1. Introduction
At present, there is an international agreement about the necessity of sustainable development with the aim of a more efficient employment and management of the limited natural resources, which includes the promotion of recycling and reuse of waste materials [
1]. For plastics and polymers, which are two of the main industrial byproducts and home waste materials [
2], various processes are being conducted to reuse and recycle them, such as mechanical recycling (secondary polymers are obtained through mechanical processes), chemical recycling (monomers are recovered to be employed as new virgin polymers or are transformed in other useful materials), and energy recovery (energy is obtained from the combustion of post-consumer plastics) [
3,
4,
5,
6,
7]. Additionally, the introduction as fillers in other materials is becoming a possible solution for plastic and polymeric waste materials, especially in construction materials, with examples of reuse in various structural materials, such as concrete [
8,
9,
10,
11,
12,
13], mortars [
14,
15,
16,
17,
18], bituminous materials for pavements [
19,
20,
21,
22,
23,
24,
25,
26,
27,
28,
29,
30], and gypsum [
31,
32,
33,
34,
35,
36].
Polyamides are a widely employed thermoplastic polymer. Their main applications are fibers for the textile industry, ropes, toothbrushes, technical parts of vehicles, and gears [
5,
37], taking advantage of their main properties: thermal stability, chemical resistance, low viscosity before curing, low yield stress, and stress relief. For example, one of the main applications is laser sintering, where polyamides are used as raw material for manufacturing functional parts due to their low density and good mechanical properties. However, after a limited number of times, polyamides cannot be further used, since their properties are not maintained. Of the 61.8 million tons of plastics produced in Europe in 2018, around one million tons was polyamides [
38]. Although there are not specific data about the polyamide waste in the laser sintering industry, it can be estimated that the waste amounts to 20% of the total, i.e., representing 200,000 tons of waste per year worldwide [
39].
Consequently, there is a need to find a solution for the valuation and employment of this waste product. Efforts are being made to reuse or recycle waste polyamide [
40,
41,
42]. With regard to the use of polyamide powder in construction materials, some previous analyses have been conducted about the characterization of recycled mortars with polyamide powder waste, analyzing their durability and their microstructure [
39,
43,
44]. These previous papers showed that introducing polyamide powder waste is suitable for mortars by analyzing the properties of fresh and hardened mortar like workable life, water retention, water vapor permeability, porosity, adhesion, thermogravimetry, and durability (by determining the frost resistance, the resistance to ageing by thermal shock and to salt crystallization, and by testing the potential expansion of aggregates from hydration reactions). Additionally, the microstructure was analyzed by mercury intrusion porosimetry and by scanning electronic microscopy, and the macrostructure using computerized axial tomography.
Therefore, once that the possible employment of polyamide powder waste in masonry mortars has been preliminary verified for aggregate replacement, it is necessary to go one step further and check if produced new mortars fulfill the requirements of compressive strength that masonry mortars must verify. Thus, the applicability of this sustainable material would be verified and justified for real masonry works.
Hence, the objective of this paper is to know the variation of the density and the compressive strength of the mortars with recycled polyamide with varying dosage of cement and aggregates and increasing percentage of substitution of aggregates by polyamide powder waste. Additionally, an economical evaluation was conducted to verify if the employment of this waste material offers a production cost reduction.
2. Materials and Methods
2.1. Employed Materials
Employed materials in this research were aggregates, cement, water, and waste polyamide. Aggregates came from a quarry, which can be classified as sand 0/4, i.e., sieved between 0 and 4, and it was characterized according to EN-13139 standard [
45].
Table 1 shows the physical characteristics of the aggregates, obtained from laboratory tests.
Employed water came from the municipal water system of the Council of Burgos (Spain), and its analysis is exposed in
Table 2.
The cement used in this work was a CEM IV/B (V) 32.5 N, which is a puzzolanic cement type IV, with the addition of siliceous flying ash, low content of clinker, a normal uniaxial compressive strength (UCS) of 32.5 MPa, and an ordinary initial mechanical strength. It has a density of 3030 kg/m
3, and its chemical composition is 45–64% clinker (K), 36–55% fly ash (V), and 0–5% minority constituents, according to Standard EN 197-1:1994 [
49]. It is common cement in masonry works and in roads for soil stabilization and soil cement [
50,
51].
