Microstructure and Mechanical Properties of Mg–6Al–1Sn–0.3Mn Alloy Sheet Fabricated through Extrusion Combined with Rolling

Abstract
:
1. Introduction
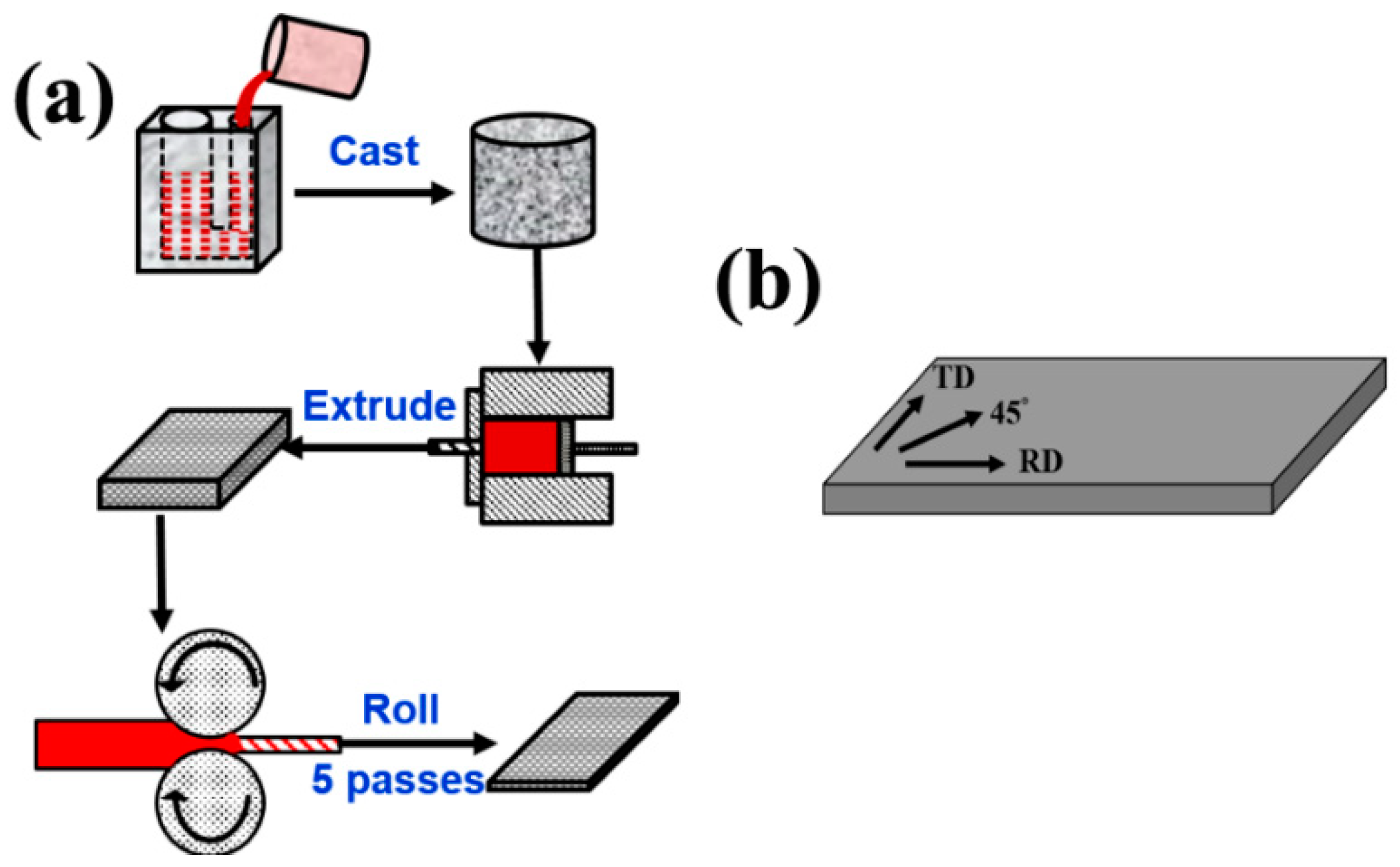
