
Influence of External Static Magnetic Fields on Properties of Metallic Functional Materials


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
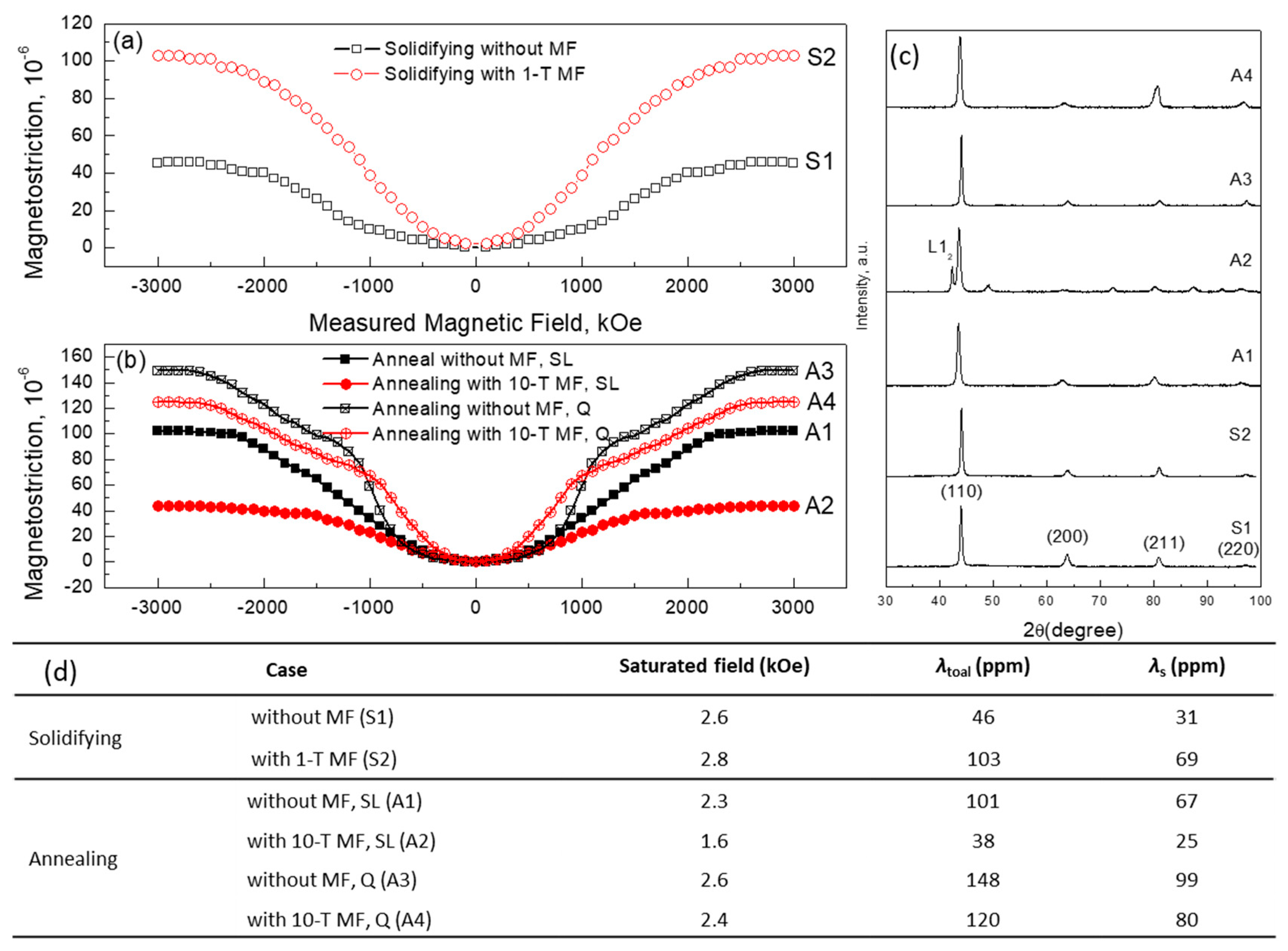
2. Contributions of SMFs on Magnetostriction of Fe–Ga Alloy in Solidifying and Annealing
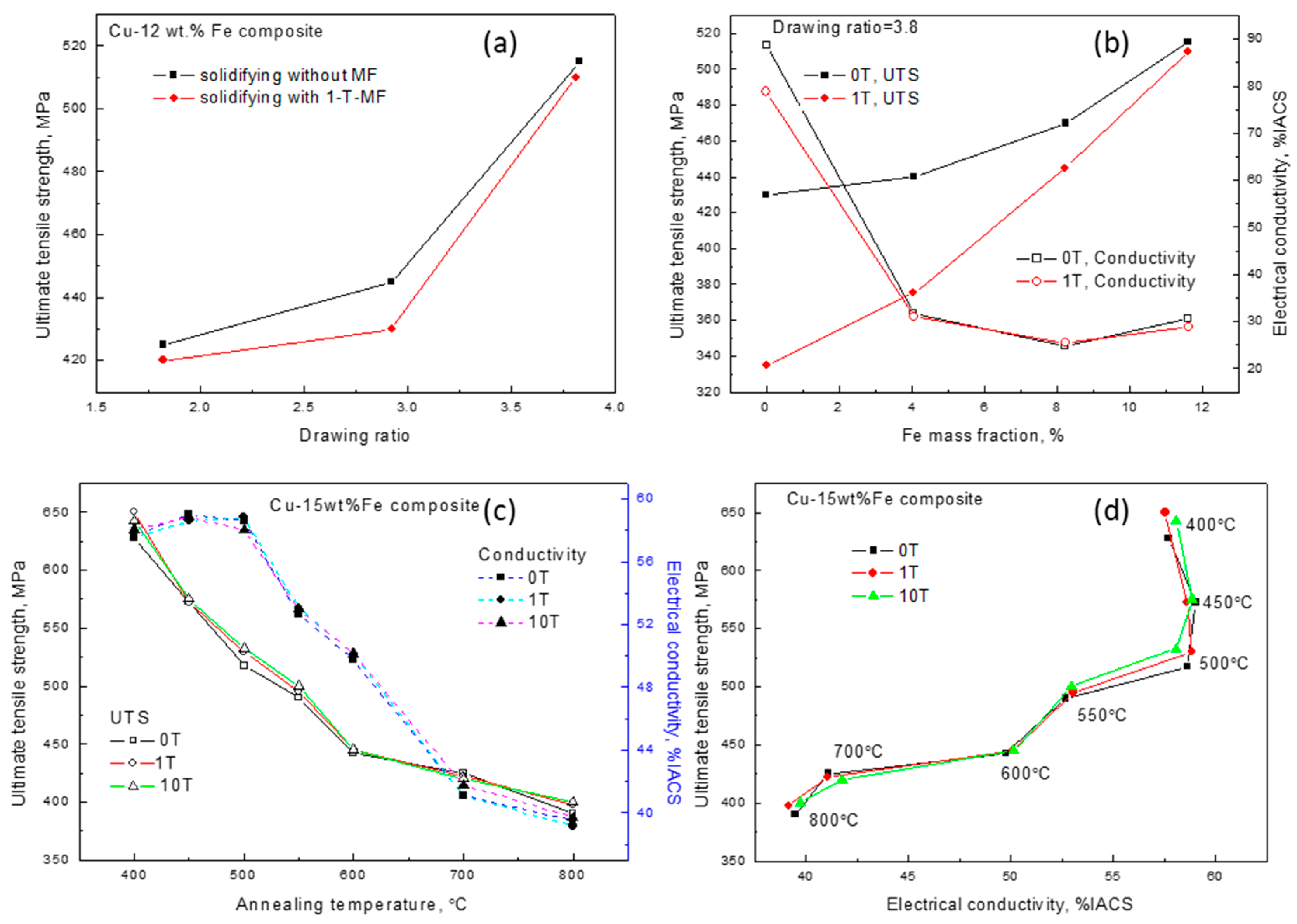
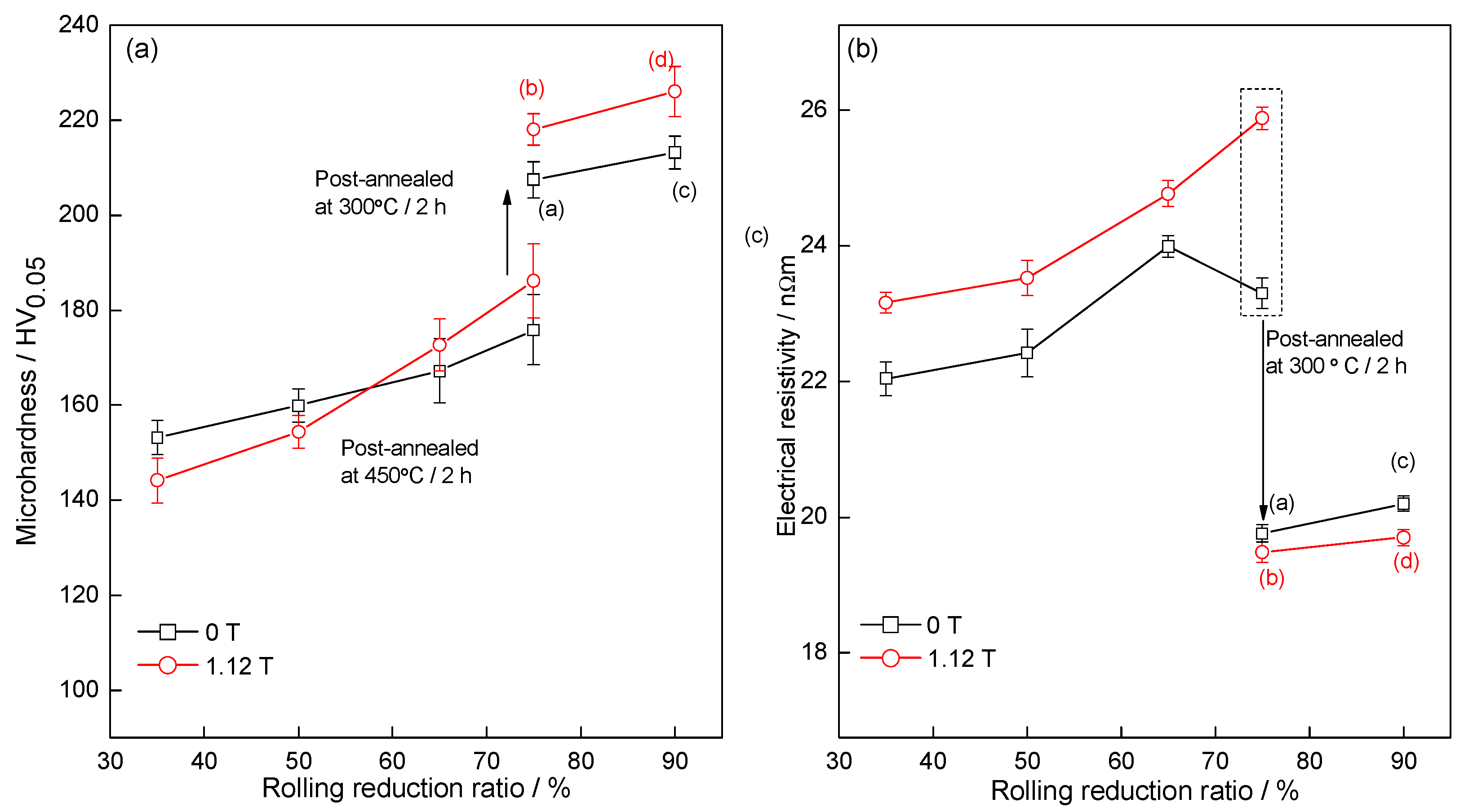
3. High Strength High Conductivity Cu-Based Alloys Treated by SMFs
4. Magnetic Properties of Fe–Sn Monotectic Alloys Solidified by SMFs
5. Conclusions and Outlook
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Enomoto, M. Enhanced phenomena in metals with electric and magnetic fields: II Magnetic fields. Mater. Trans. 2005, 46, 1088–1092. [Google Scholar] [CrossRef]
- Li, X.; Fautrelle, Y.; Gagnoud, A.; Du, D.; Wang, J.; Ren, Z.; Nguyen-Thi, H.; Mangelinck-Noel, N. Effect of a weak transverse magnetic field on solidification structure during directional solidification. Acta Mater. 2014, 64, 367–381. [Google Scholar] [CrossRef]
- Yamaguchi, M.; Tanimoto, Y. Magneto science: Magnetic field effects on materials, fundamentals and applications. In Magneto-Science; Yamaguchi, M., Tanimoto, Y., Eds.; Springer: Berlin/Heidelberg, Germany, 2006; Volume 89, pp. 1–40. [Google Scholar]
- Zhang, Y.D.; Esling, C.; Calcagnotto, M.; Gong, M.L.; Zhao, X.; Zuo, L. Shift of the eutectoid point in the Fe-C binary system by a high magnetic field. J. Phys. D Appl. Phys. 2007, 40, 6501–6506. [Google Scholar] [CrossRef]
- Liu, J.; Scheerbaum, N.; Hinz, D.; Gutfleisch, O. Martensitic transformation and magnetic properties in Ni-Fe-Ga-Co magnetic shape memory alloys. Acta Mater. 2008, 56, 3177–3186. [Google Scholar] [CrossRef]
- Kindo, K.; Hazumi, K.; Kakeshita, T.; Shimizu, K.; Hori, H.; Date, M. High magnetic field effect in martensitic transformation. Phys. B Condens. Matter 1989, 155, 207–210. [Google Scholar] [CrossRef]