Table 3 shows the properties of the cement.
The polyamide powder waste is obtained from the waste raw material produced in an industrial process of laser sintering. Its gradation is below 1 mm, and its real density is 1070 kg/m
3. The characteristics of the polyamide PA 2200, according to the producer’s file, can be observed in
Table 4.
2.2. Preparation of Mortar Samples
Traditional reference mortars, which are usually employed in masonry works, are produced following the proportions that are imposed in projects and works, which are based on experience, without standards to define them.
Reference mortars, i.e., mortars without polyamide, are produced according to the cement/aggregates (C/A) proportions in the volume included in
Table 5: 1/3, 1/4, and 1/6.
The ratio between cement and water determines the workability of the mortar and the final characteristics [
61]. The ratio water/cement was fixed to achieve an adequate consistency for masonry works, which is said to be the plastic, with a value of 175 ± 10 mm following the EN 1015-3 standard [
62].
The aggregates in the mortars were substituted by an increasing percentage of waste polyamide: 25, 50, 75, and 100% of the aggregates were replaced by polyamide powder waste. Therefore, 5 mortar specimens (with commented substitution of aggregates by polyamides and a reference mortar without substitution) were produced for each of the 3 proportions (1/3, 1/4, 1/6), and, hence, 15 different specimens were produced.
As established in the standard EN 1015-2 [
63], the fresh mortar employed in the tests must have the adequate consistency for its use in real works. For masonry works, the mortars that assure an adequate consistency have plastic consistency, denominated as “P”, as defined in
Table 6.
The mortar was prepared from dry raw materials,
Figure S1a, and water. A mechanic mixing of 5 l of capacity was employed for mixing the mortar, shown in
Figure S1b. It was prepared following the procedure established in the standard EN-196-1 [
64].
2.3. Tests
The densities of the manufactured mortars were calculated and the compressive strength of the specimens was tested.
The density was calculated with the hardened material following the standard EN 1015-10 [
65]. The compaction equipment is shown in
Figure S2a, and the mold being filled and compacted can be observed in
Figure S2b.
All the samples have followed the same procedure. The molds with the fresh mortar were introduced in a curing room, with a constant temperature of 20 °C ± 2 °C and a relative humidity of 95% (
Figure S3). After 24 h, they were taken from the molds, and after being conveniently referred, they were introduced again in the curing room to continue the curing process in the same conditions. Specimens have the following dimensions: 40 mm × 40 mm × 160 mm. Twenty-eight days after they were produced, samples were tested.
The compressive strength of the specimens was calculated following the standard EN 998-1 [
66] and the standard EN 998-2:2016 [
67]. The equipment used for the compressive tests was a universal test machine of the firm Suzpecar, model MEM-101/SDC, shown in
Figure S4a. The test was carried out in each of the two parts obtained after a flexural test. The specimen is placed between two plates of 40 mm × 40 mm, shown in
Figure S4b. The machine applies a load at a constant speed until the sample is broken.
3. Results and Discussion
Table 7 shows all the dosages of the mortars that were manufactured.
It was observed that the quantity of water is higher as the quantity of substituted aggregates increases due to the diameter of the particle of polyamide powder, which is smaller than the aggregates that are substituted. Hence, there is a higher specific surface, which requires a higher quantity of water as the amount of polyamide increases.
3.1. Density of the Mortars
The density of the mortars is mainly dependent on the density, gradation, and volume of their components. Moreover, the proportion of water/cement also has an impact on the density, becoming more porous as the proportion increases. The values of density after 28 days are shown in
Table 8.
