3.1. Vulcanization Characteristics
In order to study the effect of ZrSi
2 on the vulcanization of silicone rubber, vulcanization curves of the composite with different content of ZrSi
2 were plotted.
Figure 1 shows the torque change of the ceramifiable silicone rubber composites filled with ZrSi
2 powder during vulcanization at 170 °C, and
Table 2 lists the scorch time (
T10), the positive vulcanization time (
T90) and the torque at 12 min. As seen in
Figure 1, the addition of ZrSi
2 decreased the vulcanization time of silicone rubber, promoting the formation of vulcanization network structure of silicone rubber. With the increased content of ZrSi
2, the torque increased. The addition of ZrSi
2 increased the deformation resistance of silicone rubber, which required external force for the same deformation. In addition, from the
Table 2, the torque of the ceramifiable silicone rubber composite increased with the increase of ZrSi
2 content and the positive vulcanization time (
T90) decreased from 421.80 s to 379.80 s, but there was little effect on the scorch time (
T10). It was also confirmed that ZrSi
2 could improve the mechanical properties of the ceramifiable silicone rubber composite.
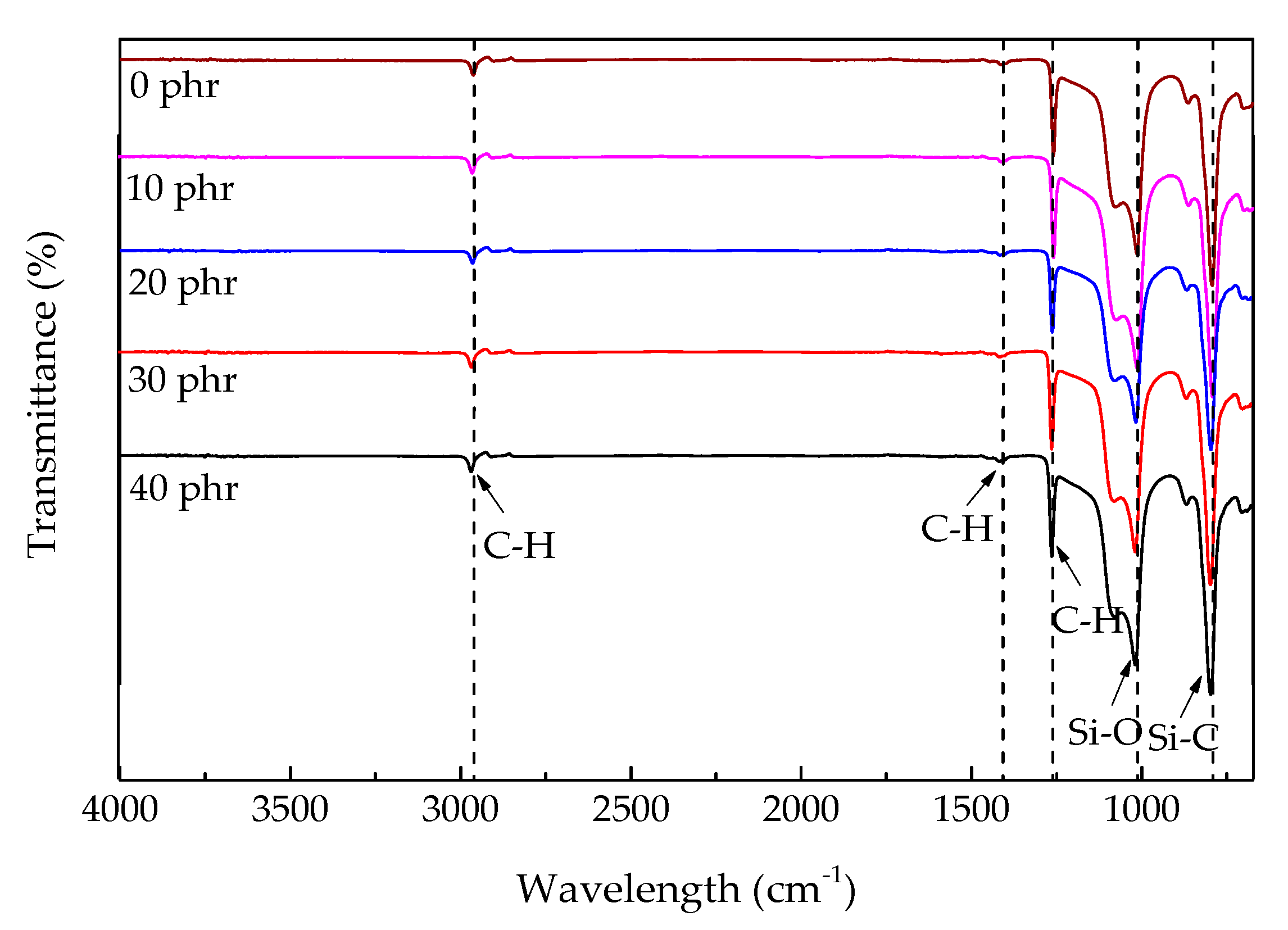
Figure 2 shows the FTIR spectra of the ceramifiable silicone rubber composites filled with different contents of ZrSi
2. The addition of ZrSi
2 and the change of its content had little effect on the functional groups during the curing process of silicone rubber. The FTIR peaks marked at 2963 cm
−1,1412 cm
−1 and 1259 cm
−1 were characteristic absorption peaks of the C–H bond in Si–CH
3. Because the silicone rubber used in the experiment was methyl vinyl silicone rubber, there were lots of methyl on the side chains. The broad absorption peak observed at 1077 cm
−1 was the characteristic peak of Si-O bond existed in the main molecular chain of silicone rubber. The absorption peak marked at 793 cm
−1 was associated with the characteristic peak of Si–C bond. The FTIR spectra of the ceramifiable silicone rubber composites with different ZrSi
2 content were compared, which illustrated that the addition of ZrSi
2 did not produce a new characteristic absorption peak. So there was physical interaction between ZrSi
2 particles and silicone rubber, which did not change the molecular structure of silicone rubber.
