.03 | 0.13 | 0.02 | 0.15 | 41.83 | 0.54 | Bal. | 5.59 | 0.06 | 3.99 |
| C | 0.07 | 0.24 | 0.01 | 0.02 | 35.55 | 0.46 | Bal. | 5.57 | 0.09 | 3.41 |
| D | 0.12 | 0.39 | 0.01 | 0.03 | 30.18 | 0.37 | Bal. | 6.93 | 0.16 | 3.00 |
| Mean value | 0.06 | 0.26 | 0.01 | 0.06 | 35.02 | 0.43 | Bal. | 6.13 | 0.10 | 3.41 |
| Sigma | 0.05 | 0.11 | 0.01 | 0.06 | 5.05 | 0.09 | - | 0.67 | 0.04 | 0.42 |
| Sigma mean | 0.02 | 0.05 | 0 | 0.03 | 2.52 | 0.05 | - | 0.33 | 0.02 | 0.21 |
| Condition | Original | Solidification with a CR of 4 °C/min | Solidification with a CR of 150 °C/min |
|---|---|---|---|
| N mass % | 0.470 | 0.012 | 0.131 |
| Points | Phase | Chemical Elements (mass %) | ||||||
|---|---|---|---|---|---|---|---|---|
| N * | C * | Si | Cr | Ni | Mo | Fe | ||
| A | FCC | 0.831 | 0.023 | 0.28 | 30.49 | 7.93 | 2.54 | Bal. |
| B | FCC | 0.55 | 30.26 | 8.17 | 2.18 | Bal. | ||
| Mean value | - | 0.831 | 0.023 | 0.26 | 30.37 | 8.05 | 2.36 | Bal. |
| Sigma | - | - | - | 0.02 | 0.16 | 0.17 | 0.25 | Bal. |
| Sigma mean | - | - | - | 0.02 | 0.12 | 0.12 | 0.18 | Bal. |
| C | BCC | 0.105 | 0.008 | 0.31 | 31.02 | 5.91 | 3.60 | Bal. |
| D | BCC | 0.29 | 30.59 | 6.02 | 3.25 | Bal. | ||
| Mean value | - | 0.105 | 0.008 | 0.30 | 30.80 | 5.96 | 3.42 | Bal. |
| Sigma | - | - | - | 0.01 | 0.31 | 0.08 | 0.24 | Bal. |
| Sigma mean | - | - | - | 0.01 | 0.22 | 0.06 | 0.17 | Bal. |
| E | BCC | 0.105 | 0.008 | 0.26 | 31.45 | 6.22 | 2.66 | Bal. |
| F | Mixed | - | - | 0.32 | 30.30 | 7.05 | 3.34 | Bal. |
| G | FCC | 0.831 | 0.023 | 0.25 | 30.06 | 8.20 | 2.90 | Bal. |
| Mean value | - | - | - | 0.27 | 30.06 | 7.16 | 2.97 | Bal. |
| Sigma | - | - | - | 0.04 | 0.74 | 0.99 | 0.35 | Bal. |
| Sigma mean | - | - | - | 0.02 | 0.43 | 0.57 | 0.20 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Mu, W. Effect of Cooling Rate on Crystallization Behavior during Solidification of Hyper Duplex Stainless Steel S33207: An In Situ Confocal Microscopy Study. Crystals 2023, 13, 1114. https://doi.org/10.3390/cryst13071114
Wang Y, Mu W. Effect of Cooling Rate on Crystallization Behavior during Solidification of Hyper Duplex Stainless Steel S33207: An In Situ Confocal Microscopy Study. Crystals. 2023; 13(7):1114. https://doi.org/10.3390/cryst13071114
Chicago/Turabian StyleWang, Yong, and Wangzhong Mu. 2023. "Effect of Cooling Rate on Crystallization Behavior during Solidification of Hyper Duplex Stainless Steel S33207: An In Situ Confocal Microscopy Study" Crystals 13, no. 7: 1114. https://doi.org/10.3390/cryst13071114
APA StyleWang, Y., & Mu, W. (2023). Effect of Cooling Rate on Crystallization Behavior during Solidification of Hyper Duplex Stainless Steel S33207: An In Situ Confocal Microscopy Study. Crystals, 13(7), 1114. https://doi.org/10.3390/cryst13071114