


Investigation of Hardness and Microanalysis of Sintered Aluminum-Based Supplemented Metal Matrix Machined Composites

 , ,
, ,
Abstract
:1. Introduction
2. Methodology
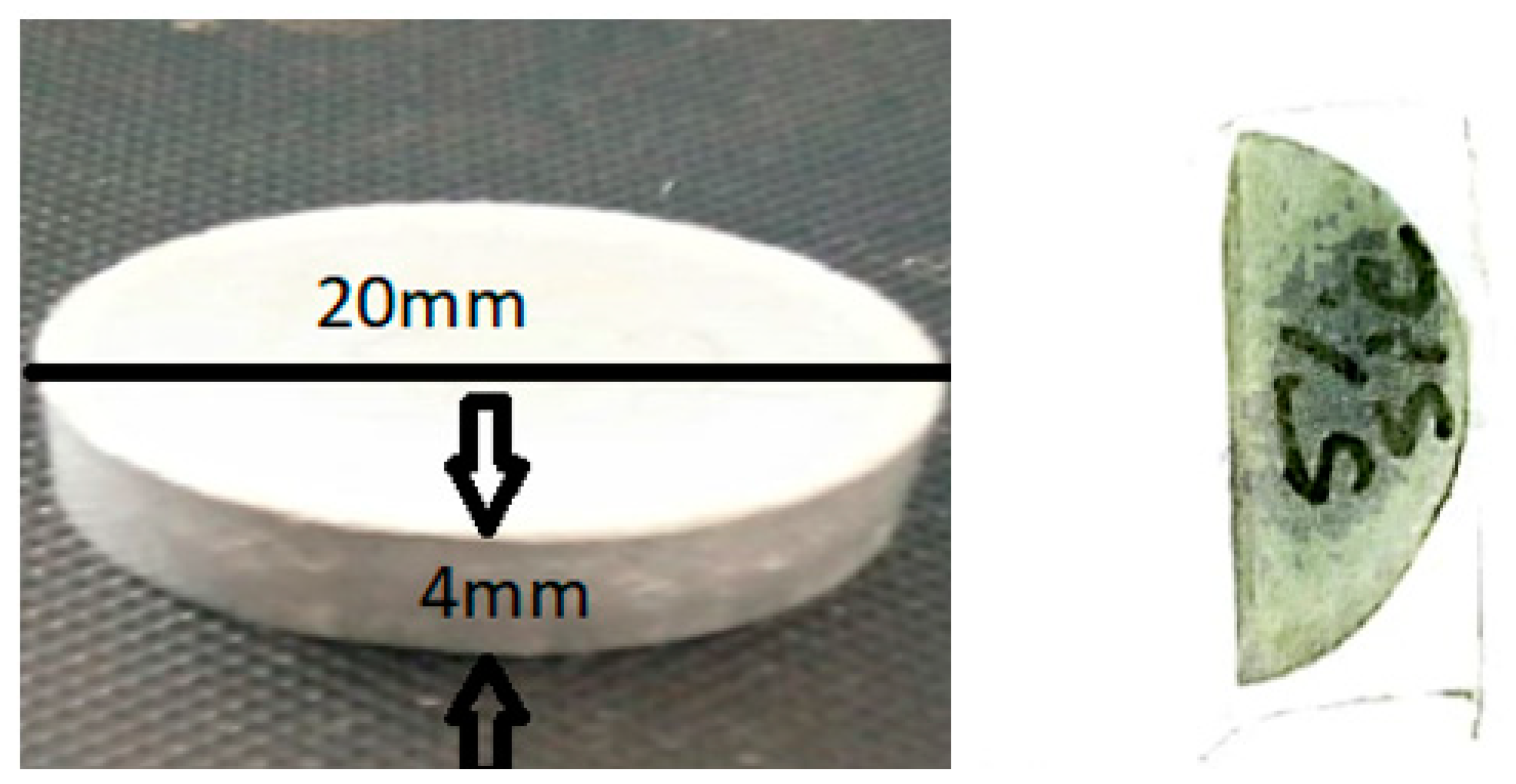
2.1. Sample Preparation
2.2. Machining of Samples
3. Results and Discussions
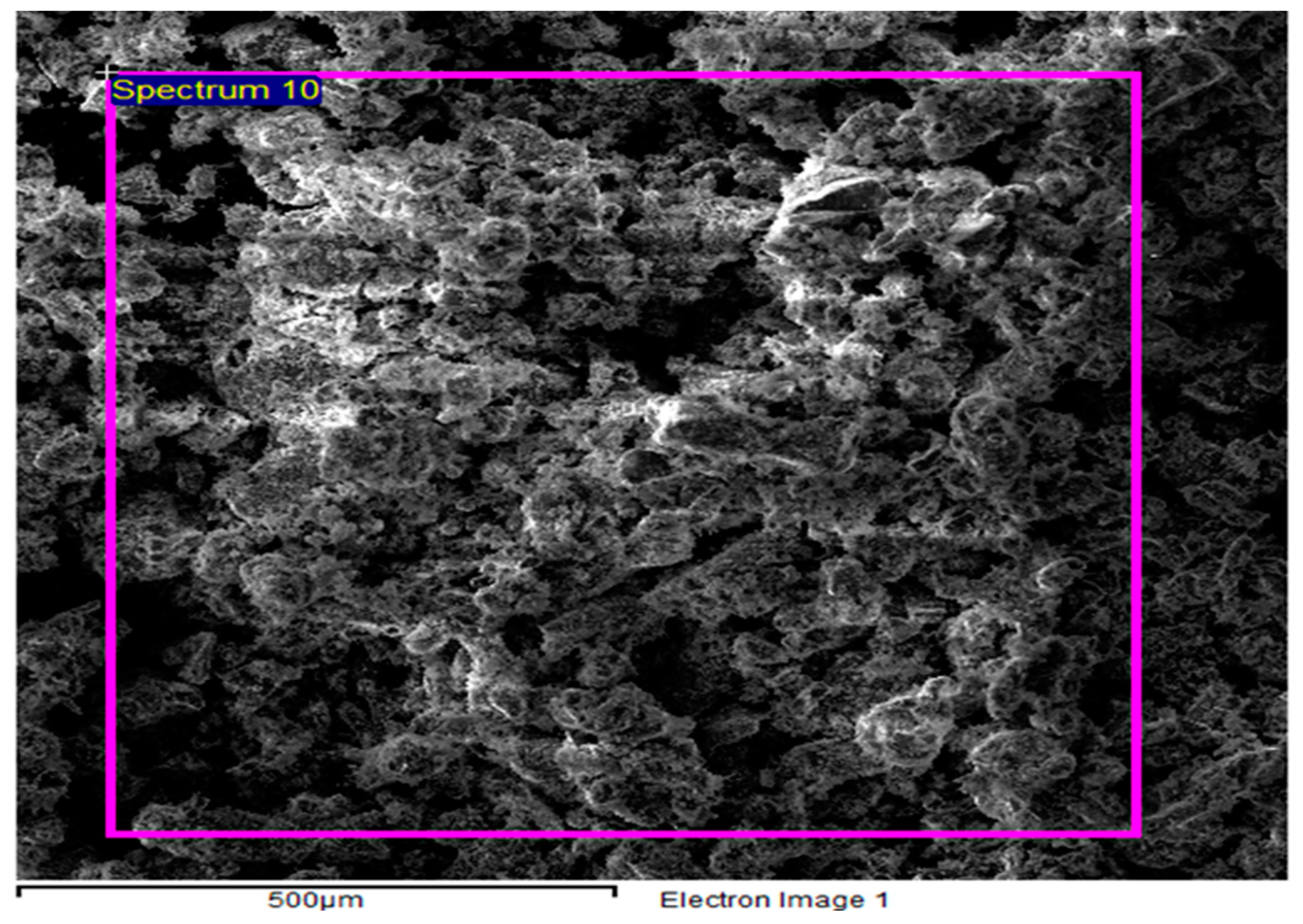
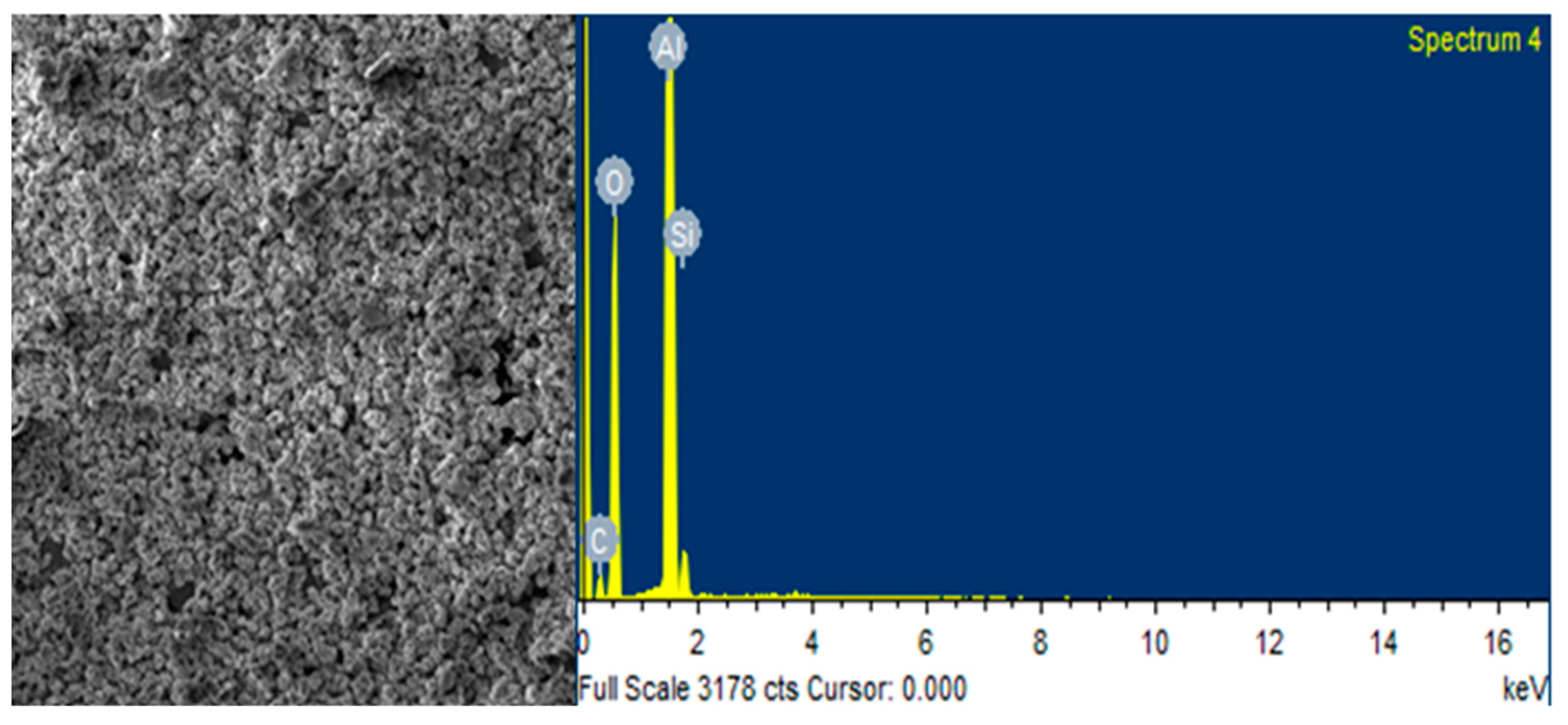
