Fabrication and Characterization of Wrapped Metal Yarns-based Fabric Temperature Sensors

Abstract
:
1. Introduction
2. Experiments
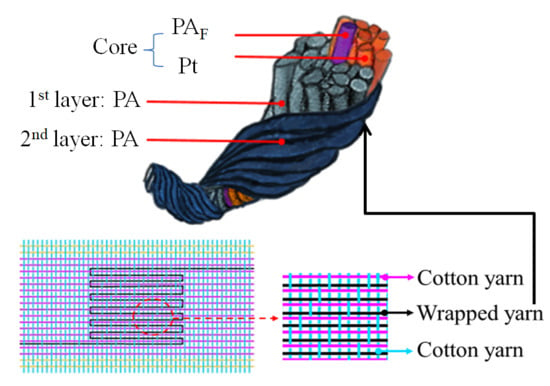
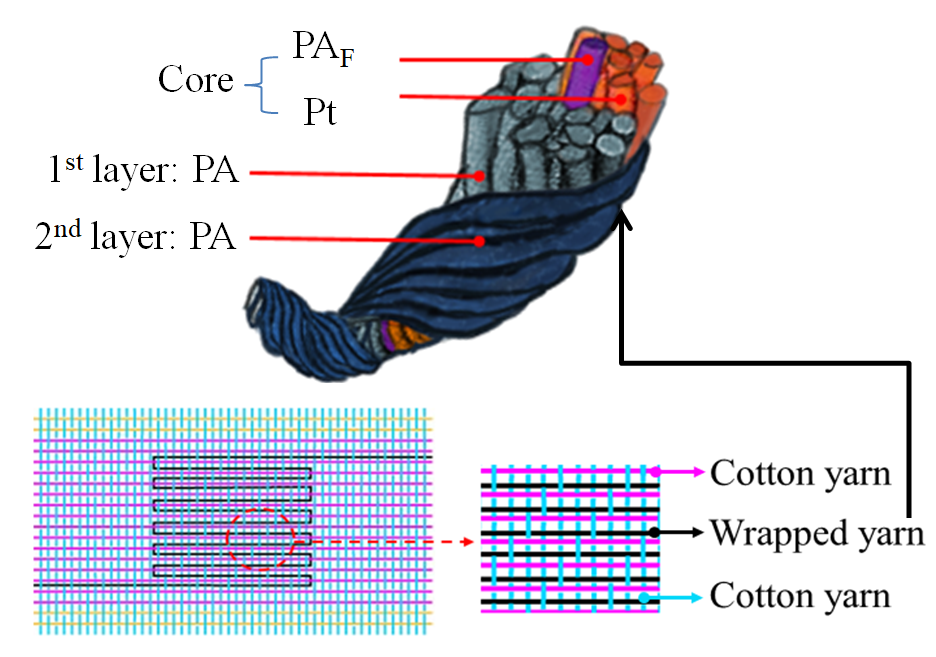
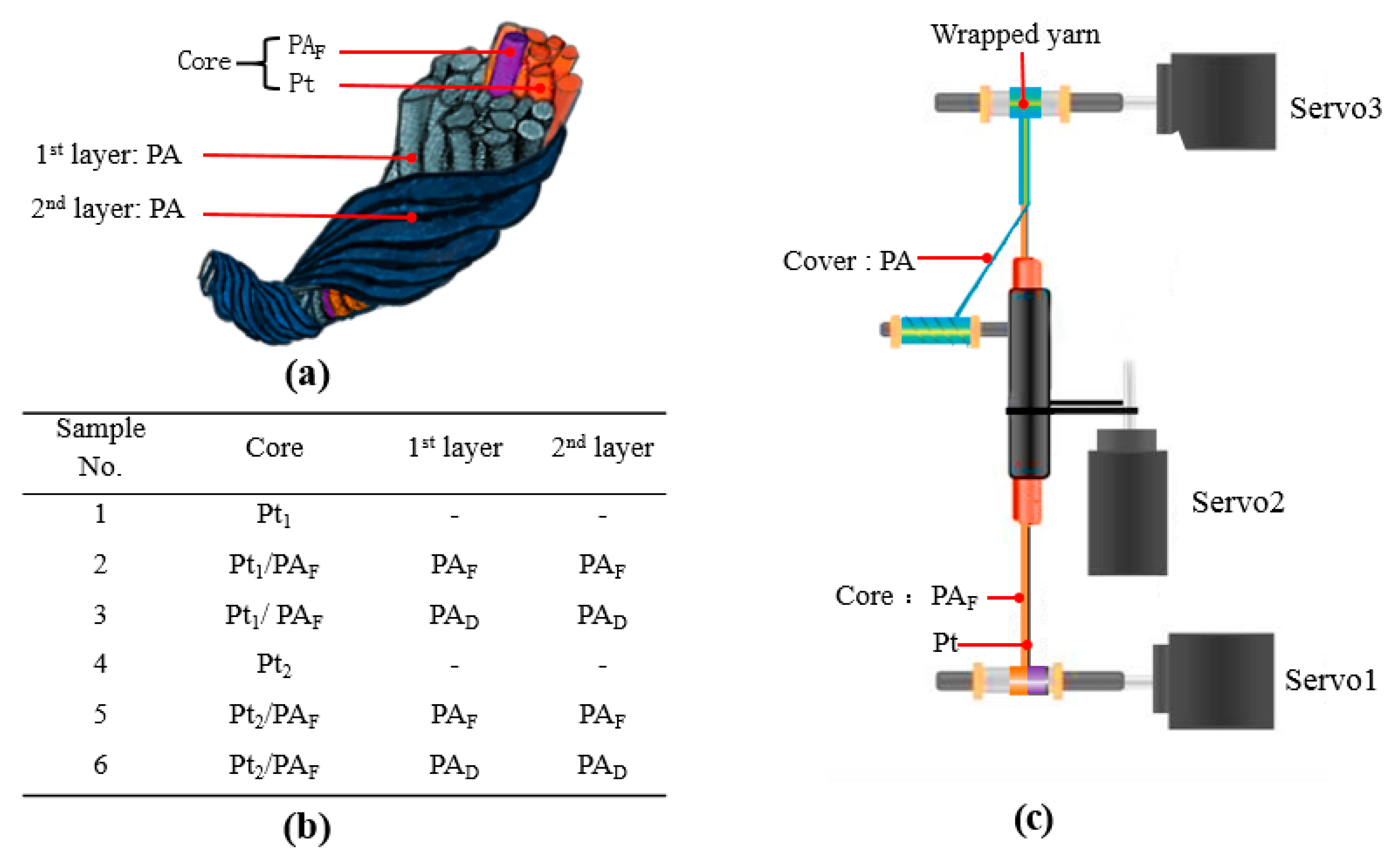
2.1. Fabrication of Wrapped Yarns
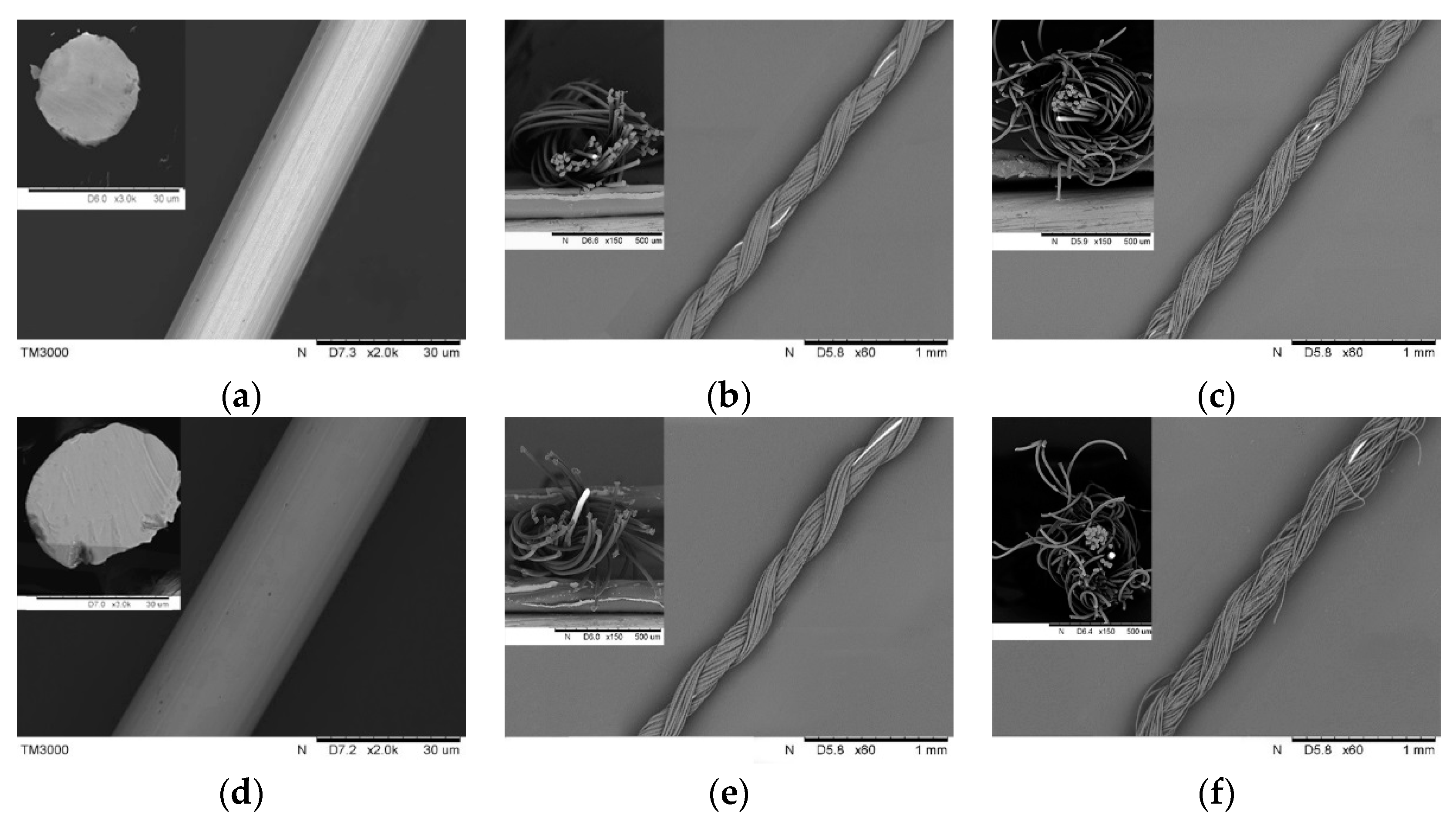
2.2. Characterization of Wrapped Yarns
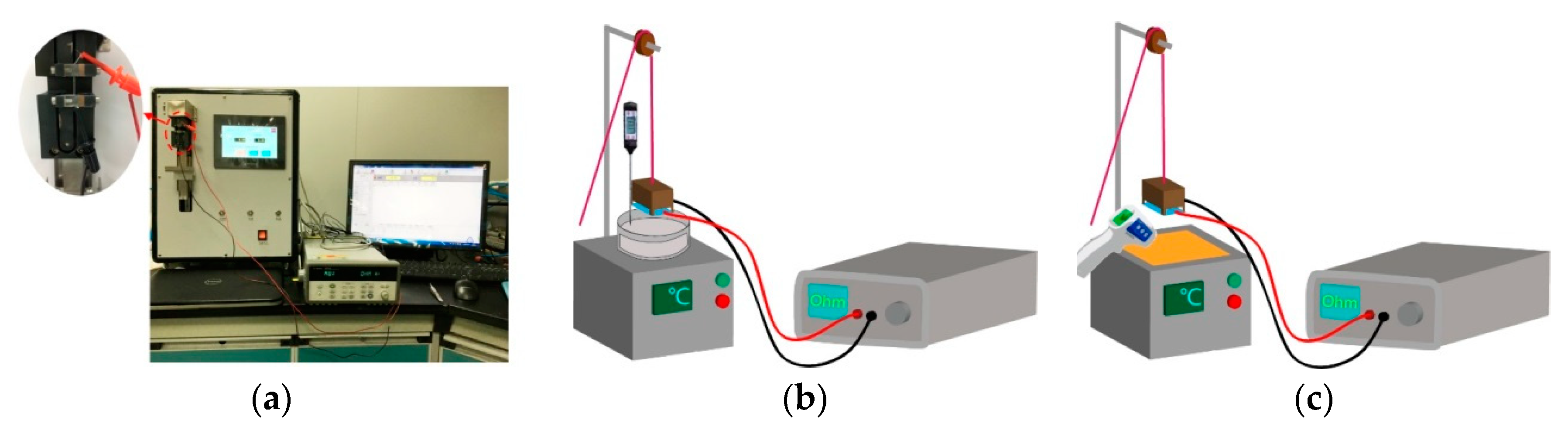
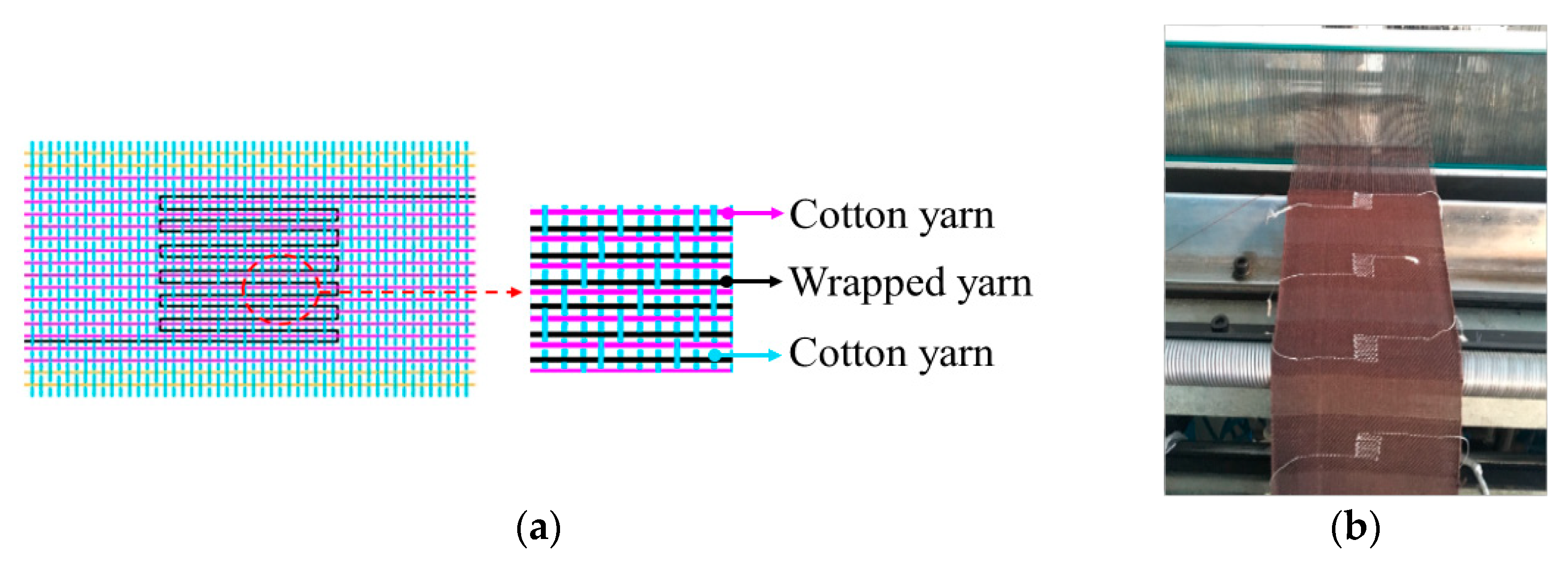
2.3. Fabrication and Characterization of Fabric Temperature Sensors
3. Results and Discussion
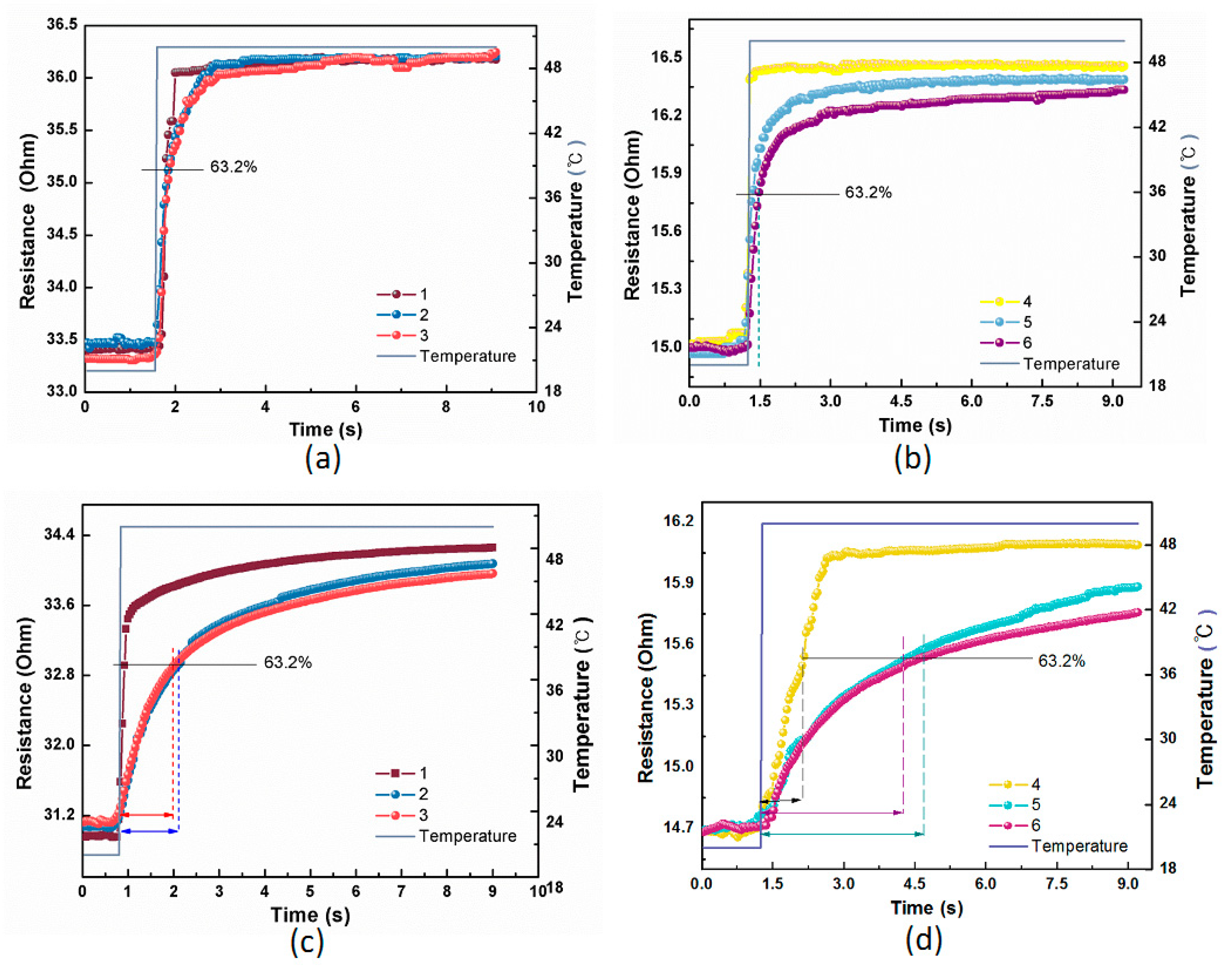
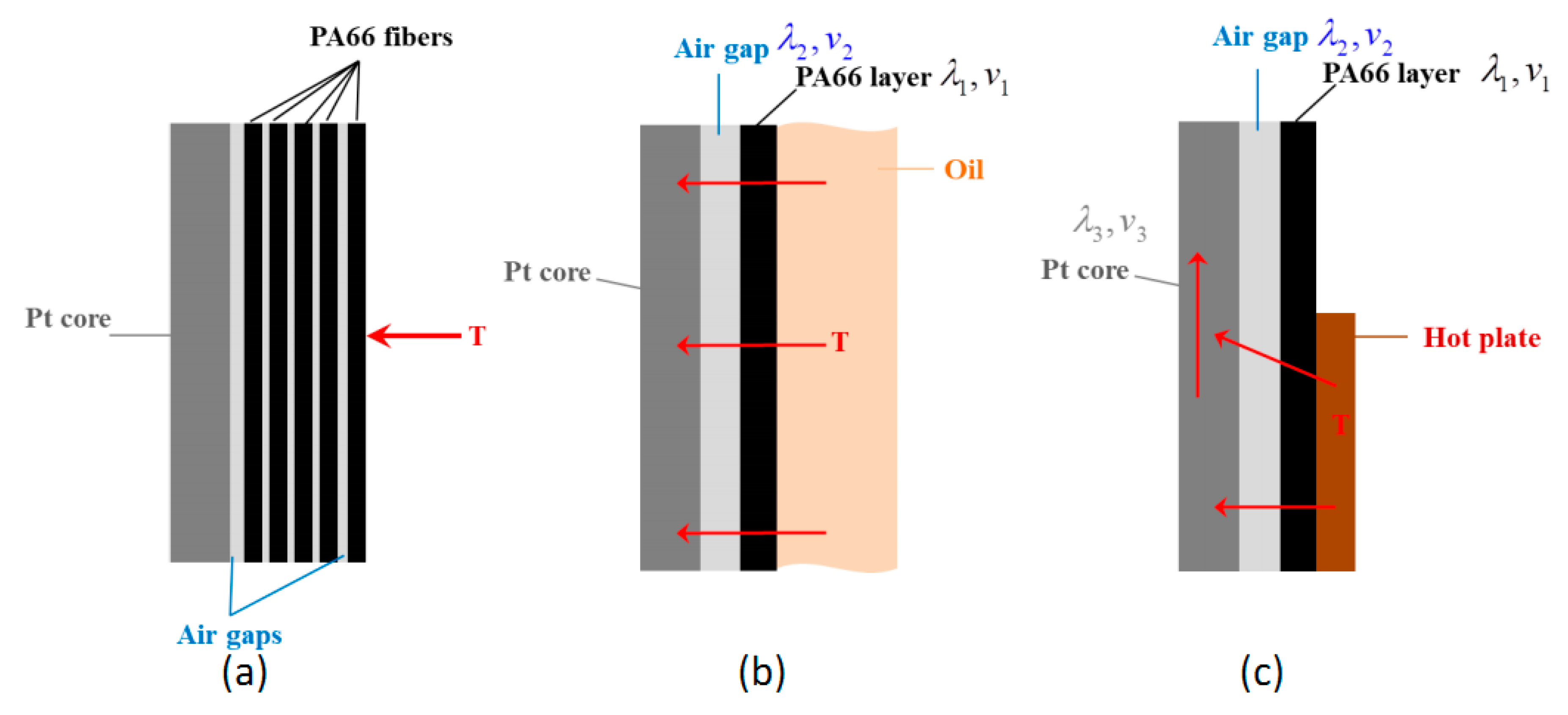
3.1. Pt/PA Wrapped Yarns
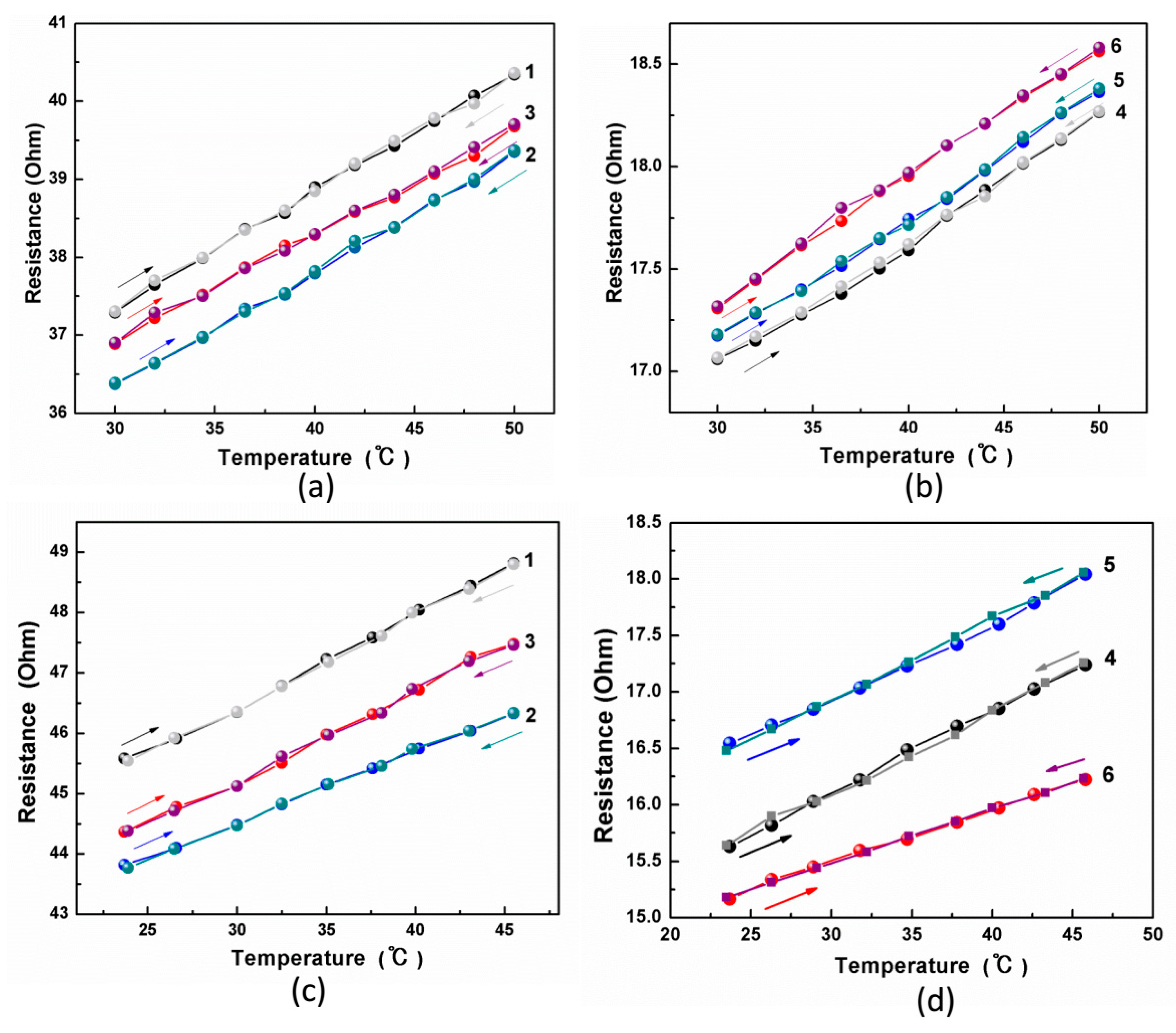
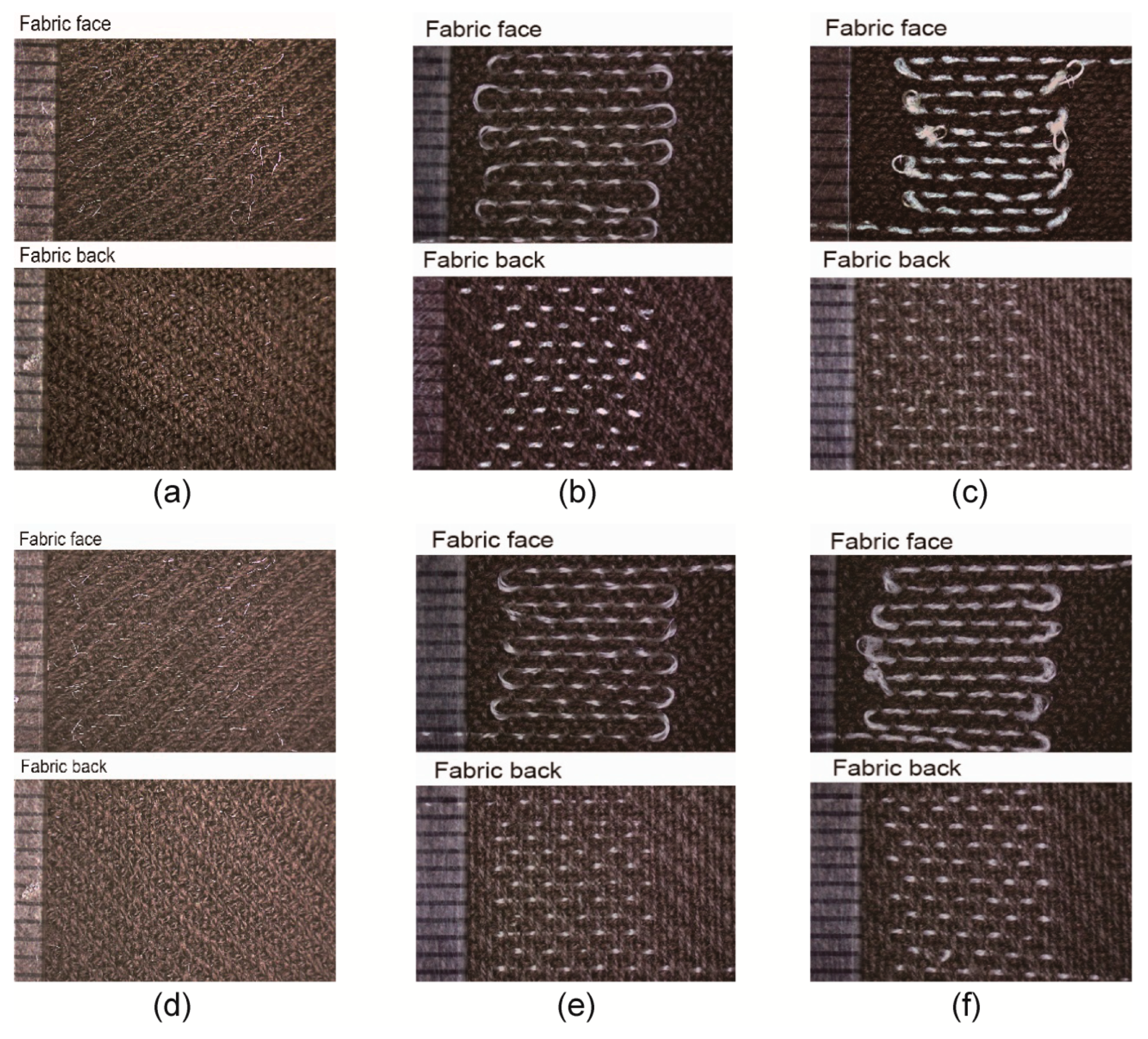
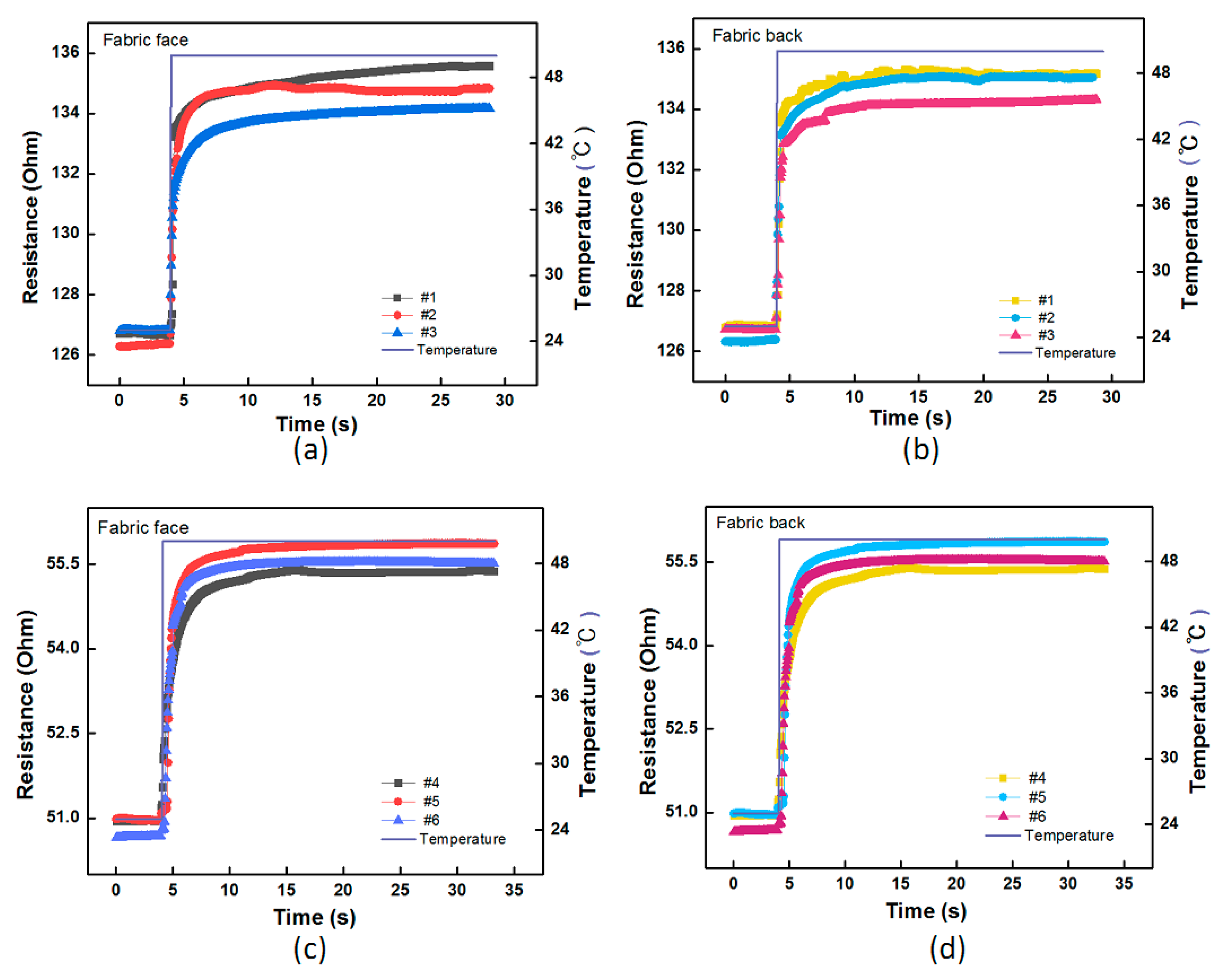
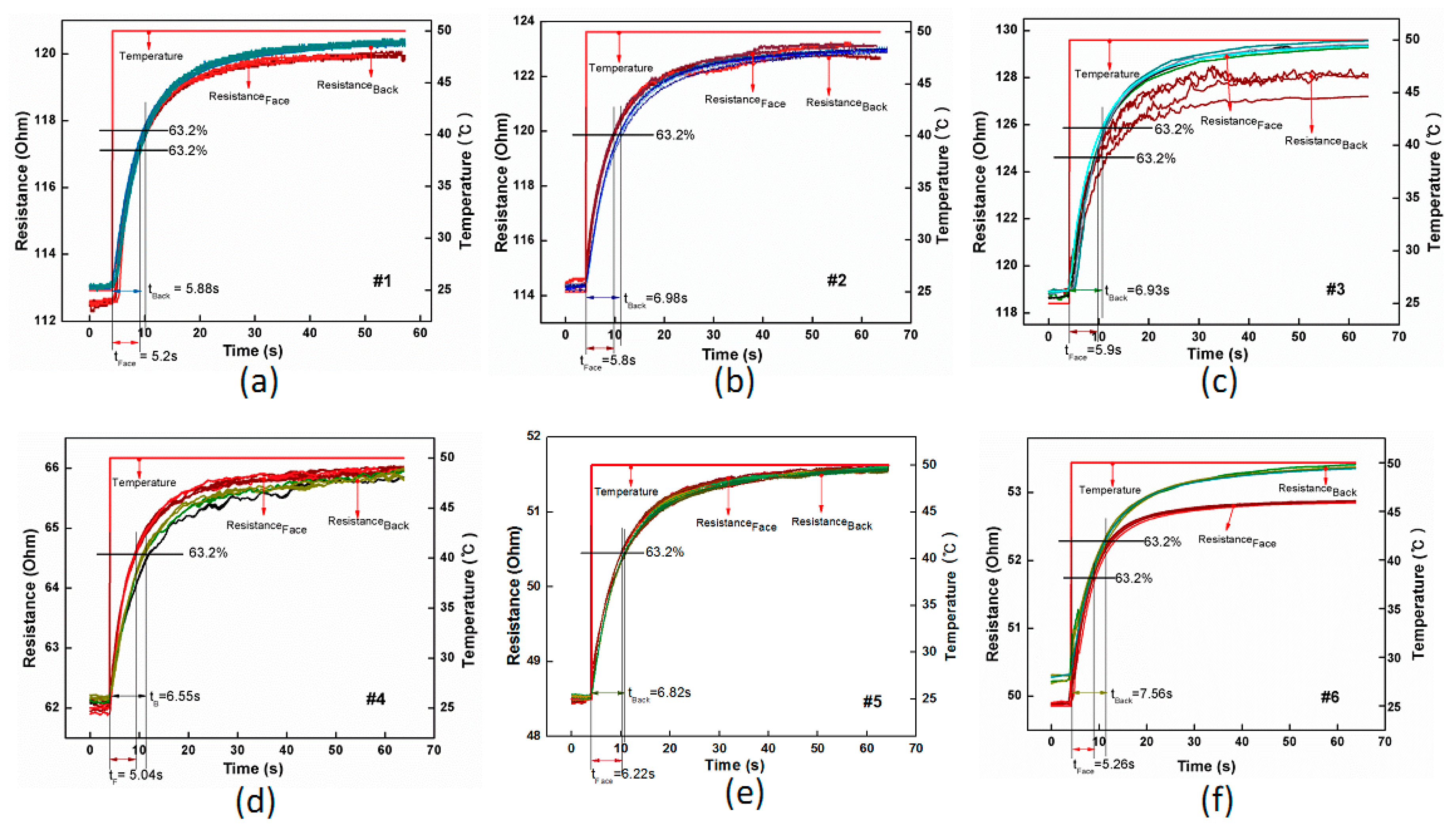
3.2. Fabric Temperature Sensors
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Castano, L.M.; Flatau, A.B. Smart fabric sensors and e-textile technologies: A review. Smart Mater. Struct. 2014, 23, 053001. [Google Scholar] [CrossRef]
- Zeng, W.; Shu, L.; Li, Q.; Chen, S.; Wang, F.; Tao, X.M. Fiber-Based Wearable Electronics: A Review of Materials, Fabrication, Devices, and Applications. Adv. Mater. 2014, 26, 5310–5336. [Google Scholar] [CrossRef]
- Wang, X.; Tao, X.M.; So, R.C.H.; Shu, L.; Yang, B.; Li, Y. Monitoring elbow isometric contraction by novel wearable fabric sensing device. Smart Mater. Struct. 2016, 25, 125022. [Google Scholar] [CrossRef]
- Son, D.; Lee, J.; Qiao, S.; Ghaffari, R.; Kim, J.; Lee, J.E.; Song, C.; Kim, S.J.; Lee, D.J.; Jun, S.W.; et al. Multifunctional wearable devices for diagnosis and therapy of movement disorders. Nat. Nanotechnol. 2014, 9, 397–404. [Google Scholar] [CrossRef]
