Characterization and Long-Term Stability of Historical PMMA: Impact of Additives and Acrylic Sheet Industrial Production Processes

 ,
,  , ,
, ,  ,
,  ,
, 
Abstract
:1. Introduction
Industrial Production Processes of Cast Sheets
- Use of pure monomer, assuring less contaminants in the final product. Even though feedstock recycling of PMMA through pyrolysis is a well-established method [42,43], the purity of the material obtained may be affected by the presence of water and the composition of the scrap used [44]. Therefore, acrylic produced from it may present inferior properties compared to that prepared from neat MMA [45,46].
- Better control of the uniformity of the sheets thickness, as the glass molds were hold against rigid metal surfaces.
- Post-polymerization at 120 °C. In the first step of polymerization, conversion only reaches 80% to 90% because glasslike solidification of the reaction mixture occurs. To assure full transformation of the monomer into PMMA, it is necessary to raise the temperature above its glass transition temperature (Tg) [38].
2. Materials and Methods
2.1. Samples
2.2. Artificial Aging and Characterization Procedure
2.3. Analytical Methods
2.3.1. Optical Microscopy (OM)
2.3.2. Color Measurements
2.3.3. Gravimetry
2.3.4. UV-Vis Spectroscopy
2.3.5. Infrared Spectroscopy in Attenuated Total Reflectance Mode (ATR-FTIR)
2.3.6. Raman Spectroscopy (µ-Raman)
2.3.7. Size Exclusion Chromatography (SEC)
2.3.8. Micro-Indentation
2.3.9. Thermal Analysis