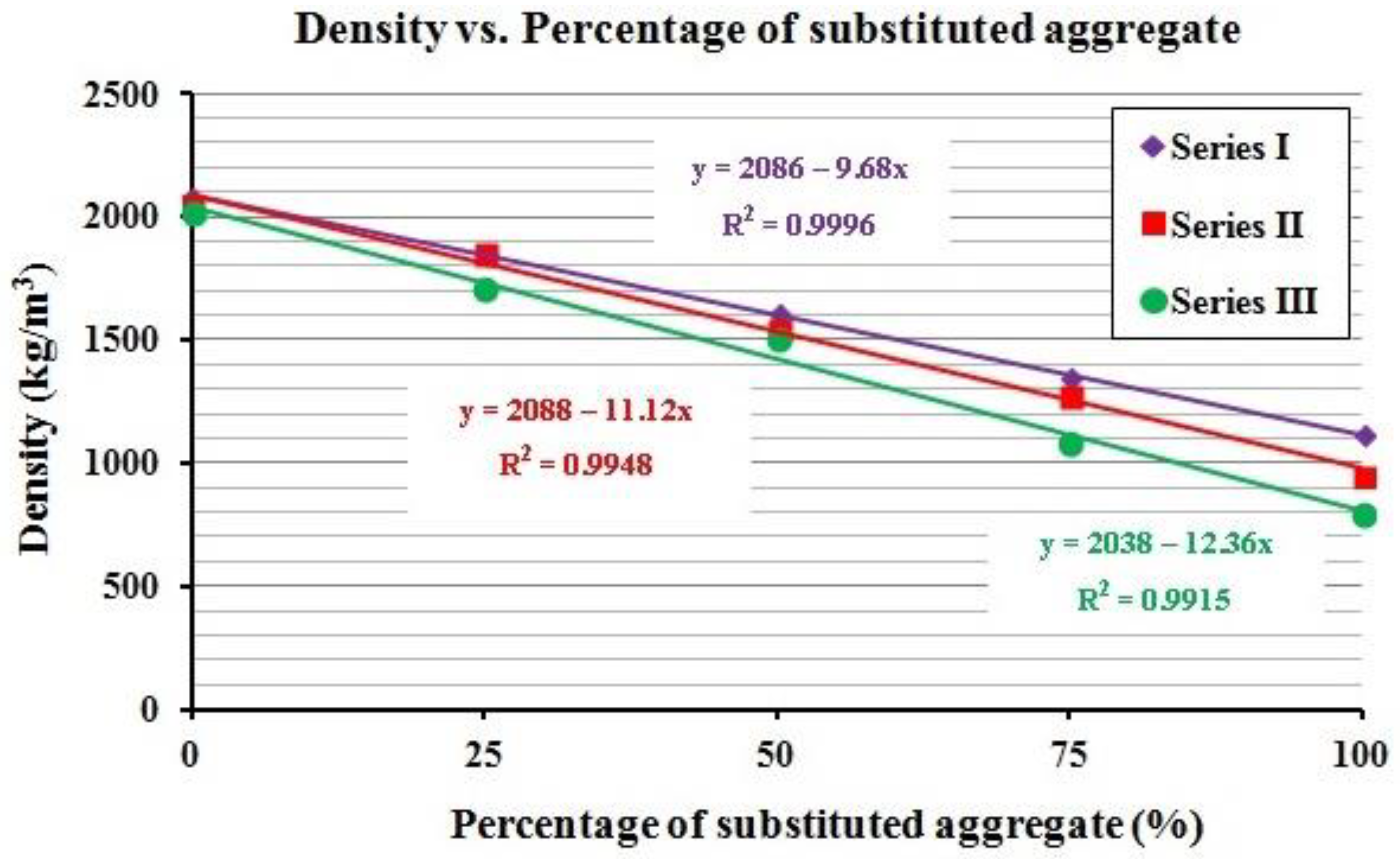
It can be observed that the density of the hardened materials is inversely proportional to the added quantity of polyamide. With a higher percentage of polymer, the requirement of water is higher, which increases the porosity due to the evaporation of water, which justifies the decrease in the density. When the aggregates are totally substituted, the densities decrease 46, 53, and 61% in series I, II and III, respectively.
Additionally, the scatter plot of the density vs. the percentage of substituted aggregate was created for each series to analyze the curves that best correlate both variables for each series (
Figure 1). A linear relationship was established for all the series, with determination coefficients over 0.99, implying that more than 99% of the variability of the variable can be explained by the models [
68,
69,
70,
71]. Moreover, the coefficients of the independent variable (the percentage of substituted aggregates) showed that for each 10% of aggregate replacement, the density decreases between 96.8 to 123.6 kg/m
3, depending on the mortar series.