- Zhang, Y.D.; He, C.S.; Zhao, X.; Zuo, L.; Esling, C. Thermodynamic and kinetic characteristics of the austenite-to-ferrite transformation under high magnetic field in medium carbon steel. J. Magn. Magn. Mater. 2005, 294, 267–272. [Google Scholar] [CrossRef]
- Han, K.; Zhou, X. Effect of high magnetic field on the processing of pearlitic steels. Mater. Manuf. Process. 2017, 32, 1–8. [Google Scholar] [CrossRef]
- Kanno, C.; Fujii, T.; Ohtsuka, H.; Onaka, S.; Kato, M. Effects of magnetic field on solid solubility of Fe and Co in a Cu matrix. In Proceedings of the 6th International Conference of Electromagnetic Processing of Materials, Dresden, Germany, 19–23 October 2009; pp. 777–779. [Google Scholar]
- Youdelis, W.V.; Colton, D.R.; Cahoon, J. On the theory of diffusion in a magnetic field. Can. J. Phys. 1964, 42, 2217–2237. [Google Scholar] [CrossRef]
- Hou, T.P.; Li, Y.; Zhang, Y.D.; Wu, K.M. Magnetic field-induced precipitation behaviors of alloy carbides M2C, M3C, and M6C in a molybdenum-containing steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2014, 45, 2553–2561. [Google Scholar] [CrossRef]
- Zhou, Z.N.; Wu, K.M. Molybdenum carbide precipitation in an Fe-C-Mo alloy under a high magnetic field. Scr. Mater. 2009, 61, 670–673. [Google Scholar] [CrossRef]
- Sun, Z.H.I.; Guo, M.; Vleugels, J.; Van der Biest, O.; Blanpain, B. Strong static magnetic field processing of metallic materials: A review. Curr. Opin. Solid State Mater. Sci. 2013, 16, 254–267. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, T.; Wang, K.; Gao, P.; Liu, Y.; He, J. Progress on high magnetic field-controlled transport phenomena and their effects on solidification microstructure. ISIJ Int. 2014, 54, 516–525. [Google Scholar] [CrossRef]
- Xu, Y.; Su, Y.; Luo, L.; Liu, J.; Chen, H.; Guo, J.; Fu, H. Application research status of magnetic field in materials solidification. Rare Met. Mater. Eng. 2012, 41, 548–553. [Google Scholar]
