Influence of Single/Collective Use of Curing Agents on the Curing Behavior and Bond Strength of Soy Protein-Melamine-Urea-Formaldehyde (SMUF) Resin for Plywood Assembly



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Soybean Protein-Melamine-Urea-Formaldehyde Resin Adhesive
2.3. Use of the Curing Agents for SMUF Resin Adhesive
2.4. Preparation of Plywood with SMUF and Testing of the Shear Strength
2.5. Fourier Transform Infrared Spectroscopy
2.6. 13C Nuclear Magnetic Resonance Spectroscopy
2.7. Differential Scanning Calorimetry
2.8. Thermogravimetric Analysis
2.9. Scanning Electron Microscopy Imaging
3. Results and Discussion
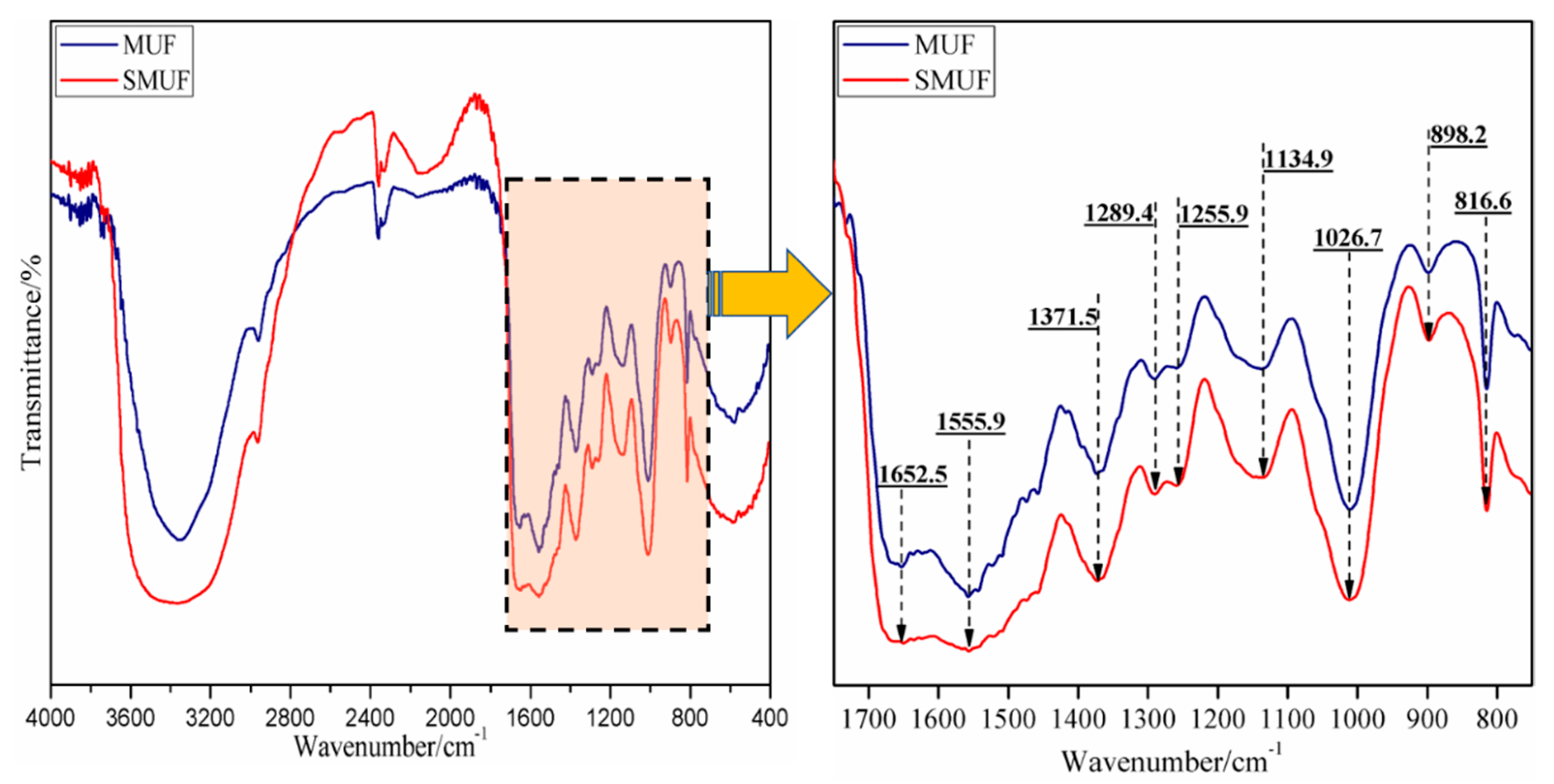
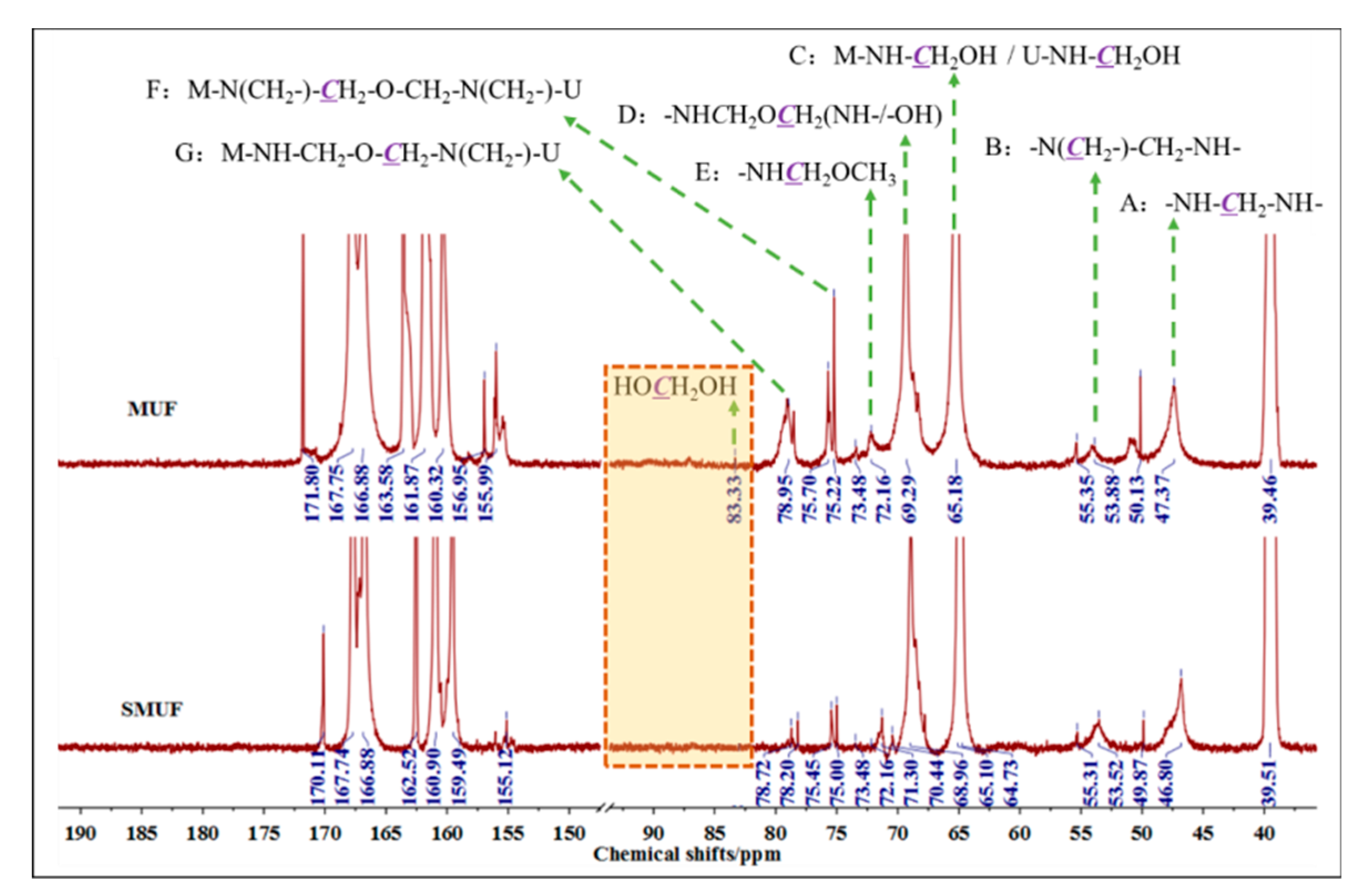
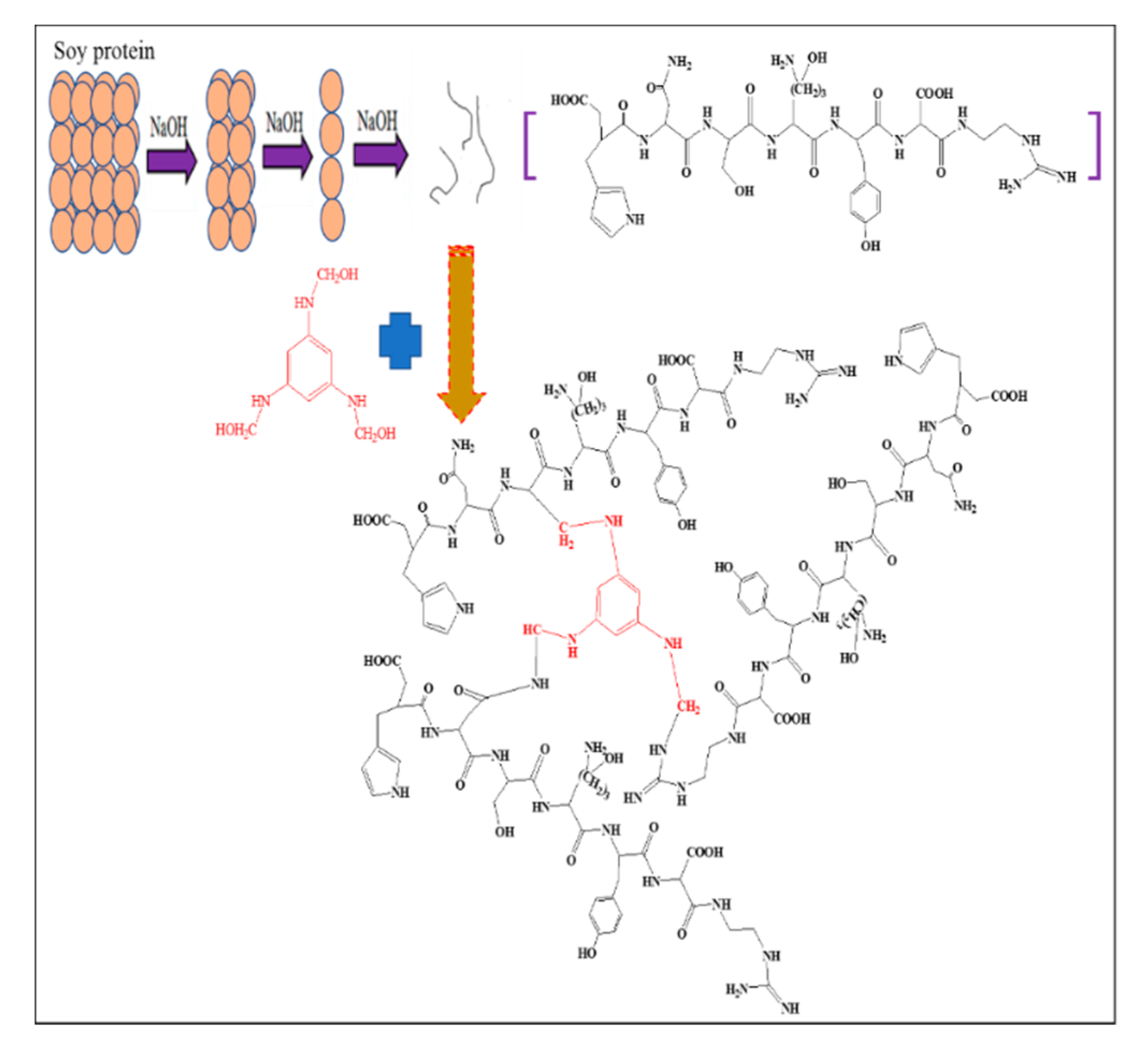
3.1. Structural Analysis of SMUF Resin
3.2. Basic Physicochemical Properties of SMUF Resin Adhesive
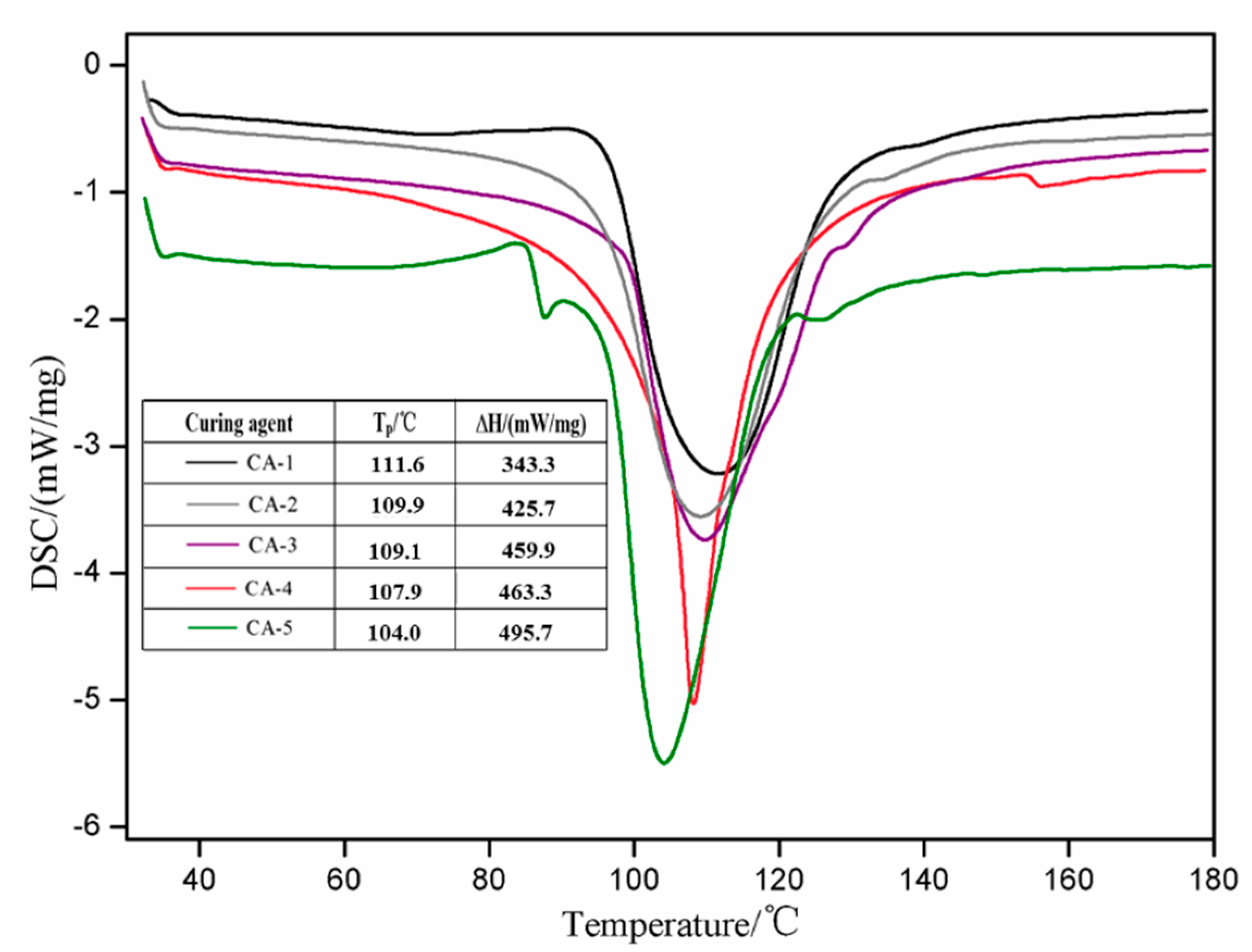
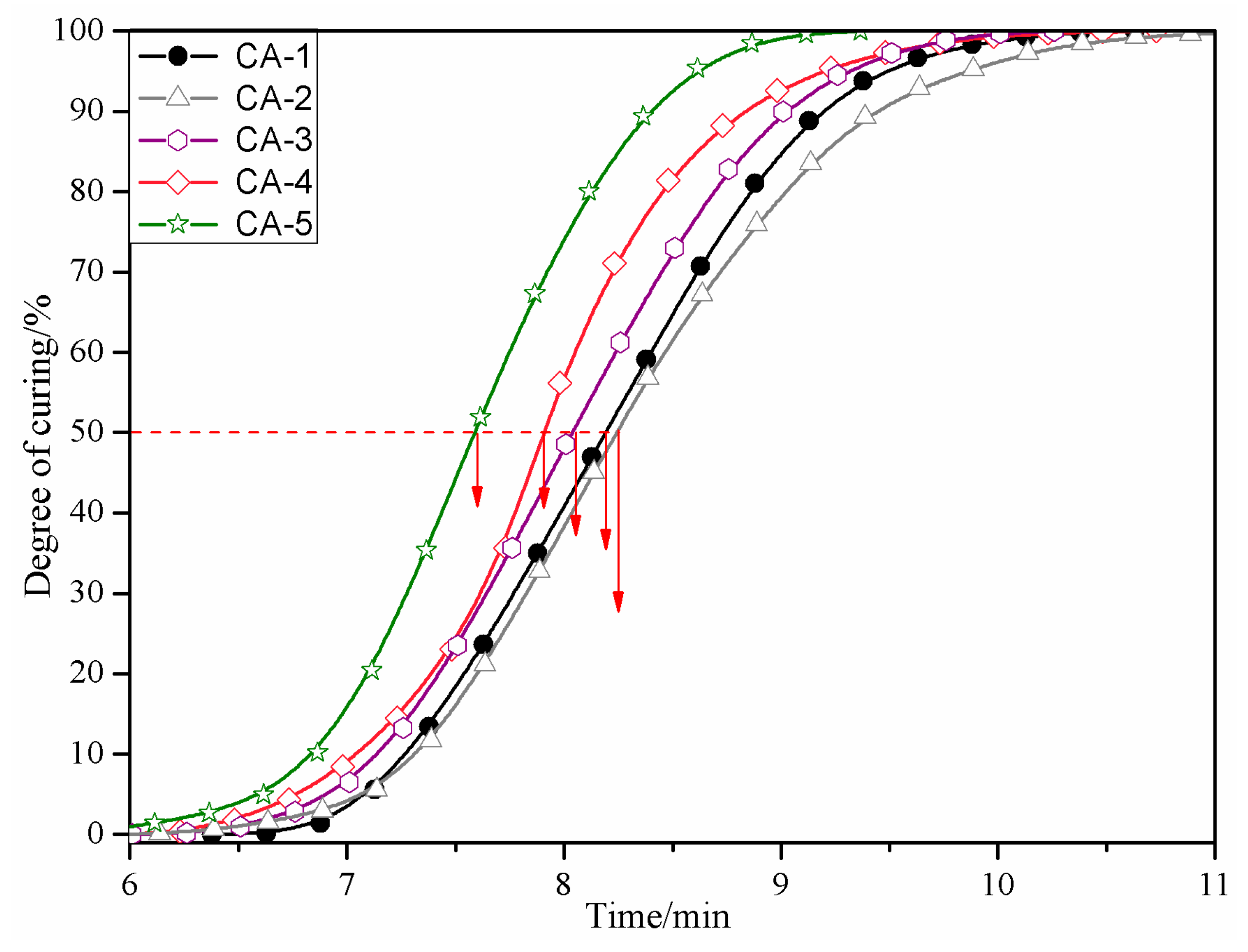
3.3. Analysis of the Curing Behavior of SMUF Resin Adhesive
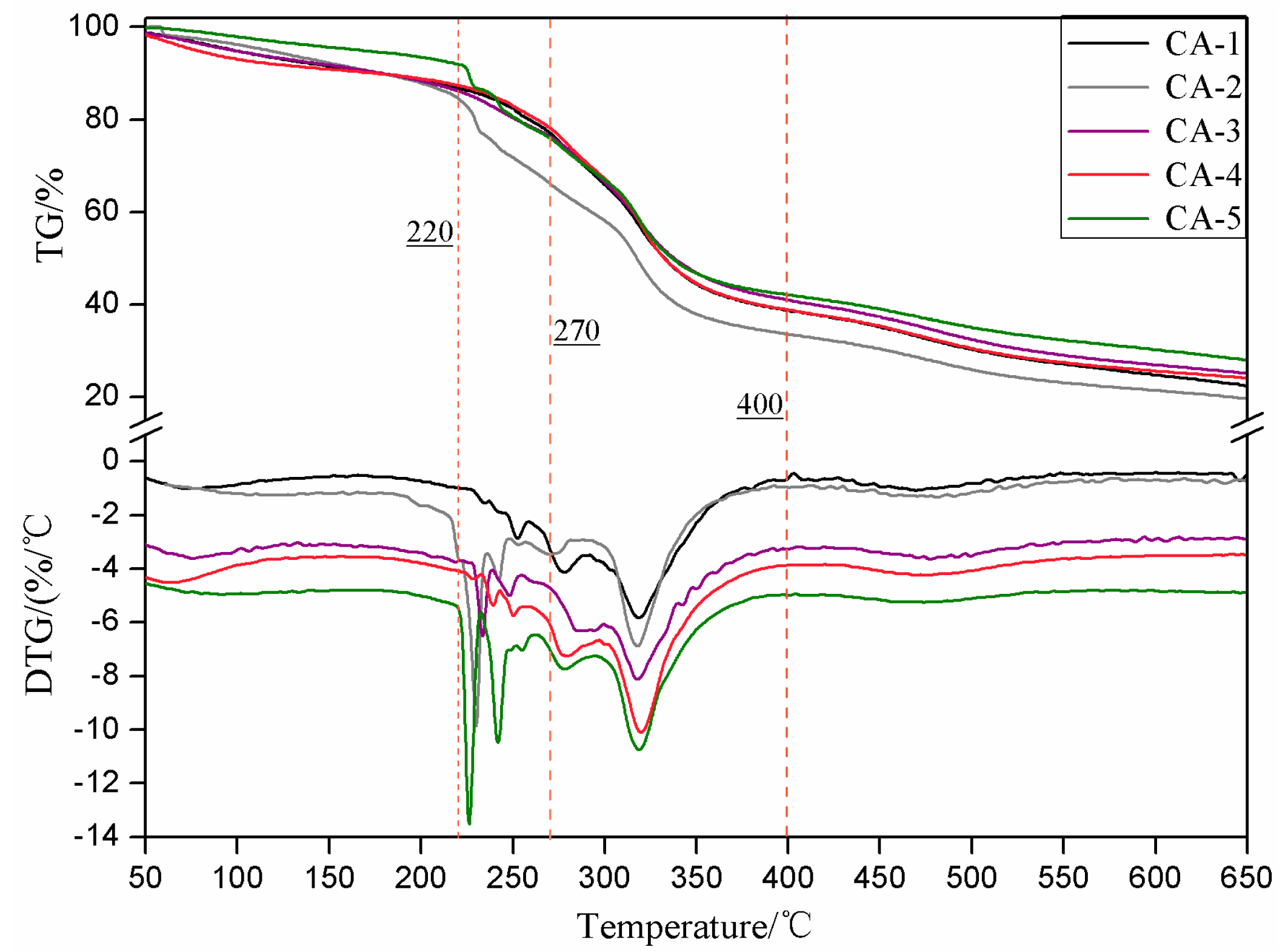
3.4. Thermal Performance of the SMUF Resin Adhesive
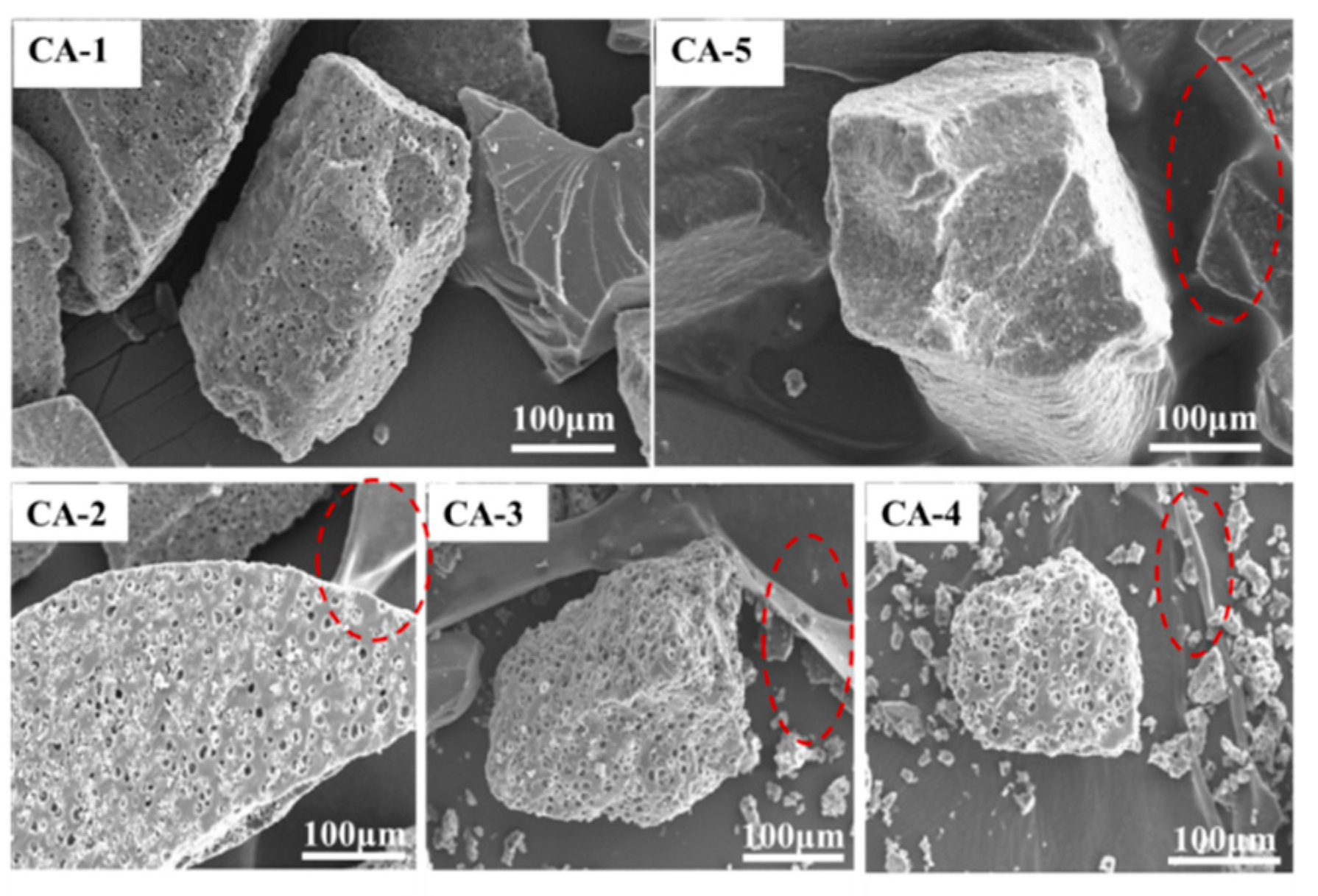
3.5. Interfacial Properties of SMUF Resin Adhesive under Different Curing Agents



