Enhanced Interface Adhesion by Novel Eco-Epoxy Adhesives Based on the Modified Tannic Acid on Al and CFRP Adherends

 ,
,  , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
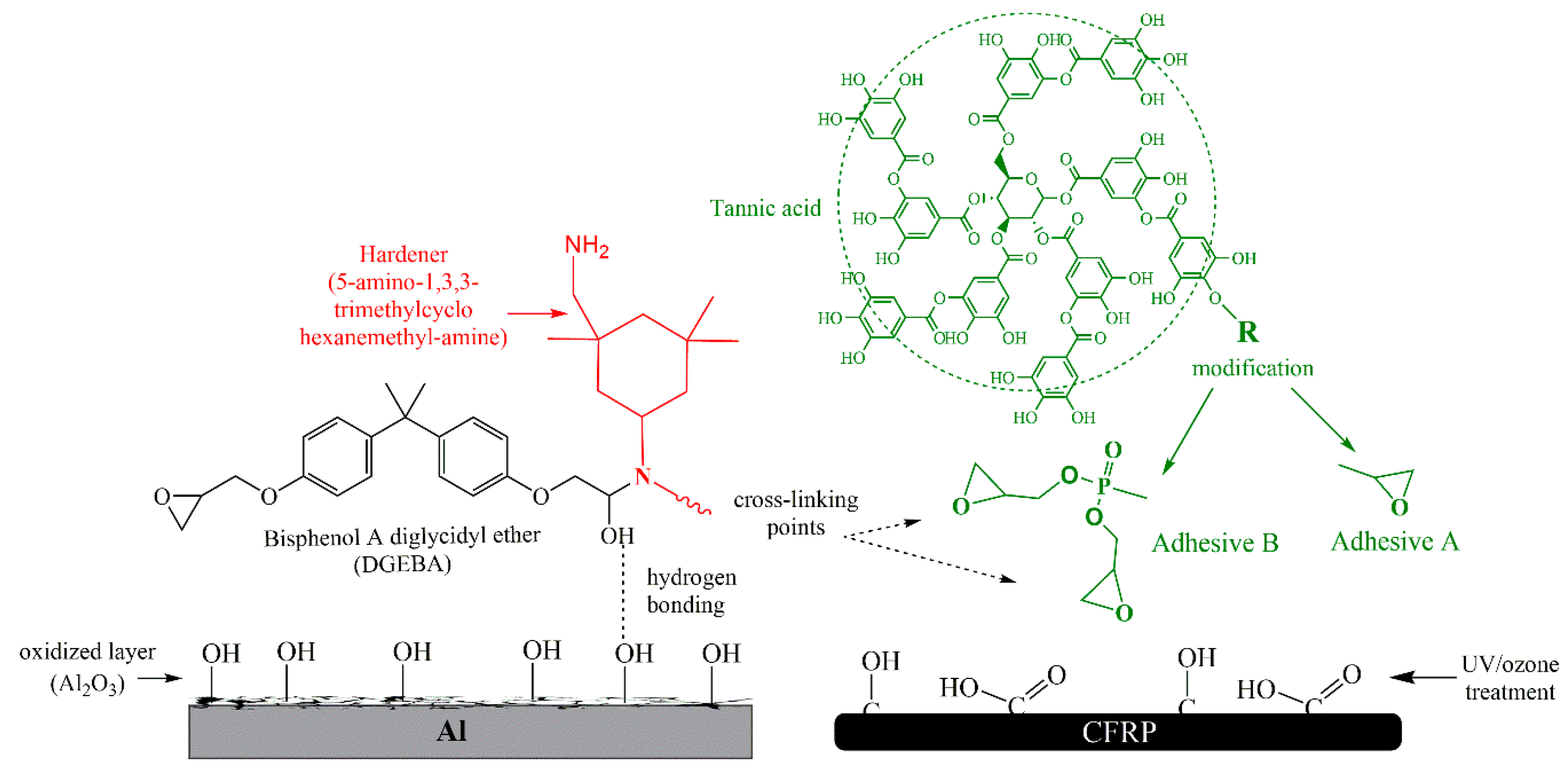
2.1. Adhesives and Adherends
2.1.1. Synthesis of Glycidyl Ether of TA
2.1.2. Synthesis of Glycidyl Phosphate Ester of TA
2.2. Surface Treatment
2.3. Bonding of Al–Al and CFRP–CFRP
3. Experimental procedure
3.1. Characterization Methods
3.1.1. FTIR Analysis
3.1.2. Contact Angle Measurement
3.1.3. Adhesion Parameter b
3.1.4. Bell Peel Test (BPT)
3.1.5. Fractured Surface and Roughness Characterization
4. Results and Discussion
4.1. FTIR Analysis
4.2. Contact Angle
4.3. Adhesion Parameter b (Microhardness Model)
4.4. Bell Peel Test (BPT) and Fractured Morphology
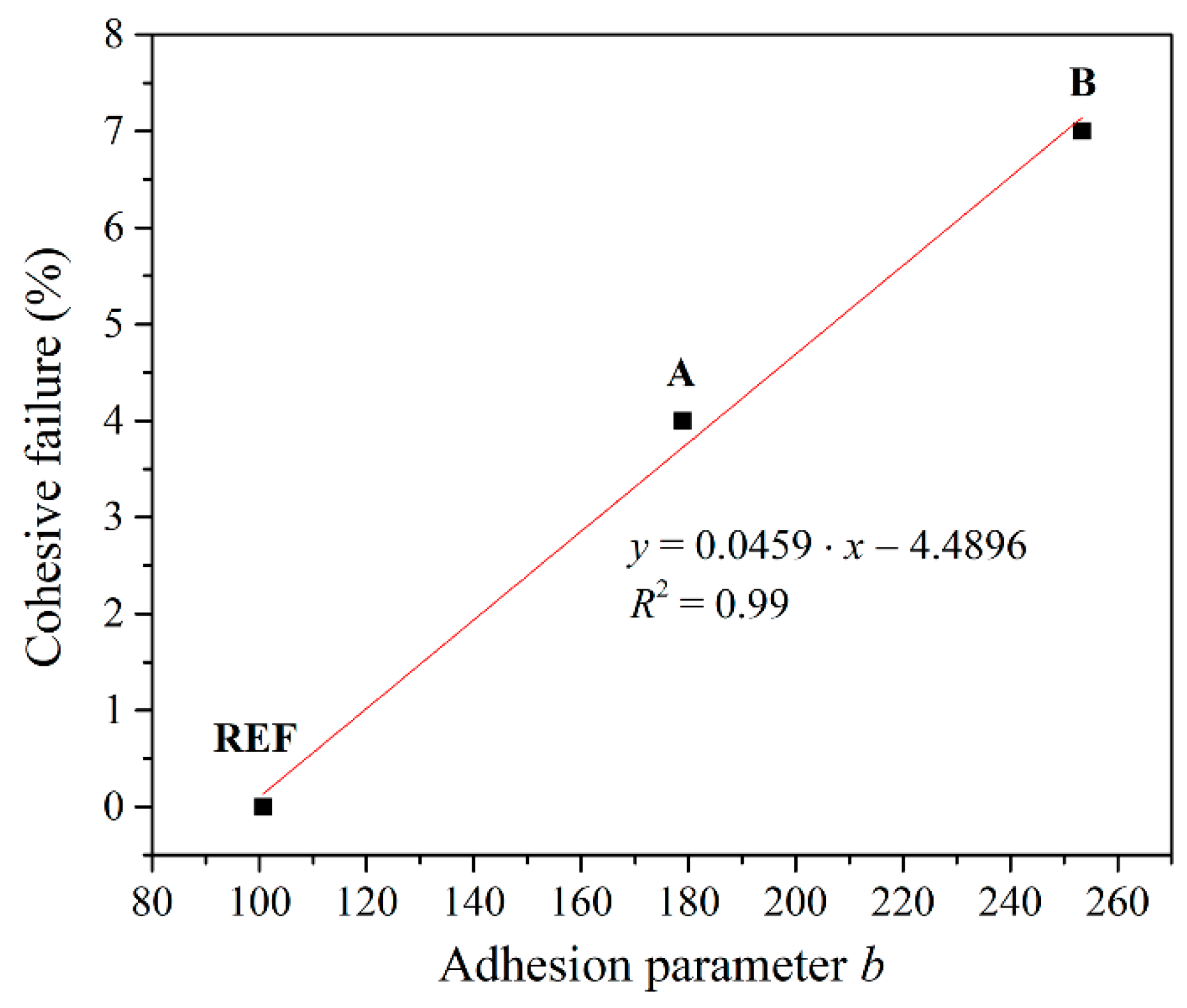
4.5. Comparison of Adhesion Parameter b and Adhesion Failure
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Auvergne, R.; Caillol, S.; David, G.; Boutevin, B.; Pascault, J.-P. Biobased Thermosetting Epoxy: Present and Future. Chem. Rev. 2014, 114, 1082–1115. [Google Scholar] [CrossRef]
- Song, T.; Li, Z.; Liu, J.; Yang, S. Synthesis, characterization and properties of novel crystalline epoxy resin with good melt flowability and flame retardancy based on an asymmetrical biphenyl unit. Polym. Sci. Ser. B 2013, 55, 147–157. [Google Scholar] [CrossRef]
- Williams, J.G. Polymeric Materials Encyclopedia Edited by Joseph C. Salamone. CRC Press: Boca Raton, FL. 1996. ISBN 0-8493-2470-X. J. Am. Chem. Soc. 1998, 120, 6848–6849. [Google Scholar] [CrossRef]
- Rabenold, R.R. Handbook of fiberglass and advanced plastics composites, edited by George Lubin, Van Nostrand Reinhold, New York, New York, 1969. 912 pages. $27.50. J. Polym. Sci. Part B Polym. Lett. 1970, 8, 447–448. [Google Scholar] [CrossRef]
- Rosu, D.; Rosu, L.; Varganici, C.-D. The thermal stability of some semi-interpenetrated polymer networks based on epoxy resin and aromatic polyurethane. J. Anal. Appl. Pyrolysis 2013, 100, 103–110. [Google Scholar] [CrossRef]
- Vandenberg, L.N.; Hauser, R.; Marcus, M.; Olea, N.; Welshons, W.V. Human exposure to bisphenol A (BPA). Reprod. Toxicol. 2007, 24, 139–177. [Google Scholar] [CrossRef]