- Fautrelle, Y.; Ernst, R.; Moreau, R. Magnetohydrodynamics applied to materials processing. Int. J. Mater. Res. 2009, 100, 1389–1398. [Google Scholar] [CrossRef]
- Ma, Y.; Xiao, L.; Yan, L. Application of high magnetic fields in advanced materials processing. Chin. Sci. Bull. 2006, 51, 2944–2950. [Google Scholar] [CrossRef]
- Koon, N.C.; Williams, C.M.; Das, B.N. Giant magnetostriction materials. J. Magn. Magn. Mater. 1991, 100, 173–185. [Google Scholar] [CrossRef]
- Dubov, L.Y.; Shtotsky, Y.V.; Akmalova, Y.A.; Funtikov, Y.V.; Palacheva, V.V.; Bazlov, A.I.; Golovin, I.S. Ordering processes in Fe-Ga alloys studied by positron annihilation lifetime spectroscopy. Mater. Lett. 2016, 171, 46–49. [Google Scholar] [CrossRef]
- Balagurov, A.M.; Bobrikov, I.A.; Golovin, I.S.; Cheverikin, V.V.; Golovin, S.A. Stabilization of bcc-born phases in Fe-27Ga by adding in situ neutron diffraction study. Mater. Lett. 2016, 181, 67–70. [Google Scholar] [CrossRef]
- Clark, A.E.; Restorff, J.B.; Wun-Fogle, M.; Lograsso, T.A.; Schlagel, D.L. Magnetostrictive properties of body-centered cubic Fe-Ga and Fe-Ga-Al alloys. IEEE Trans. Magn. 2000, 36, 3238–3240. [Google Scholar] [CrossRef]
- Basumatary, H.; Palit, M.; Chelvane, J.A.; Pandian, S. Disorder trapping in gas quenched magnetostrictive Fe-Ga alloys. Mater. Sci. Eng. B Adv. 2010, 167, 210–213. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Q.; Liu, F.; Li, G.J.; He, J.C. Nucleation behavior of bulk Ni-Cu alloy and pure Sb in high magnetic fields. J. Cryst. Growth 2011, 321, 167–170. [Google Scholar] [CrossRef]
- Li, X.; Fautrelle, Y.; Ren, Z.M. High-magnetic-field-induced solidification of diamagnetic Bi. Scr. Mater. 2008, 59, 407–410. [Google Scholar] [CrossRef]
- Tournier, R.F.; Beaugnon, E. Texturing by cooling a metallic melt in a magnetic field. Sci. Technol. Adv. Mater. 2009, 10, 014501. [Google Scholar] [CrossRef] [PubMed]
