On the Effects of Process Parameters and Optimization of Interlaminate Bond Strength in 3D Printed ABS/CF-PLA Composite

 ,
, 
 ,
,  ,
,  and
and
Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Interfacial Behavior under Uniaxial Tensile Loading
3.2. Analysis of Variance (ANOVA)
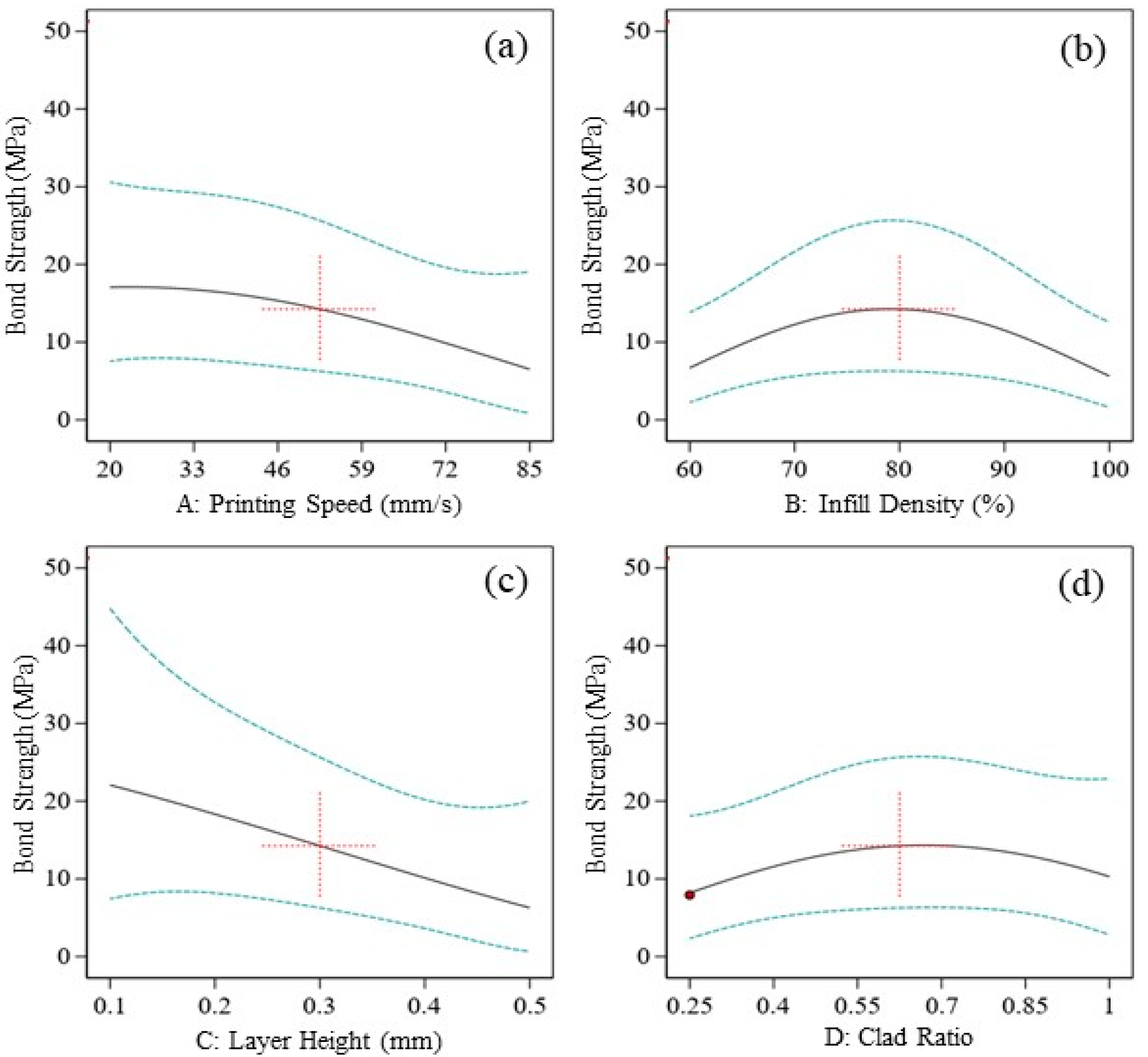
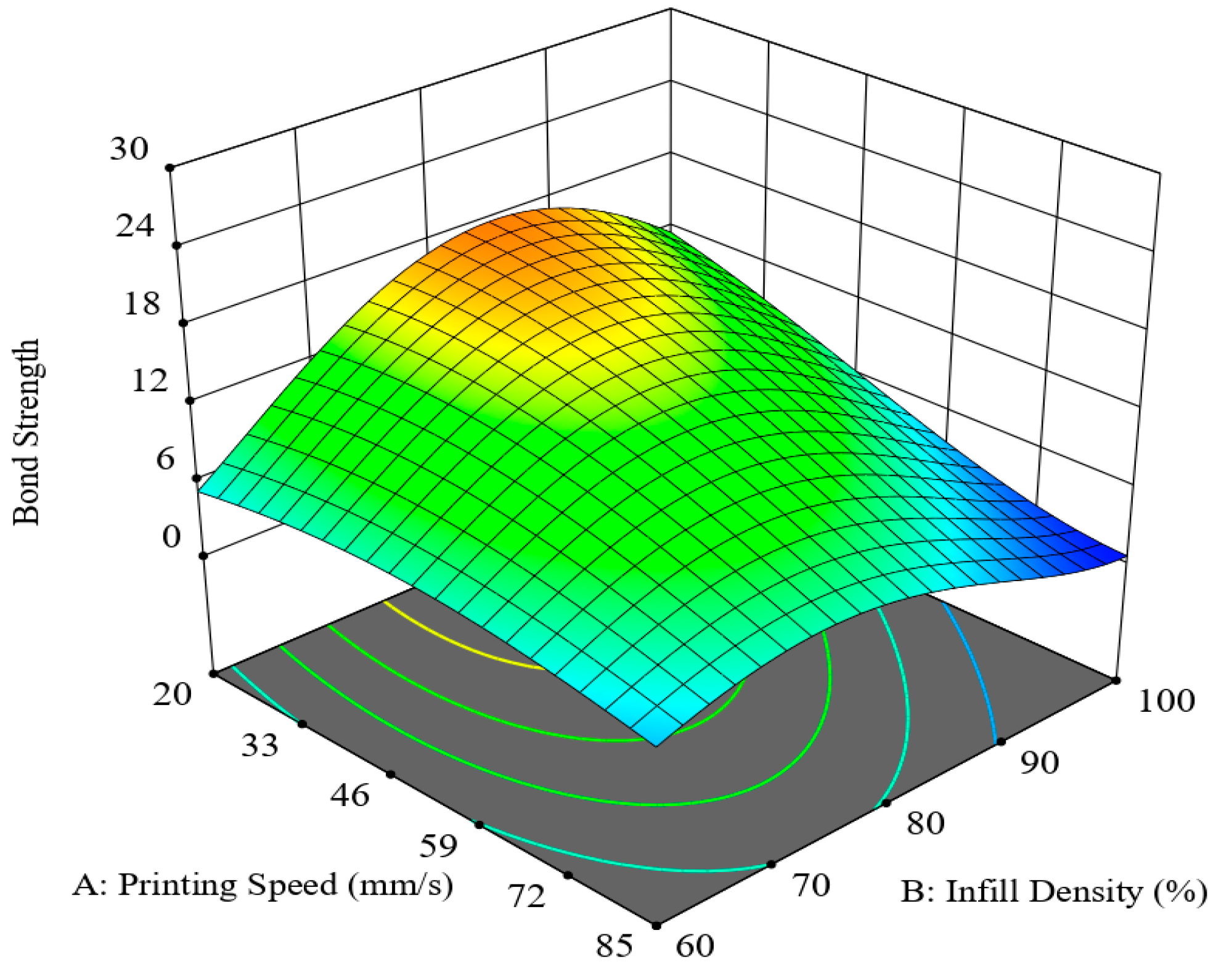