2.3.10. Thermodesorption-Gas Chromatography/Mass Spectrometry (TD-GC/MS)
3. Results and Discussion
3.1. Characterization of the Test Samples
3.1.1. Optical Microscopy and Colorimetry
3.1.2. Molecular Characterization
3.1.3. Mechanical Characterization (Via Vickers Hardness)
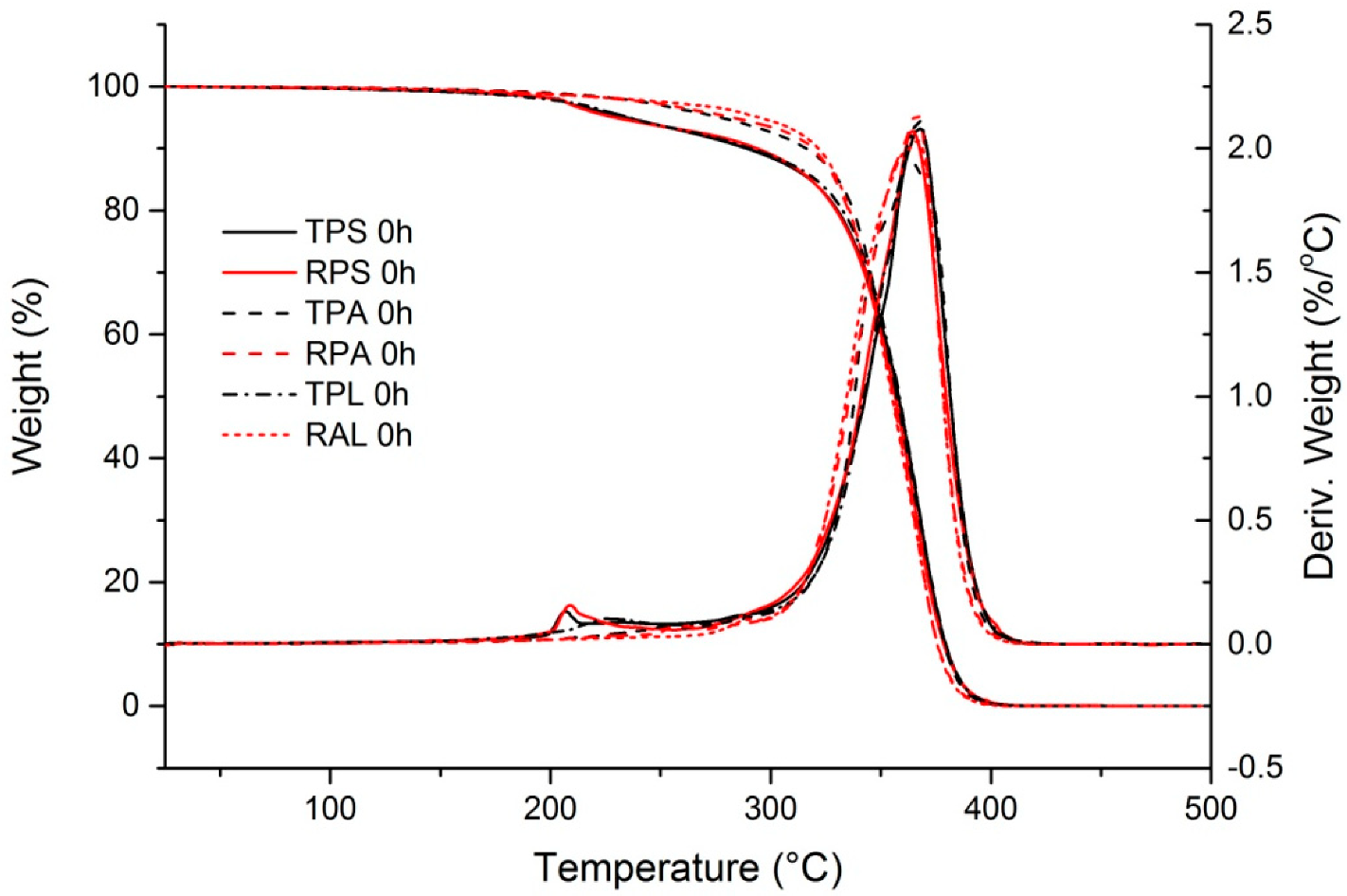
3.1.4. Thermal Stability
3.1.5. Short Note Regarding the Characterization of the Artist’s Samples
3.2. Assessment of Aging Behavior
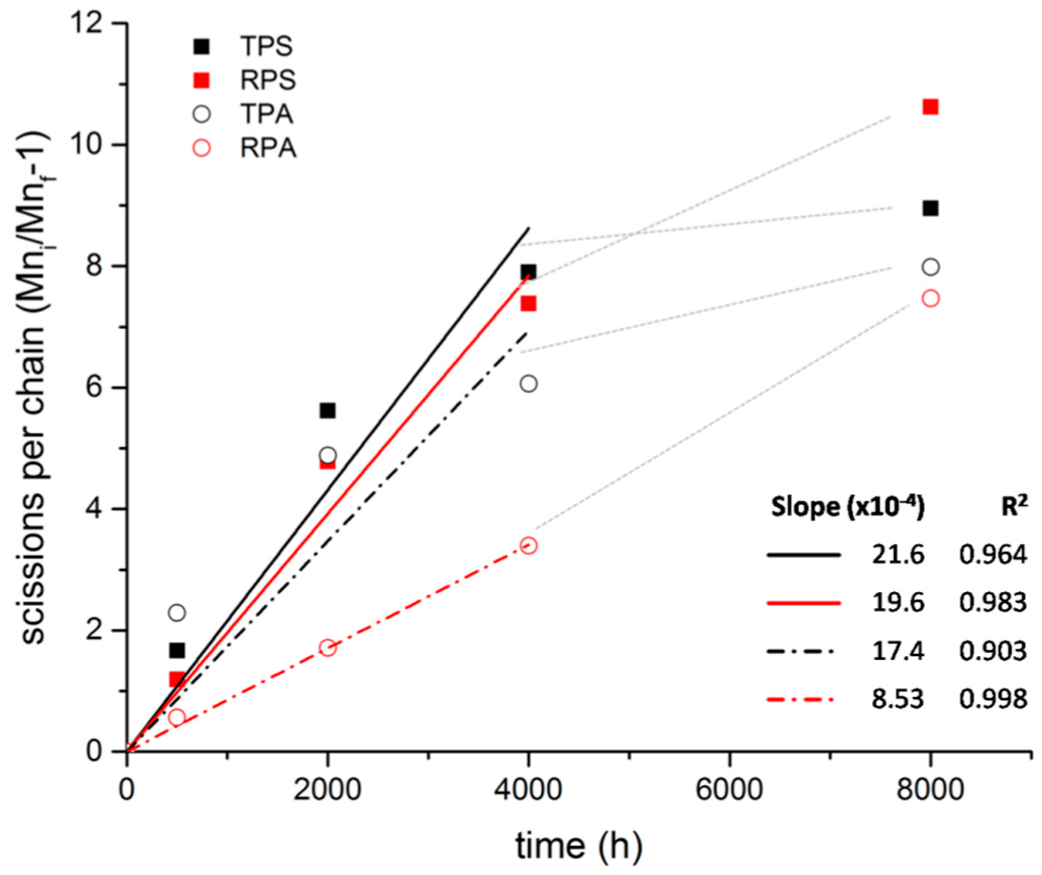
3.2.1. Molecular Alterations
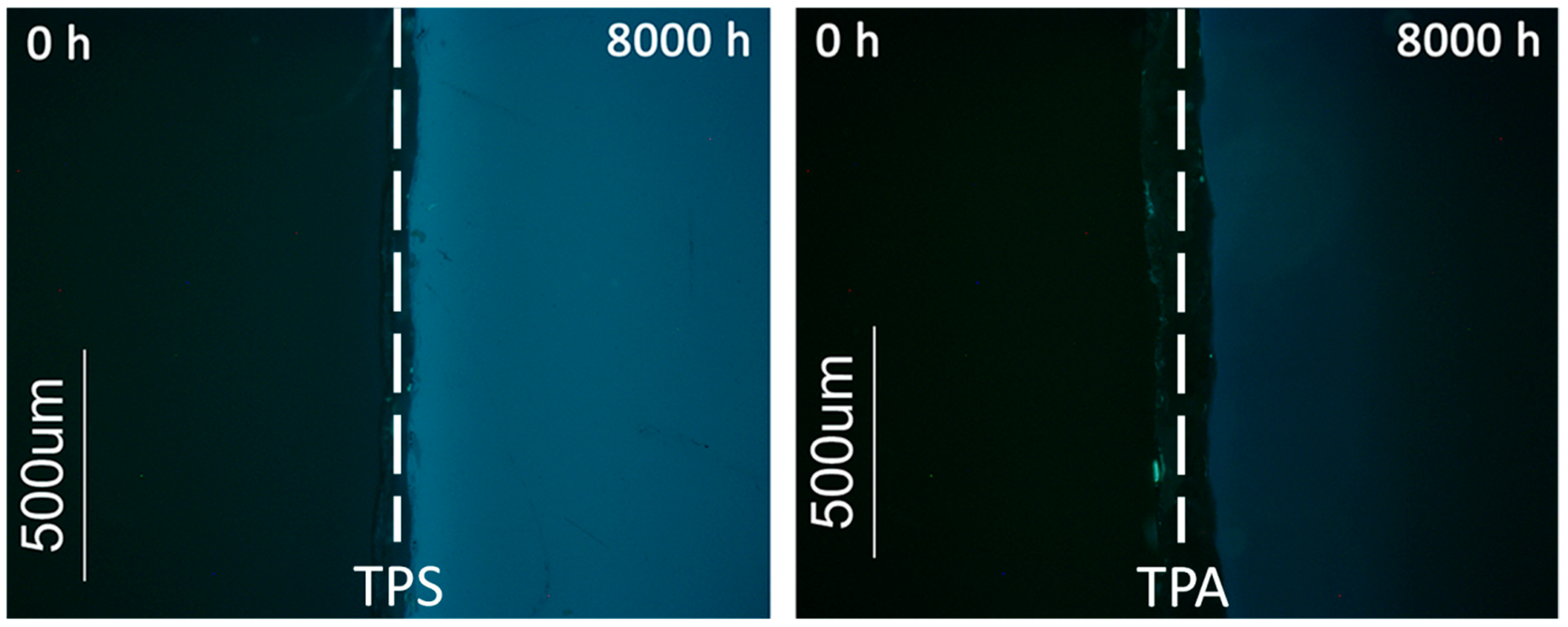
3.2.2. Visual Alterations
3.2.3. Mechanical Alterations (Via Vickers Hardness)
3.2.4. Alterations on Thermal Stability
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Aftalion, F. A History of the International Chemical Industry, 2nd ed.; Chemical Heritage Press: Philadelphia, PA, USA, 2001; p. 151. [Google Scholar]
- Painter, P.C.; Coleman, M.M. Essentials of Polymer Science and Engineering; DEStech Publications: Lancaster, UK, 2009; p. 323. [Google Scholar]
- Tilley, J.P. Versatility of acrylics, 1934–1980. In The Development of Plastics; Mossman, S.T.I., Morris, P.J.T., Eds.; Royal Society of Chemistry: Cambridge, UK, 1994; pp. 95–104. [Google Scholar]
- Altulor, Orkem; Techno-Nathan. Le PMMA Éditions; Nathan Communication: Paris, France, 1988. [Google Scholar]
- Restany, P. Le Plastique dans l’Art; Éditions André Sauret: Monte Carlo, Monaco, 1973. [Google Scholar]