- Gao, P.F.; Liu, T.; Dong, M.; Yuan, Y.; Wang, Q. Magnetic domain structure, crystal orientation, and magnetostriction of Tb0.27Dy0.73Fe1.95 solidified in various high magnetic fields. J. Magn. Magn. Mater. 2016, 401, 755–759. [Google Scholar] [CrossRef]
- Wang, K.; Liu, T.; Gao, P.F.; Wang, Q.; Liu, Y.; He, J.C. Magnetostriction increase of Tb0.27Dy0.73Fe1.95 alloy prepared by solidification in high magnetic fields. Chin. Phys. Lett. 2015, 32, 4. [Google Scholar]
- Liu, T.; Liu, Y.; Wang, Q.; Iwai, K.; Gao, P.F.; He, J.C. Microstructural, magnetic and magnetostrictive properties of Tb0.27Dy0.73Fe1.95 prepared by solidification in a high magnetic field. J. Phys. D Appl. Phys. 2013, 46, 5. [Google Scholar] [CrossRef]
- Tanaka, K.; Ichitsubo, T.; Koiwa, M. Effect of external fields on ordering of FePd. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2001, 312, 118–127. [Google Scholar] [CrossRef]
- Kakeshita, T.; Fukuda, T. Magnetic field-control of microstructure and function of materials exhibiting solid-solid phase transformation. Sci. Technol. Adv. Mater. 2006, 7, 350–355. [Google Scholar] [CrossRef]
- Wen, S.; Ma, Y.; Wang, D.; Xu, Z.; Awaji, S.; Watanabe, K. Magnetostriction enhancement by high magnetic field annealing in cast Fe81Ga19 alloy. J. Magn. Magn. Mater. 2017, 442, 128–135. [Google Scholar] [CrossRef]
- Li, X.; Bao, X.; Liu, Y.; Yu, L.; Li, J.; Gao, X. Tailoring magnetostriction with various directions for directional solidification Fe82Ga15Al3 alloy by magnetic field heat treatment. Appl. Phys. Lett. 2017, 111, 162402. [Google Scholar] [CrossRef]
- Zuo, X.W.; Wang, E.G.; Han, H.; Zhang, L.; He, J.C. Microstructure and magnetic property of Fe–49%Sn monotectic alloys solidified under a high magnetic field. Acta Metall. Sin. 2008, 44, 1219–1223. [Google Scholar]