3.2. Mechanical and Physical Properties
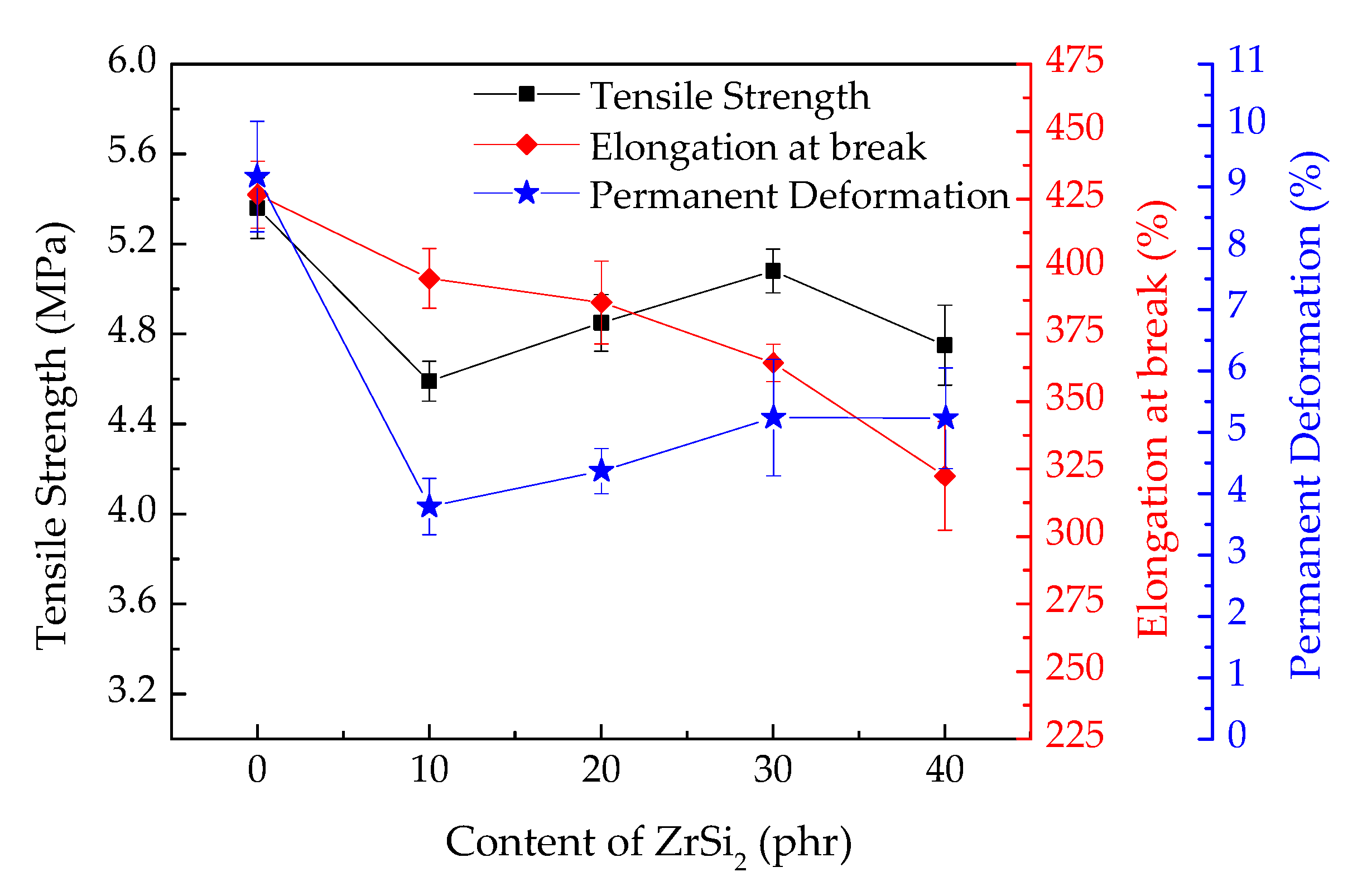
For the flexible TPS composites, some deformation will be happened during its service, such as thermal expansion of metal shell, tensile and compressive stress of solid motor grain, etc. Therefore, sufficient tensile strength and elongation are required for TPS composites. The tensile strength and the elongation at break of the ceramifiable silicone rubber composites with different content of ZrSi
2 are showed in
Figure 3. The results showed that the introduction of ZrSi
2 reduced the tensile strength and elongation at break of the ceramifiable silicone rubber composite. With the increase of ZrSi
2 content, the tensile strength of the composite increased first and then decreased, while the elongation at break decreased all the time. The tensile strength and the elongation at break of the composite with 30 phr ZrSi
2 were 5.08 MPa and 364.3%, respectively. The mechanical strength and the elongation at break of pure silicone rubber are very low. After being reinforced by fumed silica, the tensile strength can reach more than 6 MPa, and the elongation is more than 500%. The addition of ZrSi
2 powder reduced the mechanical strength of the silicone rubber composites obviously. The powder destroyed the continuity of the silicone rubber matrix, resulting in local defects, which was easy to become the stress concentration point under the action of external load. With the increase of ZrSi
2 content, the movement of silicone rubber molecular chain was hindered, which made the fracture of silicone rubber molecular chain require more energy. Thus, the tensile strength of the composite was increased. However, the effect of exceeding addition on the matrix was more than that of strength enhancement, which led to the decrease of strength. From the
Figure 3, the permanent deformation at break of ceramifiable silicone rubber composite increased due to the hindrance of ZrSi
2 to the movement of silicone rubber molecular chain. The resilience and recoverability of silicone rubber were reduced after breaking. The best additive content of ZrSi
2 was 30 phr from the results of tensile properties.