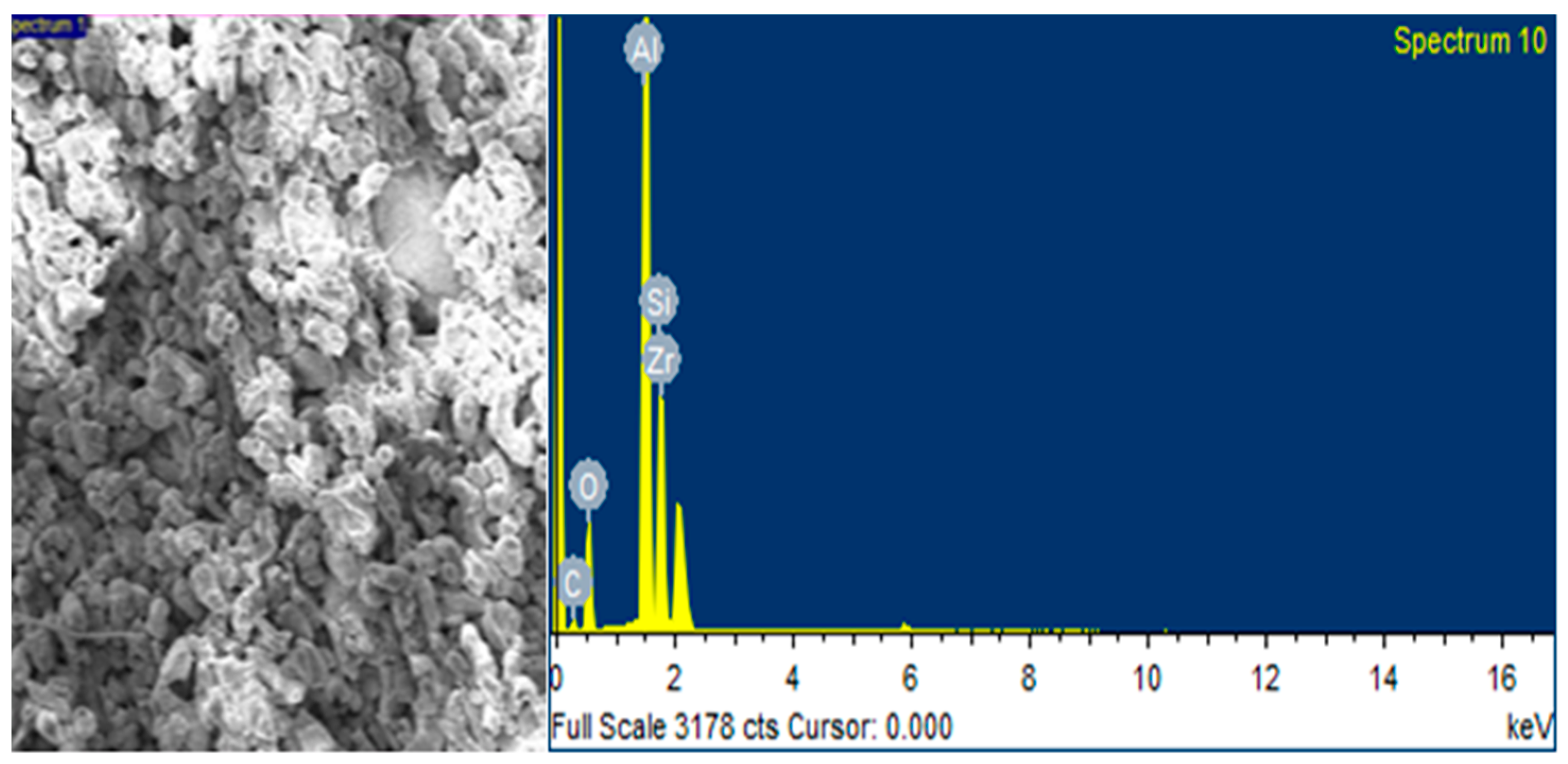
3.1. EDS Analysis of Samples
3.2. Porosity
3.3. Hardness of Machined Samples
3.4. Regression Analysis for Hardness of Machined Samples
3.5. Recast Layer
4. Conclusions
- ➢
- EDS examination confirms the presence of SiC and ZrSiO4 in the aluminum matrix machined samples, where the distribution of reinforcements is inferred from elemental analysis.