2. Materials and Methods
3. Results
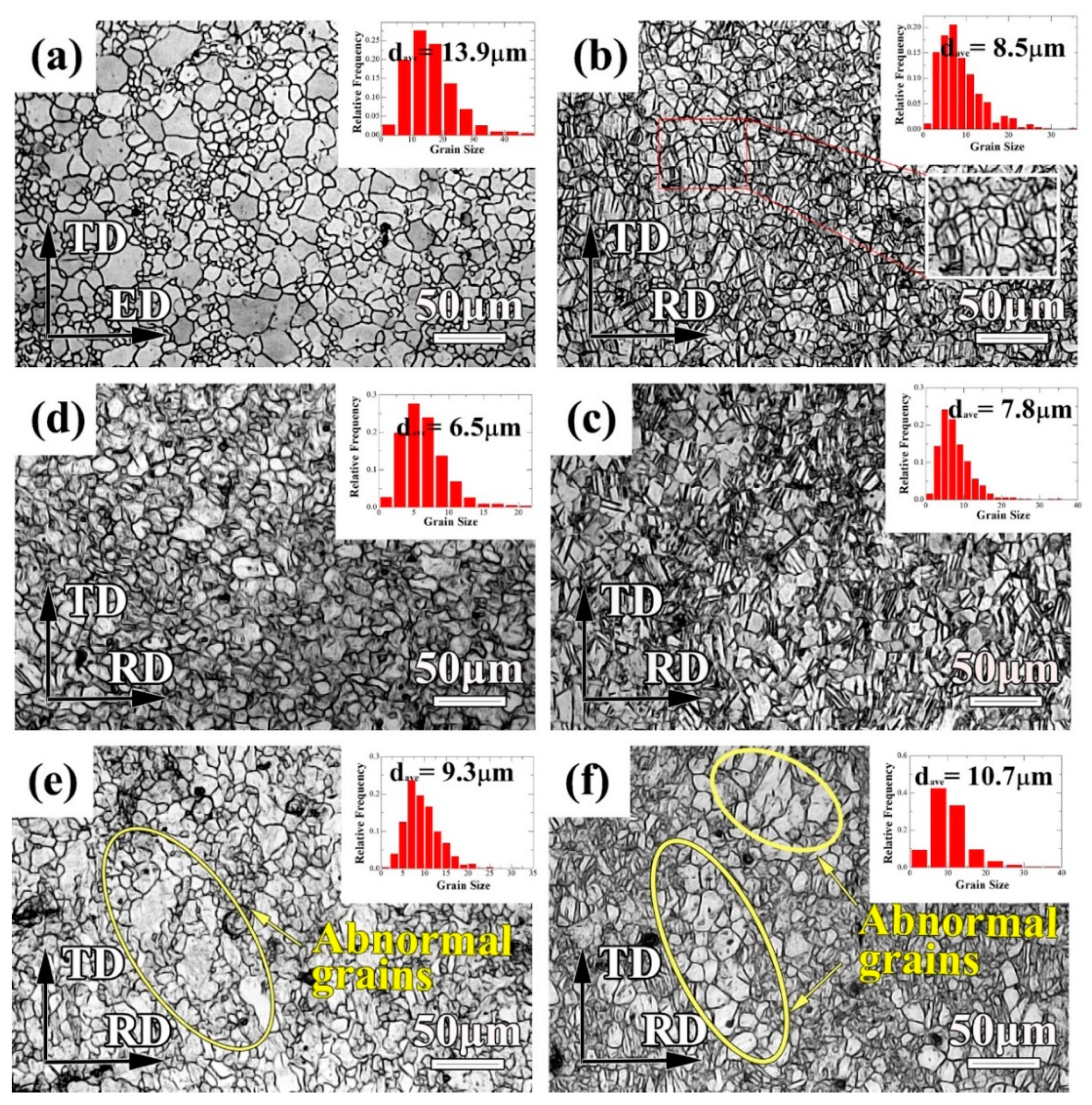
3.1. Microstructure
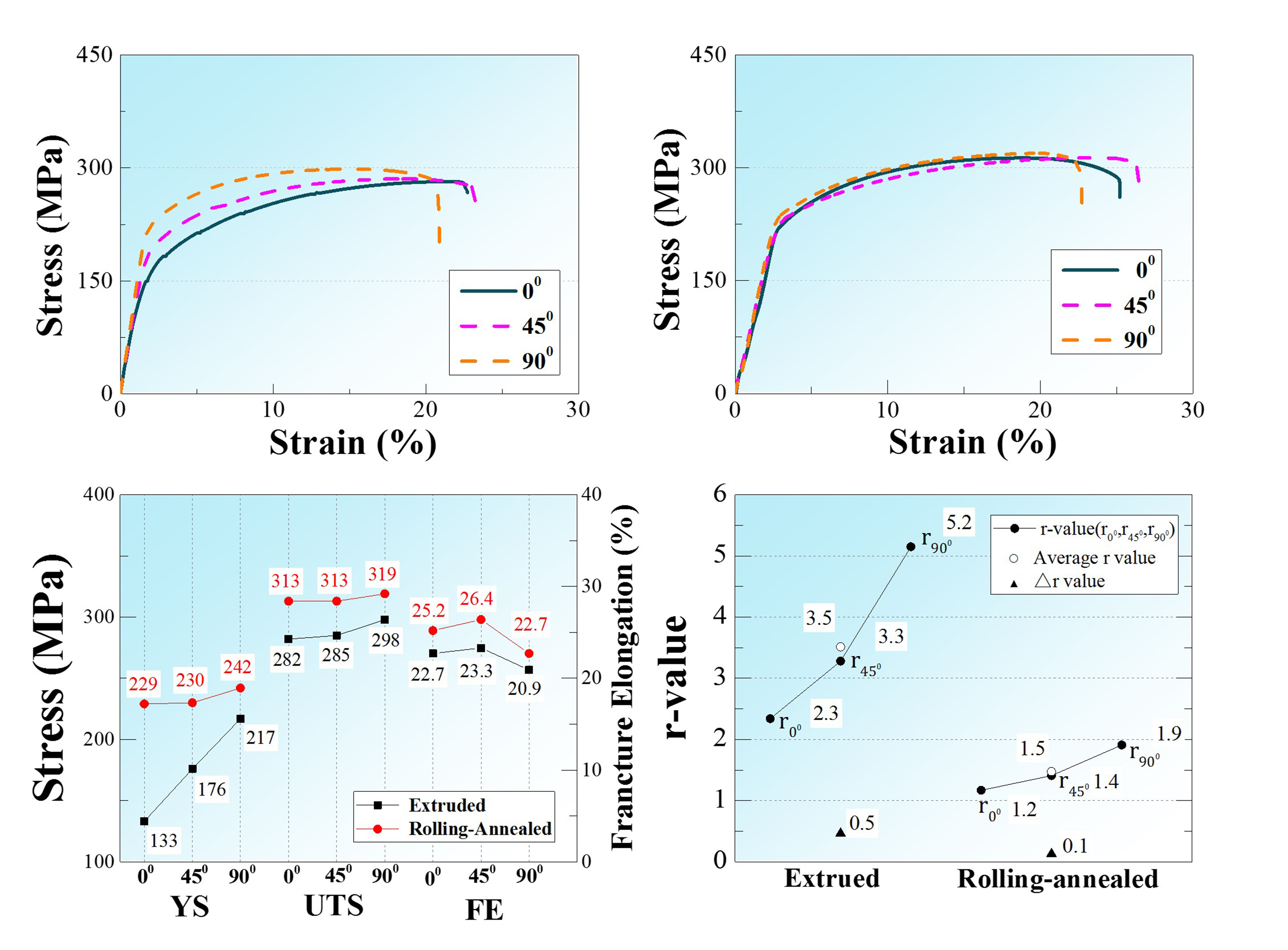
3.2. Mechanical Properties
4. Discussion
5. Conclusions
- (1)