4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pizzi, A. Melamine-formaldehyde adhesives. In Handbook of Adhesive Technology; Taylor & Francis Group, LLC.: Abingdon, UK, 2003; Volume 2. [Google Scholar]
- Zanetti, M.; Pizzi, A. Dependance on the adhesive formulation of the upgrading of MUF particleboard adhesives and decrease of melamine content by buffer and additives. Holz als Roh-und Werkstoff 2004, 62, 445–451. [Google Scholar] [CrossRef]
- Halvarsson, S.; Edlund, H.; Norgren, M. Properties of medium-density fibreboard (MDF) based on wheat straw and melamine modified urea formaldehyde (UMF) resin. Ind. Crop. Prod. 2008, 28, 37–46. [Google Scholar] [CrossRef]
- Silva, D.A.L.; Lahr, F.A.R.; Varanda, L.D.; Christoforo, A.L.; Ometto, A.R. Environmental performance assessment of the melamine-urea-formaldehyde (MUF) resin manufacture: A case study in Brazil. J. Clean. Prod. 2015, 96, 299–307. [Google Scholar] [CrossRef]
- No, B.Y.; Kim, M.G. Syntheses and properties of low-level melamine-modified urea–melamine–formaldehyde resins. J. Appl. Polym. Sci. 2004, 93, 2559–2569. [Google Scholar] [CrossRef]
- Zhou, X.; Essawy, H.A.; Pizzi, A.; Li, X.; Rode, K.; Radke, W.; Du, G. Upgrading of MUF adhesives for particleboard production using oligomers of hyperbranched poly (amine-ester). J. Adhes. Sci. Technol. 2013, 27, 1058–1068. [Google Scholar] [CrossRef]