- ➢
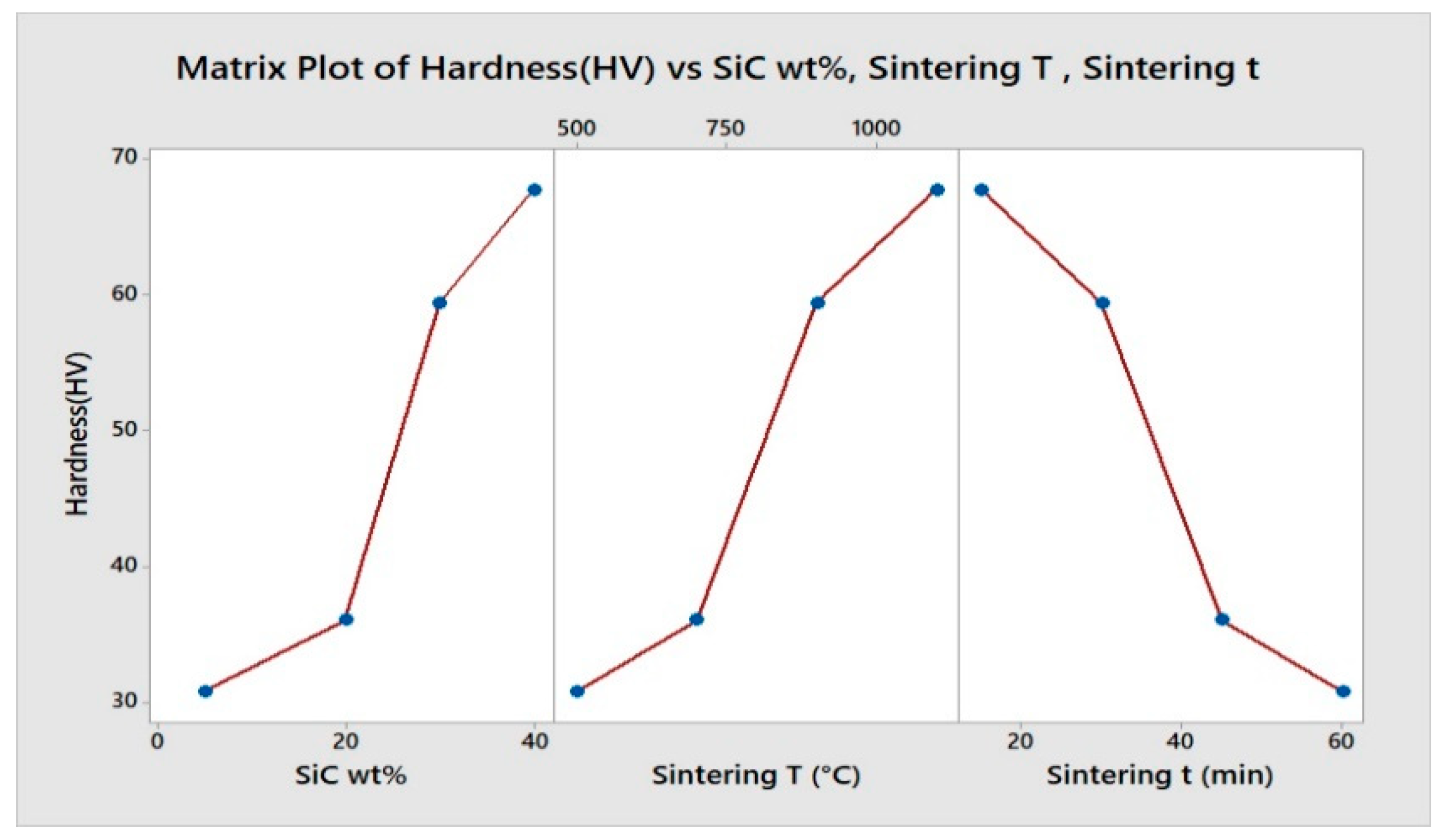
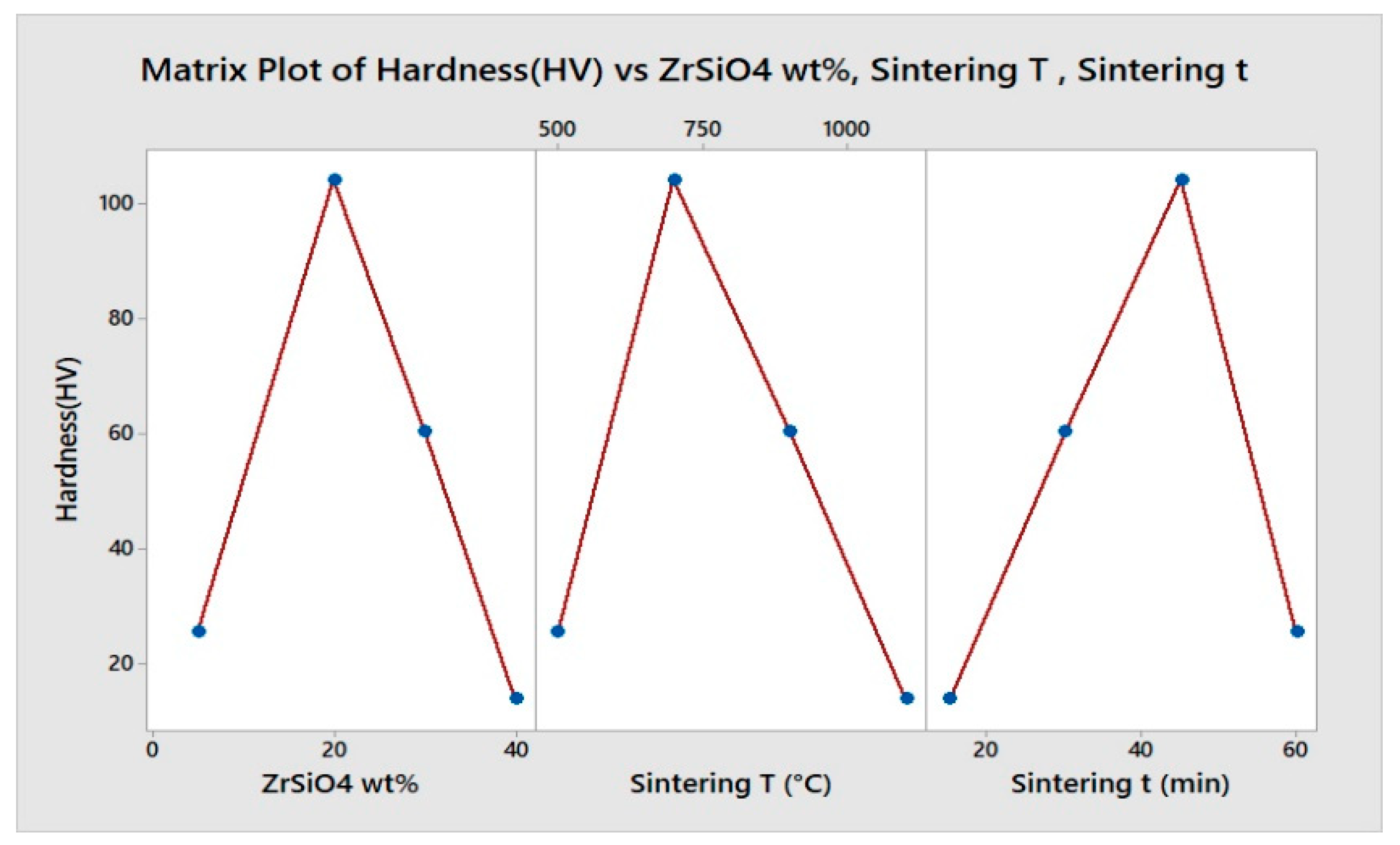
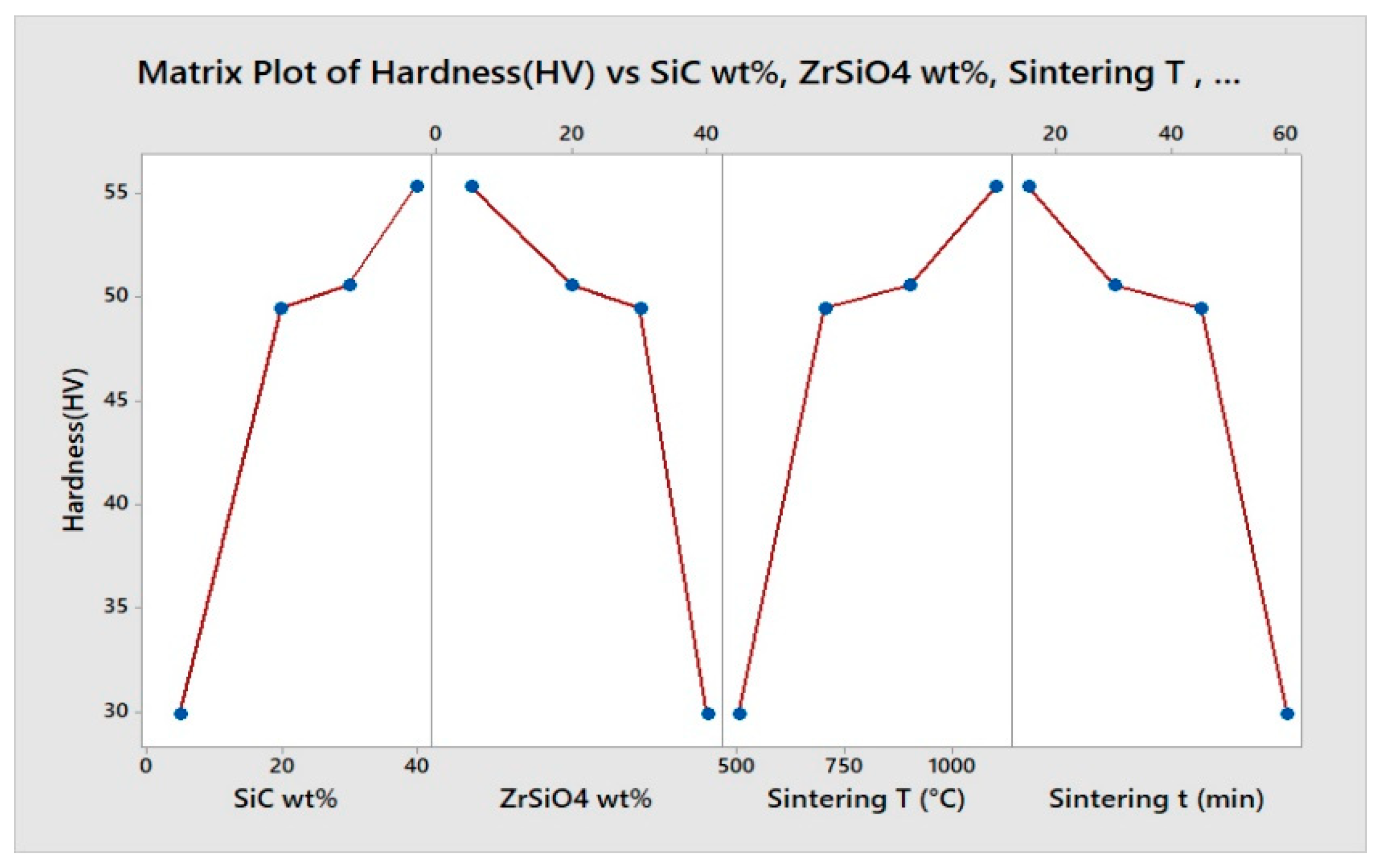
- The current investigation found that the machinability of each sample varies with wt%, the hardness of machined AMMCs is significantly affected by wt% of supplements, both individually and collectively. Since the strength of AMMCs must be improved [45], the high wt% of brittle SiC and ZrSiO4 was added to the matrix alloy; optimal machining conditions are required. The machined profile becomes harder as the SiC weight percentage rises.