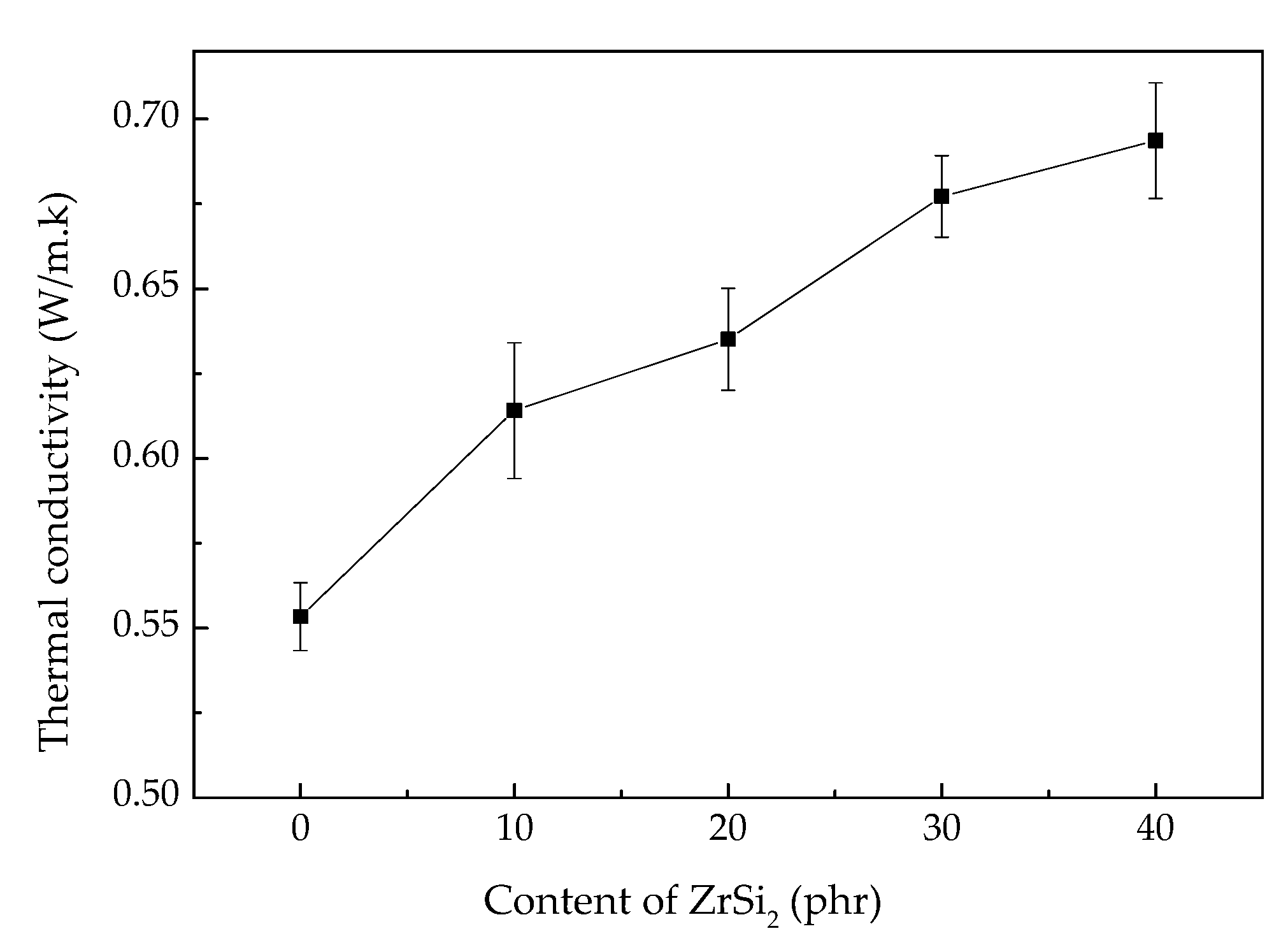
The ceramifiable silicone rubber composite used in the field of aircraft TPS has higher requirements for thermal conductivity. The results of thermal conductivity are shown in
Figure 4 and
Figure 5. After adding 40 phr ZrSi
2, the thermal conductivity of the composite increased from 0.553 W/(m·K) to 0.694 W/(m·K). Compared with polymer, ZrSi
2 is a kind of ceramic material with high thermal conductivity. The thermal conductivity factor was added after being introduced into silicone rubber. With the increase of the content, the particles contacted with each other, and the number of contact points increased, forming heat transfer channels, which led to the increase of the thermal conductivity of the composite. Reducing the volume of the internal space of the composite resulted in the increase of the thermal conductivity indirectly. However, the thermal conductivity of the composite prepared in this paper was still at a low level in the TPS materials compared with metal, ceramic (>10 W/(m·K)) and C/C composites (>0.8 W/(m·K) [
22]), meeting the current requirements for internal insulation materials.
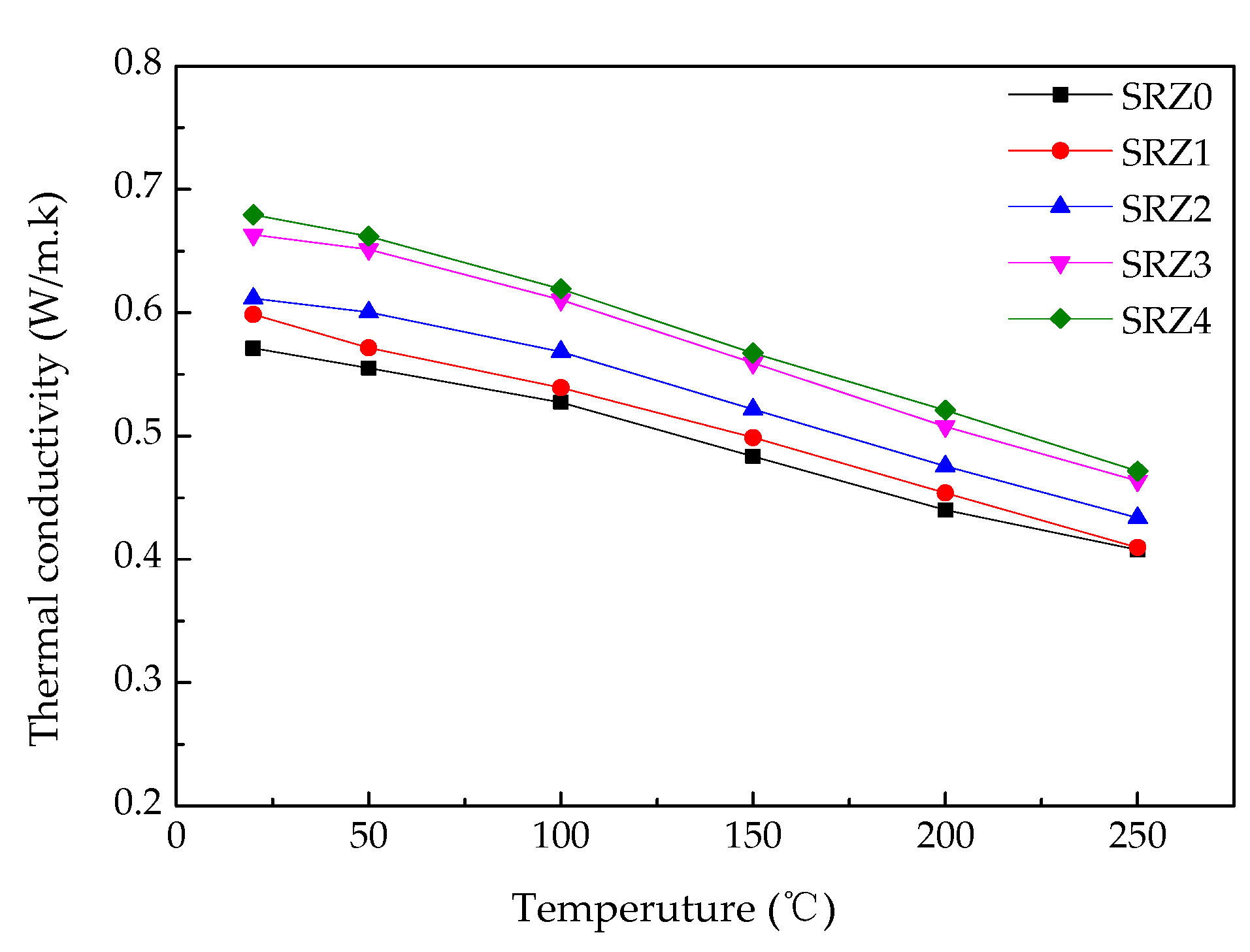
Figure 5 showed the thermal conductivity of the composite at different temperatures. The thermal conductivity of the composite decreased with the increase of temperature. In the process of heating up, the composite material had a certain degree of thermal expansion, which increased the distance between the internal particles. Moreover, the molecular chain of silicone rubber also had a certain extension, which was no longer as dense as that at room temperature, destroying the thermal conduction channels, co the thermal conductivity of the composite was reduced.