- Calafat, A.M.; Kuklenyik, Z.; Reidy, J.A.; Caudill, S.P.; Ekong, J.; Needham, L.L. Urinary Concentrations of Bisphenol A and 4-Nonylphenol in a Human Reference Population. Environ. Health Perspect. 2005, 113, 391–395. [Google Scholar] [CrossRef] [Green Version]
- vom Saal, F.S.; Akingbemi, B.T.; Belcher, S.M.; Birnbaum, L.S.; Crain, D.A.; Eriksen, M.; Farabollini, F.; Guillette, L.J.; Hauser, R.; Heindel, J.J.; et al. Chapel Hill bisphenol A expert panel consensus statement: Integration of mechanisms, effects in animals and potential to impact human health at current levels of exposure. Reprod. Toxicol. 2007, 24, 131–138. [Google Scholar] [CrossRef] [Green Version]
- Giulivo, M.; Lopez de Alda, M.; Capri, E.; Barceló, D. Human exposure to endocrine disrupting compounds: Their role in reproductive systems, metabolic syndrome and breast cancer. A review. Environ. Res. 2016, 151, 251–264. [Google Scholar] [CrossRef]
- Okada, H.; Tokunaga, T.; Liu, X.; Takayanagi, S.; Matsushima, A.; Shimohigashi, Y. Direct Evidence Revealing Structural Elements Essential for the High Binding Ability of Bisphenol A to Human Estrogen-Related Receptor-γ. Environ. Health Perspect. 2008, 116, 32–38. [Google Scholar] [CrossRef]
- Kuang, X.; Zhou, Y.; Shi, Q.; Wang, T.; Qi, H.J. Recycling of Epoxy Thermoset and Composites via Good Solvent Assisted and Small Molecules Participated Exchange Reactions. ACS Sustain. Chem. Eng. 2018, 6, 9189–9197. [Google Scholar] [CrossRef]
- Wu, M.-S.; Jin, B.C.; Li, X.; Nutt, S. A recyclable epoxy for composite wind turbine blades. Adv. Manuf. Polym. Compos. Sci. 2019, 5, 114–127. [Google Scholar] [CrossRef] [Green Version]
- Cicala, G.; La Rosa, D.; Musarra, M.; Saccullo, G.; Banatao, R.; Pastine, S. Recyclable epoxy resins: An example of green approach for advanced composite applications. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2016; p. 020027. [Google Scholar]
- Biermann, U.; Friedt, W.; Lang, S.; Lühs, W.; Machmüller, G.; Metzger, J.O.; Rüsch gen. Klaas, M.; Schäfer, H.J.; Schneider, M.P. New Syntheses with Oils and Fats as Renewable Raw Materials for the Chemical Industry. Angew. Chem. Int. Ed. 2000, 39, 2206–2224. [Google Scholar] [CrossRef]
- Meier, M.A.R.; Metzger, J.O.; Schubert, U.S. Plant oil renewable resources as green alternatives in polymer science. Chem. Soc. Rev. 2007, 36, 1788. [Google Scholar] [CrossRef] [PubMed]