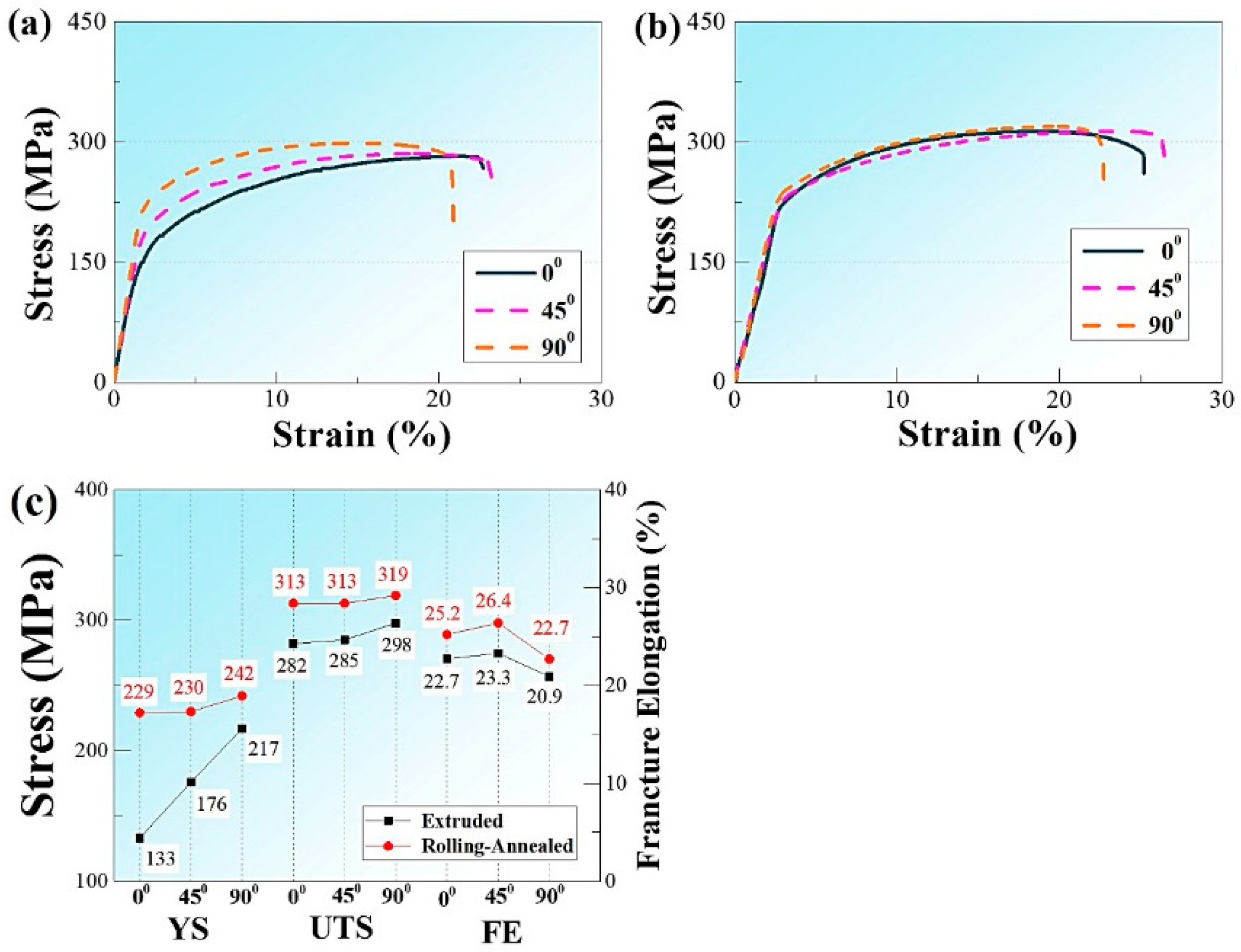
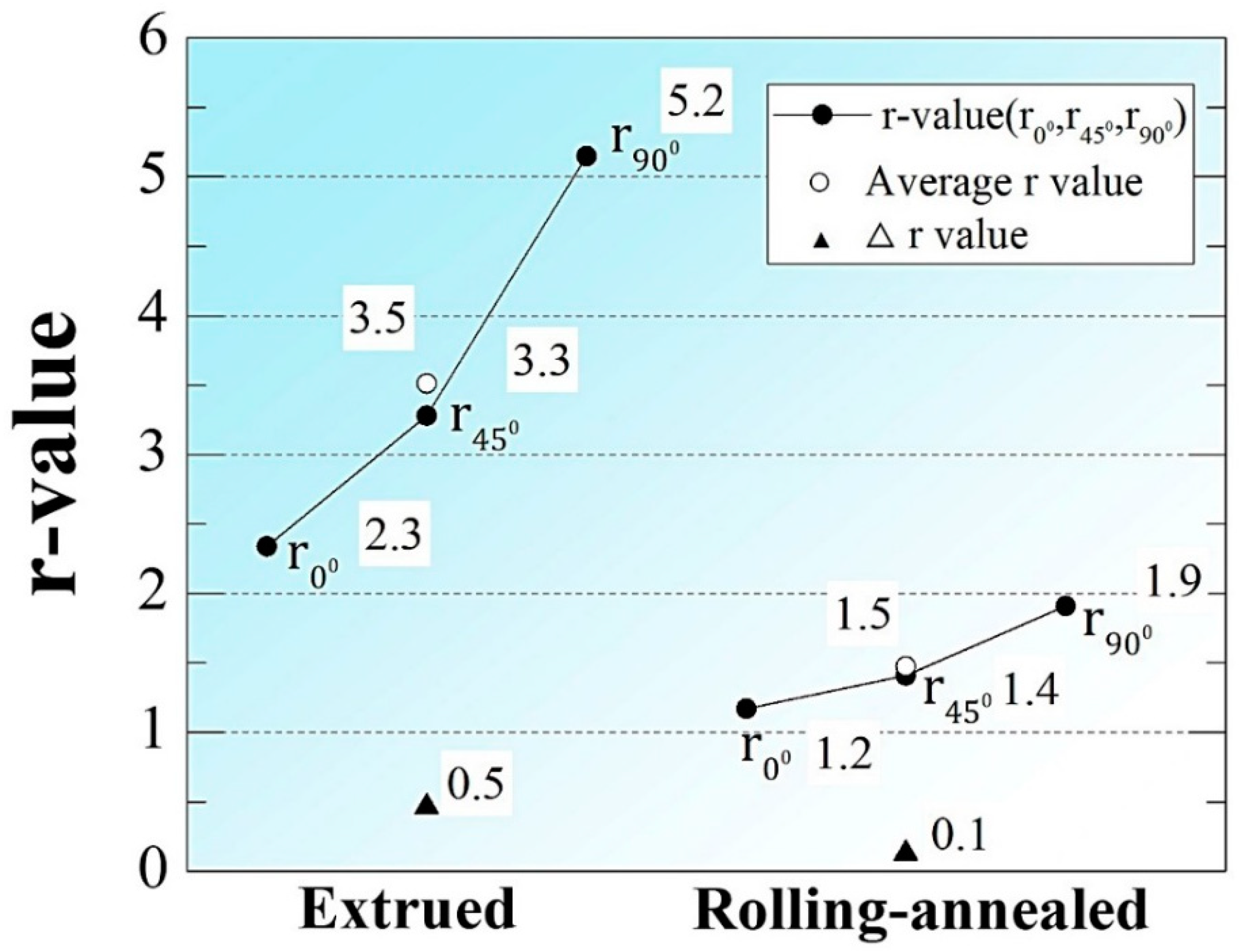
- The YS, UTS, FE, and ∆r-value of the rolling-annealed ATM610 alloy sheet were 229 MPa, 313 MPa, 25.2%, and 0.1, respectively.