- Schwartz, G.; Tee, B.C.K.; Mei, J.G.; Appleton, A.L.; Kim, D.H.; Wang, H.L.; Bao, Z.N. Flexible polymer transistors with high pressure sensitivity for application in electronic skin and health monitoring. Nat. Commun. 2013, 4, 1859. [Google Scholar] [CrossRef]
- Trung, T.Q.; Lee, N.E. Flexible and Stretchable Physical Sensor Integrated Platforms for Wearable Human-Activity Monitoring and Personal Healthcare. Adv. Mater. 2016, 28, 4338–4372. [Google Scholar] [CrossRef]
- Wang, X.; Tao, X.M.; So, R.C.H. A Bio-mechanical Model for Elbow Isokinetic and Isotonic Flexions. Sci. Rep. 2017, 7, 8919. [Google Scholar] [CrossRef]
- Li, Q.; Zhang, L.N.; Tao, X.M.; Ding, X. Review of Flexible Temperature Sensing Networks for Wearable Physiological Monitoring. Adv. Healthc. Mater. 2017, 6, 1601371. [Google Scholar] [CrossRef]
- Chen, Y.; Lu, B.W.; Chen, Y.H.; Feng, X. Breathable and Stretchable Temperature Sensors Inspired by Skin. Sci. Rep. 2015, 5, 11505. [Google Scholar] [CrossRef] [Green Version]
- Webb, R.C.; Bonifas, A.P.; Behnaz, A.; Zhang, Y.H.; Yu, K.J.; Cheng, H.Y.; Shi, M.X.; Bian, Z.G.; Liu, Z.J.; Kim, Y.S.; et al. Ultrathin conformal devices for precise and continuous thermal characterization of human skin. Nat. Mater. 2013, 12, 1078. [Google Scholar] [CrossRef]
- Hussain, A.M.; Lizardo, E.B.; Sevilla, G.A.T.; Nassar, J.M.; Hussain, M.M. Ultrastretchable and Flexible Copper Interconnect-Based Smart Patch for Adaptive Thermotherapy. Adv. Healthc. Mater. 2015, 4, 665–673. [Google Scholar] [CrossRef]