- Zhou, X.; Pizzi, A.; Du, G. The effect of nanoclay on melamine-urea-formaldehyde wood adhesives. J. Adhes. Sci. Technol. 2012, 26, 1341–1348. [Google Scholar]
- Zhou, X.; Essawy, H.A.; Pizzi, A.; Li, X.; Pasch, H.; Pretorius, N.; Du, G. Poly (amidoamine) s dendrimers of different generations as components of melamine urea formaldehyde (MUF) adhesives used for particleboards production: What are the positive implications? J. Polym. Res. 2013, 20, 267. [Google Scholar] [CrossRef]
- Fan, D.B.; Qin, T.F.; Chu, F.X. A soy flour-based adhesive reinforced by low addition of MUF resin. J. Adhes. Sci. Technol. 2011, 25, 323–333. [Google Scholar] [CrossRef]
- Gao, Q.; Shi, S.Q.; Zhang, S.; Li, J.; Wang, X.; Ding, W.; Wang, J. Soybean meal-based adhesive enhanced by MUF resin. J. Appl. Polym. Sci. 2012, 125, 3676–3681. [Google Scholar] [CrossRef]
- Simon, C.; Pizzi, A. Tannins/melamine–urea–formaldehyde (MUF) resins substitution of chrome in leather and its characterization by thermomechanical analysis. J. Appl. Polym. Sci. 2003, 88, 1889–1903. [Google Scholar] [CrossRef]
- Zhang, B.G.; Zhu, L.L.; Xi, X.D.; Wu, Z.G.; Lei, H.; Du, G.B. Tannin modified MUF resin adhesive for glulam. Adhesion 2017, 10, 031–034. [Google Scholar]
