

Effect of Pore Defects on Very High Cycle Fatigue Behavior of TC21 Titanium Alloy Additively Manufactured by Electron Beam Melting


Abstract
:1. Introduction
2. Experimental Procedures
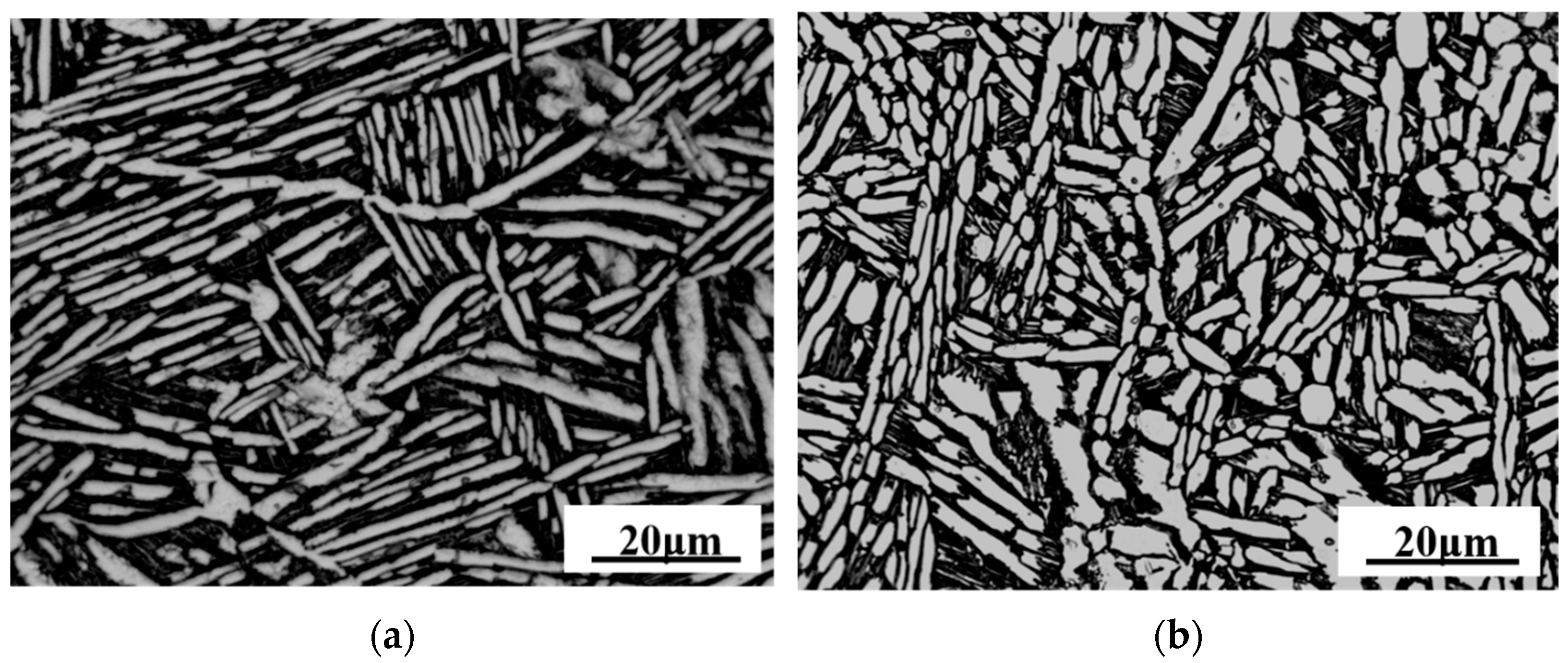
2.1. Materials and Manufacturing
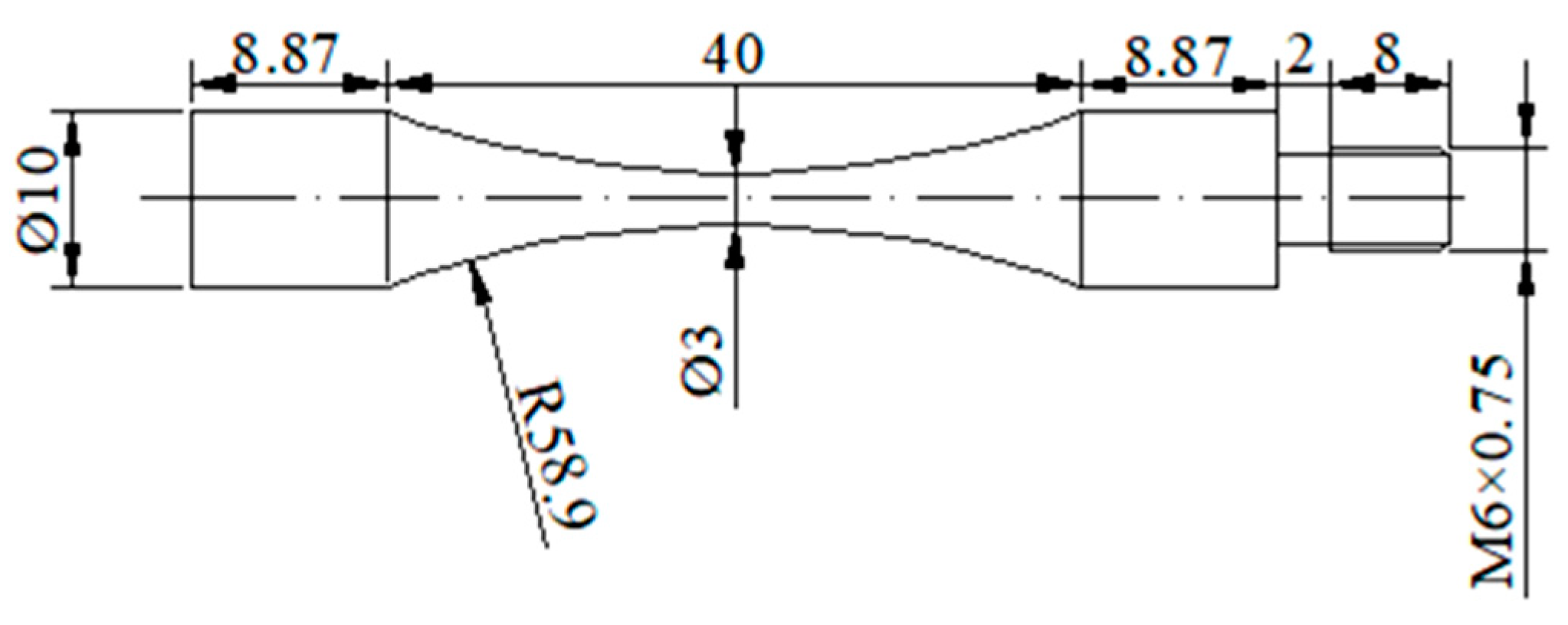
2.2. Ultrasonic Fatigue Test
3. Results
3.1. VHCF Properties
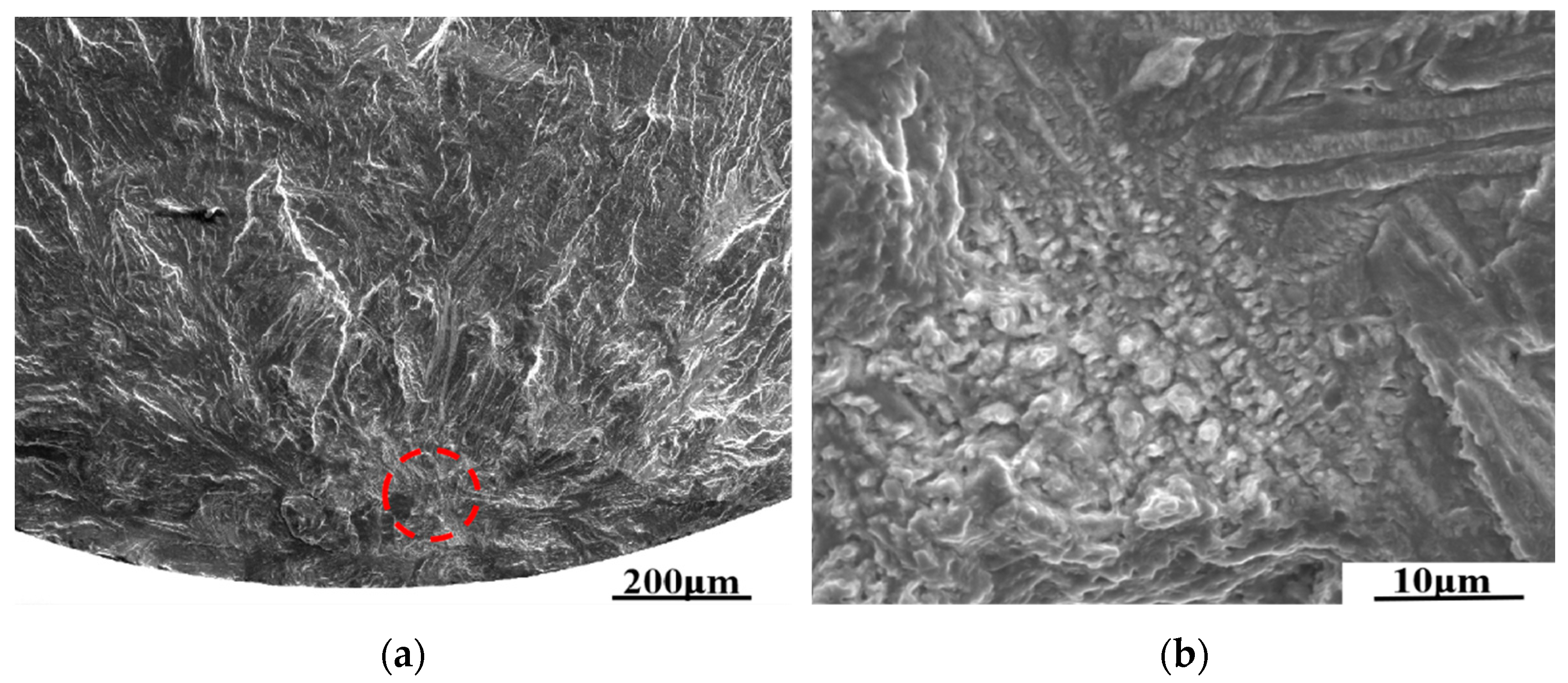
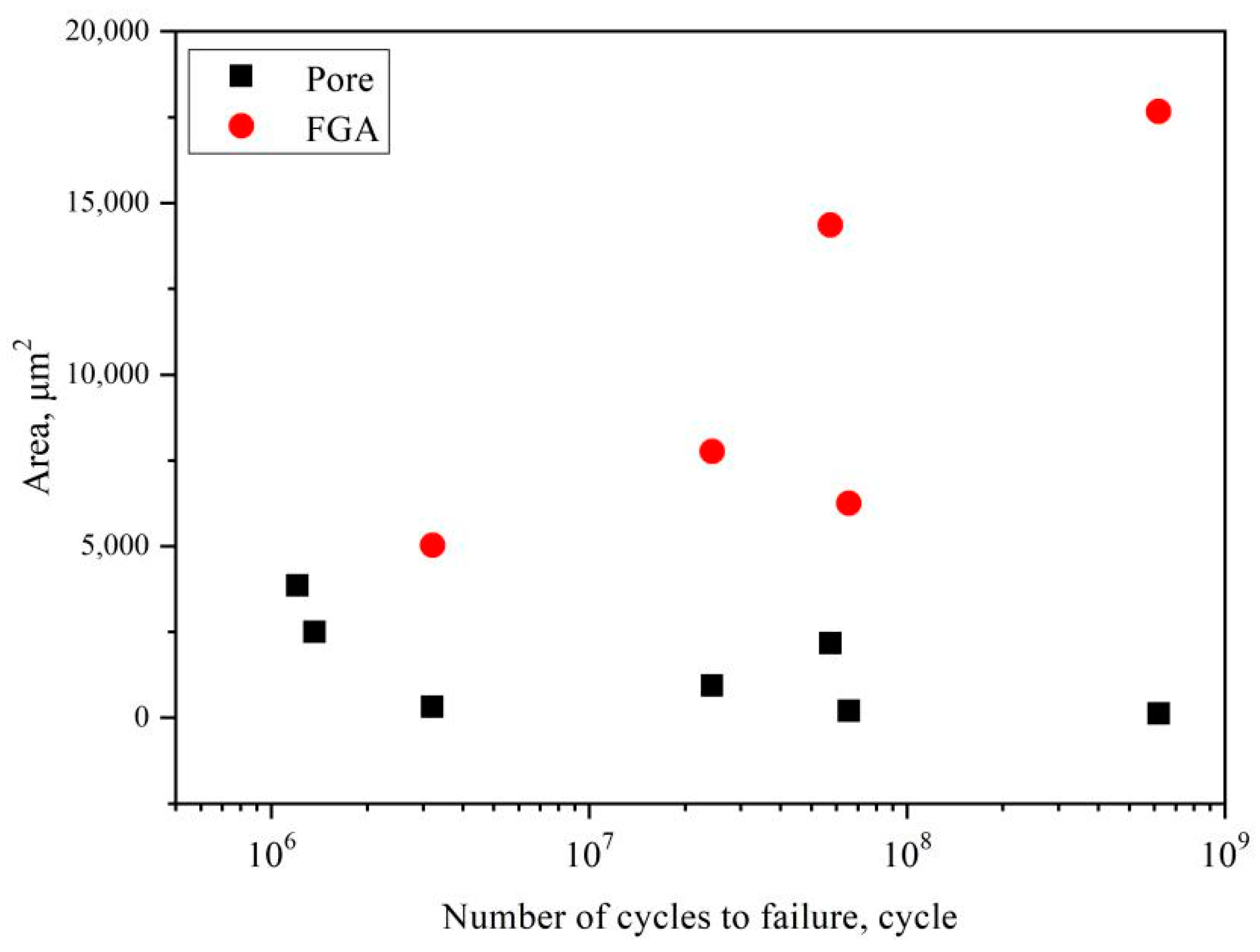
3.2. Fractograph
4. Discussion
4.1. Effect of Defect on Fracture Mechanism
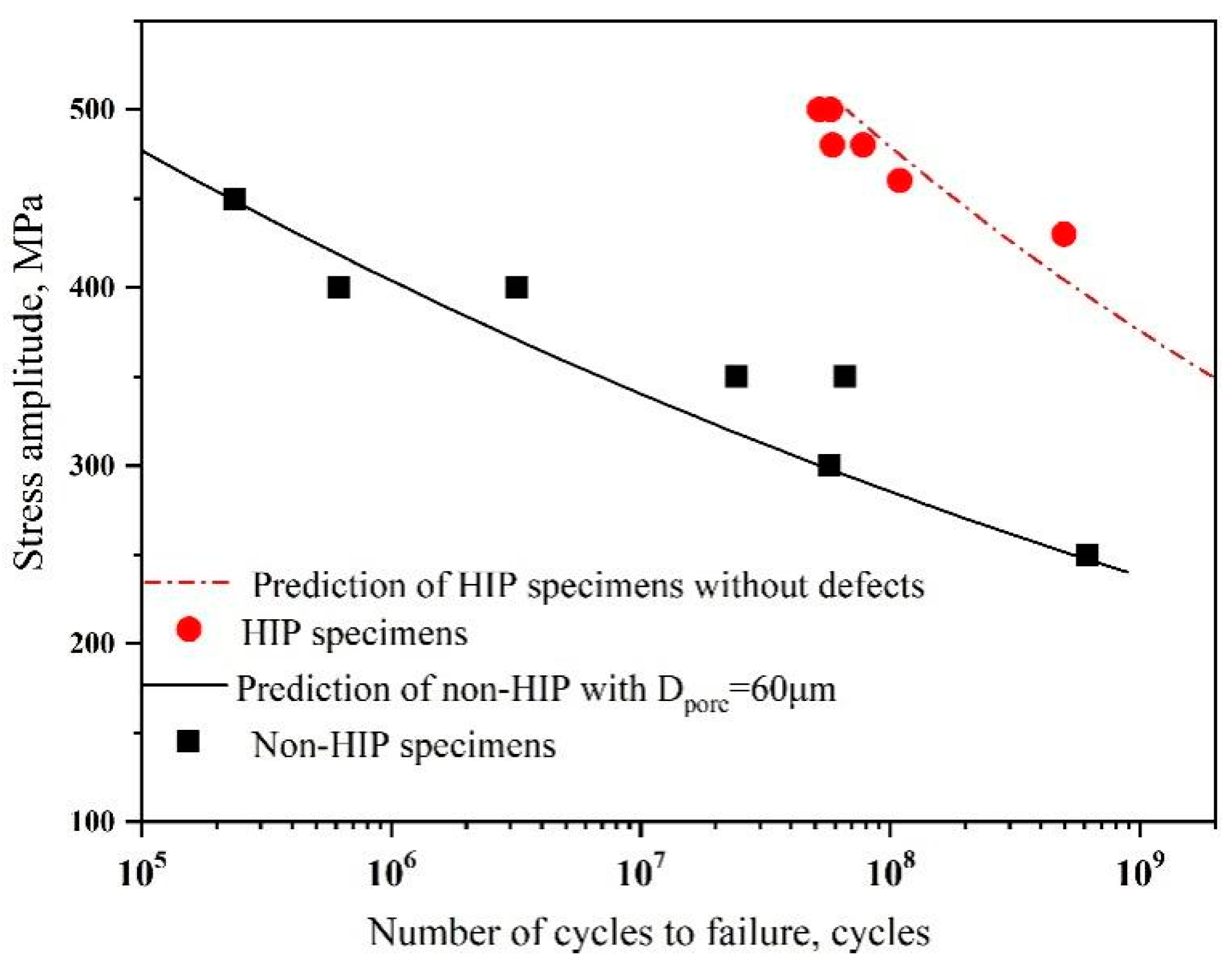
4.2. Effect of Defect on Fatigue Strength
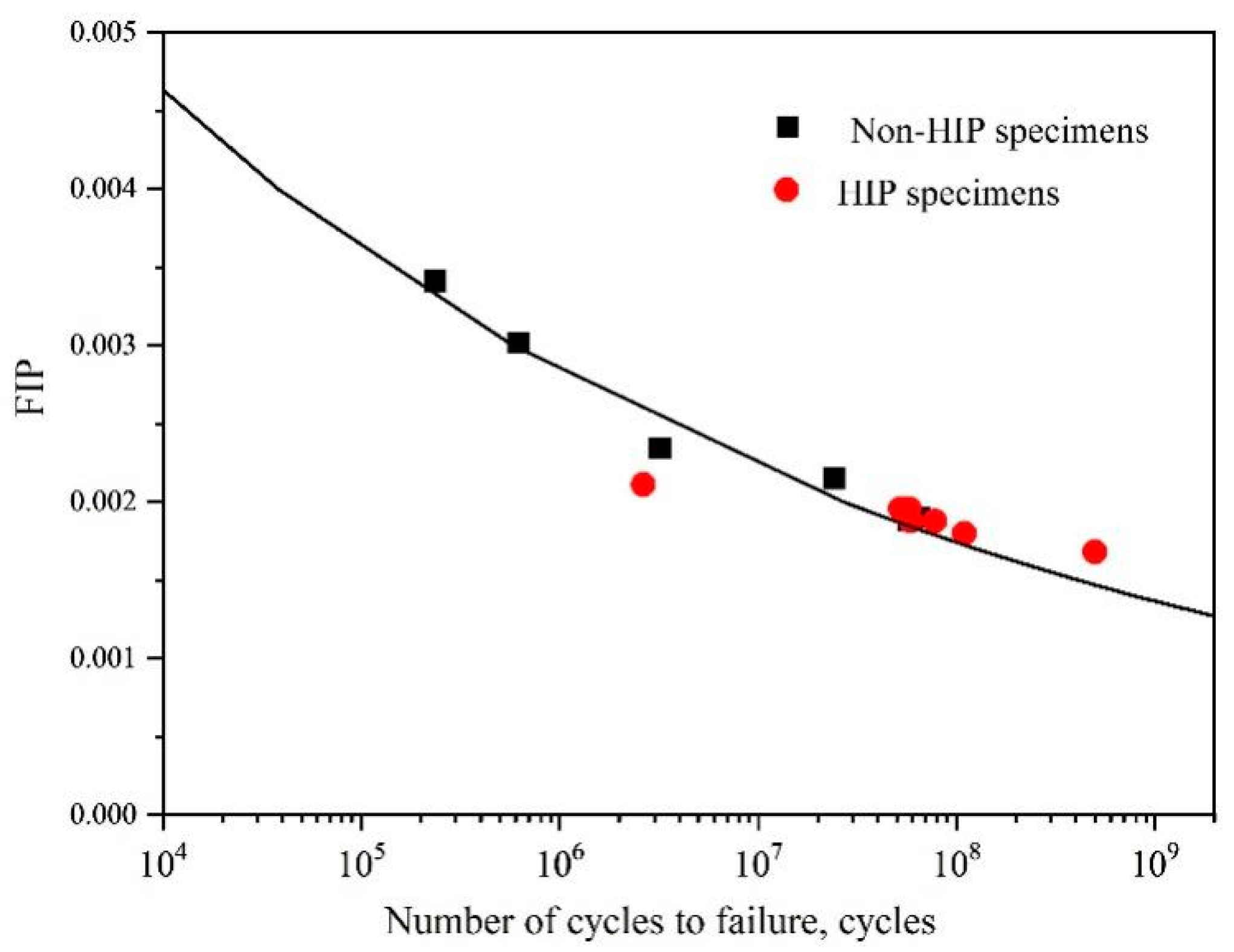
4.3. Effect of Defect on Fatigue Life
5. Conclusions
- (1)
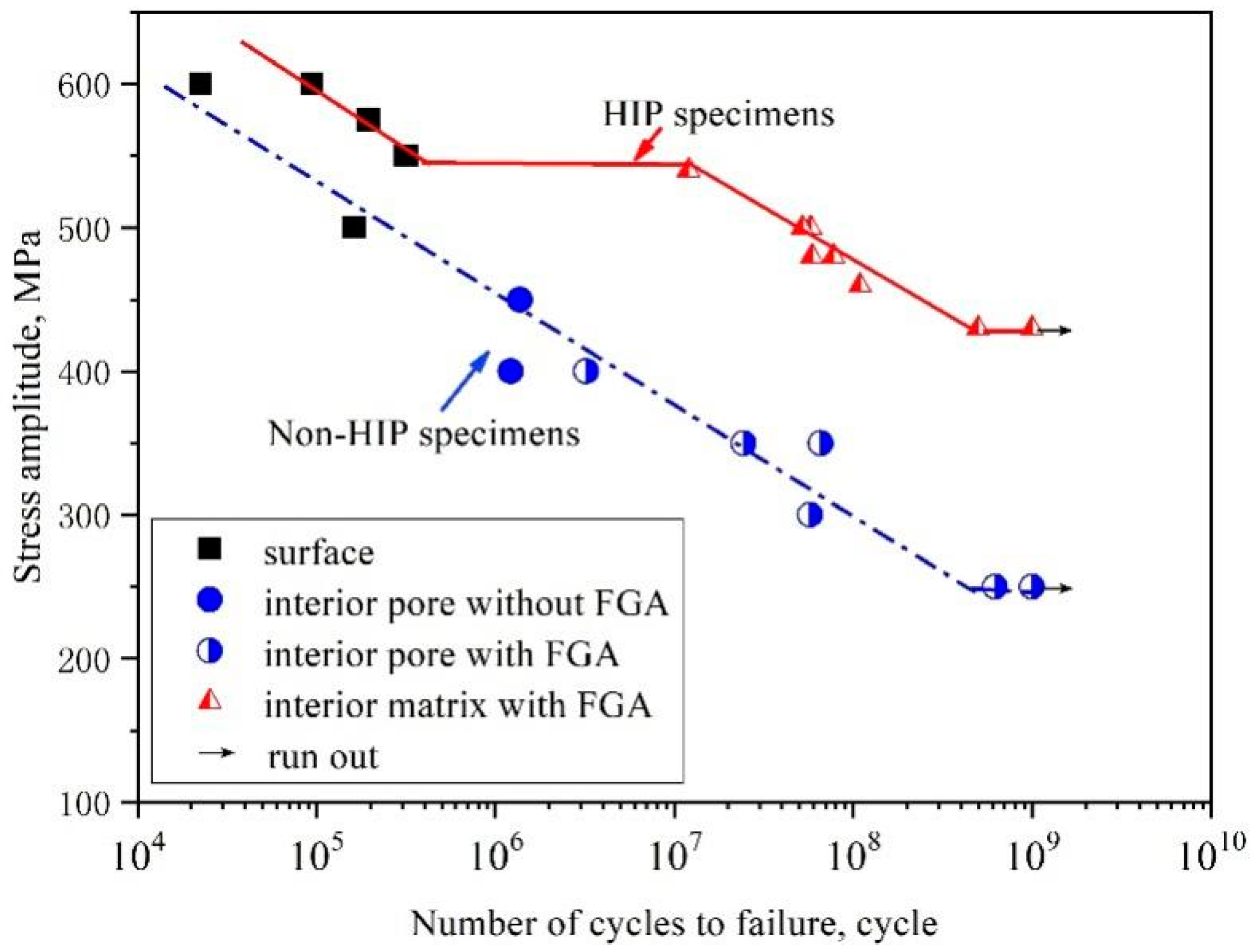
- The curve of the EBM TC21 titanium alloy displayed a continuously descending characteristic in a very high cycle regime, while HIP treatment significantly improved fatigue properties and illustrated two-step curve characteristics similar to the forged ones;
- (2)
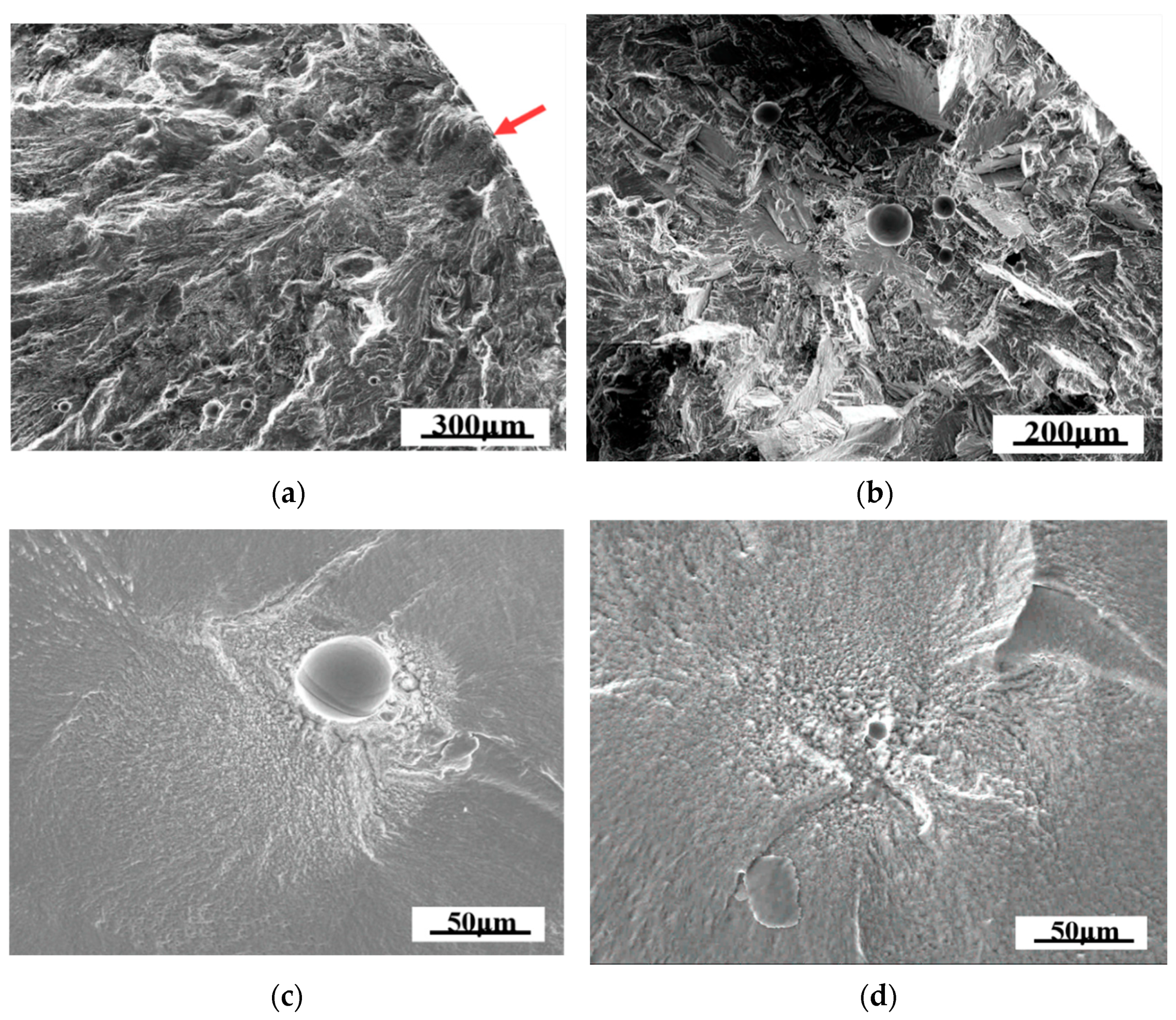
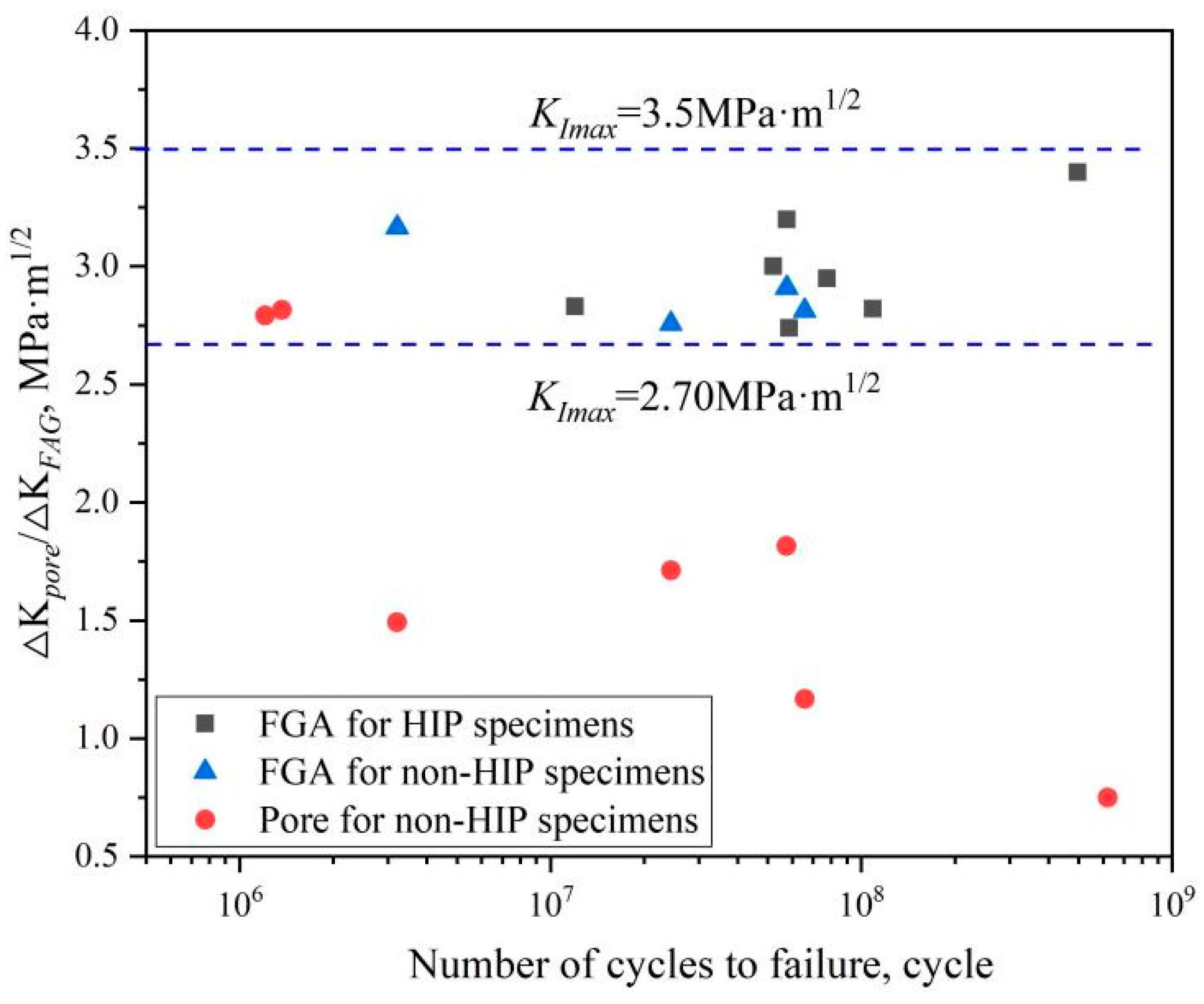
- The VHCF cracks were mainly initiated from the internal pore of the EBM TC21 titanium alloy, whereas cracks were initiated at the inner heterogeneous microstructure for HIP specimens in the very high cycle regime. FGA was observed at the crack initiation site in a very high cycle regime for both non-HIP and HIP specimens. The value of ΔKFGA corresponded with the threshold of stable crack propagation;