- ➢
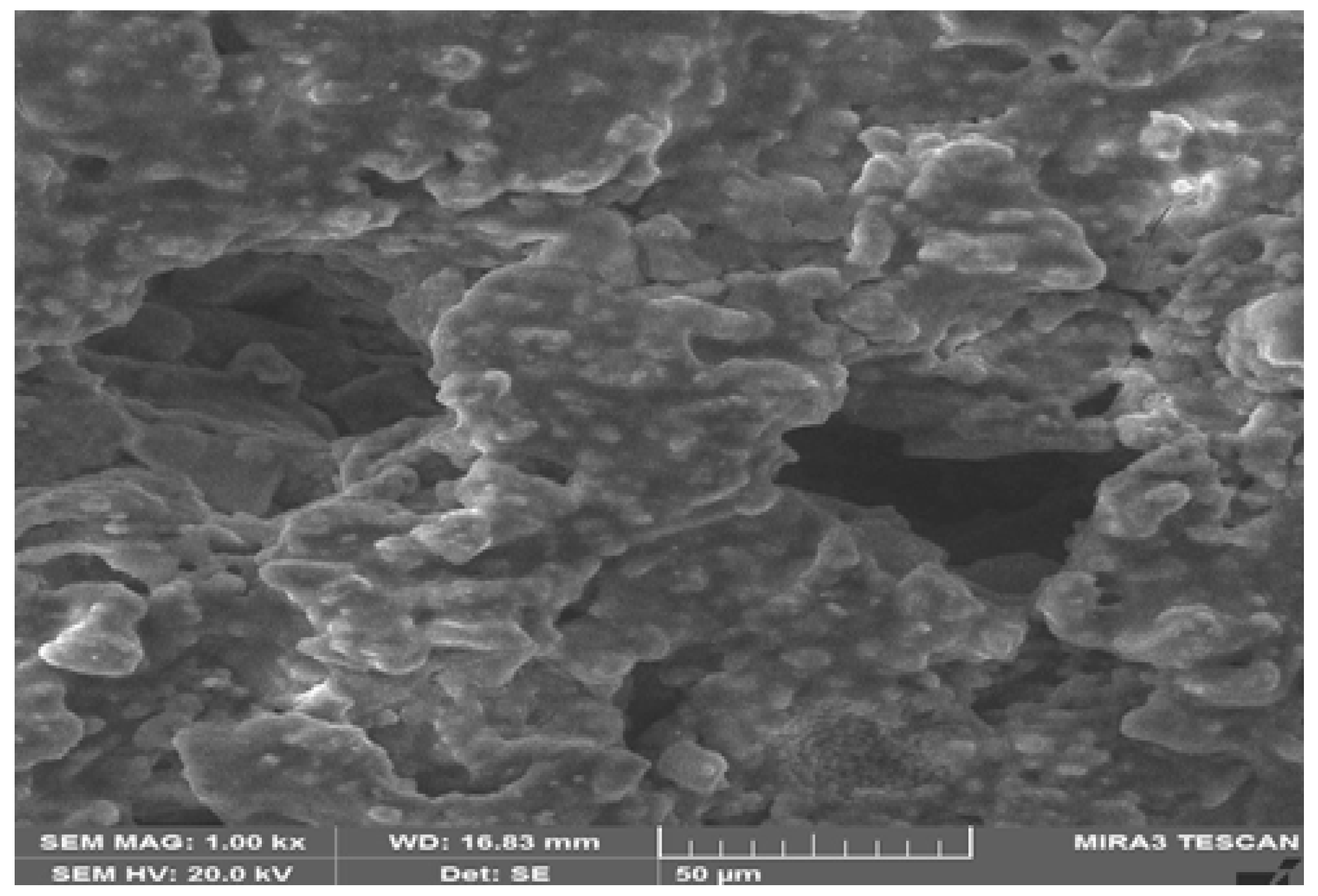
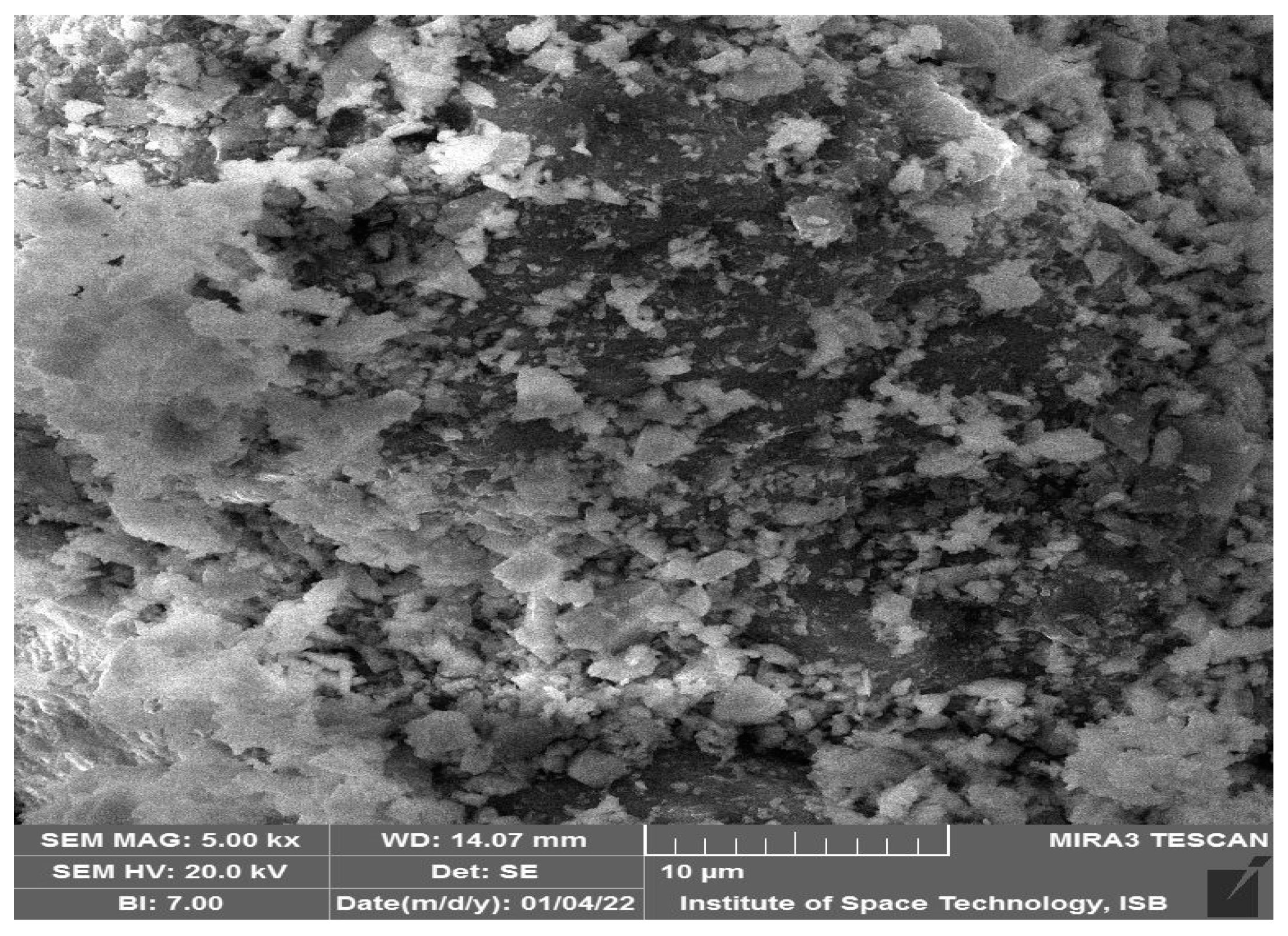
- The morphology of the AMMCs changes as a result of the addition of different reinforcements to the metal matrix.