- Li, Q.; Ran, Z.Y.; Ding, X.; Wang, X. Fabric Circuit Board Connecting to Flexible Sensors or Rigid Components for Wearable Applications. Sensors 2019, 19, 3745. [Google Scholar] [CrossRef]
- Lee, C.Y.; Wu, G.W.; Hsieh, W.J. Fabrication of micro sensors on a flexible substrate. Sens. Actuators A Phys. 2008, 147, 173–176. [Google Scholar] [CrossRef]
- Takei, K.; Honda, W.; Harada, S.; Arie, T.; Akita, S. Toward Flexible and Wearable Human-Interactive Health-Monitoring Devices. Adv. Healthc. Mater. 2015, 4, 487–500. [Google Scholar] [CrossRef]
- Lee, C.Y.; Lee, S.J.; Tang, M.S.; Chen, P.C. In Situ Monitoring of Temperature inside Lithium-Ion Batteries by Flexible Micro Temperature Sensors. Sensors 2011, 11, 9942–9950. [Google Scholar] [CrossRef]
- Chen, Z.J.; Zhang, K.Y.; Tong, X.; Liu, Y.H.; Hu, C.Y.; Liu, S.J.; Yu, Q.; Zhao, Q.; Huang, W. Phosphorescent Polymeric Thermometers for In Vitro and In Vivo Temperature Sensing with Minimized Background Interference. Adv. Funct. Mater. 2016, 26, 4386–4396. [Google Scholar] [CrossRef]
- Ramakrishnan, M.; Rajan, G.; Semenova, Y.; Farrell, G. Overview of Fiber Optic Sensor Technologies for Strain/Temperature Sensing Applications in Composite Materials. Sensors 2016, 16, 99. [Google Scholar] [CrossRef]
- Hong, S.Y.; Lee, Y.H.; Park, H.; Jin, S.W.; Jeong, Y.R.; Yun, J.; You, I.; Zi, G.; Ha, J.S. Stretchable Active Matrix Temperature Sensor Array of Polyaniline Nanofibers for Electronic Skin. Adv. Mater. 2016, 28, 930–935. [Google Scholar] [CrossRef]