- (2)
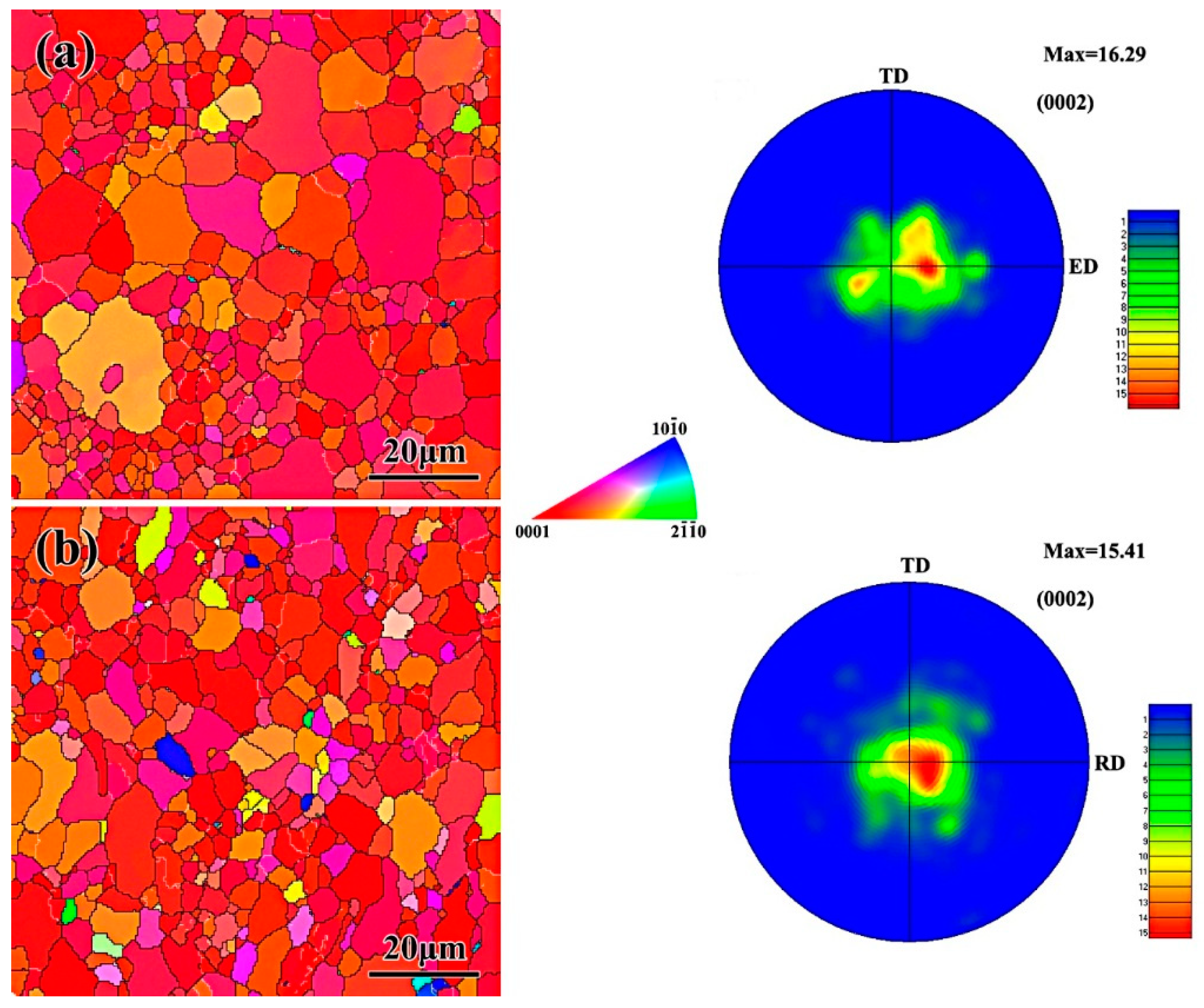
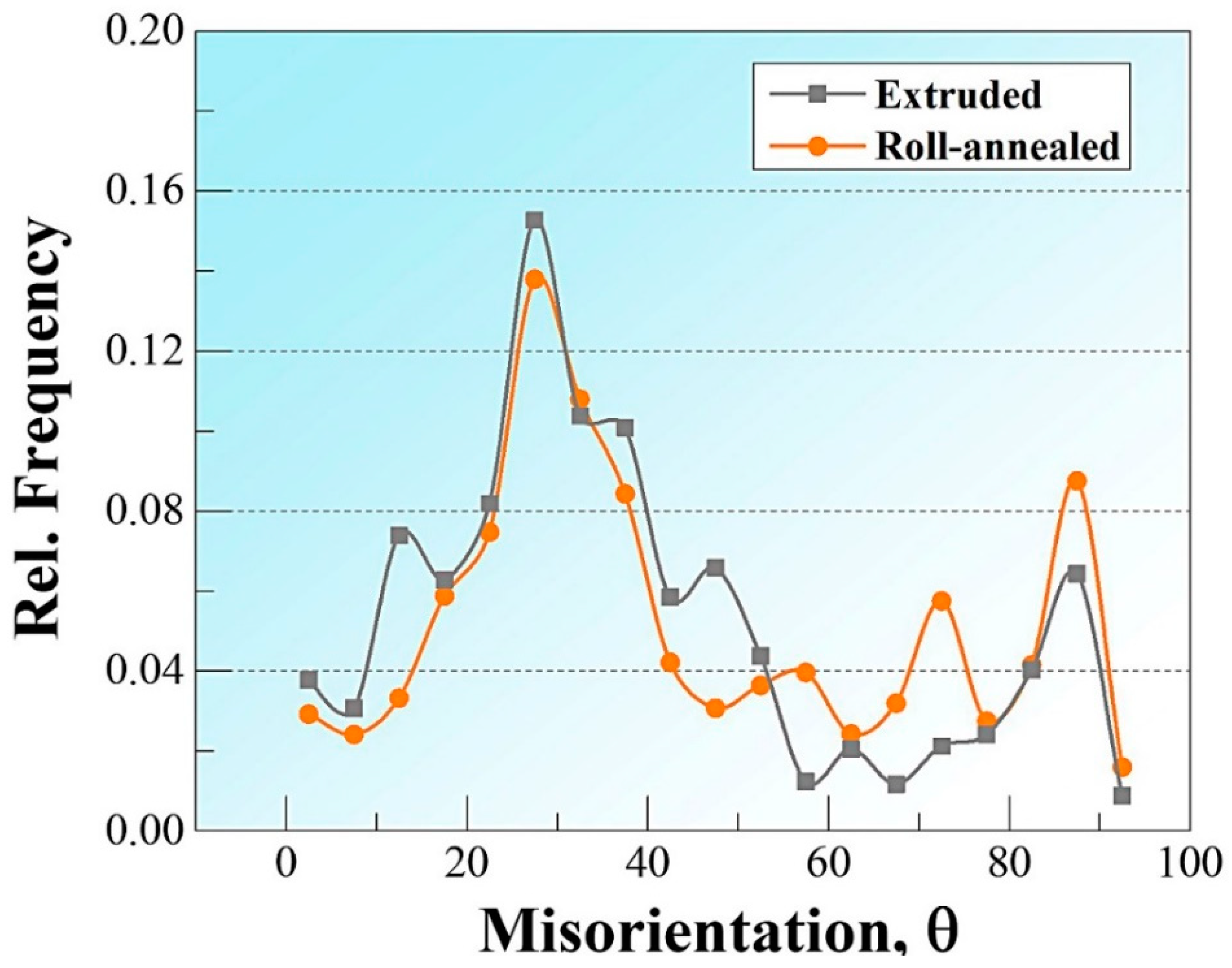
- The refined grains of the rolling-annealed alloy sheet with random orientation were mainly attributed to the SRX