3.3. Thermal Stability of the Composite
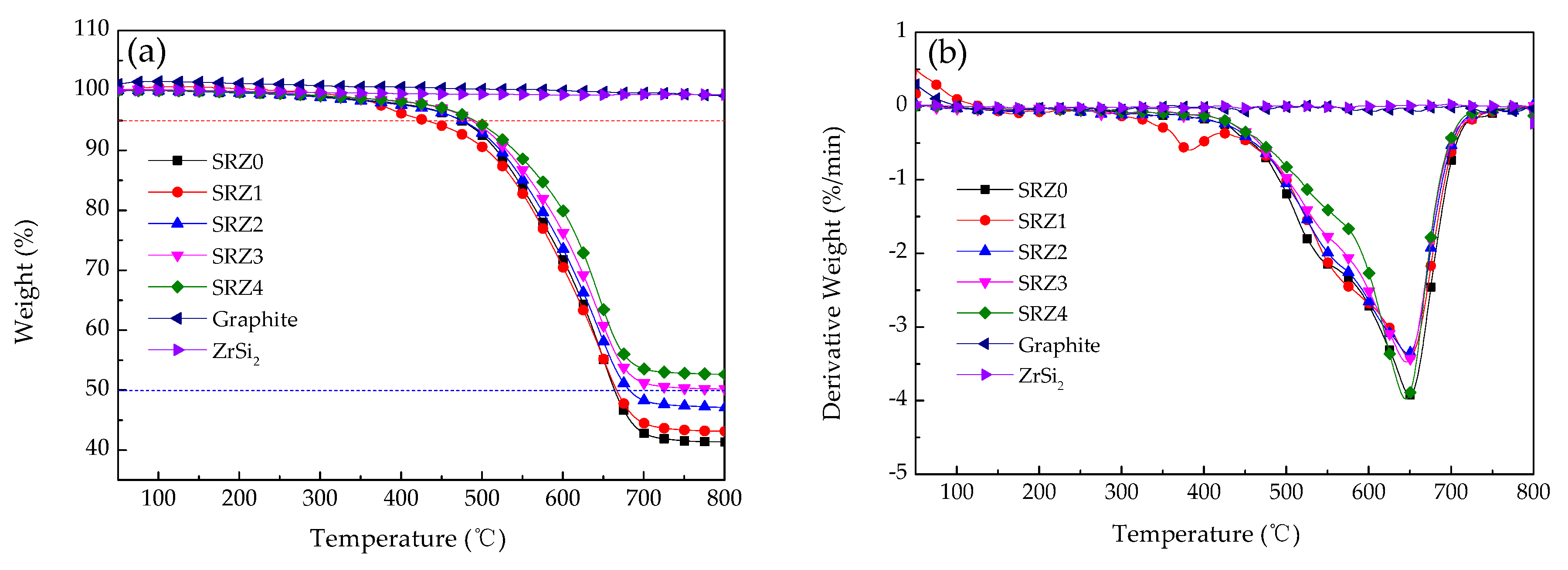
Figure 6 shows the TG and DTG curves of the ceramifiable silicone rubber composite with different content of ZrSi
2, graphite and ZrSi
2 in nitrogen, and
Table 3 lists the characteristic parameters of the thermal decomposition of the composite.
T5 and
Tmax are the temperatures of 5% weight loss and peak degradation, respectively. It can be seen that the ceramifiable silicone rubber composite containing ZrSi
2 underwent three thermal degradation process stages. The first process at about 300–500 °C was attributed to volatilization of some small molecules and gases yielded by the decomposition of silicone rubber. At this stage, the mass loss and the decomposition rate of the composite were small, which maintained the original state of the composite basically. The second stage was at about 500–750 °C, in which the mass of the composite changed obviously, and the silicone rubber decomposed violently. Some studies have shown that fracture and rearrangement of molecular chains happened during the decomposition of silicone rubber, producing a large number of methane, small molecule oligocyclosiloxane, CO and other gaseous substances [
17], which causing major mass loss. With the increase of temperature, when the temperature was above 750 °C, the thermal decomposition of the composite was basically over, and the mass of the residue was no longer changed, which was the third stage. From the
Figure 6 and
Table 3, the addition of ZrSi
2 lowered the thermal stability slightly, resulting in reduction of
T5 and
Tmax. The catalytic process of silicone rubber composite by metal ions from decomposition has already been reported in the literature. But with the increasing content of ZrSi
2,
T5 increased from 429.9 °C to 490.2 °C and
Tmax shifted from 648.9 °C to 644.7 °C. The effect of ZrSi
2 on molecular structure was small, which had little effect on the
Tmax. Therefore, ZrSi
2 had little effect on the high temperature stability of the ceramifiable silicone rubber composite.
According to the characteristic decomposition data of the composite in
Table 3, the influence of ZrSi
2 on the yield of pyrolysis products of the composite at 800 °C was further analyzed. It can be seen from
Figure 6 that graphite powder and ZrSi
2 were very stable in nitrogen, and the mass change was very small with the increase of temperature. The mass loss of the composite during pyrolysis was mainly caused by the cracking of silicone rubber. Based on the pyrolysis yield of the composite without ZrSi
2, the pyrolysis yield of the silicone rubber composite with different ZrSi
2 content was calculated according to Equation (3). The calculation results are shown in
Table 3, and there was no significant difference between the calculated values and the experimental values. Therefore, the main mass loss of the thermal decomposition of silicone rubber composite filled with ZrSi
2 was caused by the cracking of silicone rubber, and the introduction of ZrSi
2 did not change the pyrolysis yield of the composite in nitrogen:
where
is the yield of residue of composite at 800 °C.
is the mass of sample SRZ0.
is the amount of ZrSi
2 in the composite.
is mass of the sample.