- Yang, J.; Wei, D.P.; Tang, L.L.; Song, X.F.; Luo, W.; Chu, J.; Gao, T.P.; Shi, H.F.; Du, C.L. Wearable temperature sensor based on graphene nanowalls. RSC Adv. 2015, 5, 25609–25615. [Google Scholar] [CrossRef]
- Ahmed, M.; Chitteboyina, M.M.; Butler, D.P.; Celik-Butler, Z. Temperature Sensor in a Flexible Substrate. IEEE Sens. J. 2012, 12, 864–869. [Google Scholar] [CrossRef]
- Xiao, S.Y.; Che, L.F.; Li, X.X.; Wang, Y.L. A cost-effective flexible MEMS technique for temperature sensing. Microelectron. J. 2007, 38, 360–364. [Google Scholar] [CrossRef]
- Sadasivuni, K.K.; Kafy, A.; Kim, H.C.; Ko, H.U.; Mun, S.; Kim, J. Reduced graphene oxide filled cellulose films for flexible temperature sensor application. Synth. Met. 2015, 206, 154–161. [Google Scholar] [CrossRef]
- Yokota, T.; Inoue, Y.; Terakawa, Y.; Reeder, J.; Kaltenbrunner, M.; Ware, T.; Yang, K.J.; Mabuchi, K.; Murakawa, T.; Sekino, M.; et al. Ultraflexible, large-area, physiological temperature sensors for multipoint measurements. Proc. Natl. Acad. Sci. USA 2015, 112, 14533–14538. [Google Scholar] [CrossRef] [Green Version]
- Huo, X.Y.; Liu, H.X.; Liang, Y.R.; Fu, M.Q.; Sun, W.Q.; Chen, Q.; Xu, S.Y. A Nano-Stripe Based Sensor for Temperature Measurement at the Submicrometer and Nano Scales. Small 2014, 10, 3869–3875. [Google Scholar] [CrossRef]
- Jeon, J.; Lee, H.B.R.; Bao, Z. Flexible Wireless Temperature Sensors Based on Ni Microparticle-Filled Binary Polymer Composites. Adv. Mater. 2013, 25, 850–855. [Google Scholar] [CrossRef]
- Zhang, Y.H.; Webb, R.C.; Luo, H.Y.; Xue, Y.G.; Kurniawan, J.; Cho, N.H.; Krishnan, S.; Li, Y.H.; Huang, Y.G.; Rogers, J.A. Theoretical and Experimental Studies of Epidermal Heat Flux Sensors for Measurements of Core Body Temperature. Adv. Healthc. Mater. 2016, 5, 119–127. [Google Scholar] [CrossRef]