From all the tested specimens, there are five with a density below 1300 kg/m
3. These mortars can be considered as “Light rendering and plastering mortar” according to standard EN 998-1:2016 [
66] and “light masonry mortar” according to standard EN 998-2:2016 [
67], which could be employed in applications where loads must be reduced.
3.2. Compressive Strength
The compressive strength is one of the main parameters to select the type of mortar in works. The compressive strength gives an idea of the internal cohesion of the mortar, indicating its ability to support loads without disaggregation. It is a measure of the mechanical quality of the mortar, and it can be related to other properties such as the adherence or the durability.
The standard EN 998-2:2016 [
67] classifies the masonry mortar as a function of its compressive strength at 28 days, as shown in
Table 9.
The standard EN 998-1 [
65] classifies the rendering and plastering mortars as a function of its compressive strength at 28 days, as shown in
Table 10.
For each mortar denomination, six samples were tested. The final value was obtained as the arithmetical mean of the individual values, shown in
Table 11. The values of the six specimens that were tested for each denomination are shown in
Table S1 in Supplementary Materials. As seen, the variability within the same denomination is low.
The progressive decrease in the compressive strength as the polymer quantity increases is due to the lower density of the polyamide and the increase in water in the mixes with higher proportions of polymer, which leads to a higher porosity in the hardened material and, hence, also to lower strengths. A total replacement of aggregates decreases the compressive strength up to between 61 and 67%, depending on the series.
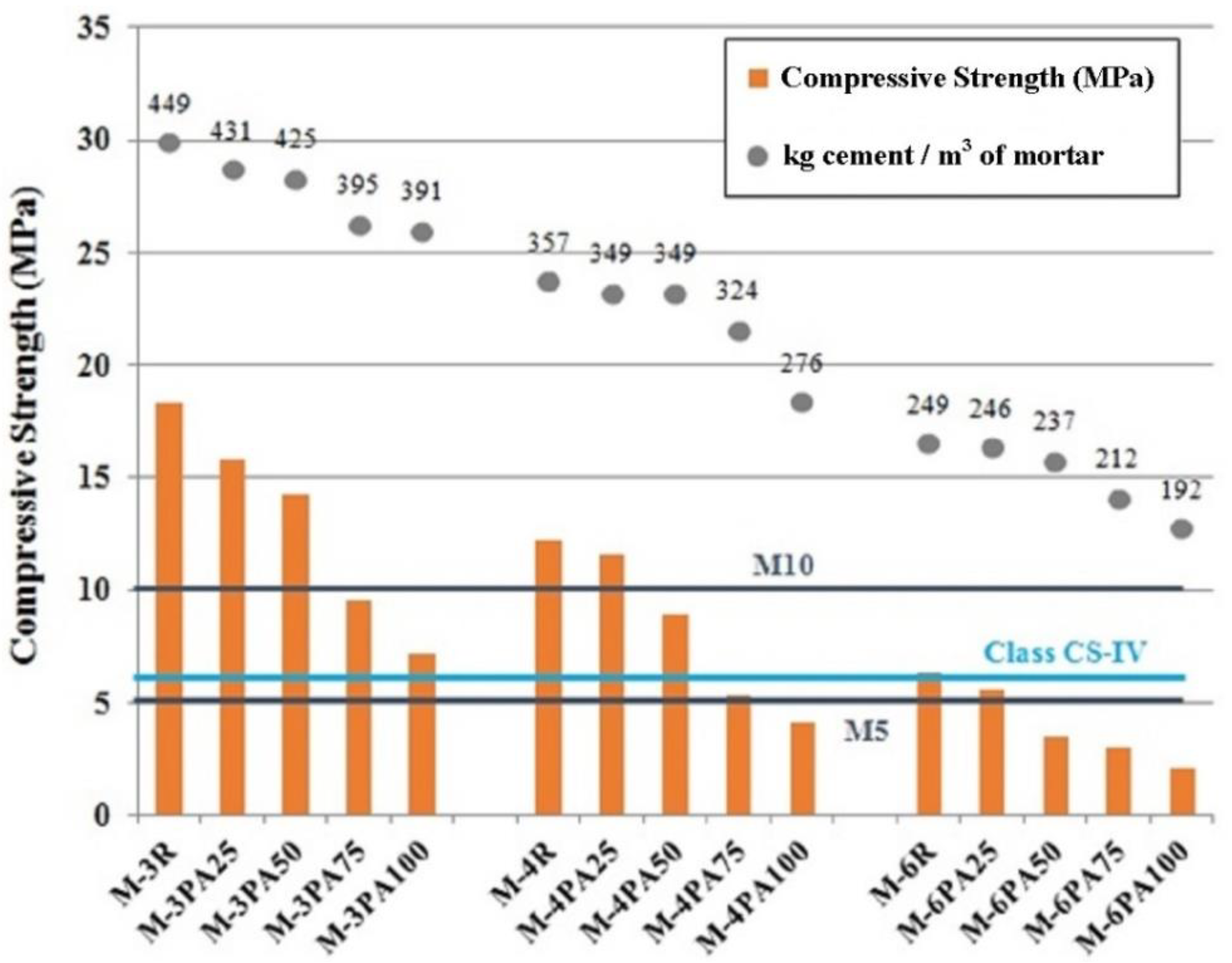
In
Figure 2, it can be observed the compressive strength at 28 days of the mortars with the employed quantity of cement in each denomination.