- (3)
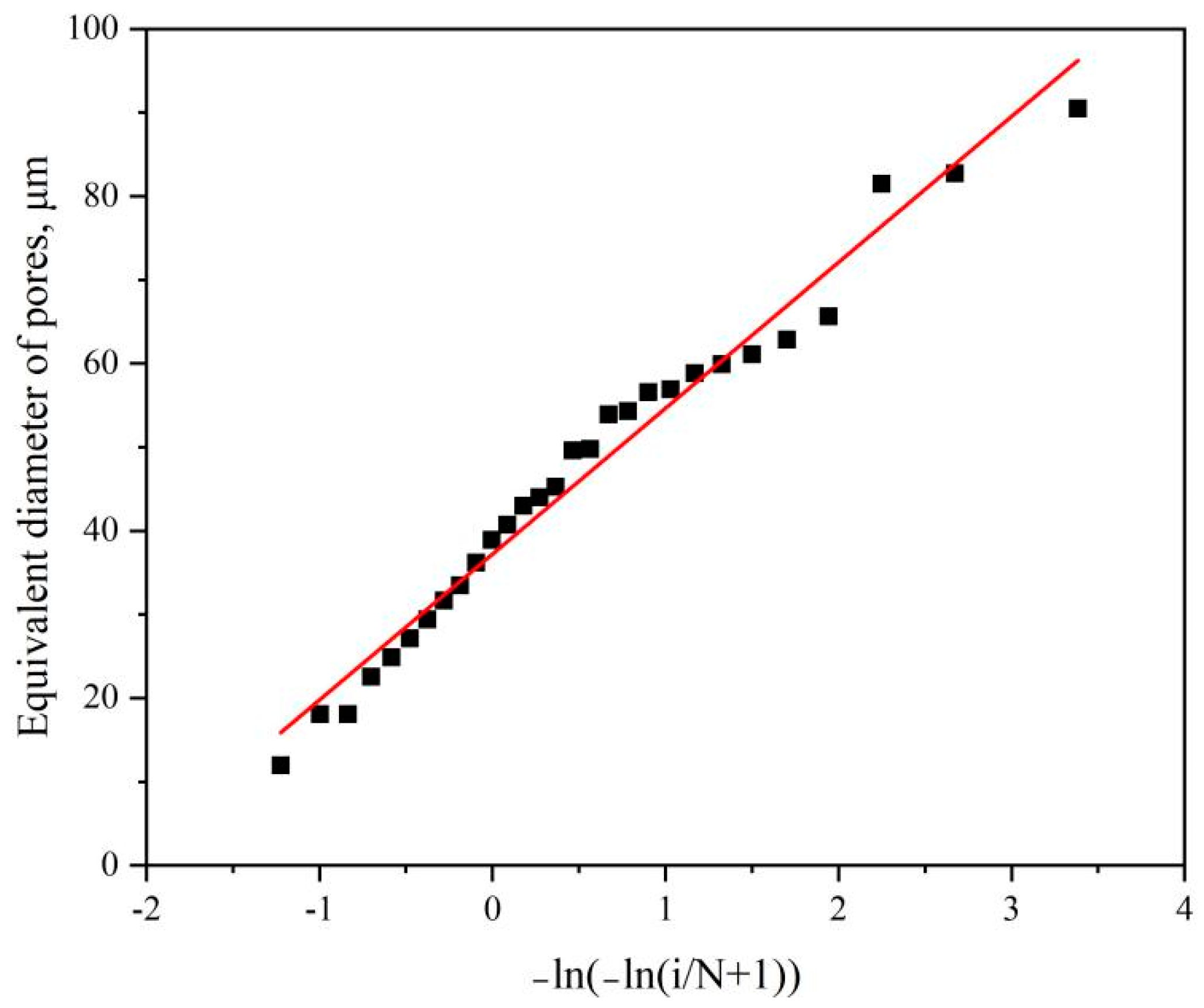
- Based on the Murakami model, the lower limit of fatigue strength for the EBM TC21 titanium alloy was estimated by the statistical extreme value method. Fatigue strength with the average pore size relatively approached the experimental data with an error of 8%. Furthermore, a FIP model based on material defects was established to predict fatigue life for non-HIP and HIP specimens, which agreed well with the experimental data.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, Q.; Sun, Q.; Xin, S.; Chen, Y.; Wu, C.; Wang, H.; Xu, J.; Wan, M.; Zeng, W.; Zhao, Y. High-strength titanium alloys for aerospace engineering applications: A review on melting-forging process. Mater. Sci. Eng. A 2022, 845, 143260. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, H.; Xue, J.; Jia, Q.; Wu, Y.; Li, F.; Guo, W. Microstructure transformed by heat treatment to improve fatigue property of laser solid formed Ti6Al4V titanium alloy. Mater. Sci. Eng. A 2023, 865, 144363. [Google Scholar] [CrossRef]
- Tran, T.Q.; Chinnappan, A.; Lee, J.K.Y.; Loc, N.H.; Tran, L.T.; Wang, G.; Kumar, V.V.; Jayathilaka, W.A.D.M.; Ji, D.; Doddamani, M.; et al. 3D printing of highly pure copper. Metals 2019, 9, 756. [Google Scholar] [CrossRef]