- Voirin, C.; Caillol, S.; Sadavarte, N.V.; Tawade, B.V.; Boutevin, B.; Wadgaonkar, P.P. Functionalization of cardanol: Towards biobased polymers and additives. Polym. Chem. 2014, 5, 3142–3162. [Google Scholar] [CrossRef]
- Hernandez, E.D.; Bassett, A.W.; Sadler, J.M.; La Scala, J.J.; Stanzione, J.F. Synthesis and Characterization of Bio-based Epoxy Resins Derived from Vanillyl Alcohol. ACS Sustain. Chem. Eng. 2016, 4, 4328–4339. [Google Scholar] [CrossRef]
- Gadhave, R.V.; Srivastava, S.; Mahanwar, P.A.; Gadekar, P.T. Lignin: Renewable Raw Material for Adhesive. Open J. Polym. Chem. 2019, 9, 27–38. [Google Scholar] [CrossRef] [Green Version]
- El Mansouri, N.E.; Yuan, Q.; Huang, F. Characterization of alkaline lignins for use in phenol-formaldehyde and epoxy resins. Bioresources 2011, 6, 2647–2662. [Google Scholar]
- Zhang, W.; Ma, Y.; Wang, C.; Li, S.; Zhang, M.; Chu, F. Preparation and properties of lignin–phenol–formaldehyde resins based on different biorefinery residues of agricultural biomass. Ind. Crops Prod. 2013, 43, 326–333. [Google Scholar] [CrossRef]
- Zhao, S.; Abu-Omar, M.M. Biobased Epoxy Nanocomposites Derived from Lignin-Based Monomers. Biomacromolecules 2015, 16, 2025–2031. [Google Scholar] [CrossRef]
- Zhao, S.; Abu-Omar, M.M. Renewable Epoxy Networks Derived from Lignin-Based Monomers: Effect of Cross-Linking Density. ACS Sustain. Chem. Eng. 2016, 4, 6082–6089. [Google Scholar] [CrossRef]
- Yin, Q.; Yang, W.; Sun, C.; Di, M. Preparation and properties of lignin-epoxy resin composite. BioResources 2012, 7, 5737–5748. [Google Scholar] [CrossRef] [Green Version]
- Finch, C.A. Advanced wood adhesives technology. A. Pizzi. Marcel dekker, New York, Basel, 1994. Polym. Int. 1996, 39, 78. [Google Scholar] [CrossRef]
- Li, K.; Geng, X.; Simonsen, J.; Karchesy, J. Novel wood adhesives from condensed tannins and polyethylenimine. Int. J. Adhes. Adhes. 2004, 24, 327–333. [Google Scholar] [CrossRef]