- Yoon, S.; Sim, J.K.; Cho, Y.H. A Flexible and Wearable Human Stress Monitoring Patch. Sci. Rep. 2016, 6, 23468. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.J.; Cheng, M.Y.; Shih, S.C.; Huang, X.H.; Tsao, C.M.; Chang, F.Y.; Fan, K.C. A 32 × 32 temperature and tactile sensing array using PI-copper films. Int. J. Adv. Manuf. Tech. 2010, 46, 945–956. [Google Scholar] [CrossRef]
- Koh, K.H.; Yu, C.W. Comparing the accuracy of skin sensor temperature at two placement sites to axillary temperature in term infants under radiant warmers. J. Neonatal Nurs. 2016, 22, 196–203. [Google Scholar] [CrossRef]
- Li, Q.; Chen, H.; Ran, Z.Y.; Zhang, L.N.; Xiang, R.F.; Wang, X.; Tao, X.M.; Ding, X. Full fabric sensing network with large deformation for continuous detection of skin temperature. Smart Mater. Struct. 2018, 27, 105017. [Google Scholar] [CrossRef]
- Li, Q.; Tao, X.M. Three-dimensionally deformable, highly stretchable, permeable, durable and washable fabric circuit boards. Proc. R. Soc. A Math. Phys. Eng. Sci. 2014, 470, 1471–2946. [Google Scholar] [CrossRef]
- Li, Q.; Tao, X.M. A stretchable knitted interconnect for three-dimensional curvilinear surfaces. Text. Res. J. 2011, 81, 1171–1182. [Google Scholar]
- Yu, Z.C.; Zhang, J.F.; Lou, C.W.; Lin, J.H. Investigation and fabrication of multifunctional metal composite knitted fabrics. Text. Res. J. 2014, 85, 188–199. [Google Scholar] [CrossRef]