- Xi, X.D.; Lei, H.; Du, G.B.; Zhang, Q.Y.; Cheng, Z.Y.; Lin, G.; Li, B. The performance of MUF resin modified by tannins curing at room temperature. J. Southwest For. Univ. 2016, 36, 143–147. [Google Scholar]
- Luo, J.L.; Zhang, J.Y.; Gao, Q.; Mao, A.; Li, J.Z. Toughening and Enhancing Melamine–Urea–Formaldehyde Resin Properties via in situ Polymerization of Dialdehyde Starch and Microphase Separation. Polymers 2019, 11, 1167. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, H.; Wu, Z.G.; Xi, X.D.; Cao, M.; Guo, X.S.; Lei, H.; Du, G.B. Synthesis and study of a new melamine-urea-formaldehyde resin(I)-MUF resin modified by degradated soy-protein. J. Northwest For. Univ. 2016, 31, 260–264. [Google Scholar]
- Wu, Z.G.; Xi, X.D.; Cao, M.; Wang, H.; Lei, H.; Zhang, B.G.; Du, G.B. Synthesis of a new melamine-urea-formaldehyde resin-preparation of MUF with degradated liquid of soy-protein and concentrated formaldehyde. Chin. J. Mater. Res. 2015, 29, 814–820. [Google Scholar]
- Que, Z.; Furuno, T.; Katoh, S.; Nishino, Y. Effects of urea–formaldehyde resin mole ratio on the properties of particleboard. Build. Environ. 2007, 42, 1257–1263. [Google Scholar] [CrossRef]