- ASTM standard D3167–10. Standard Test Method for Floating Roller Peel Resistance of Adhesives; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- Jahanshahi, S.; Pizzi, A.; Abdulkhani, A.; Shakeri, A. Analysis and Testing of Bisphenol A—Free Bio-Based Tannin Epoxy-Acrylic Adhesives. Polymers 2016, 8, 143. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, Y.-O.; Cho, J.; Yeo, H.; Lee, B.W.; Moon, B.J.; Ha, Y.-M.; Jo, Y.R.; Jung, Y.C. Flame Retardant Epoxy Derived from Tannic Acid as Biobased Hardener. ACS Sustain. Chem. Eng. 2019, 7, 3858–3865. [Google Scholar] [CrossRef]
- Poulis, J.A.; Cool, J.C.; Logtenberg, E.H.P. UV/ozone cleaning, a convenient alternative for high quality bonding preparation. Int. J. Adhes. Adhes. 1993, 13, 89–96. [Google Scholar] [CrossRef]
- Bond, T. Ultraviolet-Ozone Surface Treatmant. Three Bond Tech. News 1987, 17, 1–10. [Google Scholar]
- Sham, M.L.; Li, J.; Ma, P.C.; Kim, J.-K. Cleaning and Functionalization of Polymer Surfaces and Nanoscale Carbon Fillers by UV/Ozone Treatment: A Review. J. Compos. Mater. 2009, 43, 1537–1564. [Google Scholar] [CrossRef]
- Sham, M.-L.I.; Kim, J.-K. Improved Underfill Adhesion in Flip-Chip Packages by Means of Ultraviolet Light/Ozone Treatment. IEEE Trans. Adv. Packag. 2004, 27, 179–187. [Google Scholar] [CrossRef]
- Teixeira de Freitas, S.; Zarouchas, D.; Poulis, J.A. The use of acoustic emission and composite peel tests to detect weak adhesion in composite structures. J. Adhes. 2018, 94, 743–766. [Google Scholar] [CrossRef] [Green Version]
- Kupski, J.; Teixeira de Freitas, S.; Zarouchas, D.; Camanho, P.P.; Benedictus, R. Composite layup effect on the failure mechanism of single lap bonded joints. Compos. Struct. 2019, 217, 14–26. [Google Scholar] [CrossRef]
- Hamdi, M.; Poulis, J.A. Effect of UV/ozone treatment on the wettability and adhesion of polymeric systems. J. Adhes. 2019, 1–21. [Google Scholar] [CrossRef]
- International Organization for Standardization. ISO 4287:1997-Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 1997. [Google Scholar]
- Iost, A.; Bigot, R. Hardness of coatings. Surf. Coatings Technol. 1996, 80, 117–120. [Google Scholar] [CrossRef]
- Chen, M.; Gao, J. The adhesion of copper films coated on silicon and glass substrates. Mod. Phys. Lett. B 2000, 14, 103–108. [Google Scholar] [CrossRef]
- ASTM E384-16-Standard Test Method for Microindentation Hardness of Materials 2015:28; ASTM: West Conshohocken, PA, USA, 2016.