- Waentig, F. Plastics in Art-A Study from the Conservation Point of View; Michael Imhof Verlag: Petersberg, Germany, 2008. [Google Scholar]
- Shashoua, Y. Conservation of Plastics–Materials Science, Degradation and Preservation; Elsevier: Oxford, UK, 2008. [Google Scholar]
- Keneghan, B.; Quye, A. Degradation causes. In Plastics-Collecting and Conserving; Quye, A., Williamson, C., Eds.; NMS Publishing Limited: Edinburgh, UK, 1999; pp. 122–135. [Google Scholar]
- Ferreira, J.L.; Melo, M.J.; Ramos, A.M. Poly (vinyl acetate) paints in works of art: A photochemical approach. Part 1. Polymer Degrad. Stabil. 2010, 95, 453–461. [Google Scholar] [CrossRef]
- Bussiere, P.O.; Gardette, J.L.; Therias, S. Photodegradation of celluloid used inmuseum artifacts. Polymer Degrad. Stabil. 2014, 107, 246–254. [Google Scholar] [CrossRef]
- Babo, S.; Ferreira, J.L.; Melo, M.J.; Ramos, A.M. Back to the origin: Understanding the history of production and its influence on the properties of acrylic sheet. In Future Talks 015–Processes The Making of Design and Modern Art Materials, Technologies and Conservation Strategies; Bechthold, T., Ed.; Die NeueSammlung-The Design Museum: Munich, Germany, 2015; pp. 160–170. [Google Scholar]
- Ferreira, J.L. Liaisons Dangereuses, Conservation of Modern and Contemporary Art: A Study of the Synthetic Binding Media in Portugal. Ph.D. Thesis, Universidade NOVA de Lisboa, Lisbon, Portugal, 2011. Available online: http://hdl.handle.net/10362/5342 (accessed on 3 September 2020).