- Wang, E.-G.; Zhang, L.; Zuo, X.-W.; He, J.-C. Morphology of the Cu-rich phase in Cu-Pb hypermonotectic alloys under an intense magnetic field. Steel Res. Int. 2007, 78, 386–390. [Google Scholar] [CrossRef]
- Bormio-Nunes, C.; Tirelli, M.A.; Turtelli, R.S.; Grossinger, R.; Muller, H.; Wiesinger, G.; Sassik, H.; Reissner, M. Volume magnetostriction and structure of copper mold-cast polycrystalline Fe-Ga alloys. J. Appl. Phys. 2005, 97, 033901. [Google Scholar] [CrossRef]
- Zhou, J.K.; Li, J.G. An approach to the bulk textured Fe81Ga19 rods with large magnetostriction. Appl. Phys. Lett. 2008, 92, 141915. [Google Scholar] [CrossRef]
- Ma, T.Y.; Zhang, C.S.; Zhang, P.; Yan, M. Effect of magnetic annealing on magnetostrictive performance of a <1 1 0> oriented crystal Tb0.3Dy0.7Fe1.95. J. Magn. Magn. Mater. 2010, 322, 1889–1893. [Google Scholar] [CrossRef]
- Sakai, Y.; Schneider-Muntau, H.J. Ultra-high strength, high conductivity Cu-Ag alloy wires. Acta Mater. 1997, 45, 1017–1023. [Google Scholar] [CrossRef]
- Benghalem, A.; Morris, D.G. Microstructure and strength of wire-drawn Cu-Ag filamentary composites. Acta Mater. 1997, 45, 397–406. [Google Scholar] [CrossRef]
- Han, K.; Embury, J.D.; Sims, J.R.; Campbell, L.J.; Schneider-Muntau, H.J.; Pantsyrnyi, V.I.; Shikov, A.; Nikulin, A.; Vorobieva, A. The fabrication, properties and microstructure of Cu-Ag and Cu-Nb composite conductors. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 1999, 267, 99–114. [Google Scholar] [CrossRef]
- Han, K.; Vasquez, A.A.; Xin, Y.; Kalu, P.N. Microstructure and tensile properties of nanostructured Cu-25wt%Ag. Acta Mater. 2003, 51, 767–780. [Google Scholar] [CrossRef]
- Hong, S.I.; Hill, M.A. Mechanical stability and electrical conductivity of Cu-Ag filamentary microcomposites. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 1999, 264, 151–158. [Google Scholar] [CrossRef]
