Multiple-Jet Needleless Electrospinning Approach via a Linear Flume Spinneret

 ,
, 
Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Experiment Details
2.1. Materials
2.2. Needleless Electrospinning Apparatus
2.3. Characterization and Measurement
3. Results and Discussion
3.1. Electric Field Simulation of the Linear Flume Spinneret
3.2. Effects of the Spinning Process Parameters on the Morphology of Nanofibers
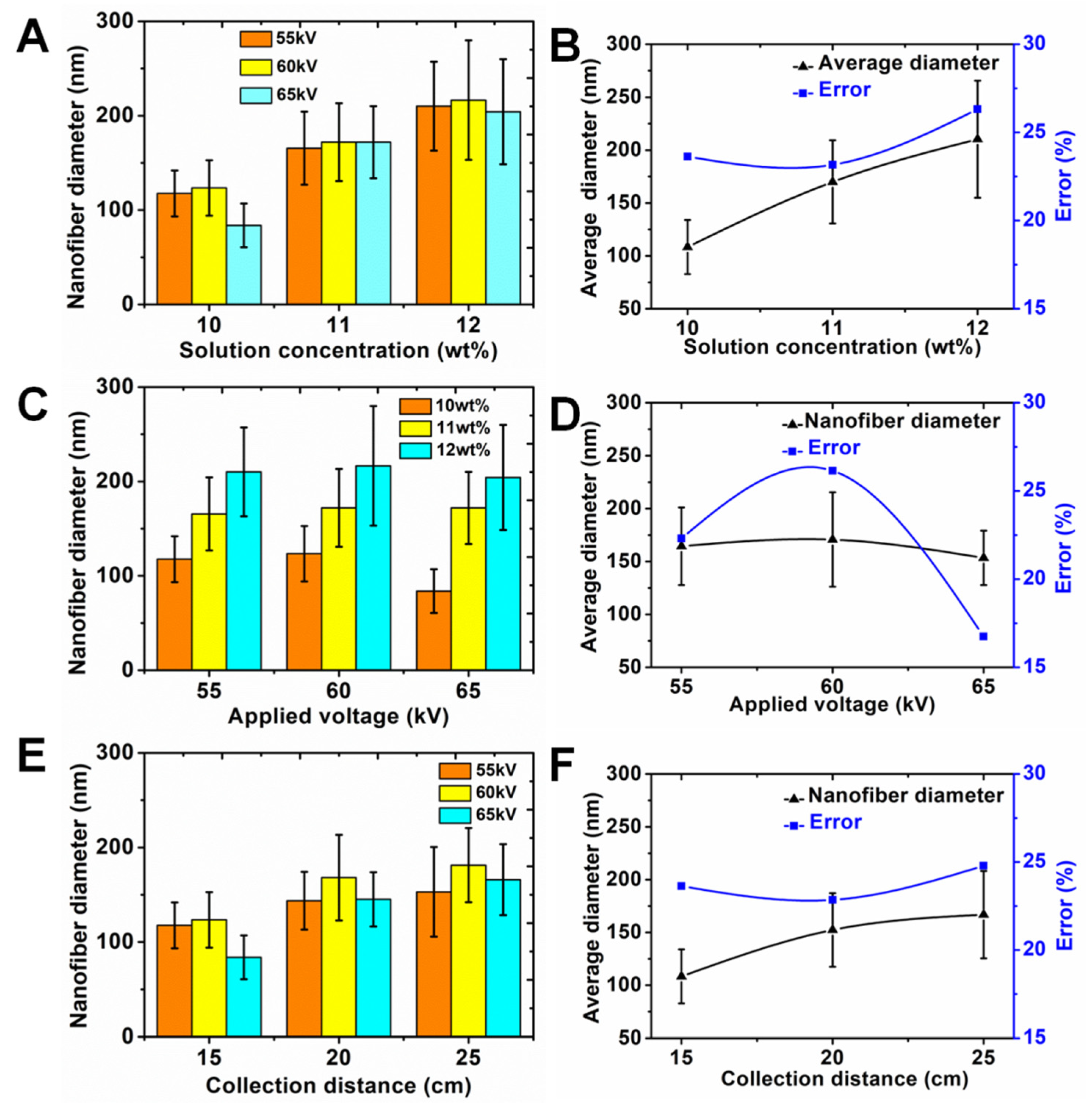
3.3. Effects of the Spinning Process Parameters on Nanofiber Diameter
3.4. Effects of the Spinning Process Parameters on the Productivity of Nanofibers
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Li, D.; Xia, Y.N. Electrospinning of nanofibers: Reinventing the wheel? Adv. Mater. 2004, 16, 1151–1170. [Google Scholar] [CrossRef]
- Yan, S.L.; Yu, Y.X.; Ma, R.; Fang, J.Y. The formation of ultrafine polyamide 6 nanofiber membranes with needleless electrospinning for air filtration. Polym. Adv. Technol. 2019, 30, 1635–1643. [Google Scholar] [CrossRef]
- Wei, L.; Zhang, H.N.; Qin, X.H. Fabricated narrow diameter distribution nanofiber for an air filtration membrane using a double rings slit spinneret. Text. Res. J. 2019, 89, 936–947. [Google Scholar] [CrossRef]
- Wu, S.H.; Liu, P.H.; Zhang, Y.; Zhang, H.N.; Qin, X.H. Flexible and conductive nanofiber-structured single yarn sensor for smart wearable devices. Sens. Actuators B Chem. 2017, 252, 697–705. [Google Scholar] [CrossRef]
- Barnes, C.P.; Sell, S.A.; Boland, E.D.; Simpson, D.G.; Bowlin, G.L. Nanofiber technology: Designing the next generation of tissue engineering scaffolds. Adv. Drug Deliv. Rev. 2007, 59, 1413–1433. [Google Scholar] [CrossRef] [PubMed]
- Fouad, H.; Al-Shammari, B.A.; AlRez, M.F.; Al-Fotawi, R.; Mahmood, A. Modified Bi-Layered Polycaprolactone Nanofiber Scaffolds for Vascular Tissue Engineering Applications. Nanosci. Nanotechnol. Lett. 2019, 11, 1–10. [Google Scholar] [CrossRef]
- Ren, H.Y.; Zheng, L.M.; Wang, G.R.; Gao, X.; Tan, Z.J.; Shan, J.Y.; Cui, L.Z.; Li, K.; Jian, M.Q.; Zhu, L.C.; et al. Transfer-Medium-Free Nanofiber-Reinforced Graphene Film and Applications in Wearable Transparent Pressure Sensors. Acs Nano 2019, 13, 5541–5548. [Google Scholar] [CrossRef]
- Ismar, E.; Sarac, A.S. Electrospun polyacrylonitrile-lauric acid composite nanofiber webs as a thermal energy storage material. J. Eng. Fibers Fabr. 2019, 14, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Jahan, I.; Wang, L.J.; Wang, X. Needleless Electrospinning from a Tube with an Embedded Wire Loop. Macromol. Mater. Eng. 2019, 304, 1800588. [Google Scholar] [CrossRef]