by deformed twins, which provided nucleation sites for the recrystallized grains during annealing.
- (3)
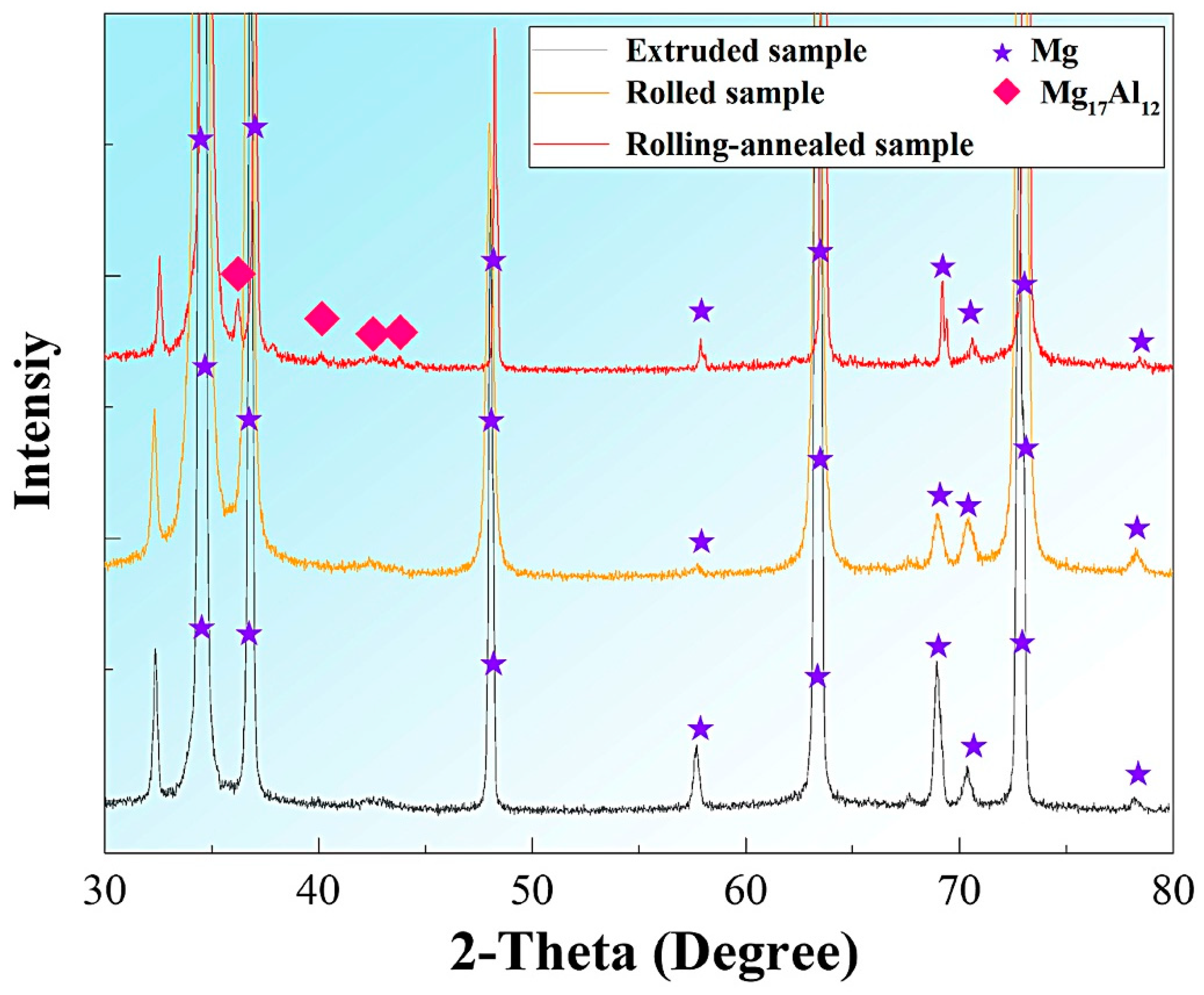
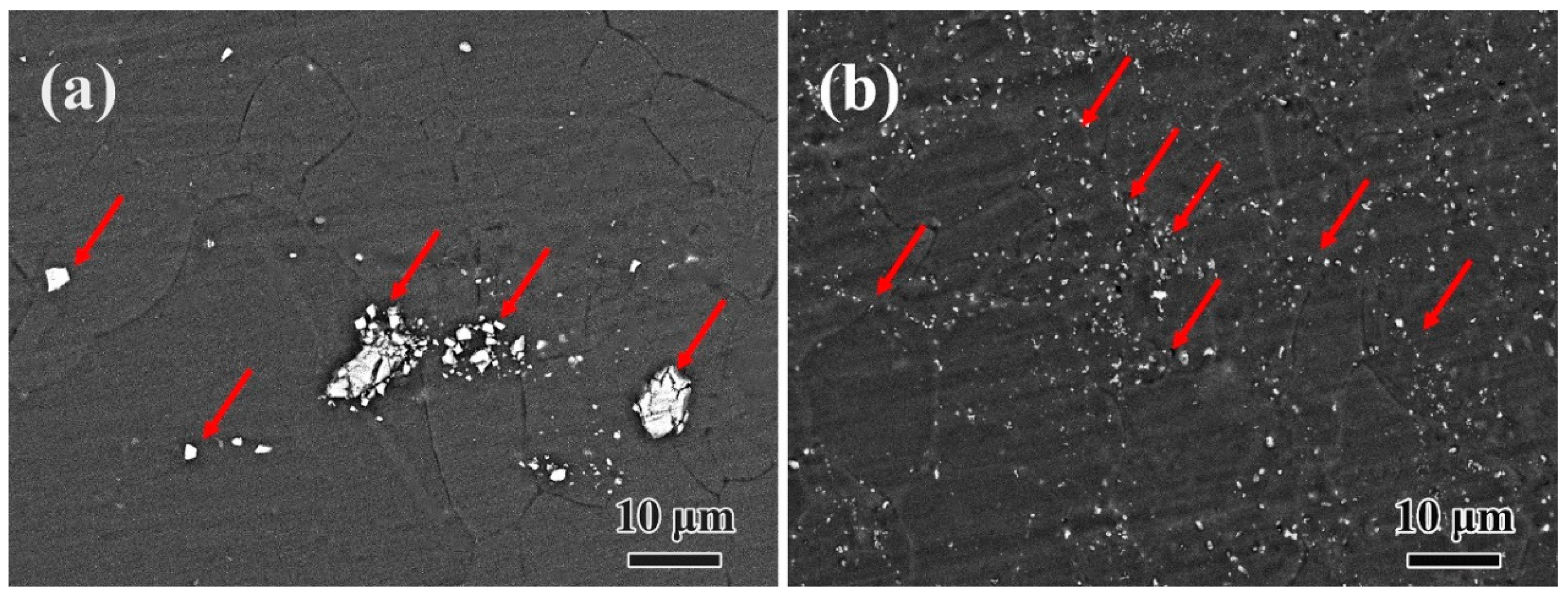