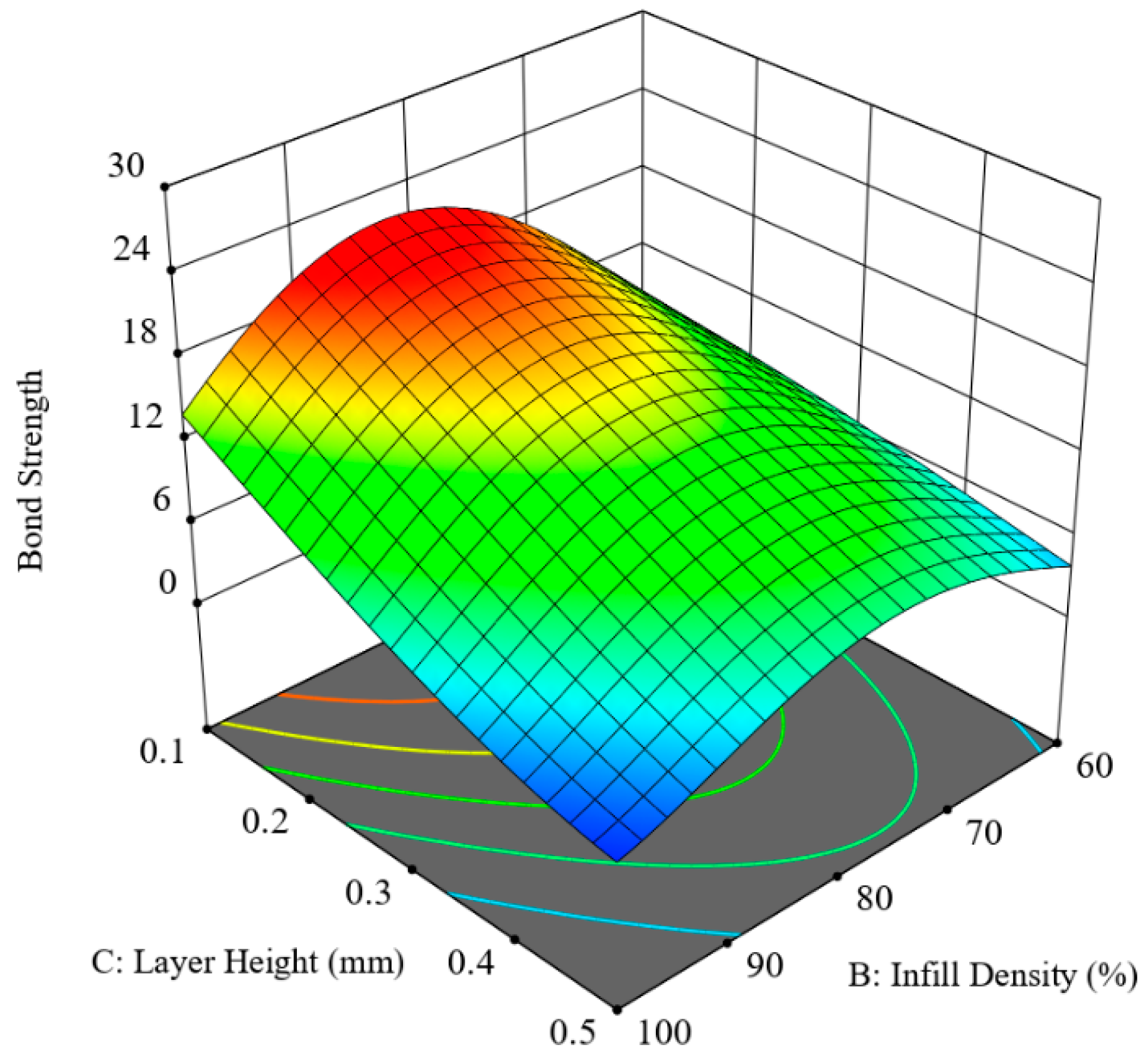
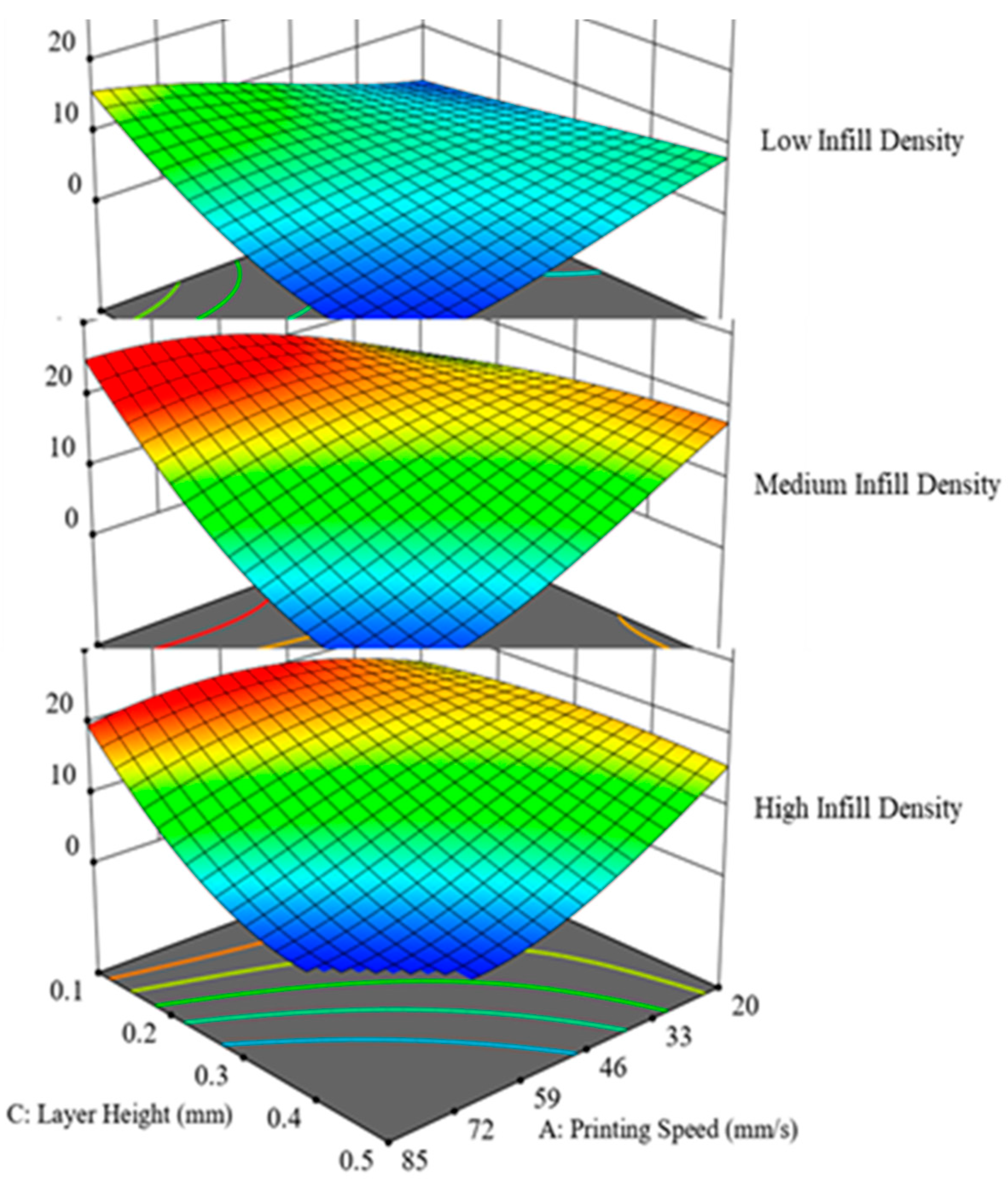
3.3. Effect of Printing Parameters on Interfacial Bond Strength (IFBS)
3.4. Prediction Model and Optimum Printing Conditions
4. Conclusions
- Optical microscopy revealed two types of failure modes after the specimens were subjected to uniaxial tensile loading. Mode 1 exhibited patch transfer behavior that indicated a strong interfacial bond between the two constituent materials (ABS and CF-PLA). Whereas, in case of failure mode 2, no scales or patch transfer of laminae material were found, which was characteristic to a weak interfacial bond. Moreover, a linear relationship between patch transfer percentage and IFBS was discovered.
- Printing parameters were found to be very effective in determining the IFBS of the composite laminates. The ANOVA suggested that low printing speed and low layer height coupled with high infill density yield better IFBS. Moreover, the superimposed effects revealed that the magnitude of IFBS varies with varying superimposed parameters; however, the nature of IFBS remains the same.