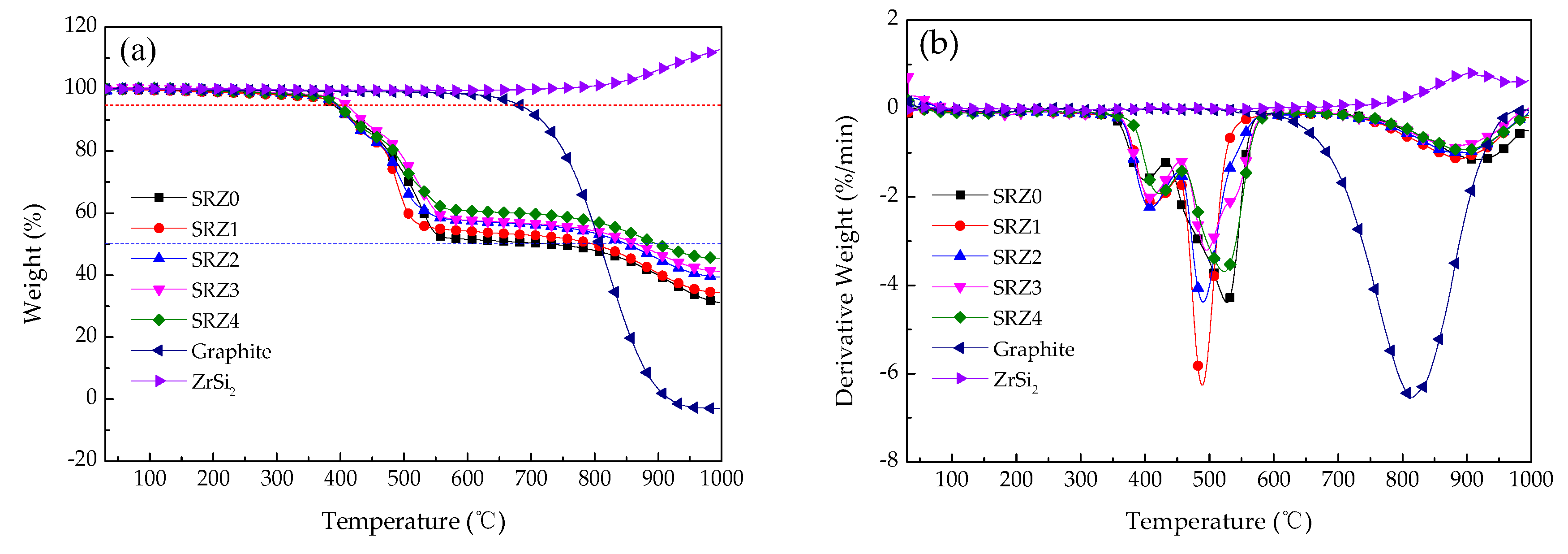
Figure 7 shows the TG and DTG curves of the ceramifiable silicone rubber composites with different content of ZrSi
2, graphite and ZrSi
2 in air, and
Table 4 lists the characteristic parameters of the thermal decomposition of the composite. It can be seen from
Figure 7 that the thermal decomposition of the ceramifiable silicone rubber composite in the presence of oxygen was quite different from that in the inert atmosphere. From
Table 4, it can be concluded that the initial decomposition temperature of the composite was 388.6 °C–399.7 °C, and the peak decomposition temperature was 488.0 °C–527.1 °C, which were lower than the characteristic decomposition temperature in nitrogen. Therefore, in the oxidation environment, the presence of oxygen could accelerate the thermal decomposition of silicone rubber. In addition, the amount of ZrSi
2 had little effect on the thermal stability of the silicone rubber composite in the oxidation environment, and the initial decomposition temperature was increased by about 11.1 °C. On the other hand, the yield of thermal decomposition residue of the composite at 680 °C was higher than that in inert atmosphere, which was related to the oxidation of silicone rubber. The silicon produced by decomposition was oxidized, increasing the mass of residue. The yield of thermal decomposition residue was 60.06% with the addition of 40 phr ZrSi
2. However, with the increase of temperature, graphite and ZrSi
2 were oxidized, in which CO
2 was produced by oxidation of graphite, resulting in weight loss, while ZrSi
2 was oxidized above 850 °C, and the mass increased by 13.11% at 1000 °C. The mass change caused by graphite and ZrSi
2 leaded to further weight loss of the composite above 700 °C. The second weight loss of the composite with 40 phr ZrSi
2 at 1000 °C was 14.58%, and the yield of thermal decomposition residue was 45.45%.
3.4. Ablation Resistance
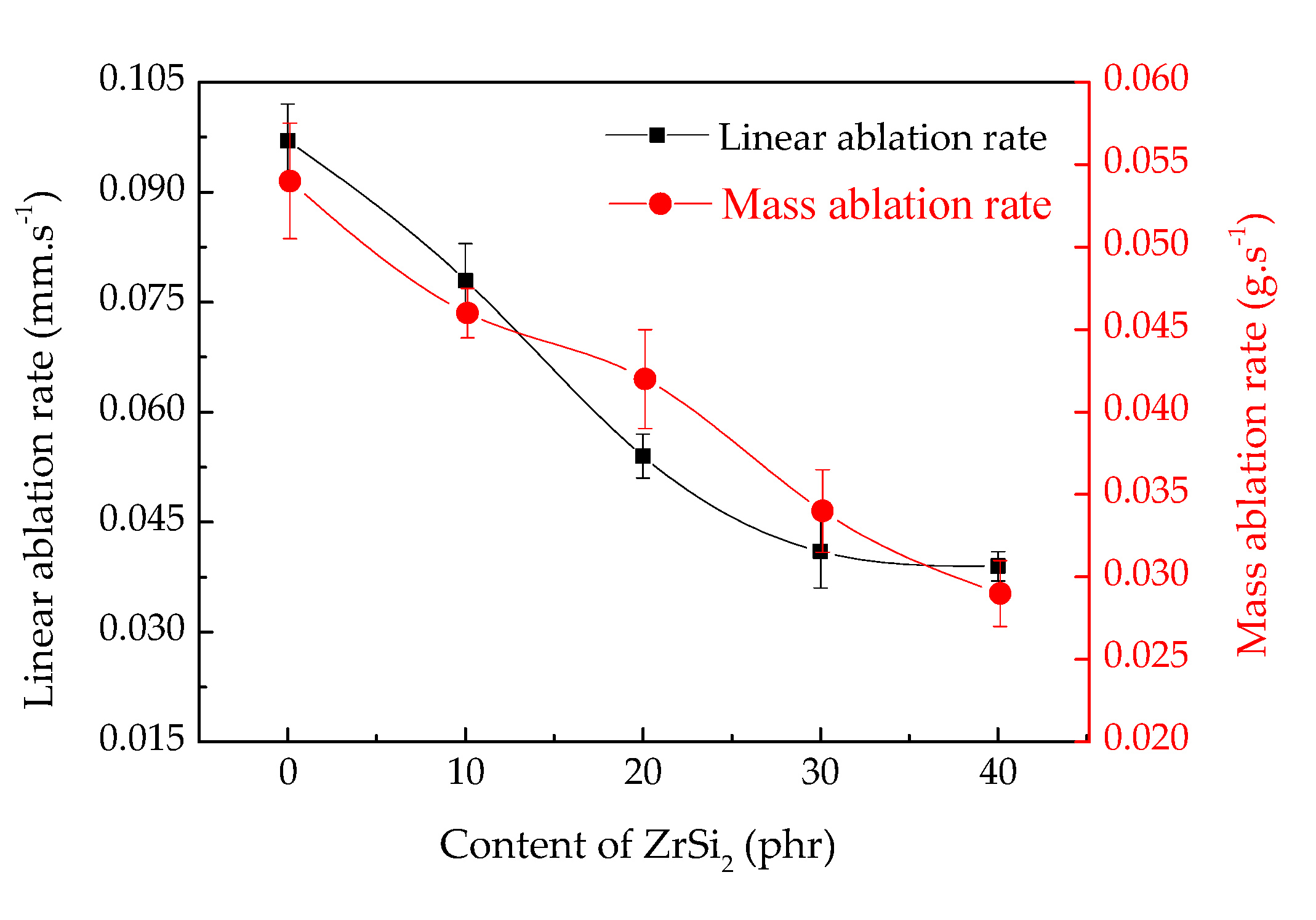
Linear and mass ablation rate are the most intuitive performance indexes to judge ae ceramifiable silicone rubber composite. The linear and mass ablation rate of composite with different ZrSi
2 content are shown in
Figure 8. With the increasing content of ZrSi
2, the linear and mass ablation rate decreased. When the ZrSi