- Wang, J.; Pan, Z.; Wang, Y.; Wang, L.; Su, L.; Cuiuri, D.; Zhao, Y.; Li, H. Evolution of crystallographic orientation, precipitation, phase transformation and mechanical properties realized by enhancing deposition current for dual-wire arc additive manufactured Ni-rich NiTi alloy. Addit. Manuf. 2020, 34, 101240. [Google Scholar] [CrossRef]
- Galarraga, H.; Warren, R.; Lados, D.; Dehoff, R.; Kirka, M.; Nandwana, P. Effects of heat treatments on microstructure and properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting (EBM). Mater. Sci. Eng. A 2017, 685, 417–428. [Google Scholar] [CrossRef]
- Gao, T.; Xue, H.; Sun, Z.; Retraint, D.; He, Y. Micromechanisms of crack initiation of a Ti-8Al-1Mo-1V alloy in the very high cycle fatigue regime. Int. J. Fatigue 2021, 150, 106314. [Google Scholar] [CrossRef]
- Liu, F.; Peng, H.; Liu, Y.; Wang, C.; Wang, Q.; Chen, Y. Crack initiation mechanism of titanium alloy in very high cycle fatigue regime at 400 °C considering stress ratio effect. Int. J. Fatigue 2022, 163, 107012. [Google Scholar] [CrossRef]
- Hrabe, N.; Gnäupel-Herold, T.; Quinn, T. Fatigue properties of a titanium alloy (Ti–6Al–4V) fabricated via electron beam melting (EBM): Effects of internal defects and residual stress. Int. J. Fatigue 2017, 94, 202–210. [Google Scholar] [CrossRef]