- Ghani, A.; Ashaari, Z.; Bawon, P.; Lee, S.H. Reducing formaldehyde emission of urea formaldehyde-bonded particleboard by addition of amines as formaldehyde scavenger. Build. Environ. 2018, 142, 188–194. [Google Scholar] [CrossRef]
- Hematabadi, H.; Behrooz, R.; Shakibi, A.; Arabi, M. The reduction of indoor air formaldehyde from wood based composites using urea treatment for building materials. Constr. Build. Mater. 2012, 28, 743–746. [Google Scholar] [CrossRef]
- Wang, H.; Cao, M.; Li, T.H.; Yang, L.; Duan, Z.G.; Zhou, X.J.; Du, G.B. Characterization of the Low Molar Ratio Urea–Formaldehyde Resin with 13C NMR and ESI–MS: Negative Effects of the Post-Added Urea on the Urea–Formaldehyde Polymers. Polymers 2018, 10, 602. [Google Scholar] [CrossRef] [Green Version]
- Luo, J.; Luo, J.L.; Bai, Y.Y.; Gao, Q.; Li, J.Z. A high performance soy protein-based bio-adhesive enhanced with a melamine/epichlorohydrin prepolymer and its application on plywood. RSC Adv. 2016, 6, 67669–67676. [Google Scholar] [CrossRef]
- Li, T.H.; Guo, X.S.; Liang, J.K. Competitive formation of the methylene and methylene ether bridges in the urea-formaldehyde reaction in alkaline solution: A combined experimental and theoretical study. Wood Sci. Technol. 2015, 49, 475–493. [Google Scholar] [CrossRef]