- ➢
- Particulate-rich and particulate-depleted zones are formed by the aggregation or clustering of the supplements of various shapes and sizes. This is a result of liquid phase sintering occurring at higher temperatures, specifically 1100 °C, which causes heterogeneous distribution and, ultimately, agglomeration and segregation [46].
- ➢
- During sintering, supplements mix with molten matrix material at high temperatures in the liquid phase to create detrimental phases. Because SiC (3.21 g/cm3) and ZrSiO4 (4.56 g/cm3) have different densities, aggregation occurs as the reinforcement particles slide on the molten metal. This can be prevented by using a two-stage addition of reinforcement particles [47], as opposed to the single-stage addition used here.
- ➢
- As there is no significant relationship between sintering time and compaction pressure, sintering time for both machined and sintered samples does not significantly affect the hardness of either [48].
- ➢
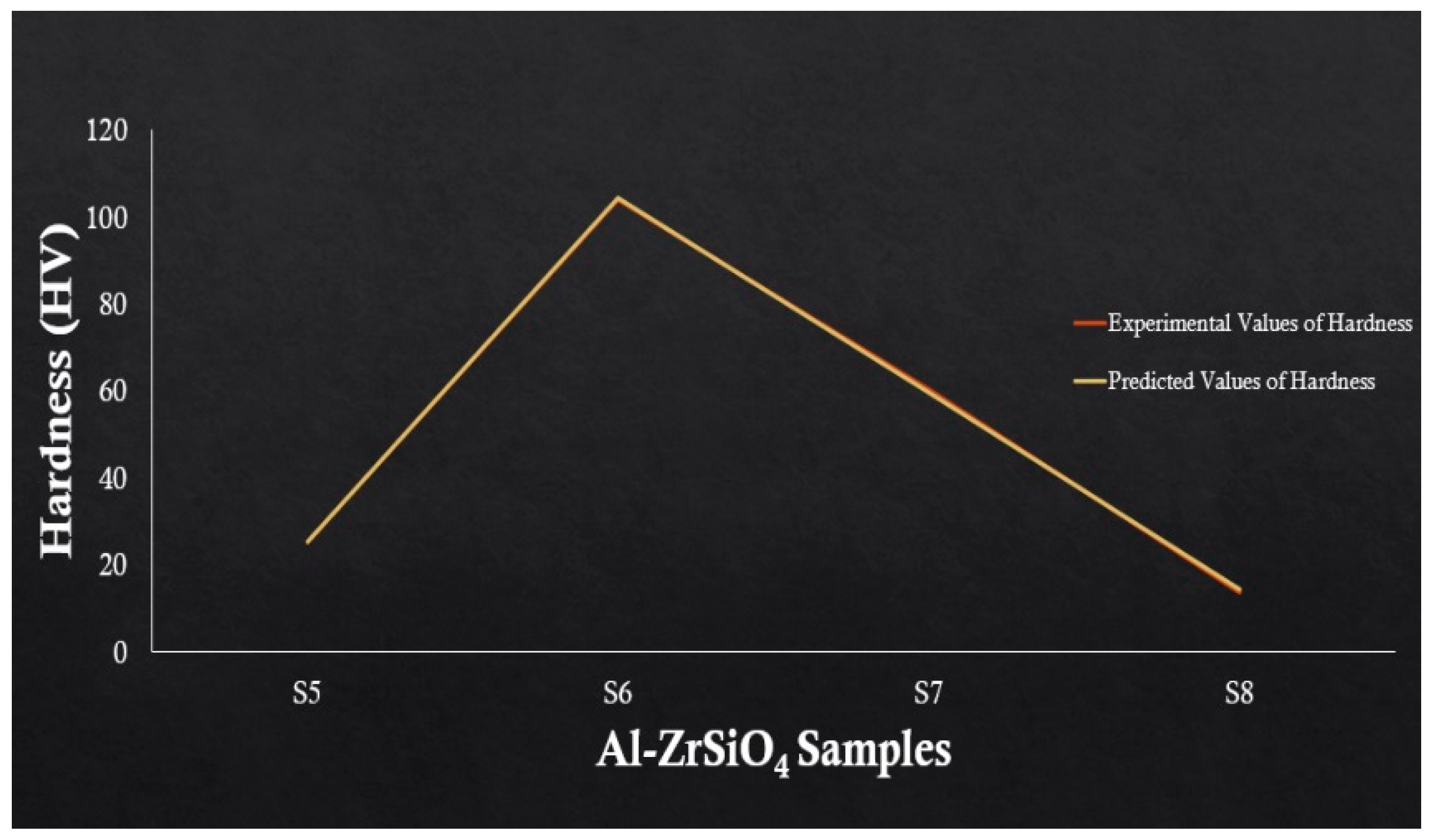
- The regression equations of HAMMC Al-SiC-ZrSiO4 and machined Al-ZrSiO4 satisfy the statistical criteria for ANOVA tables.
- ➢
- From the microstructure, it can be shown that samples are sintered by liquid-state sintering rather than solid-state sintering as temperature and the proportion of reinforcements increase.