- Fox, R.B.; Isaacs, L.G.; Stokes, S. Photolytic degradation of poly (methyl methacrylate). J. Polymer Sci. Part A 1963, 1, 1079–1086. [Google Scholar] [CrossRef]
- Fox, R.B. Photodegradation of high polymers. In Progress in Polymer Science; Jenkins, A.D., Ed.; Pergamon: London, UK, 1967; Volume 1, pp. 45–89. [Google Scholar]
- Abouelezz, M.; Waters, P.F. Studies on the Photodegradation of Poly (Methyl Methacrylate); Report No.: NBSIR 78–1463; National Bureau of Standards: Washington, DC, USA, 1978. [Google Scholar]
- Abouelezz, M.; Waters, P.F. Studies on the Photodegradation of Poly (Methyl Methacrylate); Report No.: NBSIR 79–1766; National Bureau of Standards: Washington, DC, USA, 1979. [Google Scholar]
- Gupta, A.; Liang, R.; Tsay, F.D.; Moacanin, J. Characterization of a dissociative excited state in the solid state: Photochemistry of poly (methyl methacrylate). Photochemical processes in polymeric systems. Macromolecules 1980, 13, 1696–1700. [Google Scholar] [CrossRef]
- Torikai, A.; Ohno, M.; Fueki, K. Photodegradation of poly (methyl methacrylate) by monochromatic light: Quantum yield, effect of wavelengths, and light intensity. J. Appl. Polym. Sci. 1990, 41, 1023–1032. [Google Scholar] [CrossRef]
- Siampiringue, N.; Leca, J.-P.; Lemaire, J. Mecanismes de photo-oxydation du poly(methacrylate de methyle). Eur. Polym. J. 1991, 27, 633–641. [Google Scholar] [CrossRef]
- Mitsuoka, T.; Torikai, A.; Fueki, K. Wavelength sensitivity of the photodegradation of poly (methyl methacrylate). J. Appl. Polym. Sci. 1993, 47, 1027–1032. [Google Scholar] [CrossRef]
- Rabek, J.F. Polymer Photodegradation: Mechanisms and Experimental Methods; Chapman & Hall: London, UK, 1995; pp. 135–146. [Google Scholar]
- Melo, M.J.; Bracci, S.; Camaiti, M.; Chiantore, O.; Piacenti, F. Photodegradation of acrylic resins used in the conservation of stone. Polym. Degrad. Stabil. 1999, 66, 23–30. [Google Scholar] [CrossRef]
- Kaczmarek, H.; Kamińska, A.; van Herk, A. Photooxidative degradation of poly (alkyl methacrylate)s. Eur. Polym. J. 2000, 36, 767–777. [Google Scholar] [CrossRef]
- Chiantore, O.; Trossarelli, L.; Lazzari, M. Photooxidative degradation of acrylic and methacrylic polymers. Polymer 2000, 41, 1657–1668. [Google Scholar] [CrossRef]
- Bracci, S.; Melo, M.J. Correlating natural ageing and Xenon irradiation of Paraloid B72 applied on stone. Polym. Degrad. Stabil. 2003, 80, 533–541. [Google Scholar] [CrossRef]
- Lemaire, J.; Gardette, J.-L.; Lacoste, J.; Delprat, P.; Vaillant, D. Mechanisms of Photooxidation of Polyolefins: Prediction of Lifetime in Weathering Conditions. In Polymer Durability (Advances in Chemistry); American Chemical Society: Washington, DC, USA, 1996; Volume 249, pp. 577–598. [Google Scholar]
- Davis, A.; Sims, D. Weathering of Polymers; Elsevier Applied Science Publishers: New York, NY, USA, 1983; pp. 215–219. [Google Scholar]
- Dickens, B.; Martin, J.W.; Waksman, D. Thermal and photolytic degradation of plates of poly (methyl methacrylate) containing monomer. Polymer 1984, 25, 706–715. [Google Scholar] [CrossRef]
- Miller, D.C.; Khonkar, H.I.; Herrero, R.; Antón, I.; Johnson, D.K.; Hornung, T.; Schmid-Schirling, T.; Vinzant, T.B.; Deutch, S.P.; To, B.; et al. An end of service life assessment of PMMA lenses from veteran concentrator photovoltaic systems. Sol. Energy Mater. Sol. Cells 2017, 167, 7–21. [Google Scholar] [CrossRef] [Green Version]
- Ferreira, J.L.; Melo, M.J.; Ávila, M.J.; Ramos, A.M. The shadows by Lourdes Castro: A conservation study of PMMA in the 21st century. In Proceedings of the Preprints of the ICOM-CC 16th Triennial Conference; Paper 1005, Lisbon, Portugal, 19–23 September 2012; Bridgland, J., Ed.; ICOM: Lisbon, Portugal, 2012. [Google Scholar]