- Chern, A.; Nandwana, P.; Yuan, T.; Kirka, M.; Dehoff, R.; Liaw, P.; Duty, C. A review on the fatigue behavior of Ti-6Al-4V fabricated by electron beam melting additive manufacturing. Int. J. Fatigue 2019, 119, 173–184. [Google Scholar] [CrossRef]
- Romano, S.; Brückner-Foit, A.; Brandão, A.; Gumpinger, J.; Ghidini, T.; Beretta, S. Fatigue properties of AlSi10Mg obtained by additive manufacturing: Defect-based modelling and prediction of fatigue strength. Eng. Fract. Mech. 2018, 187, 165–189. [Google Scholar] [CrossRef]
- Niu, X.; Zhu, S.P.; He, J.C.; Liao, D.; Correia, J.A.; Berto, F.; Wang, Q. Defect tolerant fatigue assessment of AM materials: Size effect and probabilistic prospects. Int. J. Fatigue 2022, 160, 106884. [Google Scholar] [CrossRef]
- He, J.C.; Zhu, S.P.; Luo, C.; Niu, X.; Wang, Q. Size effect in fatigue modelling of defective materials: Application of the calibrated weakest-link theory. Int. J. Fatigue 2022, 165, 107213. [Google Scholar] [CrossRef]
- Li, H.; Tian, Z.; Zheng, J.; Huang, K.; Nie, B.; Xu, W.; Zhao, Z. A defect-based fatigue life estimation method for laser additive manufactured Ti-6Al-4V alloy at elevated temperature in very high cycle regime. Int. J. Fatigue 2023, 167, 107375. [Google Scholar] [CrossRef]