- ➢
- Additionally, when the weight percentage of ZrSiO4 raises, dendritic gaps and porosity are seen in the microstructure, resulting in a brittle structure. This is may be due to slow cooling.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kawahara, M.; Kato-Negishi, M. Link between Aluminum and the Pathogenesis of Alzheimer’s Disease: The Integration of the Aluminum and Amyloid Cascade Hypotheses. Int. J. Alzheimer’s Dis. 2011, 2011, e276393. [Google Scholar] [CrossRef]
- Manish, S.; Dhakad, S.K.; Agarwal, P.; Pradhan, M.K. Review on Various Aluminum Based Metal Matrix Composite. Int. J. Eng. Res. 2018, 6, 2. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.D.; Kumar, R.; Pruncu, C.I. Recent progress of reinforcement materials: A comprehensive overview of composite materials. J. Mater. Res. Technol. 2019, 8, 6354–6374. [Google Scholar] [CrossRef]
- Kim, D.-Y.; Choi, H.-J. Recent Developments towards Commercialization of Metal Matrix Composites. Materials 2020, 13, 2828. [Google Scholar] [CrossRef]
- Dubey, A.K.; Yadava, V. Laser Beam Machining—A Review. Int. J. Mach. Tools Manuf. 2008, 48, 609–628. [Google Scholar]
- Yigezu, B.S.; Jha, P.K.; Mahapatra, M.M. The Key Attributes of Synthesizing Ceramic Particulate Reinforced Al-Based Matrix Composites through Stir Casting Process: A Review. Mater. Manuf. Process. 2013, 28, 969–979. [Google Scholar]
- Pal, M.K.; Vikram, A.; Bajaj, V. Enhanced microstructure and mechanical properties of sic particle reinforced Aluminium alloy composite materials. Acta Met. Slovaca 2019, 25, 253–258. [Google Scholar] [CrossRef]
- Ashkani, O.; Tavighi, M.R.; Karamimoghadam, M.; Moradi, M.; Bodaghi, M.; Rezayat, M. Influence of Aluminum and Copper on Mechanical Properties of Biocompatible Ti-Mo Alloys: A Simulation-Based Investigation. Micromachines 2023, 14, 1081. [Google Scholar] [CrossRef]
- Gillani, F.; Khan, M.Z.; Shah, O.R. Sensitivity Analysis of Reinforced Aluminum Based Metal Matrix Composites. Materials 2022, 15, 4225. [Google Scholar] [CrossRef]
- Meena, K.L.; Manna, A.; Banwait, S.S. An Analysis of Mechanical Properties of the Developed Al/SiC-MMC’s. Am. J. Mech. Eng. 2013, 1, 14–19. [Google Scholar]
- Das, D.; Mishra, P.C.; Chaubey, A.K.; Samal, C. Characterization of the developed aluminium matrix composites-an experimental analysis. Mater. Today Proc. 2018, 5, 3243–3249. [Google Scholar] [CrossRef]
- Rizwee, M.; Minz, S.S.; Orooj, M.; Hassnain, M.Z.; Khan, M.J. Electric Discharge Machining Method for Various Metal Matrix Composite Materials. Int. J. Innov. Technol. Explor. Eng. (IJTEE) 2019, 8, 1796–1807. [Google Scholar] [CrossRef]
- Choudhary, S.K.; Jadoun, R.S. Current Advanced Research Development of Electric Discharge Machining (EDM): A Review. Int. J. Res. Advent Technol. 2014, 2, 273–297. [Google Scholar]
- Li, J.; Chen, W.; Zhu, Y. Study on Generating Machining Performance of Two-Dimensional Ultrasonic Vibration-Composited Electrolysis/Electro-Discharge Technology for MMCs. Materials 2022, 15, 617. [Google Scholar] [CrossRef]
- Gillani, F.; Zahid, T.; Bibi, S.; Khan, R.S.U.; Bhutta, M.R.; Ghafoor, U. Parametric Optimization for Quality of Electric Discharge Machined Profile by Using Multi-Shape Electrode. Materials 2022, 15, 2205. [Google Scholar] [CrossRef] [PubMed]
- Abu Qudeiri, J.E.; Saleh, A.; Ziout, A.; Mourad, A.-H.I.; Abidi, M.H.; Elkaseer, A. Advanced Electric Discharge Machining of Stainless Steels: Assessment of the State of the Art, Gaps and Future Prospect. Materials 2019, 12, 907. [Google Scholar] [CrossRef]
- Rajkumar, K.; Poovazhagan, L.; Selvakumar, G.; Muthukumar, B. Wire Electrical Discharge Machining Integrity Studies on the Aluminium Nanocomposite. In Advances in Manufacturing Processes; Springer: Berlin/Heidelberg, Germany, 2019; pp. 543–554. [Google Scholar] [CrossRef]
- Rezayat, M.; Karamimoghadam, M.; Ashkani, O.; Bodaghi, M. Characterization and Optimization of Cu-Al2O3 Nanocomposites Synthesized via High Energy Planetary Milling: A Morphological and Structural Study. J. Compos. Sci. 2023, 7, 300. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Particle distribution in cast metal matrix composites—Part I. J. Mater. Process. Technol. 2002, 123, 251–257. [Google Scholar] [CrossRef]
- Levashov, E.; Kurbatkina, V.; Alexandr, Z. Improved Mechanical and Tribological Properties of Metal-Matrix Composites Dispersion-Strengthened by Nanoparticles. Materials 2010, 3, 97–109. [Google Scholar] [CrossRef]
- Dhupal, D.; Naik, S.; Das, S.R. Modelling and Optimization of Al–SiC MMC through EDM Process Using Copper and Brass Electrodes. Mater. Today Proc. 2018, 5, 11295–11303. [Google Scholar] [CrossRef]
- Gavisiddesha, P.; Thotappa, C.; Algur, V.; Suresh Reddy, B. Optimization of Wire Cut Electric Discharge Machining Characteristics of Hybrid Aluminium Composites (Al6061/Gr/SiCp) Using Taguchi Method. In Sustainable Machining Strategies for Better Performance; Springer: Berlin/Heidelberg, Germany, 2022; pp. 49–60. [Google Scholar]
- Feldshtein, E.E.; Dyachkova, L.N.; Patalas-Maliszewska, J. On Investigating the Microstructural, Mechanical, and Tribological Properties of Hybrid FeGr1/SiC/Gr Metal Matrix Composites. Materials 2021, 14, 174. [Google Scholar] [CrossRef]
- Karabulut, Ş.; Karakoç, H.; Çitak, R. Effect of the B4C Reinforcement Ratio on Surface Roughness of A16061 Based Metal Matrix Composite in Wire-EDM Machining. In Proceedings of the 2017 8th International Conference on Mechanical and Aerospace Engineering (ICMAE), Prague, Czech Republic, 22–25 July 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 812–815. [Google Scholar]
- Bains, P.S.; Sidhu, S.S.; Payal, H.S. Fabrication and Machining of Metal Matrix Composites: A Review. Mater. Manuf. Process. 2016, 31, 553–573. [Google Scholar] [CrossRef]
- Abbas, N.M.; Solomon, D.G.; Bahari, M.F. A review on current research trends in electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2007, 47, 1214–1228. [Google Scholar] [CrossRef]
- Ramasawmy, H.; Blunt, L. Effect of EDM process parameters on 3D surface topography. J. Mater. Process. Technol. 2004, 148, 155–164. [Google Scholar] [CrossRef]
- Kannan, V.S.; Lenin, K.; Srinivasan, D.; Kumar, D.R. Investigation on Laser Square Hole Drilling of AA7475/SiC/ZrSiO4 Composites. Silicon 2022, 14, 4557–4574. [Google Scholar] [CrossRef]