- Socrates, G. Infrared and Raman Characteristic Group Frequencies, Tables and Charts; John Wiley & Sons, LTD: Chichester, UK, 2001; ISBN 0-470-09307-2. [Google Scholar]
- González, M.G.; Cabanelas, J.C.; Baselga, J. Applications of FTIR on Epoxy Resins-Identification, Monitoring the Curing Process, Phase Separation and Water Uptake. Infrared Spectroscopy-Materials Science, Engineering and Technology, InTechOpen Limited: London, UK, 2012. [Google Scholar]
- Ebnesajjad, S.; Landrock, H.A. Adhesives Technology Handbook; Elsevier Inc.: London, UK, 2015. [Google Scholar]
- Tomić, N.Z.; Marinković, A.D.; Radovanović, Ž.; Trifković, K.; Marinović-Cincović, M.; Jančić Heinemann, R. A new method in designing compatibility and adhesion of EVA/PMMA blend by using EVA-g-PMMA with controlled graft chain length. J. Polym. Res. 2018, 25, 96. [Google Scholar] [CrossRef]
- Summerton, J.C.; Martin, G.M.; Evanseck, J.D.; Chapman, M.S. Common Hydrogen Bond Interactions in Diverse Phosphoryl Transfer Active Sites. PLoS ONE 2014, 9, e108310. [Google Scholar] [CrossRef] [Green Version]
- Kulkarni, V.S.; Shaw, C. Surfactants, Lipids, and Surface Chemistry. In Essential Chemistry for Formulators of Semisolid and Liquid Dosages; Elsevier: Amsterdam, The Netherlands, 2016; pp. 5–19. [Google Scholar]
- Algellai, A.A.; Tomić, N.; Vuksanović, M.M.; Dojčinović, M.; Volkov-Husović, T.; Radojević, V.; Heinemann, R.J. Adhesion testing of composites based on Bis-GMA/TEGDMA monomers reinforced with alumina based fillers on brass substrate. Compos. Part B Eng. 2018, 140, 164–173. [Google Scholar] [CrossRef]
- de Freitas, S.T.; Sinke, J. Adhesion Properties of Bonded Composite-to-Aluminium Joints Using Peel Tests. J. Adhes. 2014, 90, 511–525. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.K.; Dong, Y.; Sarker, P.K.; Uddin, M.S.; Littlefair, G.; Dixit, A.R.; Chattopadhyaya, S. Joining of carbon fibre reinforced polymer (CFRP) composites and aluminium alloys–A review. Compos. Part A Appl. Sci. Manuf. 2017, 101, 1–29. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | CFRP | |||
|---|---|---|---|---|
| Ra/Pa/Wa | Rz/Pz/Wz | Ra/Pa/Wa | Rz/Pz/Wz | |
| µm | µm | µm | µm | |
| Average | 4.85 | 39.75 | 2.78 | 119.70 |
| Max | 5.22 | 51.65 | 3.09 | 243.34 |
| Min | 4.46 | 33.34 | 2.47 | 32.62 |
| Std. dev. | 0.27 | 4.70 | 0.20 | 63.23 |