- Günther, J.; Krewerth, D.; Lippmann, T.; Leuders, S.; Tröster, T.; Weidner, A.; Biermann, H.; Niendorf, T. Fatigue life of additively manufactured Ti–6Al–4V in the very high cycle fatigue regime. Int. J. Fatigue 2017, 94, 236–245. [Google Scholar] [CrossRef]
- Jiang, Q.; Li, S.; Zhou, C.; Zhang, B.; Zhang, Y. Effects of laser shock peening on the ultra-high cycle fatigue performance of additively manufactured Ti6Al4V alloy. Opt. Laser Technol. 2021, 144, 107391. [Google Scholar] [CrossRef]
- Du, L.; Qian, G.; Zheng, L.; Hong, Y. Influence of processing parameters of selective laser melting on high-cycle and very-high-cycle fatigue behaviour of Ti-6Al-4V. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 240–256. [Google Scholar] [CrossRef]
- Qian, G.; Li, Y.; Paolino, D.; Tridello, A.; Berto, F.; Hong, Y. Very-high-cycle fatigue behavior of Ti-6Al-4V manufactured by selective laser melting: Effect of build orientation. Int. J. Fatigue 2020, 136, 105628. [Google Scholar] [CrossRef]
- Chi, W.; Wang, W.; Li, Y.; Xu, W.; Sun, C. Defect induced cracking and modeling of fatigue strength for an additively manufactured Ti-6Al-4V alloy in very high cycle fatigue regime. Theor. Appl. Fract. Mec. 2022, 119, 103380. [Google Scholar] [CrossRef]