- Li, T.H.; Wang, H.; Liang, J.K. Specific solvation effects on the formation of urea anion in alkaline solution. Prog. React. Kinet. Mech. 2014, 39, 115–121. [Google Scholar] [CrossRef]
- Luo, J.; Luo, J.; Yuan, C.; Zhang, W.; Li, J.; Gao, Q.; Chen, H. An eco-friendly wood adhesive from soy protein and lignin: Performance properties. RSC Adv. 2015, 5, 100849–100855. [Google Scholar] [CrossRef]
- Liu, Y.; Li, K. Chemical modification of soy protein for wood adhesives. Macromol. Rapid Commun. 2002, 23, 739–742. [Google Scholar] [CrossRef]
- Kumar, R.; Choudhary, V.; Mishra, S.; Varma, I.K.; Mattiason, B. Adhesives and plastics based on soy protein products. Ind. Crop. Prod. 2002, 16, 155–172. [Google Scholar] [CrossRef]
- Wu, Z.; Lei, H.; Du, G.; Cao, M.; Xi, X.; Liang, J. Urea–formaldehyde resin prepared with concentrated formaldehyde. J. Adhes. Sci. Technol. 2016, 30, 2655–2666. [Google Scholar] [CrossRef]
- Zhang, S.F.; Li, J.Z.; Zhang, J.Z.; Li, Y.H.; Gao, Q. Study on properties of modified low molar ratio urea-formaldehyde resins (I). Adv. Mater. Res. 2010, 113, 2016–2020. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Curing Agent Abbreviation | Composition |
|---|---|
| CA-1 | 1.6% (NH4)2SO4 |
| CA-2 | 1.6% (NH4)2HPO4 |
| CA-3 | 1.2% (NH4)2HPO4 + 0.4% (NH4)2SO4 |