As seen, although the progressive decrease in the density means an increase in porosity, which results in a reduction in the compressive strength, most of the mortars have a compressive strength over 5 MPa, which is enough for most of the applications of mortars. In
Figure 2, three lines were introduced, with the values of 5 and 10 MPa for masonry mortars (M5 and M10) and with the value of 6 MPa for rendering and plastering mortars (Class CS-IV). As indicated in
Table 9, the minimum strength for masonry mortars is 1 MPa, a value that is reached by all the tested specimens.
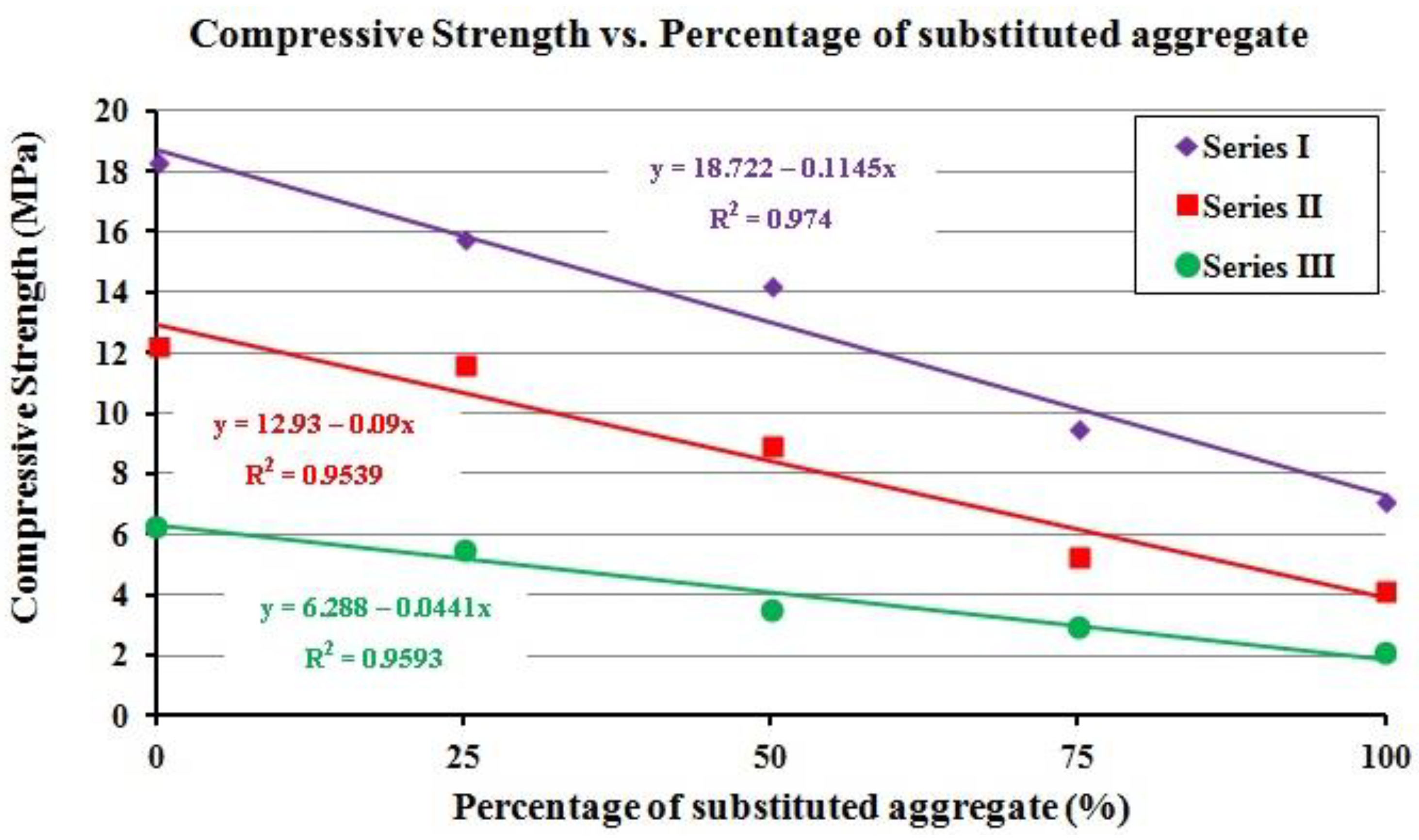
Additionally, the correlation between the compressive strength and the percentage of substituted aggregate was analyzed. The scatter plot of the compressive strength vs. percentage of substituted aggregates showed again that the relationships were linear for the three series, with determination coefficients over 0.95 (
Figure 3). Moreover, with a replacement of 10% of aggregates, the compressive strength decrease 1.1 MPa and 0.9 MPa in series I and II, respectively, while in series III, 0.04 MPa.
4. Economic Viability
The following factors were considered for the economic viability of mortars with recycled polyamide waste:
The cost of the raw material until the moment that consumers can buy it.
The cost of mixing the materials. These costs include the transport to the construction site.
The cost of placing the material in the construction site.
Therefore, the cost that is similar in traditional mortars and in recycled mortars is not considered, because it does not give additional information about the viability of the proposed models.
4.1. Quantitative Viability
The costs of each of the raw materials were obtained as follows:
The prices of the cement and the aggregates (sand) were asked to various construction material suppliers.