- Shui, X.; Yamanaka, K.; Mori, M.; Nagata, Y.; Kurita, K.; Chiba, A. Effects of post-processing on cyclic fatigue response of a titanium alloy additively manufactured by electron beam melting. Mater. Sci. Eng. A 2017, 680, 239–248. [Google Scholar] [CrossRef]
- Sun, C.; Chi, W.; Wang, W.; Duan, Y. Characteristic and mechanism of crack initiation and early growth of an additively manufactured Ti-6Al-4V in very high cycle fatigue regime. Int. J. Mech. Sci. 2021, 205, 106591. [Google Scholar] [CrossRef]
- Caivano, R.; Tridello, A.; Chiandussi, G.; Qian, G.; Paolino, D.; Berto, F. Very high cycle fatigue (VHCF) response of additively manufactured materials: A review. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 2919–2943. [Google Scholar] [CrossRef]
- Nie, B.; Liu, S.; Wu, Y.; Song, Y.; Qi, H.; Shi, B.; Zhao, Z.; Chen, D. Very High Cycle Fatigue Damage of TC21 titanium alloy under high/low two-step stress loading. Crystals 2023, 13, 139. [Google Scholar] [CrossRef]
- Yang, K.; He, C.; Huang, Q. Very high cycle fatigue behaviors of a turbine engine blade alloy at various stress ratios. Int. J. Fatigue 2017, 99, 35–43. [Google Scholar] [CrossRef]
- Bathias, C. Piezoelectric fatigue testing machines and devices. Int. J. Fatigue 2006, 28, 1438–1445. [Google Scholar] [CrossRef]
- Nie, B.; Zhao, Z.; Chen, D.; Liu, S.; Lu, M.; Zhang, J.; Liang, F. Effect of basketweave microstructure on very high cycle fatigue behavior of TC21 titanium alloy. Metals 2018, 8, 401. [Google Scholar] [CrossRef]