| CA-4 | 1.2% (NH4)2HPO4 + 0.4% (NH4)2S2O8 |
| CA-5 | 1.0 % (NH4)2HPO4 + 0.3% (NH4)2SO4 + 0.3% (NH4)2S2O8 |
| Resin Type | Viscosity/mPa·s | Solid Content/% | Appearance |
|---|---|---|---|
| MUF | 590 | 66.7 |  |
| SMUF | 725 | 67.2 |  |
| Curing Agents | Viscosity /mPa·s | Adhesive pH before Curing | Adhesive pH after Curing | Shear Strength in Boiling Water /MPa |
|---|---|---|---|---|
| Blank | 1760 | 8.68 | 8.53 | 0.22 ± 0.04 |
| CA-1 | 3400 | 7.17 | 6.43 | 1.71 ± 0.06 |
| CA-2 | 1900 | 7.19 | 6.01 | 2.03 ± 0.09 |
| CA-3 | 2350 | 7.01 | 6.13 | 2.16 ± 0.11 |
| CA-4 | 2050 | 6.32 | 5.61 | 2.31 ± 0.08 |
| CA-5 | 3150 | 7.03 | 6.18 | 2.58 ± 0.09 |
| Curing Agents | Temperature Interval/°C | Weight Loss/% | Char Yield/% |
|---|---|---|---|
| CA-1 | 50–220 | 13.18 | 22.47 |
| 220–270 | 9.30 | ||
| 270–400 | 38.79 | ||
| 400–650 | 16.26 | ||
| CA-2 | 50–220 | 15.57 | 19.56 |
| 220–270 | 18.52 | ||
| 270–400 | 32.34 | ||
| 400–650 | 14.01 | ||
| CA-3 | 50–220 | 13.81 | 25.36 |
| 220–270 | 9.86 | ||
| 270–400 | 35.44 | ||
| 400–650 | 15.53 | ||
| CA-4 | 50–220 | 12.63 | 24.04 |
| 220–270 | 9.06 | ||
| 270–400 | 29.59 | ||
| 400–650 | 14.68 | ||
| CA-5 | 50–220 | 8.00 | 28.34 |
| 220–270 | 16.19 | ||
| 270–400 | 33.60 | ||