- Yang, Y.; Jia, Z.D.; Li, Q.A.; Hou, L.; Liu, J.N.; Wang, L.M.; Guan, Z.C.; Zahn, M. A Shield Ring Enhanced Equilateral Hexagon Distributed Multi-needle Electrospinning Spinneret. IEEE Trans. Dielectr. Electr. Insul. 2010, 17, 1592–1601. [Google Scholar] [CrossRef]
- Tian, L.; Zhao, C.C.; Pan, Z.J. Fabrication of High-Alignment-Degree Nanofiber Filaments Using Multi-Needle Electrospinning Equipment with an Auxiliary Electrode. Sci. Adv. Mater. 2015, 7, 2327–2335. [Google Scholar] [CrossRef]
- Yarin, A.; Zussman, E. Upward needleless electrospinning of multiple nanofibers. Polymer 2004, 45, 2977–2980. [Google Scholar] [CrossRef]
- Jirsak, O.; Sysel, P.; Sanetrnik, F.; Hruza, J.; Chaloupek, J. Polyamic acid nanofibers produced by needleless electrospinning. J. Nanomater. 2010, 2010, 49. [Google Scholar] [CrossRef]
- Lu, B.; Wang, Y.; Liu, Y.; Duan, H.; Zhou, J.; Zhang, Z.; Wang, Y.; Li, X.; Wang, W.; Lan, W.; et al. Superhigh-throughput needleless electrospinning using a rotary cone as spinneret. Small 2010, 6, 1612–1616. [Google Scholar] [CrossRef]
- Tang, S.; Zeng, Y.; Wang, X. Splashing needleless electrospinning of nanofibers. Polym. Eng. Sci. 2010, 50, 2252–2257. [Google Scholar] [CrossRef]
- Liu, Y.; He, J.-H. Bubble electrospinning for mass production of nanofibers. Int. J. Nonlinear Sci. Numer. Simul. 2007, 8, 393–396. [Google Scholar] [CrossRef]
- Liu, Y.; Dong, L.; Fan, J.; Wang, R.; Yu, J.-Y. Effect of applied voltage on diameter and morphology of ultrafine fibers in bubble electrospinning. J. Appl. Polym. Sci. 2011, 120, 592–598. [Google Scholar] [CrossRef]
- Niu, H.; Wang, X.; Lin, T. Needleless electrospinning: Influences of fibre generator geometry. J. Text. Inst. 2012, 103, 787–794. [Google Scholar] [CrossRef] [Green Version]
- Niu, H.; Lin, T.; Wang, X. Needleless electrospinning. I. A comparison of cylinder and disk nozzles. J. Appl. Polym. Sci. 2009, 114, 3524–3530. [Google Scholar] [CrossRef]
- Wang, X.; Niu, H.; Wang, X.; Lin, T. Needleless electrospinning of uniform nanofibers using spiral coil spinnerets. J. Nanomater. 2012, 2012, 3. [Google Scholar] [CrossRef]
- Wang, X.; Xu, W. Effect of experimental parameters on needleless electrospinning from a conical wire coil. J. Appl. Polym. Sci. 2012, 123, 3703–3709. [Google Scholar] [CrossRef]
- Jiang, G.; Zhang, S.; Qin, X. High throughput of quality nanofibers via one stepped pyramid-shaped spinneret. Mater. Lett. 2013, 106, 56–58. [Google Scholar] [CrossRef]
