Film Blowing of Linear and Long-Chain Branched Poly(ethylene terephthalate)

Abstract
:
1. Introduction
2. Experimental
2.1. Materials
2.2. Reactive Extrusion
2.3. Molecular and Rheological Characterization
2.4. Film Blowing
3. Results and Discussion
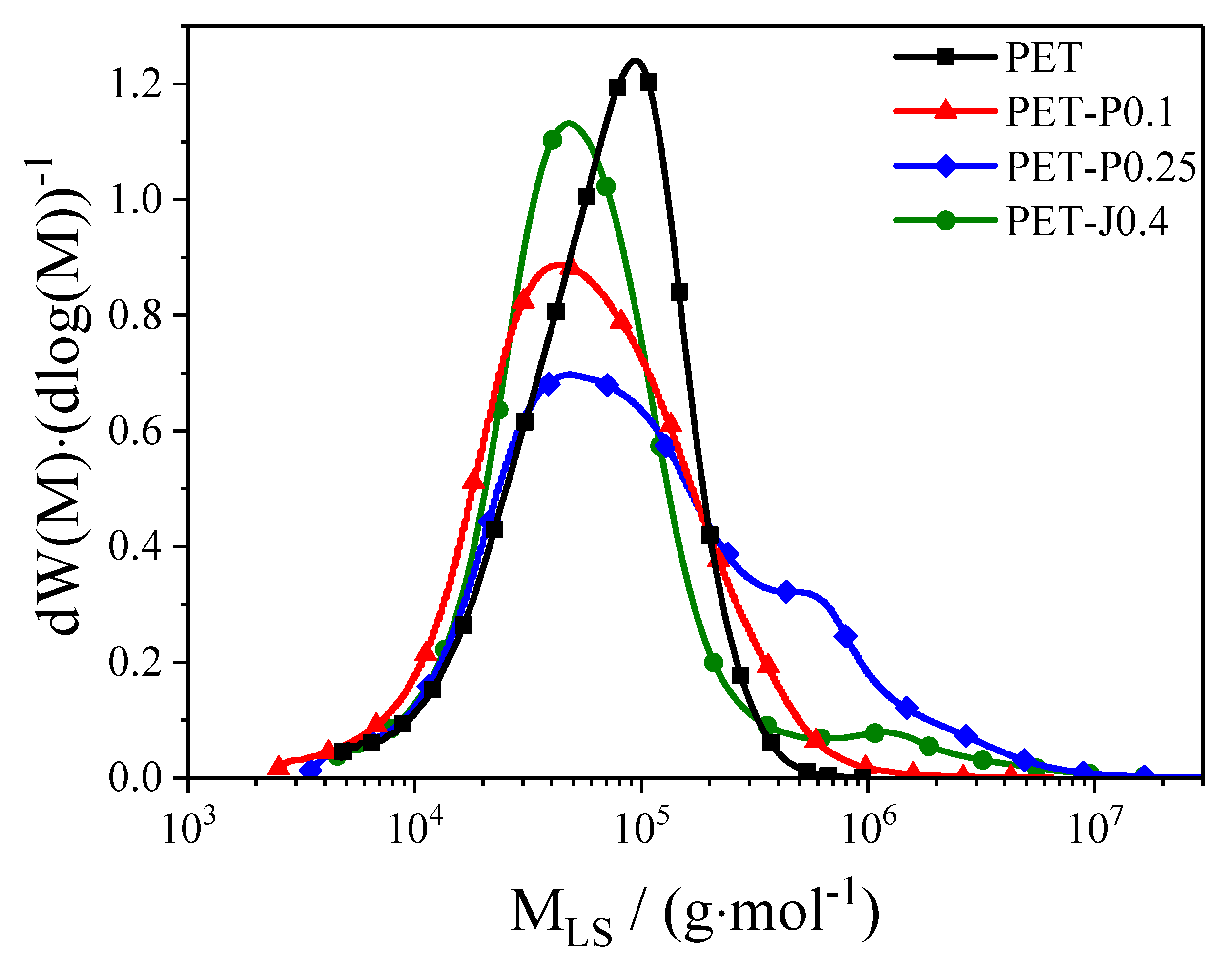
3.1. Molecular Characterization
3.2. Rheological Characterization
3.3. Film Blowing
3.3.1. Extrusion Pressure
3.3.2. Bubble Stability
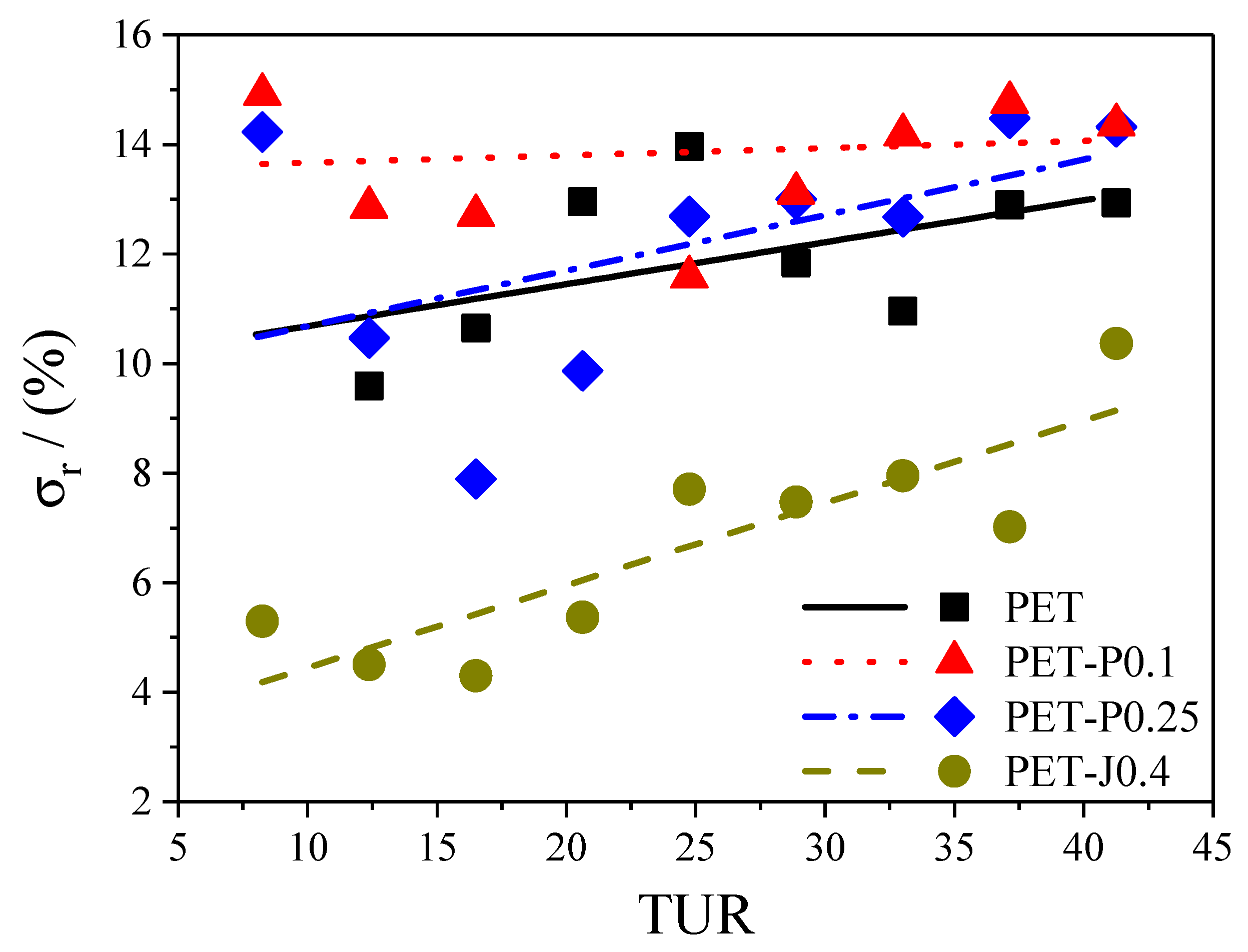
3.3.3. Film Thickness Uniformity
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kuhmann, B.; Kliesch, H.; Klein, D.; Jesberger, M.; Hackl, T. Biaxially Stretched Polyester Film Containing a Chain Extender and Method for Production of Same and Use of Same. European Patent Application No. 2 184 313 B1, 3 November 2009. [Google Scholar]
- Gupta, V.B.; Bashir, Z. PET fibers, films, and bottles. In Handbook of Thermoplastic Polyesters; Fakirov, S., Ed.; Wiley-VCH: Weinheim, Germany, 2002. [Google Scholar]
- White, J.L.; Yamane, H. A collaborative study of the rheological properties and unstable melt spinning characteristics of linear and branched polyethylene terephthalates. Pure Appl. Chem. 1985, 57, 1441–1452. [Google Scholar] [CrossRef]
- Kruse, M.; Roloón-Garrido, V.H.; Wagner, M.H. Rheological characterization of degradation and polycondensation of poly(ethylene terephthalate) melt in air and in nitrogen. Nov. Trends Rheol. V 2013, 216–229. [Google Scholar] [CrossRef]