- The empirical relation devised would guide the researchers to successfully predict the IFBS for any given printing parameters. Meanwhile, optimum printing parameters yielding good IFBS were found to be printing speed of 50.54 mm/s, infill density of 79.82%, layer height of 0.15, and layer thickness ratio of 0.49.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wimpenny, D.I.; Pandey, P.M.; Jyothish Kumar, L. Advances in 3D Printing & Additive Manufacturing Technologies; Springer: Singapore, 2017; pp. 1–186. [Google Scholar] [CrossRef]
- Keleş, Ö.; Blevins, C.W.; Bowman, K.J. Effect of build orientation on the mechanical reliability of 3D printed ABS. Rapid Prototyp. J. 2017, 23, 320–328. [Google Scholar] [CrossRef]
- Oztan, C.; Ballikaya, S.; Ozgun, U.; Karkkainen, R.; Celik, E. Additive manufacturing of thermoelectric materials via fused filament fabrication. Appl. Mater. Today 2019, 15, 77–82. [Google Scholar] [CrossRef]
- Ou, C.; Sangle, A.L.; Datta, A.; Jing, Q.; Busolo, T.; Chalklen, T.; Narayan, V.; Kar-Narayan, S. Fully Printed Organic-Inorganic Nanocomposites for Flexible Thermoelectric Applications. ACS Appl. Mater. Interfaces 2018, 10, 19580–19587. [Google Scholar] [CrossRef] [PubMed]
- Ng, W.L.; Chua, C.K.; Shen, Y.F. Print Me An Organ! Why We Are Not There Yet. Prog. Polym. Sci. 2019, 97, 101145. [Google Scholar] [CrossRef]
- González-Henríquez, C.M.; Sarabia-Vallejos, M.A.; Rodriguez-Hernandez, J. Polymers for additive manufacturing and 4D-printing: Materials, methodologies, and biomedical applications. Prog. Polym. Sci. 2019, 94, 57–116. [Google Scholar] [CrossRef]
- He, Q.; Wang, H.; Fu, K.; Ye, L. 3D printed continuous CF/PA6 composites: Effect of microscopic voids on mechanical performance. Compos. Sci. Technol. 2020, 191, 108077. [Google Scholar] [CrossRef]
- Safonov, A.A. 3D topology optimization of continuous fiber-reinforced structures via natural evolution method. Compos. Struct. 2019, 215, 289–297. [Google Scholar] [CrossRef]
- Zhang, H.; Yang, D.; Sheng, Y. Performance-driven 3D printing of continuous curved carbon fibre reinforced polymer composites: A preliminary numerical study. Compos. Part B Eng. 2018, 151, 256–264. [Google Scholar] [CrossRef]
- Justo, J.; Távara, L.; García-Guzmán, L.; París, F. Characterization of 3D printed long fibre reinforced composites. Compos. Struct. 2018, 185, 537–548. [Google Scholar] [CrossRef]
- Nakagawa, Y.; Mori, K.I.; Maeno, T. 3D printing of carbon fibre-reinforced plastic parts. Int. J. Adv. Manuf. Technol. 2017, 91, 2811–2817. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Tamburrino, F.; Graziosi, S.; Bordegoni, M. The influence of slicing parameters on the multi-material adhesion mechanisms of FDM printed parts: An exploratory study. Virtual Phys. Prototyp. 2019, 14, 316–332. [Google Scholar] [CrossRef]
- Jiang, J.; Lou, J.; Hu, G. Effect of support on printed properties in fused deposition modelling processes. Virtual Phys. Prototyp. 2019, 14, 308–315. [Google Scholar] [CrossRef]
- Porter, J.H.; Cain, T.M.; Fox, S.L.; Harvey, P.S. Influence of infill properties on flexural rigidity of 3D-printed structural members. Virtual Phys. Prototyp. 2019, 14, 148–159. [Google Scholar] [CrossRef]
- Ahmed, S.W.; Hussain, G.; Al-Ghamdi, K.A.; Altaf, K. Mechanical properties of an additive manufactured CF-PLA/ABS hybrid composite sheet. J. Thermoplast. Compos. Mater. 2019. [Google Scholar] [CrossRef]