2 content was 0 phr, the linear ablation rate and mass ablation rate were 0.097 mm/s and 0.054 g/s, respectively. When 10 phr ZrSi
2 was added, the linear ablation rate and mass ablation rate of the composite decreased to 0.078 mm/s and 0.046 g/s, decreasing by 19.6% and 14.8% compared with the composite without ZrSi
2, respectively. The linear ablation rate and mass ablation rate of the composite with 40 phr ZrSi
2 were 0.039 mm/s and 0.029 g/s, respectively. The decrease of linear and mass ablative rate showed that the addition of ZrSi
2 improved the ablative resistance of the ceramifiable silicone rubber composite. The increase of ZrSi
2 content led to the increase of the density of the composite, enhancing the erosion resistance to the air flow during the ablation process, which reduced the linear and mass ablation rate of the composite. In addition, it can be also seen from the results of thermal analysis in air that a large amount of thermal decomposition gas was released, and the weight increased at the same time, which reduced the mass ablation rate during the ablation process. According to the results of tensile strength, when the best addition amount of ZrSi
2 was 30 phr, the linear and mass ablation rate of the composite were 0.041 mm/s and 0.029 g/s, decreasing by 57.5% and 46.3% compared with the composite without ZrSi
2, respectively.
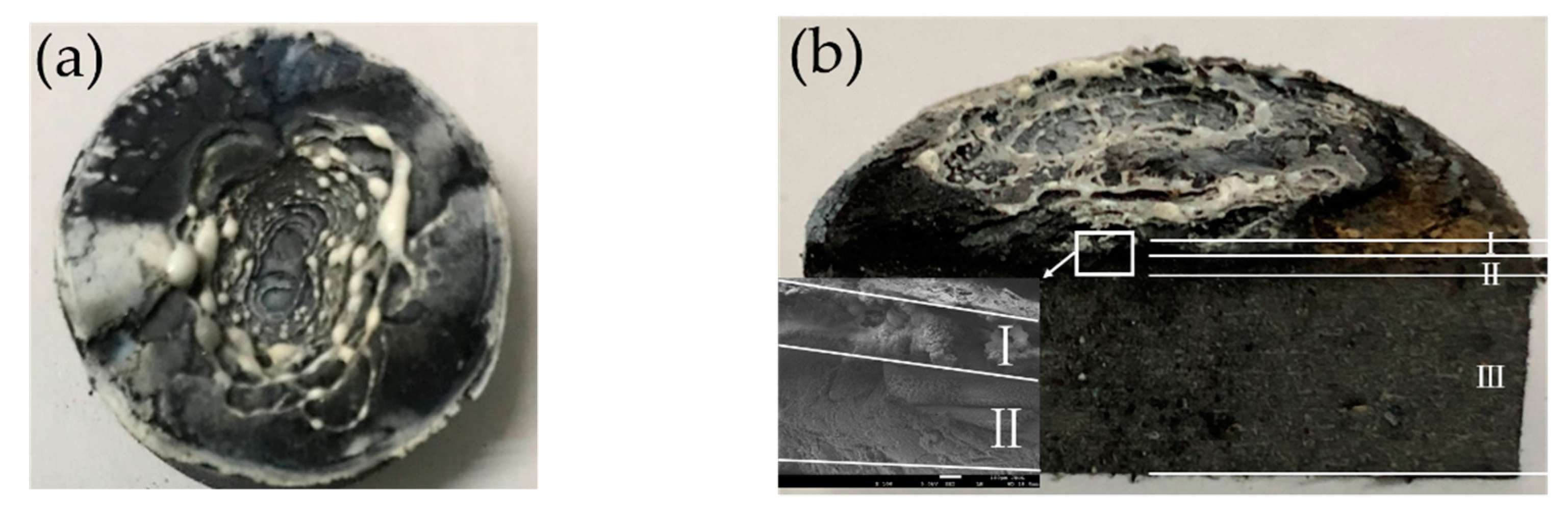
Digital photos of the ablated samples are shown in
Figure 9. After ablation by oxyacetylene flame, lots of white residue was produced on the surface from
Figure 9a. Expansions on the edge of ablation area were observed. In addition, a multilayer ablation structure that can be divided into three parts was revealed from
Figure 9b. From the surface to the un-erosion material, there were ceramic layer (Ⅰ), pyrolysis layer (Ⅱ) and virgin layer (Ⅲ). And there was no obvious boundary between the layers. The thickness of pyrolysis layer was larger than that of ceramic layer from cross section microstructure in
Figure 9b. The thickness of ceramic layer was approximately 200 μm, and the thickness of pyrolysis layer was approximately 400μm. The formation of multi-layer structure helped to show the material changes better in the ablation process of the composite.