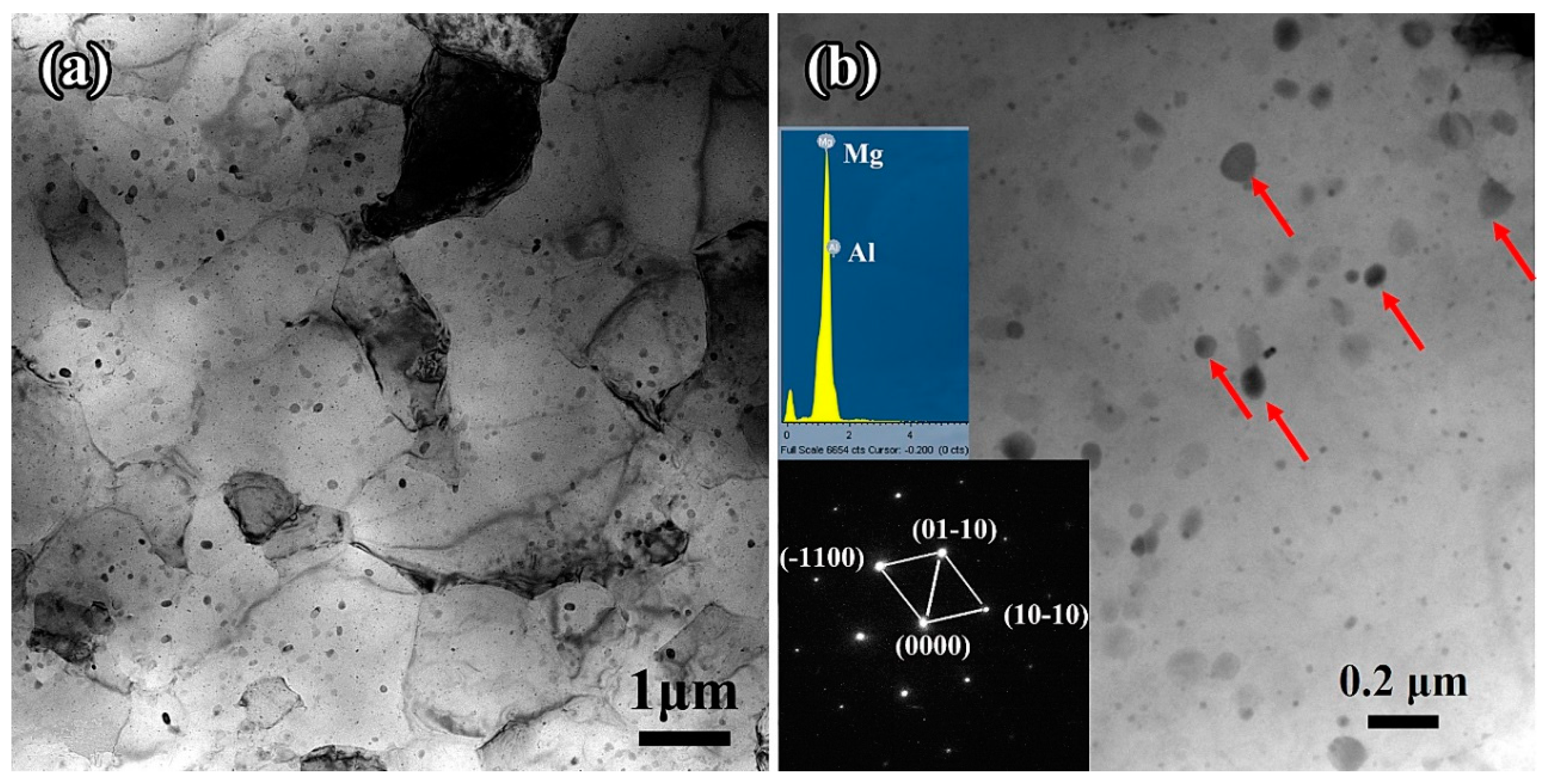
- The refinement of the Mg17Al12 particles in the rolling-annealed alloy sheet is attributed to the rolling process, which breaks up large-scale particles in the as-extruded sheet.