The price of the water was obtained from the Water Service of the Council of Burgos.
The price of the polyamide is considered as zero, and it is supposed that it is powder, hence, there is no need for further treatment.
In
Table 12, the prices of each of the raw materials are shown, in EUR per kg.
Considering the proportions and required quantities for each of the mortars that were tested, the cost of a m
3 is determined for each component and for the mortar (
Table 13).
Therefore, it can be seen that with a higher proportion of polymer in the mortar, the cost of the final product is reduced due to the simple substitution of the aggregates (with a determined cost) by waste polyamide, which, ideally, is obtained at zero cost, because it does not need any treatment before the addition to the mixture. However, the cost of the transport of the waste polyamide from the place where it is generated to the mortar production plant must be considered as a key factor. This cost must be included in recycled mortars. Obviously, higher distances imply higher costs.
After asking various transport companies, the average cost of the transport of the polyamide would be EUR 0.04 per ton and kilometer. Similarly, using data from various transport companies, another transport cost can be calculated:
Truck used for the transport: truck with a load capacity of 25 t, with a cost of 40 EUR/h, which includes the vehicle costs (assurance, maintenance costs, etc.), petrol costs, and driver.
A time of 4 h is estimated for 100 km of outgoing and 100 km of return travel, including uploading and downloading.
For calculating the transport cost, Equation (1) was employed:
where
Load is the load that the truck can transport (t),
Distance is the distance of one way of transport (km),
Price is the price that cost the transport (EUR/t),
Travel time is the estimated time for outgoing and return travel (h), and
Hour Cost is the cost per hour of the truck (EUR/h).