- Jiang, G.; Qin, X. An improved free surface electrospinning for high throughput manufacturing of core–shell nanofibers. Mater. Lett. 2014, 128, 259–262. [Google Scholar] [CrossRef]
- Wang, X.; Lin, T.; Wang, X. Scaling up the production rate of nanofibers by needleless electrospinning from multiple ring. Fibers Polym. 2014, 15, 961–965. [Google Scholar] [CrossRef]
- Holopainen, J.; Penttinen, T.; Santala, E.; Ritala, M. Needleless electrospinning with twisted wire spinneret. Nanotechnology 2015, 26, 025301. [Google Scholar] [CrossRef]
- Wei, L.; Yu, H.N.; Jia, L.; Qin, X.H. High-throughput nanofiber produced by needleless electrospinning using a metal dish as the spinneret. Text. Res. J. 2018, 88, 80–88. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Ang, K.K.J.; He, J. Needle-disk electrospinning inspired by natural point discharge. J. Mater. Sci. 2017, 52, 1823–1830. [Google Scholar] [CrossRef]
- Ali, U.; Niu, H.; Aslam, S.; Jabbar, A.; Rajput, A.W.; Lin, T. Needleless electrospinning using sprocket wheel disk spinneret. J. Mater. Sci. 2017, 52, 7567–7577. [Google Scholar] [CrossRef]
- Wei, L.; Sun, R.J.; Liu, C.K.; Xiong, J.; Qin, X.H. Mass production of nanofibers from needleless electrospinning by a novel annular spinneret. Mater. Des. 2019, 179, 107885. [Google Scholar] [CrossRef]
- Wei, L.; Qiu, Q.; Wang, R.; Qin, X. Influence of the processing parameters on needleless electrospinning from double ring slits spinneret using response surface methodology. J. Appl. Polym. Sci. 2018, 135, 46407. [Google Scholar] [CrossRef]
- Molnar, K. Shear-aided annular needleless electrospinning. Mater. Res. Express 2019, 6, 075304. [Google Scholar] [CrossRef]





© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, L.; Liu, C.; Mao, X.; Dong, J.; Fan, W.; Zhi, C.; Qin, X.; Sun, R. Multiple-Jet Needleless Electrospinning Approach via a Linear Flume Spinneret. Polymers 2019, 11, 2052. https://doi.org/10.3390/polym11122052
Wei L, Liu C, Mao X, Dong J, Fan W, Zhi C, Qin X, Sun R. Multiple-Jet Needleless Electrospinning Approach via a Linear Flume Spinneret. Polymers. 2019; 11(12):2052. https://doi.org/10.3390/polym11122052
Chicago/Turabian StyleWei, Liang, Chengkun Liu, Xue Mao, Jie Dong, Wei Fan, Chao Zhi, Xiaohong Qin, and Runjun Sun. 2019. "Multiple-Jet Needleless Electrospinning Approach via a Linear Flume Spinneret" Polymers 11, no. 12: 2052. https://doi.org/10.3390/polym11122052
APA StyleWei, L., Liu, C., Mao, X., Dong, J., Fan, W., Zhi, C., Qin, X., & Sun, R. (2019). Multiple-Jet Needleless Electrospinning Approach via a Linear Flume Spinneret. Polymers, 11(12), 2052. https://doi.org/10.3390/polym11122052