- Zhao, C.C.; Zuo, X.W.; Wang, E.G.; Han, K. Strength of Cu-28 wt%Ag composite solidified under high magnetic field followed by cold drawing. Met. Mater. Int. 2017, 23, 369–377. [Google Scholar] [CrossRef]
- Zuo, X.; Guo, R.; Zhao, C.; Zhang, L.; Wang, E.; Han, K. Microstructure and properties of Cu-6wt%Ag composite thermomechanical-processed after directionally solidifying with magnetic field. J. Alloys Compd. 2016, 676, 46–53. [Google Scholar] [CrossRef]
- Zuo, X.W.; Han, K.; Zhao, C.C.; Niu, R.M.; Wang, E.G. Microstructure and properties of nanostructured Cu28 wt%Ag microcomposite deformed after solidifying under a high magnetic field. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2014, 619, 319–327. [Google Scholar] [CrossRef]
- Zuo, X.W.; Qu, L.; Zhao, C.C.; An, B.L.; Wang, E.G.; Niu, R.M.; Xin, Y.; Lu, J.; Han, K. Nucleation and growth of γ-Fe precipitate in Cu–2%Fe alloy aged under high magnetic field. J. Alloys Compd. 2016, 662, 355–360. [Google Scholar] [CrossRef]
- Zuo, X.; Wang, E.; Qu, L.; Jia, P.; Zhang, L.; He, J. Strength and conductivity of deformed Cu-Fe composites after solidified with a horizontal magnetic field. Mater. Sci. Forum 2010, 654–656, 1377–1380. [Google Scholar] [CrossRef]
- Qu, L.; Wang, E.; Han, K.; Zuo, X.; Zhang, L.; Jia, P.; He, J. Studies of electrical resistivity of an annealed Cu-Fe composite. J. Appl. Phys. 2013, 113, 173708. [Google Scholar] [CrossRef]
- Rickel, D.G.; Campbell, L.J. Magnetoresistance of CuAg Wire; National High Magnetic Field Laborate: Tallahassee, FL, USA, 1996. [Google Scholar]
- Freudenberger, J.; Kozlova, N.; Gaganov, A.; Schultz, L.; Witte, H.; Jones, H. Magnetoresistance up to 50 T of highly strengthened Cu-Ag conductors for pulsed high field magnets. Cryogenics 2006, 46, 724–729. [Google Scholar] [CrossRef]
- Heringhaus, F. Quantitative Analysis of the Influence of the Microstructure of Strength, Resistivity, and Magnetoresistance of Eutectic Silver-Copper; Verlag Shaker: Aachen, Germany, 1998. [Google Scholar]