- Harth, M.; Kaschta, J.; Schubert, D. Rheological study of the reaction kinetics in a poly(ethylene terephthalate) melt. Polym. Degrad. Stab. 2015, 120, 70–75. [Google Scholar] [CrossRef]
- Strutzel, H.; Gneuss, D.; Klenk, L. Tubular Film of Polyethylene Terephthalate and Process for the Production Thereof. U.S. Patent 4,034,055, 5 July 1977. [Google Scholar]
- Daver, E.; Gupta, R.; Kosior, E. Rheological characterization of recycled poly(ethylene terephthalate) modified by reactive extrusion. J. Mater. Process. Technol. 2008, 204, 397–402. [Google Scholar] [CrossRef]
- Härth, M.; Kaschta, J.; Schubert, D.W. Shear and elongational flow properties of long-chain branched poly(ethylene terephthalates) and correlations to their molecular structure. Macromolecules 2014, 47, 4471–4478. [Google Scholar] [CrossRef]
- Härth, M. Rheological and Processing Properties of Reactively Modified Polyethylene Terephthalates. Ph.D. Thesis, University Erlangen-Nuremberg, Erlangen, Germany, 2016. [Google Scholar]
- Duarte, I.S.; Tavares, A.A.; Lima, P.S.; Andrade, D.L.; Carvalho, L.H.; Canedo, E.L.; Silva, S.M. Chain extension of virgin and recycled poly(ethylene terephthalate): Effect of processing conditions and reprocessing. Polym. Degrad. Stab. 2016, 124, 26–34. [Google Scholar] [CrossRef]