- Ortlek, H.G.; Saracoglu, O.G.; Saritas, O.; Bilgin, S. Electromagnetic shielding characteristics of woven fabrics made of hybrid yarns containing metal wire. Fibers Polym. 2012, 13, 63–67. [Google Scholar] [CrossRef]
- Shao, H.Q.; Chen, N.L.; Jiang, J.; Xiong, L.; Shao, G.; Kong, J. Empirical Model for Evaluating Covered Effect on Polyimide/Metal Wire Cowrapped Yarn by Response Surface Methodology. J. Donghua Univ. Engl. Ed. 2016, 33, 520–523. [Google Scholar]
- Sunter, N. Investigation of Polyacrylic/Metal Wire Composite Yarn Characteristics Manufactured on Fancy Yarn Machine. Mater. Manuf. Proc. 2013, 28, 650–656. [Google Scholar]
- Yu, Z.C.; Zhang, J.F.; Lou, C.W.; Lin, J.H. Processing and Properties of Multifunctional Metal Composite Yarns and Woven Fabric. Mater. Manuf. Proc. 2015, 30, 320–326. [Google Scholar] [CrossRef]
- Li, F.Y.; Yan, S.Y.; Cheng, X.W. Performance of Electrically Conductive Fabrics Based on Polyester/Metal Wire Wrapped Yarns. Adv. Mater. Res. 2011, 287, 2543–2546. [Google Scholar] [CrossRef]
- Bedeloglu, A.; Sunter, N.; Bozkurt, Y. Manufacturing and Properties of Yarns Containing Metal Wires. Mater. Manuf. Proc. 2011, 26, 1378–1382. [Google Scholar] [CrossRef]
- Bedeloglu, A.; Sunter, N.; Yildirim, B.; Bozkurt, Y. Bending and tensile properties of cotton/metal wire complex yarns produced for electromagnetic shielding and conductivity applications. J. Text. Inst. 2012, 103, 1304–1311. [Google Scholar] [CrossRef]
- Lou, C.W. Process of Complex Core Spun Yarn Containing a Metal Wire. Text. Res. J. 2005, 75, 466–473. [Google Scholar] [CrossRef]
- Hashemian, H.M. Response time testing of temperature sensors using loop current step response method. AIP Conf. Proc. 2013, 1552, 949. [Google Scholar]