| Sample | Al | CFRP |
|---|---|---|
| REF | 34.8 ± 2.2 | 29.3 ± 3.0 |
| Adhesive A | 30.4 ± 3.4 | 30.5 ± 1.0 |
| Adhesive B | 34.3 ± 2.3 | 37.4 ± 2.6 |
| Al | CFRP | |||||||
|---|---|---|---|---|---|---|---|---|
| Adhesive ↓ | Fave (N/25 mm) | Fmax (N/25 mm) | Failure Mode | Fave (N/25 mm) | Fmax (N/25 mm) | Failure Mode | ||
| AF b (%) | CF c (%) | AF (%) | CF (%) | |||||
| REF | 3.4 (0.1) a | 13.5 (2.3) | 100 | 0 | 2.4 (0.3) | 3.9 (0.5) | 100 | 0 |
| A | 2.2 (0.3) | 10.2 (1.7) | 96 | 4 | 0.9 (0.3) | 1.5 (0.4) | 97 | 3 |
| B | 4.0 (1.2) | 18.8 (2.0) | 93 | 7 | 3.8 (0.5) | 10.8 (3.2) | 91 | 9 |
| REF | A | B | ||||
|---|---|---|---|---|---|---|
| Ra/Pa/Wa | Rz/Pz/Wz | Ra/Pa/Wa | Rz/Pz/Wz | Ra/Pa/Wa | Rz/Pz/Wz | |
| µm | µm | µm | µm | µm | µm | |
| Average | 59.30 | 282.84 | 28.48 | 223.24 | 44.71 | 326.03 |
| Max | 72.21 | 296.13 | 36.25 | 306.78 | 53.23 | 348.74 |
| Min | 53.31 | 270.46 | 21.35 | 171.05 | 36.47 | 318.36 |
| Std. dev. | 4.82 | 8.76 | 4.46 | 38.36 | 5.59 | 8.04 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tomić, N.Z.; Saleh, M.N.; Teixeira de Freitas, S.; Živković, A.; Vuksanović, M.; Poulis, J.A.; Marinković, A. Enhanced Interface Adhesion by Novel Eco-Epoxy Adhesives Based on the Modified Tannic Acid on Al and CFRP Adherends. Polymers 2020, 12, 1541. https://doi.org/10.3390/polym12071541
Tomić NZ, Saleh MN, Teixeira de Freitas S, Živković A, Vuksanović M, Poulis JA, Marinković A. Enhanced Interface Adhesion by Novel Eco-Epoxy Adhesives Based on the Modified Tannic Acid on Al and CFRP Adherends. Polymers. 2020; 12(7):1541. https://doi.org/10.3390/polym12071541
Chicago/Turabian StyleTomić, Nataša Z., Mohamed Nasr Saleh, Sofia Teixeira de Freitas, Andreja Živković, Marija Vuksanović, Johannes A. Poulis, and Aleksandar Marinković. 2020. "Enhanced Interface Adhesion by Novel Eco-Epoxy Adhesives Based on the Modified Tannic Acid on Al and CFRP Adherends" Polymers 12, no. 7: 1541. https://doi.org/10.3390/polym12071541
APA StyleTomić, N. Z., Saleh, M. N., Teixeira de Freitas, S., Živković, A., Vuksanović, M., Poulis, J. A., & Marinković, A. (2020). Enhanced Interface Adhesion by Novel Eco-Epoxy Adhesives Based on the Modified Tannic Acid on Al and CFRP Adherends. Polymers, 12(7), 1541. https://doi.org/10.3390/polym12071541