- Nie, B.; Zhao, Z.; Liu, S.; Chen, D.; Ouyang, Y.; Hu, Z.; Fan, T.; Sun, H. Very high cycle fatigue behavior of a directionally solidified Ni-base superalloy DZ4. Materials 2018, 11, 98. [Google Scholar] [CrossRef]
- Zhao, A.; Xie, J.; Sun, C.; Lei, Z.; Hong, Y. Prediction of threshold value for FGA formation. Mater. Sci. Eng. A 2011, 528, 6872–6877. [Google Scholar] [CrossRef]
- Hong, Y.; Liu, X.; Lei, Z.; Sun, C. The formation mechanism of characteristic region at crack initiation for very-high-cycle fatigue of high-strength steels. Int. J. Fatigue 2016, 89, 108–118. [Google Scholar] [CrossRef]
- Zhang, H.; Yu, F.; Li, S.; He, E. Fine granular area formation by damage-induced shear strain localization in very-high-cycle fatigue. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 2489–2502. [Google Scholar] [CrossRef]
- Chai, G.; Zhou, N.; Ciurea, S.; Andersson, M.; Peng, R. Local plasticity exhaustion in a very high cycle fatigue regime. Scr. Mater. 2012, 66, 769–772. [Google Scholar] [CrossRef]
- Du, L.; Pan, X.; Qian, G.; Zheng, L.; Hong, Y. Crack initiation mechanisms under two stress ratios up to very-high-cycle fatigue regime for a selective laser melted Ti-6Al-4V. Int. J. Fatigue 2021, 149, 106294. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Zr | Mo | Cr | Nb | Sn | O | H | Ti |