- Yang, Z.; Xin, C.; Mughal, W.; Li, X.; He, Y. High-melt-elasticity poly(ethylene terephthalate) produced by reactive extrusion with a multi-functional epoxide for foaming. J. Appl. Polym. Sci. 2017, 135, 45805. [Google Scholar] [CrossRef]
- Al Ghatta, H.; Cobror, S. Blown Polyester Film. European Patent Application No. 0 819 728 B1, 8 January 2003. [Google Scholar]
- Di Maio, L.; Incarnato, L.; Scarfato, P. Film blowing of recycled PET modified by reactive extrusion. Polym. Recycl. 2001, 6, 77–84. [Google Scholar]
- Münstedt, H.; Steffl, T.; Malmberg, A. Correlation between rheological behaviour in uniaxial elongation and film blowing properties of various polyethylenes. Rheol. Acta 2005, 45, 14–22. [Google Scholar] [CrossRef]
- Mallet, B.; Lamnawar, K.; Maazouz, A. Improvement of blown film extrusion of poly(lactic acid): Structure-processing-properties relationships. Polym. Eng. Sci. 2013, 54, 840–857. [Google Scholar] [CrossRef]
- Al-Itry, R.; Lamnawar, K.; Maazouz, A. Biopolymer blends based on poly(lactic acid): Shear and elongation rheology/structure/blowing process relationships. Polymers 2015, 7, 939–962. [Google Scholar] [CrossRef]
- BASF Corporation. Data Sheet Joncryl® ADR-4368. Available online: http://www2.basf.us/additives/pdfs/4368_TDS.pdf (accessed on 17 June 2020).