- (4)
- The presence of fine grains with a random orientation and a large number of fine Mg17Al12 precipitates mainly explains the high strength and low yield anisotropy.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Alaneme, K.K.; Okotete, E.A. Enhancing plastic deformability of Mg and its alloys—A review of traditional and nascent developments. J. Magn. Alloy. 2017, 5, 460–475. [Google Scholar] [CrossRef]
- Rashad, M.; Pan, F.; Liu, Y.; Chen, X.; Lin, H.; Pan, R.; Asif, M.; She, J. High temperature formability of graphene nanoplatelets-AZ31 composites fabricated by stir-casting method. J. Magn. Alloy. 2016, 4, 270–277. [Google Scholar] [CrossRef]
- Wang, B.; Chen, X.; Pan, F.; Mao, J. Effects of Sn addition on microstructure and mechanical properties of Mg-Zn-Al alloys. Prog. Nat. Sci. Mater. Int. 2017, 27, 695–702. [Google Scholar] [CrossRef]
- You, S.; Huang, Y.; Kainer, K.U.; Hort, N. Recent research and developments on wrought magnesium alloys. J. Magn. Alloy. 2017, 5, 239–253. [Google Scholar] [CrossRef]
- Wang, G.; Huang, G.; Chen, X.; Deng, Q.; Tang, A.; Jiang, B.; Pan, F. Effects of Zn addition on the mechanical properties and texture of extruded Mg-Zn-Ca-Ce magnesium alloy sheets. Mater. Sci. Eng. A 2017, 705, 46–54. [Google Scholar] [CrossRef]
- Hu, Y.; Zhang, C.; Meng, W.; Pan, F.; Zhou, J. Microstructure, mechanical and corrosion properties of Mg-4Al-2Sn-xY-0.4Mn alloys. J. Alloy. Compd. 2017, 727, 491–500. [Google Scholar] [CrossRef]
- El Mahallawy, N.; Ahmed Diaa, A.; Akdesir, M.; Palkowski, H. Effect of Zn addition on the microstructure and mechanical properties of cast, rolled and extruded Mg-6Sn-xZn alloys. Mater. Sci. Eng. A 2017, 680, 47–53. [Google Scholar] [CrossRef]
- Wang, B.; Pan, F.; Chen, X.; Guo, W.; Mao, J. Microstructure and mechanical properties of as-extruded and as-aged Mg–Zn–Al–Sn alloys. Mater. Sci. Eng. A 2016, 656, 165–173. [Google Scholar] [CrossRef]
- Sasaki, T.T.; Elsayed, F.R.; Nakata, T.; Ohkubo, T.; Kamado, S.; Hono, K. Strong and ductile heat-treatable Mg–Sn–Zn–Al wrought alloys. Acta Mater. 2015, 99, 176–186. [Google Scholar] [CrossRef] [Green Version]
- Xu, D.; Han, E.H.; Xu, Y. Effect of long-period stacking ordered phase on microstructure, mechanical property and corrosion resistance of Mg alloys: A. review. Prog. Nat. Sci. Mater. Int. 2016, 26, 117–128. [Google Scholar] [CrossRef]
- Liu, P.; Jiang, H.; Cai, Z.; Kang, Q.; Zhang, Y. The effect of Y., Ce and Gd on texture, recrystallization and mechanical property of Mg–Zn alloys. J. Magn. Alloy. 2016, 4, 188–196. [Google Scholar] [CrossRef]
- Sasaki, T.T.; Yamamoto, K.; Honma, T.; Kamado, S.; Hono, K. A high-strength Mg–Sn–Zn–Al alloy extruded at low temperature. Scr. Mater. 2008, 59, 1111–1114. [Google Scholar] [CrossRef]
- Wang, H.Y.; Zhang, N.; Wang, C.; Jiang, Q.C. First-principles study of the generalized stacking fault energy in Mg–3Al–3Sn alloy. Scr. Mater. 2011, 65, 723–726. [Google Scholar] [CrossRef]
- She, J.; Pan, F.; Zhang, J.; Tang, A.; Luo, S.; Yu, Z.; Song, K.; Rashad, M. Microstructure and mechanical properties of Mg–Al–Sn extruded alloys. J. Alloy. Compd. 2016, 657, 893–905. [Google Scholar] [CrossRef]
- Tong, L.B.; Zhang, J.B.; Zhang, Q.X.; Jiang, Z.H.; Xu, C.; Kamado, S.; Zhang, D.P.; Meng, J.; Cheng, L.R.; Zhang, H.J. Effect of warm rolling on the microstructure, texture and mechanical properties of extruded Mg–Zn–Ca–Ce/La alloy. Mater. Charact. 2016, 115, 1–7. [Google Scholar] [CrossRef]
- Li, R.G.; Nie, J.F.; Huang, G.J.; Xin, Y.C.; Liu, Q. Development of high-strength magnesium alloys via combined processes of extrusion, rolling and ageing. Scr. Mater. 2011, 64, 950–953. [Google Scholar] [CrossRef]
- Wang, H.Y.; Zhang, E.B.; Nan, X.L.; Zhang, L.; Guan, Z.P.; Jiang, Q.C. A comparison of microstructure and mechanical properties of Mg–9Al–1Zn sheets rolled from as-cast, cast-rolling and as-extruded alloys. Mater. Des. 2016, 89, 167–172. [Google Scholar] [CrossRef]
- Farzadfar, S.A.; Martin, E.; Sanjari, M.; Essadiqi, E.; Yue, S. Texture weakening and static recrystallization in rolled Mg–2.9Y and Mg–2.9Zn solid solution alloys. J. Mater. Sci. 2012, 47, 5488–5500. [Google Scholar] [CrossRef]