Substituting the values in Equation (1),
Price (cost) of 0.032 EUR/t/km is obtained, lower than the firstly indicated average price. Taking the higher one, i.e., 0.04 EUR/t/km, the cost of mortars produced in the place of the waste polymer (last column of
Table 13) and taking into account the transport of that waste polymer to various distances (
Table 14).
As seen, the proposed mortars with waste polyamide have a similar cost, even if long distances are considered. The cost reduction in recycled mortars is similar to the cost of production of those recycled mortars in place of the waste materials, i.e., the transport cost increases slightly the total cost, being almost independent of the distance.
4.2. Qualitative Viability
As it can be deduced from the results of the quantitative evaluation, the proposed mortars with waste polyamide are economically feasible by themselves. Nevertheless, the research was completed with other variables, which, although they cannot be measured in net values, have an impact on the added values of these products and must be taken into account.
Initially, it was considered that the waste materials were sent to landfills at zero cost, but, in reality, the treatment of these by-products have a transport and management cost. Hence, this profit must be included to the previous calculations.
Various waste management companies were consulted and the average cost of managing this polymer would be around 60 EUR/t of polyamide. If it is applied to each of the proposed percentages, an additional profit is obtained that must be deducted from the final cost (
Table 15).
When the 100% of the aggregates are replaced by polyamide, the mortar becomes very economic, reaching the case that the M-6PA100 mortar has a final cost of practically null.
4.3. Mortar Selection
When the cost reduction factors are considered, instead of the mechanical properties of the mixes, it can be deduced that some proportions provide enough compressive strength for being employed as masonry or rendering and plastering mortars, a lower density that contributes to lighten the final load of the building structure, and lower final cost.
Table 16 summarizes all the relevant data of the tested mortar specimens: properties of the material and prices of the mortars, according to the distance between where the polyamide powder waste is generated and the mortar production plant and considering the cost of the waste material management (60 EUR/t of polyamide).
The values of
Table 16 do not show a unique better solution for mortar selection. It is clear that higher percentages of aggregate substitution lead to lower prices, and mortars with 75 or 100% of replacement would be preferred. However, those mortars would not be useful for some applications. Furthermore, the obtained prices are approximate and can vary from one country to another depending on the cost of the transport and the cost of the waste management. Moreover, masonry mortars are employed in various applications and the requested strength values can vary. Therefore, it is not adequate to identify a unique mortar as the most appropriate one. However, it is worth mentioning the mortar M-3PA75, which is very interesting, because it has a cost of 38.64 EUR/m
3 (it has a cost reduction in more than 56% when compared to the reference mortar M-3R). It practically reaches a compressive strength of 10 MPa, which is enough for required applications of this type of materials, and a density of 1350 kg/m
3.
5. Conclusions
Apart from the implicit environmental profit that represents the employment of large amounts of waste polymers and the reduction in the employment of non-removable natural resources, this research develops the production of lightweight mortars with waste powder polyamide with additional advantages.
Firstly, the aggregates of the mortars can be substituted partially or completely by polyamide powder waste, producing workable materials as far as the quantity of water that provides an adequate consistency (plastic) is added. Moreover, the density of the specimens decreases considerably as the introduced quantity of waste materials increases, reaching densities of 800 kg/m3 in a hardened state, lower than 1300 kg/m3, which is considered the maximum value for a lightweight mortar.
Although the compressive strength decreases as more quantity of polymer is introduced, there are some dosages that fulfill the standards in law regarding the mechanical properties when they are employed as masonry or rendering and plastering mortars.
From the economic study the following conclusions can be extracted:
The final price of the mortar depends on the quantity of each element separately, being the percentage of cement the determinant factor.
Higher quantities of polyamide imply higher price reduction.
If the distance from the location of the waste polymer to the point of production is up to 200 km, the price of the mortar is increased by EUR 8, but the saving of the waste management can be up to EUR 66.
In case of recommending a masonry mortar with enough mechanical properties and a competitive price, the mortar M-3PA75 would be selected because its compressive strength is near 10 MPa, and the price reduction, when compared with the reference mortar, is about 35%.
Finally, after verifying the feasibility of the employment of these recycled mortars, in a next step of the research, performance in real works can be checked.









{kind=link}
{kind=link}
{kind=link}