- Allen, N.S. Photofading and light stability of dyed and pigmented polymers. Polymer Degrad. Stabil. 1994, 44, 357–474. [Google Scholar] [CrossRef]
- Charvat, R.A. Coloring of Plastics, 2nd ed.; John Wiley & Sons, Inc: Hoboken, NJ, USA, 2004. [Google Scholar]
- Buxbaum, G.; Pfaff, G. Industrial Inorganic Pigments, 3rd ed.; Buxbaum, G., Pfaff, G., Eds.; Wiley-VCH Verlag GmbH & Co KGaA: Weinheim, Germany, 2005; pp. 121–123. [Google Scholar]
- Eastaugh, N.; Walsh, V.; Chaplin, T.; Siddall, R. Pigment Compendium–A Dictionary and Optical Microscopy of Historical Pigments; Elsevier Butterworth-Heinemann: Oxford, UK, 2004; pp. 70–72. [Google Scholar]
- Angelin, E.M.; Ghirardello, M.; Babo, S.; Picollo, M.; Chelazzi, L.; Melo, M.J.; Nevin, A.; Valentini, G.; Comelli, D. The multi-analytical in situ analysis of cadmium-based pigments in plastics. Microchem. J. 2020, 157, 105004. [Google Scholar] [CrossRef]
- Cholod, M.S.; Miller, G.W. Polymers, polymethyl methacrylates. In Encyclopedia of Chemical Processing and Design; McKetta, J.J., Cunningham, W.A., Eds.; Marcel Dekker Inc.: New York, NY, USA, 1992; Volume 40, pp. 288–347. [Google Scholar]
- Slone, R.V. Methacrylic ester polymers. In Kirk-Othmer Encyclopedia of Chemical Technology, 5th ed.; Seidel, A., Kroschwitz, J., Eds.; Wiley-Interscience: New York, NY, USA, 2004; Volume 16, pp. 271–298. [Google Scholar]
- Stickler, M.; Rhein, T. Polymethacrylates. In Ulmann’s Encyclopedia of Industrial Chemistry, 5th ed.; Wolfgang, G., Ed.; VCH Publishers Inc.: Weinheim, Germany, 1992; Volume A21, pp. 473–487. [Google Scholar]
- Rossetti, C.; Haberl, R.; Rostero, S.A. Polymerisationsverfahren. Swiss Patent 4,357,44, 31 October 1967. [Google Scholar]
- Rosseti, C.; Rostero, S.A. Method of Polymerizing Monomeric Material into Cast Polymer Sheets and the Apparatus for the Casting of Said Polymeric Sheets. U.S. Patent 3,551,541, 29 December 1970. [Google Scholar]
- Rosseti, C.; Rostero, S.A. Apparatus for the Production of Cast Polymer Sheets. U.S. Patent 3,718,182, 27 March 1973. [Google Scholar]
- Kaminsky, W.; Eger, C. Pyrolysis of filled PMMA for monomer recovery. J. Anal. Appl. Pyrol. 2001, 58–59, 781–787. [Google Scholar] [CrossRef]
- Sasse, F.; Emig, G. Chemical recycling of polymer materials. ChemEng Technol. 1998, 21, 777–789. [Google Scholar] [CrossRef]
- Brand, N. Depolymerization of polymethyl methacrylate (PMMA). In Recycling and Recovery of Plastics; Brandrup, J., Bittner, M., Michaeli, W., Menges, M., Eds.; Hanser Publishers, Hanser/Gardner Publications: Munich, Vienna, 1995; pp. 488–493. [Google Scholar]
- Achilias, D.S. Chemical recycling of poly(methyl methacrylate) by pyrolysis. Potential use of the liquid fraction as a raw material for the reproduction of the polymer. Eur. Polym. J. 2007, 43, 2564–2575. [Google Scholar] [CrossRef]
- Godiya, C.B.; Gabrielli, S.; Materazzi, S.; Pianesi, M.S.; Stefanini, N.; Marcantoni, E. Depolymerization of waste poly (methyl methacrylate) scraps and purification of depolymerized products. J. Environ. Manag. 2019, 231, 1012–1020. [Google Scholar] [CrossRef]
- Castro, L.; Zimbro, M. Lourdes Castro Além da Sombra; Castro, L., Zimbro, M., Eds.; CAM-FCG: Lisbon, Portugal, 1992. [Google Scholar]
- Leclerc, P. Le Plexiglas (Altuglas). Jeunes Courr. Quinz. J. Patronage 1961, 1914, 3. Available online: https://gallica.bnf.fr/ark:/12148/bpt6k96598859 (accessed on 3 September 2020).