- Guan, D.; Rainforth, W.M.; Ma, L.; Wynne, B.; Gao, J. Twin recrystallization mechanisms and exceptional contribution to texture evolution during annealing in a magnesium alloy. Acta Mater. 2017, 126, 132–144. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Zhu, Y.M.; Xu, S.W.; Bian, M.Z.; Davies, C.H.J.; Birbilis, N.; Nie, J.F. Texture evolution during static recrystallization of cold-rolled magnesium alloys. Acta Mater. 2016, 105, 479–494. [Google Scholar] [CrossRef]
- Fan, H.; Tang, J.; Tian, X.; Wang, Q.; Tian, X.; El-Awady, J.A. Core structures and mobility of ⟨c⟩ dislocations in magnesium. Scr. Mater. 2017, 135, 37–40. [Google Scholar] [CrossRef]
- Meng, X.; Wu, R.; Zhang, M.; Wu, L.; Cui, C. Microstructures and properties of superlight Mg–Li–Al–Zn wrought alloys. J. Alloy. Compd. 2009, 486, 722–725. [Google Scholar] [CrossRef]
- Ono, N.; Nowak, R.; Miura, S. Effect of deformation temperature on Hall–Petch relationship registered for polycrystalline magnesium. Mater. Lett. 2004, 58, 39–43. [Google Scholar] [CrossRef]
- Fu, H.; Guo, J.; Wu, W.; Liu, B.; Peng, Q. High pressure aging synthesis of a hexagonal Mg2Sn strengthening precipitate in Mg–Sn alloys. Mater. Lett. 2015, 157, 172–175. [Google Scholar] [CrossRef]
- Ryen, Ø.; Nijs, O.; Lander, E.S.; Bjrn, H.; Nes, E. Strengthening Mechanisms in Solid Solution Aluminum Alloys. Metall. Mater. Trans. 2006, 37, 1999–2006. [Google Scholar] [CrossRef]
- Yu, H.; Kim, Y.M.; You, B.S.; Yu, H.S.; Park, S.H. Effects of cerium addition on the microstructure, mechanical properties and hot workability of ZK60 alloy. Mater. Sci. Eng. A 2013, 559, 798–807. [Google Scholar] [CrossRef]
- Chino, Y.; Sassa, K.; Kamiya, A.; Mabuchi, M. Stretch formability at elevated temperature of a cross-rolled AZ31 Mg alloy sheet with different rolling routes. Mater. Sci. Eng. A 2008, 473, 195–200. [Google Scholar] [CrossRef]
- Bohlen, J.; Nürnberg, M.R.; Senn, J.W.; Letzig, D.; Agnew, S.R. The texture and anisotropy of magnesium–zinc–rare earth alloy sheets. Acta Mater. 2007, 55, 2101–2112. [Google Scholar] [CrossRef] [Green Version]
- Agnew, S.R.; Duygulu, Ö. Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B. Int. J. Plast. 2005, 21, 1161–1193. [Google Scholar] [CrossRef]
- Lou, X.; Li, M.; Boger, R.; Agnew, S.; Wagoner, R. Hardening evolution of AZ31B Mg sheet. Int. J. Plast. 2007, 23, 44–86. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ATM610 | RD | 45° | TD | ||||||
|---|---|---|---|---|---|---|---|---|---|
| YS (MPa) | UTS (MPa) | FE (%) | YS (MPa) | UTS (MPa) | FE (%) | YS (MPa) | UTS (MPa) | FE (%) | |
| Extruded | 133 ± 1.3 | 282 ± 1.8 | 22.7 ± 0.7 | 176 ± 1.7 | 285 ± 2.5 | 23.3 ± 1.0 | 217 ± 2.8 | 298 ± 0.8 | 20.9 ± 1.7 |
| Rolling-annealed | 229 ± 1.5 | 313 ± 0.9 | 25.2 ± 0.5 | 230 ± 1.4 | 313 ± 1.6 | 26.4 ± 0.6 | 242 ± 1.7 | 319 ± 1.2 | 22.7 ± 1.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, P.; Tang, A.; Chen, X.; She, J.; Zhou, S.; Song, J.; Pan, F. Microstructure and Mechanical Properties of Mg–6Al–1Sn–0.3Mn Alloy Sheet Fabricated through Extrusion Combined with Rolling. Crystals 2018, 8, 356. https://doi.org/10.3390/cryst8090356
Peng P, Tang A, Chen X, She J, Zhou S, Song J, Pan F. Microstructure and Mechanical Properties of Mg–6Al–1Sn–0.3Mn Alloy Sheet Fabricated through Extrusion Combined with Rolling. Crystals. 2018; 8(9):356. https://doi.org/10.3390/cryst8090356
Chicago/Turabian StylePeng, Peng, Aitao Tang, Xianhua Chen, Jia She, Shibo Zhou, Jiangfeng Song, and Fusheng Pan. 2018. "Microstructure and Mechanical Properties of Mg–6Al–1Sn–0.3Mn Alloy Sheet Fabricated through Extrusion Combined with Rolling" Crystals 8, no. 9: 356. https://doi.org/10.3390/cryst8090356
APA StylePeng, P., Tang, A., Chen, X., She, J., Zhou, S., Song, J., & Pan, F. (2018). Microstructure and Mechanical Properties of Mg–6Al–1Sn–0.3Mn Alloy Sheet Fabricated through Extrusion Combined with Rolling. Crystals, 8(9), 356. https://doi.org/10.3390/cryst8090356