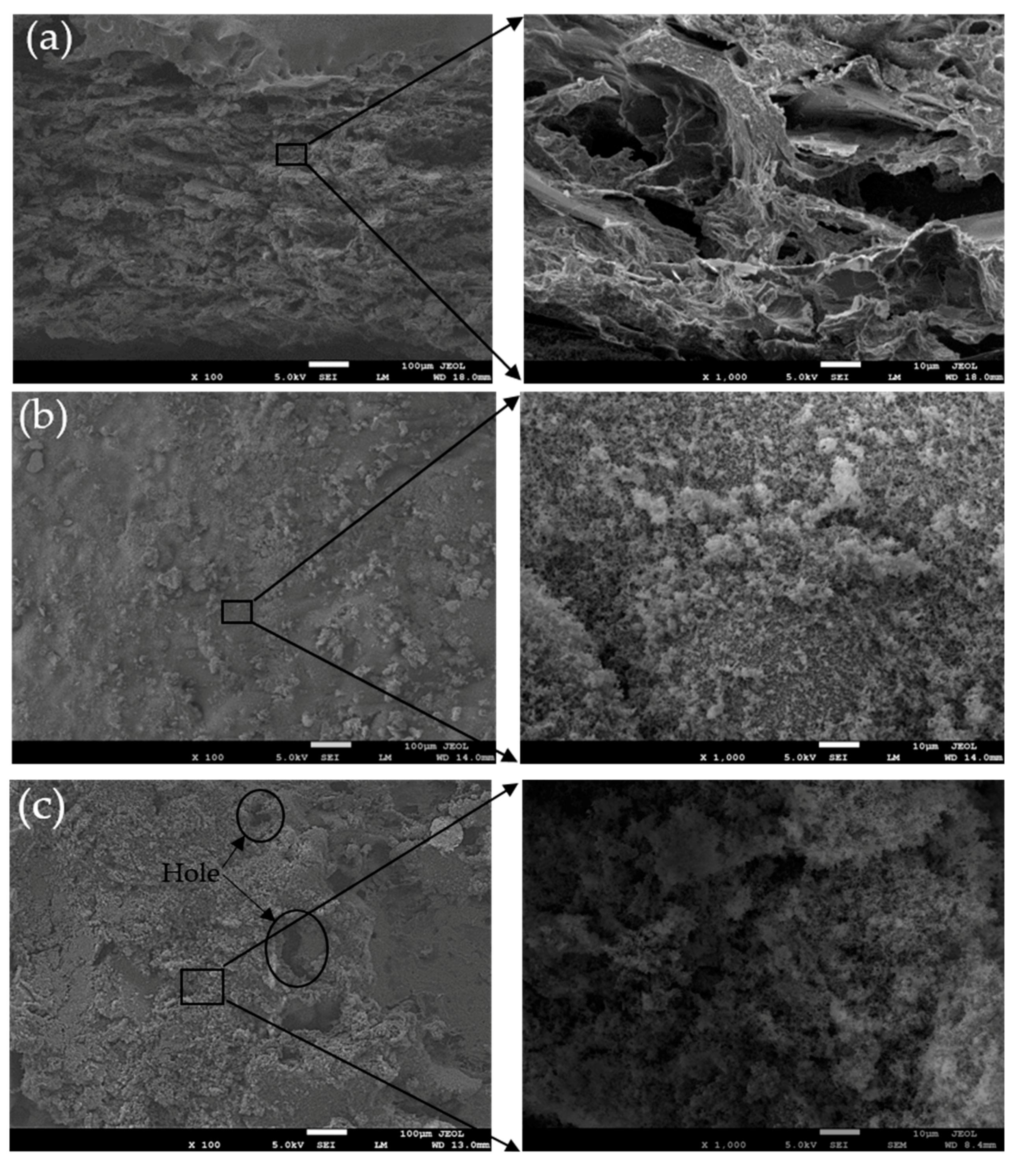
The morphologies of the pyrolysis layer and ceramic layer were shown in
Figure 10.
Figure 10a shows that a loose structure is formed in the pyrolysis layer. According the analysis of thermal decomposition, lots of gaseous substances were released due to the degradation of silicone rubber to form internal pressure in the material, which produced a large number of pores and cracks. At higher temperature, further reactions among pyrolysis residue were happened to form dense and rigid ceramic for composite with 30 phr ZrSi
2, as shown in
Figure 10b. The surface ceramic structure with a certain mechanical strength can resist the erosion of high-speed airflow, and prevent heat and oxygen from transferring into the composite effectively, which was beneficial to reduce the linear and mass ablation rates of the composite.
Figure 10c shows the microstructure of ceramic layer without ZrSi
2. A large number of holes existed in the ceramic layer. Compared with sample SRZ3, the structure of the ceramic layer was relatively looser. It can be seen from the microstructure with higher magnification that the diameter of the pore was obviously larger. Therefore, the addition of ZrSi
2 greatly improved the densification of ceramic products during ablation, which formed better protection from airflow erosion and heat diffusion.
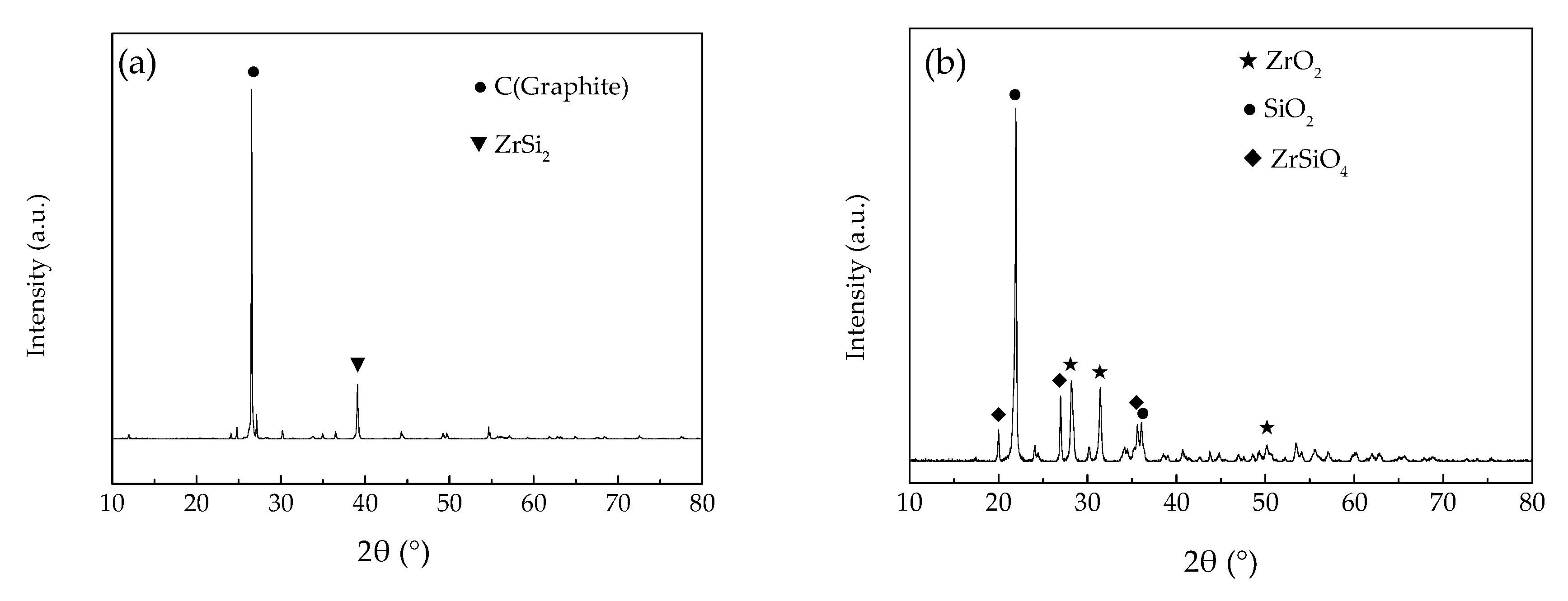
Figure 11 shows the XRD patterns for the ablation layers of the ceramifiable silicone rubber composite. The pyrolysis temperature of silicone rubber was below 800 °C according to the thermal analysis, and the residue was mainly composed of C, SiO
2 and siliconoxycarbide. Graphite and ZrSi
2 were relatively stable at below 800 °C, so the main phases of residue in the pyrolysis area were still graphite and ZrSi
2, as shown in
Figure 11a. While the closer the ablation surface was, the higher the temperature was, and the flame temperature of oxyacetylene reached more than 3000 °C. In addition, there were oxygen, water vapor and other oxidative gases in the process of combustion. Therefore, during the oxyacetylene torch ablation, several chemical reactions would happen. The oxidation of graphite can easily take place at high temperature in oxidation environment (Equation (4)). The carbothermal reaction also occurred inside the composite with high temperature due to lack of oxygen, producing SiC (Equation (5)). SiC would also be oxidized into SiO
2 along with the ablation (Equation (6)). When the ablation temperature was over 1700 °C, a liquid phase was produced by the melting of SiO
2 (Equation (7)), which prevented the diffusion of oxygen and heat flow to the interior of the composite.