- Wagner, M.H.; Bernnat, A.; Schulze, V. The rheology of the rheotens test. J. Rheol. 1998, 42, 917–928. [Google Scholar] [CrossRef]
- Ghijsels, A.; De Clippeleir, J. Melt strength behaviour of polypropylenes. Int. Polym. Process. 1994, 9, 252–257. [Google Scholar] [CrossRef]
- Yamaguchi, M.; Suzuki, K.-I. Rheological properties and foam processability for blends of linear and crosslinked polyethylenes. J. Polym. Sci. Part B Polym. Phys. 2001, 39, 2159–2167. [Google Scholar] [CrossRef]
- Münstedt, H.; Schwarzl, F.R. Deformation and Flow of Polymeric Materials; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Bernnat, A.; Wagner, M.H.; Chai, C.K. Assessment of LDPE melt strength by use of Rheotens mastercurves. Int. Polym. Process. 2000, 15, 268–272. [Google Scholar] [CrossRef]
- Makkam, S.; Harnnarongchai, W. Rheological and mechanical properties of recycled PET modified by reactive extrusion. Energy Procedia 2014, 56, 547–553. [Google Scholar] [CrossRef] [Green Version]
- Campbell, G.A.; Spalding, M.A. Troubleshooting and Analysis of Single-Screw Extruders; Carl Hanser Verlag: Munich, Germany, 2013. [Google Scholar]
- Ghijsels, A.; Ente, J.J.S.M.; Raadsen, J. Melt strength behavior of PE and its relation to bubble stability in film blowing. Int. Polym. Process. 1990, 5, 284–286. [Google Scholar] [CrossRef]
- Ghaneh-Fard, A.; Carreau, P.J.; LaFleur, P.G. Study of instabilities in film blowing. AIChE J. 1996, 42, 1388–1396. [Google Scholar] [CrossRef]
- Steffl, T. Rheological and Film Blowing Properties of Various Low Density Polyethylenes and Their Blends. Ph.D. Thesis, University Erlangen-Nuremberg, Erlangen, Germany, 2004. [Google Scholar]
- Münstedt, H.; Kurzbeck, S.; Stange, J. Advances in film blowing, thermoforming, and foaming by using long-chain branched polymers. Macromol. Symp. 2006, 245, 181–190. [Google Scholar] [CrossRef]
- Sirisinha, K.; Somboon, W. Melt characteristics, mechanical, and thermal properties of blown film from modified blends of poly(butylene adipate-co-terephthalate) and poly(lactide). J. Appl. Polym. Sci. 2011, 124, 4986–4992. [Google Scholar] [CrossRef]
- Han, C.D.; Kwack, T.H. Rheology-processing-property relationships in tubular blown film extrusion. I. High-pressure low-density polyethylene. J. Appl. Polym. Sci. 1983, 28, 3399–3418. [Google Scholar] [CrossRef]
- Kurzbeck, S. Elongational Rheological Properties of Polyolefin Melts and Correlations with Their Processing Behavior in Film Blowing and Thermoforming. Ph.D. Thesis, University Erlangen-Nuremberg, Erlangen, Germany, 1999. [Google Scholar]
- Loos, R.; Schillo, S. Method for Increasing the Molecular Weight of Polyesters. European Patent Application No. 2 596 044 B1, 18 July 2011. [Google Scholar]
- Yahyaee, N.; Javadi, A.; Garmabi, H.; Khaki, A. Effect of two-step chain extension using Joncryl and PMDA on the rheological properties of poly(lactic acid). Macromol. Mater. Eng. 2019, 305, 1900423. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PET | PET-P0.1 | PET-P0.25 | PET-J0.4 | |
|---|---|---|---|---|
| Complex Viscosity 1 at 45 s−1/Pas | 1780 (100) | 1410 (79) | 1990 (112) | 1310 (74) |
| Extrusion Pressure 1 at 45 s−1/bar | 154 (100) | 124 (81) | 165 (107) | 114 (74) |
| Melt Strength/N | 0.03 | 0.13 | 0.27 | 0.19 |
| Extensibility (v/v0) | 55 2 | 55 2 | 55 2 | 26 |
| at = 2.5, = 0.3 s−1/kPas | n.m. 3 | n.m. 3 | 110 | 101 |
| XE at = 2.5, = 0.3 s−1 | n.m. 3 | n.m. 3 | 2.1 | 4.0 |
| Bubble Stability 4 | + | ++ | +5 | |
| Film Thickness Uniformity 4 | O | O | ++ |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Härth, M.; Dörnhöfer, A. Film Blowing of Linear and Long-Chain Branched Poly(ethylene terephthalate). Polymers 2020, 12, 1605. https://doi.org/10.3390/polym12071605
Härth M, Dörnhöfer A. Film Blowing of Linear and Long-Chain Branched Poly(ethylene terephthalate). Polymers. 2020; 12(7):1605. https://doi.org/10.3390/polym12071605
Chicago/Turabian StyleHärth, Michael, and Andrea Dörnhöfer. 2020. "Film Blowing of Linear and Long-Chain Branched Poly(ethylene terephthalate)" Polymers 12, no. 7: 1605. https://doi.org/10.3390/polym12071605
APA StyleHärth, M., & Dörnhöfer, A. (2020). Film Blowing of Linear and Long-Chain Branched Poly(ethylene terephthalate). Polymers, 12(7), 1605. https://doi.org/10.3390/polym12071605