- Schanda, J. Colorimetry: Understanding the CIE System; Schanda, J., Ed.; John Wiley& Sons, Inc.: Hoboken, NJ, USA, 2007; p. 87. [Google Scholar]
- Michel, J.-M. Le Polymethacrylate de Methyle. Contribution à l’Histoire Industrielle des Polymères en France par Jean-Marie Michel. 2012. Available online: http://www.societechimiquedefrance.fr/IMG/pdf/b_6_200_000.vfx2_sav.pdf (accessed on 3 September 2020).
- Willis, H.A.; Zichy, V.J.I.; Hendra, P.J. The laser-Raman and infra-red spectra of poly (methyl methacrylate). Polymer 1969, 10, 737–746. [Google Scholar] [CrossRef]
- Lipschitz, I. The vibrational spectrum of poly (methyl methacrylate): A review. Polym. Plast. Technol. Eng. 1982, 19, 53–106. [Google Scholar] [CrossRef]
- Munn, G.E.; E.I. du Pont de Nemours and Company. Methacrylate Sirups and their Preparation, and Preparation of Reinforced Plastic Articles Employing Same. U.S. Patent 3,154,600, 27 October 1964. [Google Scholar]
- Visser, E.; Atohaas, C.V. Thermoformable Acrylic Resin Sheet. U.S. Patent 5,851,606, 22 December 1998. [Google Scholar]
- Hsu, S.L. Poly (methyl methacrylate). In Polymer Data Handbook; Oxford University Press: New York, NY, USA, 1999. [Google Scholar]
- Fassbender, B.; Ackermann, J.; Colburn, P.; Marks, P.; Battenhausen, P.; Löffler, U. Reliability of PMMA for CPV lens applications. In Proceedings of the ISES Solar World Congress 2011. International Solar Energy Society, Kassel, Germany, 28 August–2 September 2011; Vajen, K., Ed.; ISES: Freiburg, Germany, 2011; pp. 1–11. Available online: http://proceedings.ises.org/?doi=swc.2011.03.04 (accessed on 3 September 2020).
- Howick, C.J. Plasticizers. In Plastics Additives, an A–Z Reference; Pritchard, G., Ed.; Chapman & Hall: London, UK, 1998; pp. 499–504. [Google Scholar]
- Çetinkaya, O.; Demirci, G.; Mergo, P. Effect of the different chain transfer agents on molecular weight and optical properties of poly (methyl methacrylate). Opt. Mater. 2017, 70, 25–30. [Google Scholar] [CrossRef]
- Holland, B.J.; Hay, J.N. The effect of polymerisation conditions on the kinetics and mechanisms of thermal degradation of PMMA. Polym. Degrad. Stabil. 2002, 77, 435–439. [Google Scholar] [CrossRef]
- Hirata, T.; Kashiwagi, T.; Brown, J.E. Thermal and oxidative degradation of poly (methyl methacrylate): Weight loss. Macromolecules 1985, 18, 1410–1418. [Google Scholar] [CrossRef]
- Kashiwagi, T.; Inaba, A.; Brown, J.E.; Hatada, K.; Kitayama, T.; Masuda, E. Effects of weak linkages on the thermal and oxidative degradation of poly (methyl methacrylates). Macromolecules 1986, 19, 2160–2168. [Google Scholar] [CrossRef]
- Manring, L.E. Thermal degradation of poly (methyl methacrylate). 2. Vinyl-terminated polymer. Macromolecules 1989, 22, 2673–2677. [Google Scholar] [CrossRef]
- Ferriol, M.; Gentilhomme, A.; Cochez, M.; Oget, N.; Mieloszynski, J.L. Thermal degradation of polyb (methyl methacrylate) (PMMA): Modelling of DTG and TG curves. Polym. Degrad. Stabil. 2003, 79, 271–281. [Google Scholar] [CrossRef]
- Gałka, P.; Kowalonek, J.; Kaczmarek, H. Thermogravimetric analysis of thermal stability of poly (methyl methacrylate) films modified with photoinitiators. J. Therm. Anal. Calorim. 2014, 115, 1387–1394. [Google Scholar] [CrossRef] [Green Version]
- Aouachria, K.; Quintard, G.; Massardier-Nageotte, V.; Belhaneche-Bensemra, N. The effect of di-(-2-ethyl hexyl) phthalate (DEHP) as plasticizer on the thermal and mechanical properties of PVC/PMMA blends. Polímeros 2014, 24, 428–433. [Google Scholar] [CrossRef]