After cooling, the white residue was formed and adhered to the ablation surface, as shown in
Figure 9a. Oxidation reaction of ZrSi
2 also occurred under the oxyacetylene torch ablation (Equation (8)), and then ZrO
2 was produced. ZrO
2 with high melting point has excellent ablation resistance, which has been confirmed in the literature [
17]. Furthermore, chemical reaction also took place between ZrO
2 and SiO
2 to produce ZrSiO
4 (Equation (9)). Finally, the C (graphite), SiC and some other products disappeared in the high temperature oxyacetylene flame, while ZrO
2, SiO
2 and ZrSiO
4 were remained to form ceramic structure on the ablation surface. The main phases shown in
Figure 11b are ZrO
2, SiO
2 and ZrSiO
4, and the characteristic peaks of the original graphite and ZrSi
2 disappear.
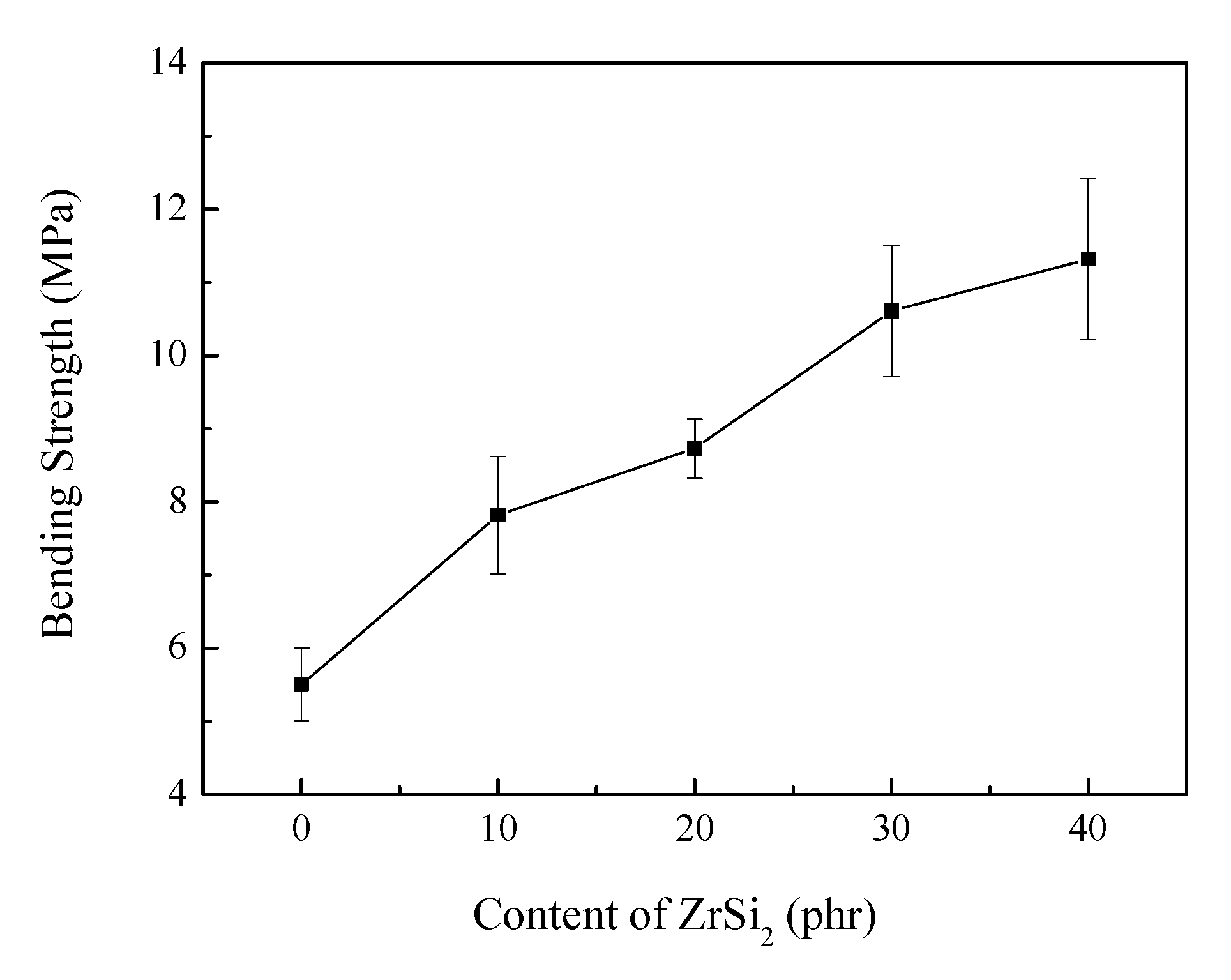
In order to test the mechanical properties of ceramic products, the samples with different content of ZrSi
2 were heated to 1800 °C in a muffle furnace and held for 15 min. The bending strength of the composite at high temperature was tested. The results are shown in
Figure 12. The bending strength of the ceramic products increased with the increasing content of ZrSi
2. When the content of ZrSi
2 was 0 phr, the bending strength of the ceramic residue was 5.50 MPa. With the increase of ZrSi
2 content to 30 phr, the bending strength of the ceramic residue increased to 10.61 MPa. According to the results of phase analysis of ablation residue, ZrO
2 and SiO
2 were formed during the ablation process. The SiO
2 can melt at the ablation temperature and bonded other components together. Moreover, ZrO
2 would react with SiO
2 to form new ceramic product. So the bending strength of the residue was increased. The improvement of bending strength indicated that the ceramic products had good mechanical properties to resist erosion of oxyacetylene air flow.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}