| 400–650 | 13.87 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Z.; Zhang, B.; Zhou, X.; Li, L.; Yu, L.; Liao, J.; Du, G. Influence of Single/Collective Use of Curing Agents on the Curing Behavior and Bond Strength of Soy Protein-Melamine-Urea-Formaldehyde (SMUF) Resin for Plywood Assembly. Polymers 2019, 11, 1995. https://doi.org/10.3390/polym11121995
Wu Z, Zhang B, Zhou X, Li L, Yu L, Liao J, Du G. Influence of Single/Collective Use of Curing Agents on the Curing Behavior and Bond Strength of Soy Protein-Melamine-Urea-Formaldehyde (SMUF) Resin for Plywood Assembly. Polymers. 2019; 11(12):1995. https://doi.org/10.3390/polym11121995
Chicago/Turabian StyleWu, Zhigang, Bengang Zhang, Xiaojian Zhou, Lifen Li, Liping Yu, Jingjing Liao, and Guanben Du. 2019. "Influence of Single/Collective Use of Curing Agents on the Curing Behavior and Bond Strength of Soy Protein-Melamine-Urea-Formaldehyde (SMUF) Resin for Plywood Assembly" Polymers 11, no. 12: 1995. https://doi.org/10.3390/polym11121995
APA StyleWu, Z., Zhang, B., Zhou, X., Li, L., Yu, L., Liao, J., & Du, G. (2019). Influence of Single/Collective Use of Curing Agents on the Curing Behavior and Bond Strength of Soy Protein-Melamine-Urea-Formaldehyde (SMUF) Resin for Plywood Assembly. Polymers, 11(12), 1995. https://doi.org/10.3390/polym11121995