- Zuo, X.; Zhao, C.; Niu, R.; Wang, E.; Han, K. Microstructural dependence of magnetoresistance in CuAg alloy solidified with high magnetic field. J. Mater. Process. Technol. 2015, 224, 208–212. [Google Scholar] [CrossRef]
- Predel, B.; Ratke, L.; Fredriksson, H. A European Perspective: Fluid Sciences and Materials Science in Space; Walter, H.U., Ed.; Springer: Berlin, Germany, 1987; pp. 517–565. [Google Scholar]
- Andrews, J.B.; Downs, D.A.; Liu, Q.Q. Monotectic growth: Unanswered questions. Mater. Sci. Forum 2006, 508, 45–50. [Google Scholar] [CrossRef]
- He, J.; Zhao, J.; Wang, X.; Zhang, Q.; Li, H.; Chen, G. Investigation of rapid directional solidification of Al-based immiscible alloys. Acta Metall. Sin. 2007, 43, 567–572. [Google Scholar]
- Yasuda, H.; Ohnaka, I.; Dhindaw, B.K.; Takezawa, N.; Tamayama, T.; Fujimoto, S.; Tsuchiyama, A.; Nakano, T.; Uesugi, K. Evolution of regular monotectic structure during unidirectional solidification under a static magnetic field. Trans. Indian Inst. Met. 2005, 58, 625–630. [Google Scholar]
- Andrews, J.B.; Hayes, L.J.; Arikawa, Y.; Odell, J.S.; Cheney, A.B. Microgravity solidification of immiscible alloys. Mater. Sci. Forum 1996, 215–216, 59–65. [Google Scholar] [CrossRef]
- Stocker, C.; Ratke, L. Monotectic composite growth with fluid flow. J. Cryst. Growth 2000, 212, 324–333. [Google Scholar] [CrossRef]
- Zuo, X.; Wang, E.; Han, H.; Zhang, L.; He, J. Magnetic properties of Fe–49%Sn monotectic alloys solidified under a high magnetic field. J. Alloys Compd. 2010, 492, 621–624. [Google Scholar] [CrossRef]
- Li, X.; Fautrelle, Y.; Gagnoud, A.; Ren, Z.; Moreau, R. EBSD study of the influence of a high magnetic field on the microstructure and orientation of the Al-Si eutectic during directional solidification. Met. Mater. Trans. A 2016, 47, 2952–2963. [Google Scholar] [CrossRef]