- SINOPEC Shanghai Engineering Company Limited (SSEC). Chemical Process. Design Handbook, 4th ed.; Chemical Industry: Beijing, China, 2009; pp. 1242–1249. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
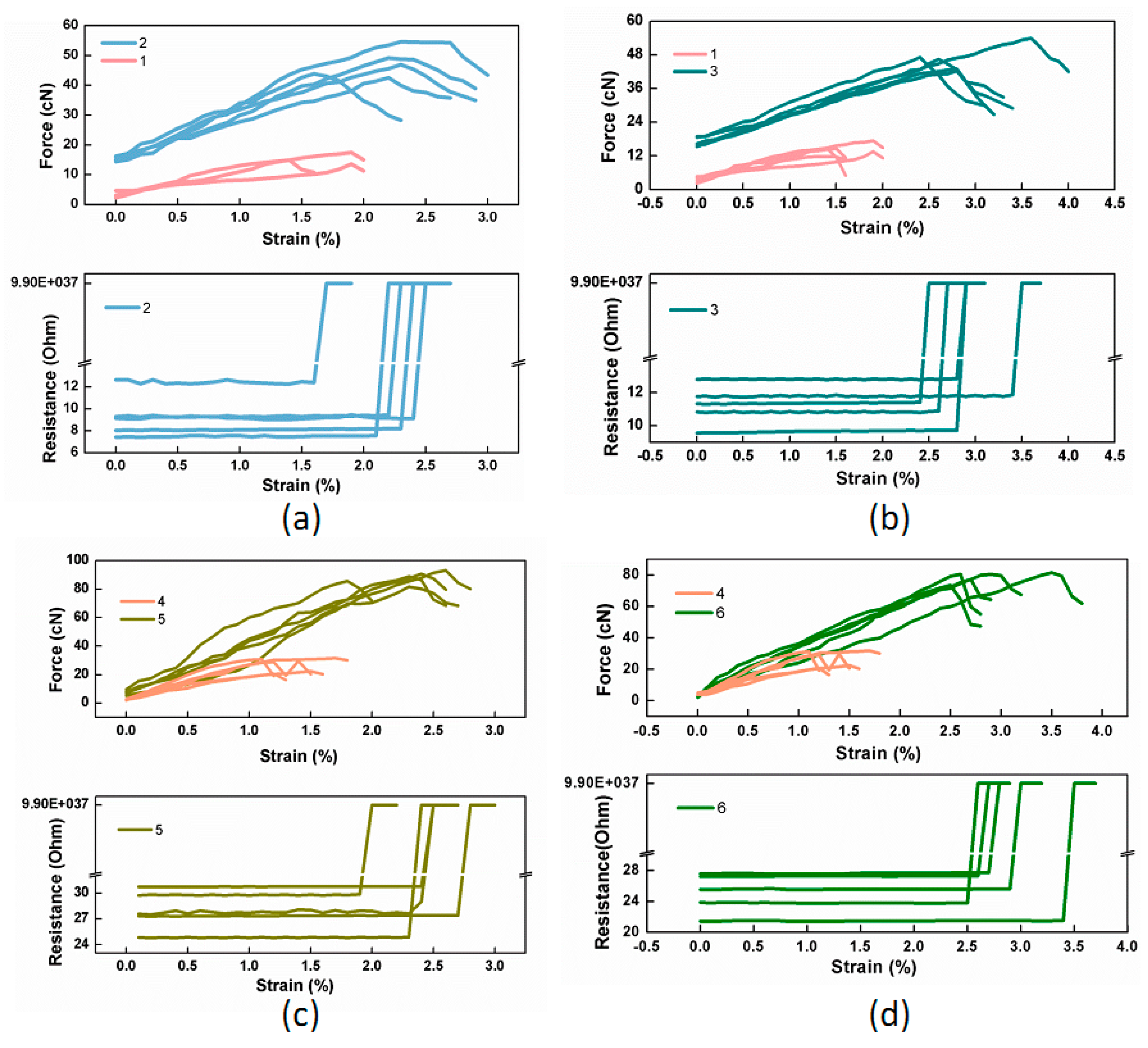
| Sample No. | Force (cN) | Deviation (±cN) | Strain (%) | Deviation (±%) |
|---|---|---|---|---|
| 1 | 17.79 | 0.56 | 1.16 | 0.13 |
| 2 | 47.36 | 2.39 | 2.12 | 0.15 |
| 3 | 46.58 | 2.33 | 2.84 | 0.23 |
| 4 | 31.31 | 0.75 | 1.13 | 0.14 |
| 5 | 88.06 | 2.24 | 2.28 | 0.13 |
| 6 | 78.57 | 1.69 | 2.84 | 0.19 |
| Indicator | Environment | Process | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|---|---|
| α (Ω/°C) | Oilbath | Heating | 0.00381 | 0.00378 | 0.00352 | 0.00328 | 0.00323 | 0.00337 |
| Cooling | 0.00409 | 0.00410 | 0.00380 | 0.00352 | 0.00315 | 0.00365 | ||
| Hotplate | Heating | 0.00409 | 0.00315 | 0.00478 | 0.00325 | 0.00322 | 0.00263 | |
| Cooling | 0.00394 | 0.00292 | 0.00422 | 0.00308 | 0.00301 | 0.00255 | ||
| r2 | Oilbath | Heating | 0.99941 | 0.99913 | 0.99861 | 0.99783 | 0.99614 | 0.99882 |
| Cooling | 0.99904 | 0.99900 | 0.99907 | 0.99876 | 0.99826 | 0.99875 | ||
| Hotplate | Heating | 0.99891 | 0.99833 | 0.99928 | 0.99883 | 0.99487 | 0.99951 | |
| Cooling | 0.99961 | 0.99979 | 0.99836 | 0.99908 | 0.99842 | 0.99927 |
| Sample No. | Temperature Range (°C) | RTO 1 (s) | RTp 1 (s) |
|---|---|---|---|
| 1 | 20 ± 2–50 ± 2 | 0.25 ± 0.03 | 0.28 ± 0.12 |
| 2 | 0.55 ± 0.05 | 1.56 ± 0.10 | |
| 3 | 0.60 ± 0.04 | 2.28 ± 0.14 | |
| 4 | 0.15 ± 0.05 | 0.96 ± 0.08 | |
| 5 | 0.25 ± 0.10 | 3.92 ± 0.06 | |