- Cacioli, P.; Moad, G.; Rizzardo, E.; Serelis, A.K.; Solomon, D.H. The use of model compounds in interpreting the thermal degradation of poly (methy methacrylate). Polym. Bull. 1984, 11, 325–328. [Google Scholar] [CrossRef]
- Pintus, V.; Ploeger, R.; Chiantore, O.; Wei, S.; Schreiner, M. Thermal analysis of the interaction of inorganic pigments with p(nBA/MMA) acrylic emulsion before and after UV ageing. J. Therm. Anal. Calorim. 2013, 114, 33–43. [Google Scholar] [CrossRef]
- Klemchuk, P.P. Influence of pigments on the light stability of polymers: A critical review. Polym. Photochem. 1983, 3, 1–27. [Google Scholar] [CrossRef]
- Mokrzycki, W.S.; Tatol, M. Colour difference ∆E-A survey. Mach. Graph. Vis. 2012, 20, 383–411. [Google Scholar]
- França de Sá, S.; Ferreira, J.L.; Cardoso, I.P.; Macedo, R.; Ramos, A.M. Shedding new light on polyurethane degradation: Assessing foams condition in design objects. Polym. Degrad. Stabil. 2017, 144, 354–365. [Google Scholar] [CrossRef]
- Kaczmarek, H.; Gałka, P. Nano-mechanical properties of modified poly (methyl methacrylate) films studied by atomic force microscopy. Tribol. Lett. 2011, 41, 541–554. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plásticos do Sado | Paraglas | |
|---|---|---|
| Monomer | Produced by the company through chemical recycling (depolymerization by pyrolysis) of acrylic scrap 1 | Pure monomer acquired from Degussa (Germany) or Repsol (Spain) |
| Solution poured into the molds | Pre-polymerized syrup (degree of polymerization empirically tested, prepared by heating monomer with initiator AIBN) + colorants and additives | Monomer + initiator (AIBN) + colorants and additives |
| Polymerization | Polymerization in water tanks. Molds placed vertically in water tanks and heated to 50–60 °C | Rostero process [39,40,41]. Polymerization in a chamber with pressure and temperature control. Molds held vertically between metallic plates and heated to 75–80 °C |
| Polymerization completed in water tanks at higher temperature (but <100 °C) | Polymerization completed in the chamber at 120 °C (post-polymerization) |
| Code | Image a | Producer | Date of Production | Description | Colorants c | Thickness (mm) | Notes |
|---|---|---|---|---|---|---|---|
| TPS |  | Plásticos do Sado (PT) | 2000s | Colorless Transparent | n.a. | 3.12 ± 0.12 | From a sheet fragment with protection film. |
| RPS |  | Red Opaque | Cd (S,Se) | 2.88 ± 0.01 | From a color swatch. One small piece. | ||
| TPA |  | Paraglas (PT) | Colorless Transparent | n.a. | 3.57 ± 0.10 | From a sheet fragment with protection film. | |
| RPA |  | Red Opaque | Cd (S,Se) | 2.87 ± 0.01 | From a color swatch. One small piece. | ||
| TPL |  | Plexiglas (DE?) b | 1960s b | Colorless Transparent | n.a. | 4.20 ± 0.12 | From a sheet fragment with protection paper. |
| RAL |  | Altuglas (FR) b | Red Opaque | Cd (S,Se) | 2.80 ± 0.02 |
| 0 h | 8000 h | Variation | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| L* | a* | b* | L* | a* | b* | ∆L* | ∆a* | ∆b* | ∆E* | |
| TPS | 91.16 (±0.12) | −0.25 (±0.02) | 4.78 (±0.03) | 89.81 (±0.17) | −0.21 (±0.02) | 5.37 (±0.03) | −1.35 (±0.05) | 0.04 (±0.03) | 0.60 (±0.05) | 1.48 (±0.03) |
| RPS | 38.73 (±0.01) | 61.33 (±0.02) | 52.81 (±0.05) | 40.15 (±0.01) | 56.92 (±0.02) | 42.19 (±0.07) | 1.43 (±0.01) | −4.41 (±0.04) | −10.62 (±0.11) | 11.59 (±0.11) |
| TPA | 91.32 (±0.00) | −0.04 (±0.01) | 4.14 (±0.01) | 90.07 (±0.04) | −0.07 (±0.01) | 4.98 (±0.01) | −1.25 (±0.05) | −0.03 (±0.02) | 0.83 (±0.01) | 1.51 (±0.04) |
| RPA | 32.78 (±0.01) | 56.72 (±0.01) | 41.64 (±0.18) | 31.93 (±0.01) | 54.04 (±0.03) | 40.18 (±0.17) | −0.85 (±0.02) | −2.68 (±0.04) | −1.46 (±0.12) | 3.17 (±0.05) |