- Li, Z.; Li, Z.; Yang, B.; Yang, Y.; Zhang, Y.; Esling, C.; Zhao, X.; Zuo, L. Large low-field magnetocaloric effect in directionally solidified Ni55Mn18+xGa27−x (x = 0, 1, 2) alloys. J. Magn. Magn. Mater. 2018, 445, 71–76. [Google Scholar] [CrossRef]
- Lehmann, P.; Moreau, R.; Camel, D.; Bolcato, R. A simple analysis of the effect of convection on the structure of the mushy zone in the case of horizontal bridgman solidification-comparison with experimental results. J. Cryst. Growth 1998, 183, 690–704. [Google Scholar] [CrossRef]
- Li, L.; Ban, C.; Zhang, R.; Zhang, H.; Cai, M.; Zuo, Y.; Zhu, Q.; Wang, X.; Cui, J. Morphological and crystallographic characterization of primary Zinc-rich crystals in a ternary Sn-Zn-Bi alloy under a high magnetic field. Crystals 2017, 7, 204. [Google Scholar] [CrossRef]
- Liu, H.; Xuan, W.; Xie, X.; Yu, J.; Wang, J.; Ren, Z. Effect of a high magnetic field on the microstructure in directionally solidified two-phase Ni3Al alloys. Mater. Lett. 2017, 189, 131–135. [Google Scholar] [CrossRef]





© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zuo, X.; Zhang, L.; Wang, E. Influence of External Static Magnetic Fields on Properties of Metallic Functional Materials. Crystals 2017, 7, 374. https://doi.org/10.3390/cryst7120374
Zuo X, Zhang L, Wang E. Influence of External Static Magnetic Fields on Properties of Metallic Functional Materials. Crystals. 2017; 7(12):374. https://doi.org/10.3390/cryst7120374
Chicago/Turabian StyleZuo, Xiaowei, Lin Zhang, and Engang Wang. 2017. "Influence of External Static Magnetic Fields on Properties of Metallic Functional Materials" Crystals 7, no. 12: 374. https://doi.org/10.3390/cryst7120374
APA StyleZuo, X., Zhang, L., & Wang, E. (2017). Influence of External Static Magnetic Fields on Properties of Metallic Functional Materials. Crystals, 7(12), 374. https://doi.org/10.3390/cryst7120374