| 6 | 0.25 ± 0.05 | 3.68 ± 0.06 |
| Material | Air | PA66 | Pt |
|---|---|---|---|
| λ(W/(m·°C) | 0.027 | 0.28 | 72 |
| Fabric Specimens | Temperature Range (°C) | RTf 1 (s) | RTb 1 (s) |
|---|---|---|---|
| #1 | 20 ± 2–50 ± 2 | 0.75 ± 0.05 | 0.70 ± 0.05 |
| #2 | 0.75 ± 0.10 | 0.85 ± 0.15 | |
| #3 | 0.95 ± 0.10 | 0.90± 0.10 | |
| #4 | 0.70 ± 0.05 | 0.75 ± 0.15 | |
| #5 | 0.95 ± 0.05 | 1.08 ± 0.10 | |
| #6 | 1.15 ± 0.10 | 0.85 ± 0.25 |
| Fabric Specimens | Temperature Range (°C) | RTf (s) | RTb (s) |
|---|---|---|---|
| #1 | 20 ± 2–50 ± 2 | 5.02 ± 0.19 | 5.88 ± 0.50 |
| #2 | 5.80 ± 0.33 | 6.98 ± 0.31 | |
| #3 | 5.90 ± 0.30 | 6.93 ± 0.28 | |
| #4 | 5.04 ± 0.12 | 6.55 ± 0.47 | |
| #5 | 6.22 ± 0.13 | 6.82 ± 0.20 | |
| #6 | 5.26 ± 0.30 | 7.56 ± 0.41 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Q.; Wang, X.; Ding, X.; Li, Q. Fabrication and Characterization of Wrapped Metal Yarns-based Fabric Temperature Sensors. Polymers 2019, 11, 1549. https://doi.org/10.3390/polym11101549
Yang Q, Wang X, Ding X, Li Q. Fabrication and Characterization of Wrapped Metal Yarns-based Fabric Temperature Sensors. Polymers. 2019; 11(10):1549. https://doi.org/10.3390/polym11101549
Chicago/Turabian StyleYang, Qian, Xi Wang, Xin Ding, and Qiao Li. 2019. "Fabrication and Characterization of Wrapped Metal Yarns-based Fabric Temperature Sensors" Polymers 11, no. 10: 1549. https://doi.org/10.3390/polym11101549
APA StyleYang, Q., Wang, X., Ding, X., & Li, Q. (2019). Fabrication and Characterization of Wrapped Metal Yarns-based Fabric Temperature Sensors. Polymers, 11(10), 1549. https://doi.org/10.3390/polym11101549