| TPL | 89.75 (±0.20) | −0.30 (±0.01) | 4.73 (±0.02) | 87.26 (±0.21) | −0.04 (±0.02) | 5.39 (±0.01) | −2.50 (±0.27) | 0.26 (±0.02) | 0.66 (±0.02) | 2.60 (±0.25) |
| RAL | 36.33 (±0.18) | 57.74 (±0.25) | 51.26 (±1.09) | 39.34 (±0.04) | 56.17 (±0.13) | 47.28 (±0.31) | 3.01 (±0.22) | −1.57 (±0.12) | −3.98 (±1.07) | 5.28 (±0.77) |
| Compounds | TPS | RPS | TPA | RPA | TPL | RAL |
|---|---|---|---|---|---|---|
| Initiators | ||||||
| Azobisisobutyronitrile (AIBN) | x | x | x | x | x | x |
| Plasticizers | ||||||
| Diethyl phthalate (DEP) | (x) | (x) | ((x)) | ((x)) | (x) | (x) |
| Dibutyl phthalate (DBP) | / | (x) | / | x | / | xx |
| Bis(2-ethylhexyl) phthalate (DEHP) = dioctyl phthalate (DOP) | xxx | xxx | (x) | / | xxx | / |
| Diisononyl phthalate (DINP) | / | / | x | / | / | / |
| UV stabilizers | ||||||
| Ethyl 2-cyano-3,3-diphenylacrylate (Etocrylene) | x | / | / | / | / | / |
| 2-(2-hydroxy-5-methylphenyl)benzotriazole (Drometrizole) | x | / | / | x | / | / |
| Release agents | ||||||
| Palmitic acid, methyl ester | (x) | (x) | / | (x) | (x) | / |
| Stearic acid, methyl ester | (x) | (x) | / | (x) | (x) | ((x)) |
| 0 h | 500 h | 2000 h | 4000 h | 8000 h | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mw (×105) | Mn (×105) | ĐM | Mw (×105) | Mn (×105) | ĐM | Mw (×105) | Mn (×105) | ĐM | Mw (×105) | Mn (×105) | ĐM | Mw (×105) | Mn (×105) | ĐM | |
| TPS | 12.25 | 4.32 | 2.8 | 4.08 | 1.62 | 2.6 | 1.66 | 0.65 | 2.6 | 1.48 | 0.49 | 3.1 | 1.15 | 0.43 | 2.6 |
| RPS | 12.31 | 3.46 | 3.6 | 6.50 | 1.58 | 3.9 | 2.94 | 0.59 | 4.4 | 2.17 | 0.41 | 5.3 | 1.78 | 0.30 | 6.0 |
| TPA | 13.30 | 6.20 | 2.1 | 5.12 | 1.89 | 2.7 | 2.31 | 1.05 | 2.2 | 1.98 | 0.88 | 2.3 | 1.73 | 0.69 | 2.5 |
| RPA | 12.58 | 4.99 | 2.5 | 9.04 | 3.19 | 2.8 | 4.70 | 1.84 | 2.6 | 3.00 | 1.13 | 2.6 | 1.55 | 0.59 | 2.6 |
| TPL | 12.12 | 4.61 | 2.6 | 3.19 | 1.39 | 2.3 | 1.25 | 0.57 | 2.2 | 1.39 | 0.56 | 2.5 | 0.95 | 0.39 | 2.4 |
| RAL | 19.08 | 9.39 | 2.0 | 12.13 | 5.27 | 2.3 | 5.19 | 2.05 | 2.5 | 2.29 | 0.83 | 2.8 | 1.99 | 0.80 | 2.5 |
| Initial Step | Main Step | |||
|---|---|---|---|---|
| T0/∆m | Tmax/∆m | T0/∆m | Tmax/∆m | |
| TPS | 206/2 | 207/2 | 325/18 | 368/70 |
| RPS | 206/2 | 208/3 | 324/17 | 364/66 |
| TPA | - | - | 328/14 | 362/60 |
| RPA | - | - | 325/12 | 367/69 |
| TPL | 215/3 | 224/4 | 333/20 | 367/68 |
| RAL | - | - | 324/11 | 367/73 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Babo, S.; Ferreira, J.L.; Ramos, A.M.; Micheluz, A.; Pamplona, M.; Casimiro, M.H.; Ferreira, L.M.; Melo, M.J. Characterization and Long-Term Stability of Historical PMMA: Impact of Additives and Acrylic Sheet Industrial Production Processes. Polymers 2020, 12, 2198. https://doi.org/10.3390/polym12102198
Babo S, Ferreira JL, Ramos AM, Micheluz A, Pamplona M, Casimiro MH, Ferreira LM, Melo MJ. Characterization and Long-Term Stability of Historical PMMA: Impact of Additives and Acrylic Sheet Industrial Production Processes. Polymers. 2020; 12(10):2198. https://doi.org/10.3390/polym12102198
Chicago/Turabian StyleBabo, Sara, Joana Lia Ferreira, Ana Maria Ramos, Anna Micheluz, Marisa Pamplona, Maria Helena Casimiro, Luís M. Ferreira, and Maria João Melo. 2020. "Characterization and Long-Term Stability of Historical PMMA: Impact of Additives and Acrylic Sheet Industrial Production Processes" Polymers 12, no. 10: 2198. https://doi.org/10.3390/polym12102198
APA StyleBabo, S., Ferreira, J. L., Ramos, A. M., Micheluz, A., Pamplona, M., Casimiro, M. H., Ferreira, L. M., & Melo, M. J. (2020). Characterization and Long-Term Stability of Historical PMMA: Impact of Additives and Acrylic Sheet Industrial Production Processes. Polymers, 12(10), 2198. https://doi.org/10.3390/polym12102198