- Krishna, S.M.; Shridhar, T.N.; Krishnamurthy, L. Research Significance, Applications and Fabrication of Hybrid Metal Matrix Composites. Int. J. Innov. Sci. Eng. Technol. 2015, 2, 227–237. [Google Scholar]
- Rezayat, M.; Karamimoghadam, M.; Yazdi, M.S.; Moradi, M.; Bodaghi, M. Statistical analysis of experimental factors for synthesis of copper oxide and tin oxide for antibacterial applications. Int. J. Adv. Manuf. Technol. 2023, 127, 3017–3030. [Google Scholar] [CrossRef]
- Gururaja, S.; Ramulu, M.; Pedersen, W. Machining of MMCS: A Review. Mach. Sci. Technol. 2013, 17, 41–73. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.; Prakash, C. Understanding the wire electrical discharge machining of Ti6Al4V alloy. Heliyon 2019, 5, e01473. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.K.; Dixit, A.R.; Chattopadhyaya, S. Processing of duplex stainless steel by WEDM. Mater. Manuf. Process. 2018, 33, 1559–1567. [Google Scholar] [CrossRef]
- Mussada, E.K.; Hua, C.C.; Rao, A.K.P. Surface hardenability studies of the die steel machined by WEDM. Mater. Manuf. Process. 2018, 33, 1745–1750. [Google Scholar] [CrossRef]
- Kar, S.; Patowari, P.K. Electrode wear phenomenon and its compensation in micro electrical discharge milling: A review. Mater. Manuf. Process. 2018, 33, 1491–1517. [Google Scholar] [CrossRef]
- Gostimirovic, M.; Kovac, P.; Sekulic, M.; Skoric, B. Influence of discharge energy on machining characteristics in EDM. J. Mech. Sci. Technol. 2012, 26, 173–179. [Google Scholar] [CrossRef]
- Arikatla, S.P.; Mannan, K.T.; Krishnaiah, A. Parametric Optimization in Wire Electrical Discharge Machining of Titanium Alloy Using Response Surface Methodology. Mater. Today Proc. 2017, 4, 1434–1441. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Mohan, B. A review on influence of electrical process parameters in EDM process. Arch. Civ. Mech. Eng. 2015, 15, 87–94. [Google Scholar] [CrossRef]
- El-Kady, O.; Fathy, A. Effect of SiC particle size on the physical and mechanical properties of extruded Al matrix nanocomposites. Mater. Des. 2014, 54, 348–353. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Dixit, A.R.; Tiwari, S. A review on the intensification of metal matrix composites and its nonconventional machining. Sci. Eng. Compos. Mater. 2018, 25, 213–228. [Google Scholar] [CrossRef]
- Moradi, M.; Karamimoghadam, M.; Meiabadi, S.; Casalino, G.; Ghaleeh, M.; Baby, B.; Ganapathi, H.; Jose, J.; Abdulla, M.S.; Tallon, P.; et al. Mathematical Modelling of Fused Deposition Modeling (FDM) 3D Printing of Poly Vinyl Alcohol Parts through Statistical Design of Experiments Approach. Mathematics 2023, 11, 3022. [Google Scholar] [CrossRef]
- Paswan, K.; Chattopadhyaya, S.; Pramanik, A. A Review Paper on Machining of Metal Matrix Composite and Optimizing Methods used in Electrical Discharge Machining. Mater. Today Proc. 2018, 5, 24428–24438. [Google Scholar] [CrossRef]
- Vignesh, S.; Mohan, B.; Muthuramalingam, T.; Karthikeyan, S. Evaluation of Recast Layer Thickness of Electrical Discharge Machined AISI 202 Stainless Steel with Various Pulse Generators. In Proceedings of the Applied Mechanics and Materials; Trans Tech Publications: Bach, Switzerland, 2015; Volume 766, pp. 518–522. [Google Scholar]
- Singh Sidhu, S.; Singh Bains, P. Study of the Recast Layer of Particulate Reinforced Metal Matrix Composites machined by EDM. Mater. Today Proc. 2017, 4, 3243–3251. [Google Scholar] [CrossRef]
- Kaviyarasan, K.; Kumar, J.P.; Anandh, S.K.; Sivavishnu, M.; Gokul, S. Comparison of mechanical properties of Al6063 alloy with ceramic particles. Mater. Today Proc. 2020, 22, 3067–3074. [Google Scholar] [CrossRef]
- Haanappel, S.; Thije, R.T.; Sachs, U.; Rietman, B.; Akkerman, R. Formability analyses of uni-directional and textile reinforced thermoplastics. Compos. Part A: Appl. Sci. Manuf. 2014, 56, 80–92. [Google Scholar] [CrossRef]
- Olakanmi, E.O.T.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Kumar, G.V.; Rao, C.P.; Selvaraj, N. Mechanical and Tribological Behavior of Particulate Reinforced Aluminum Metal Matrix Composites—A review. J. Miner. Mater. Charact. Eng. 2011, 10, 59–91. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elastic Modulus | SiC | ZrSiO4 |
|---|---|---|
| Elastic Modulus | 410 GPa | 275 GPa |
| Thermal Conductivity | 30–40 W/mK | 3.5 W/Mk (at 600 k) |
| Machining Conditions | Symbol | Unit | Values |
|---|---|---|---|
| Gap voltage | Vp | mV | 50 |
| Pulse-on time | TON | µs | 12 |
| Pulse-off-time | TOFF | µs | 14 |
| Wire feed rate | WFS | mm/min | 2–3 |
| Wire diameter | WD | Mm | 0.25 |
| Elements | Weight% | Atomic% |
|---|---|---|
| Al | 44.98 | 32.44 |
| Si | 1.71 | 1.18 |
| C | 3.77 | 6.11 |
| O | 49.54 | 60.26 |
| Elements | Weight% | Atomic% |
|---|---|---|
| Al | 44.55 | 37.34 |
| Si | 13.59 | 10.95 |
| C | 10.83 | 20.39 |
| O | 20.28 | 28.66 |
| Zr | 10.75 | 2.67 |
| Sample | Type | Sample | Mean Hardness (HV) ± STD |
|---|---|---|---|
| Al-SiC | Binary | S1 | 30.8 ± 2.4 |
| S2 | 36.0 ± 2.2 | ||
| S3 | 59.4 ± 2.4 | ||
| S4 | 67.7 ± 3.1 | ||
| Al-ZrSiO4 | Binary | S5 | 25.4 ± 2.2 |
| S6 | 104.0 ± 2.4 | ||
| S7 | 60.2 ± 3.1 | ||
| S8 | 13.8 ± 1.8 | ||
| Al-SiC-ZrSiO4 | Hybrid | S9 | 29.8 ± 2.2 |
| S10 | 49.4 ± 2.6 | ||
| S11 | 50.6 ± 2.2 | ||
| S12 | 55.4 ± 2.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bhutta, M.R.; Gillani, F.; Zahid, T.; Bibi, S.; Ghafoor, U. Investigation of Hardness and Microanalysis of Sintered Aluminum-Based Supplemented Metal Matrix Machined Composites. Crystals 2023, 13, 1347. https://doi.org/10.3390/cryst13091347
Bhutta MR, Gillani F, Zahid T, Bibi S, Ghafoor U. Investigation of Hardness and Microanalysis of Sintered Aluminum-Based Supplemented Metal Matrix Machined Composites. Crystals. 2023; 13(9):1347. https://doi.org/10.3390/cryst13091347
Chicago/Turabian StyleBhutta, Muhammad Raheel, Fouzia Gillani, Taiba Zahid, Saira Bibi, and Usman Ghafoor. 2023. "Investigation of Hardness and Microanalysis of Sintered Aluminum-Based Supplemented Metal Matrix Machined Composites" Crystals 13, no. 9: 1347. https://doi.org/10.3390/cryst13091347
APA StyleBhutta, M. R., Gillani, F., Zahid, T., Bibi, S., & Ghafoor, U. (2023). Investigation of Hardness and Microanalysis of Sintered Aluminum-Based Supplemented Metal Matrix Machined Composites. Crystals, 13(9), 1347. https://doi.org/10.3390/cryst13091347