|---|---|---|---|---|---|---|---|---|
| 6.26 | 2.13 | 2.38 | 0.96 | 1.84 | 1.87 | 0.092 | 0.0043 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; Liu, S.; Liao, B.; Nie, B.; Shi, B.; Qi, H.; Chen, D.; Liu, F. Effect of Pore Defects on Very High Cycle Fatigue Behavior of TC21 Titanium Alloy Additively Manufactured by Electron Beam Melting. Crystals 2023, 13, 1327. https://doi.org/10.3390/cryst13091327
Li Q, Liu S, Liao B, Nie B, Shi B, Qi H, Chen D, Liu F. Effect of Pore Defects on Very High Cycle Fatigue Behavior of TC21 Titanium Alloy Additively Manufactured by Electron Beam Melting. Crystals. 2023; 13(9):1327. https://doi.org/10.3390/cryst13091327
Chicago/Turabian StyleLi, Qingdong, Shuai Liu, Binbin Liao, Baohua Nie, Binqing Shi, Haiying Qi, Dongchu Chen, and Fangjun Liu. 2023. "Effect of Pore Defects on Very High Cycle Fatigue Behavior of TC21 Titanium Alloy Additively Manufactured by Electron Beam Melting" Crystals 13, no. 9: 1327. https://doi.org/10.3390/cryst13091327
APA StyleLi, Q., Liu, S., Liao, B., Nie, B., Shi, B., Qi, H., Chen, D., & Liu, F. (2023). Effect of Pore Defects on Very High Cycle Fatigue Behavior of TC21 Titanium Alloy Additively Manufactured by Electron Beam Melting. Crystals, 13(9), 1327. https://doi.org/10.3390/cryst13091327