- Lopez, D.M.B.; Ahmad, R. Tensile mechanical behaviour of multi-polymer sandwich structures via fused deposition modelling. Polymers 2020, 12, 651. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Cotton, C.; Sun, J.; Heider, D.; Gu, B.; Sun, B.; Chou, T.W. Interfacial bonding strength of short carbon fiber/acrylonitrile-butadiene-styrene composites fabricated by fused deposition modeling. Compos. Part B Eng. 2018, 137, 51–59. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, R.; Farina, I.; Colangelo, F.; Feo, L.; Fraternali, F. Multi-material additive manufacturing of sustainable innovative materials and structures. Polymers 2019, 11, 62. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Zhang, S.; Yi, Z.; Li, J.; Sun, A.; Guo, J.; Xu, G. Bonding quality and fracture analysis of polyamide 12 parts fabricated by fused deposition modeling. Rapid Prototyp. J. 2017, 23, 973–982. [Google Scholar] [CrossRef]
- Striemann, P.; Hülsbusch, D.; Niedermeier, M.; Walther, F. Optimization and quality evaluation of the interlayer bonding performance of additively manufactured polymer structures. Polymers 2020, 12, 1166. [Google Scholar] [CrossRef]
- Aliheidari, N.; Christ, J.; Tripuraneni, R.; Nadimpalli, S.; Ameli, A. Interlayer adhesion and fracture resistance of polymers printed through melt extrusion additive manufacturing process. Mater. Des. 2018, 156, 351–361. [Google Scholar] [CrossRef]
- Hart, K.R.; Wetzel, E.D. Fracture behavior of additively manufactured acrylonitrile butadiene styrene (ABS) materials. Eng. Fract. Mech. 2017, 177, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Islam, M.S.; Prabhakar, P. Interlaminar strengthening of multidirectional laminates using polymer additive manufacturing. Mater. Des. 2017, 133, 332–339. [Google Scholar] [CrossRef]
- Yin, J.; Lu, C.; Fu, J.; Huang, Y.; Zheng, Y. Interfacial bonding during multi-material fused deposition modeling (FDM) process due to inter-molecular diffusion. Mater. Des. 2018, 150, 104–112. [Google Scholar] [CrossRef]
- Khan, A.S.; Ali, A.; Hussain, G.; Ilyas, M. An experimental study on interfacial fracture toughness of 3-D printed ABS/CF-PLA composite under mode I, II, and mixed-mode loading. J. Thermoplast. Compos. Mater. 2019. [Google Scholar] [CrossRef]
- Dawoud, M.; Taha, I.; Ebeid, S.J. Mechanical behaviour of ABS: An experimental study using FDM and injection moulding techniques. J. Manuf. Process. 2016, 21, 39–45. [Google Scholar] [CrossRef]
- Ali, S.; Rani, A.M.A.; Mufti, R.A.; Ahmed, S.W.; Baig, Z.; Hastuty, S.; Razak, M.A.H.A.; Aliyu, A.A.A. Optimization of sintering parameters of 316L stainless steel for in-situ nitrogen absorption and surface nitriding using response surface methodology. Processes 2020, 8, 297. [Google Scholar] [CrossRef] [Green Version]
- Al-Ghamdi, K.A.; Hussain, G. On the CO2 characterization in incremental forming of roll bonded laminates. J. Clean. Prod. 2017, 156, 214–225. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of layer thickness and raster angle on the mechanical properties of 3D-printed PEEK and a comparative mechanical study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L.; Nikzad, M.; Azadmanjiri, J. Effect of Process Parameters on Dynamic Mechanical Performance of FDM PC/ABS Printed Parts Through Design of Experiment. J. Mater. Eng. Perform. 2016, 25, 2922–2935. [Google Scholar] [CrossRef]
- Costa, N.R.; Lourenço, J.; Pereira, Z.L. Desirability function approach: A review and performance evaluation in adverse conditions. Chemom. Intell. Lab. Syst. 2011, 107, 234–244. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
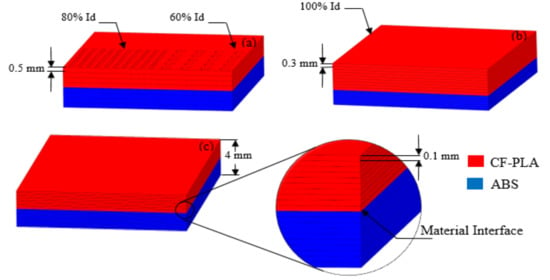
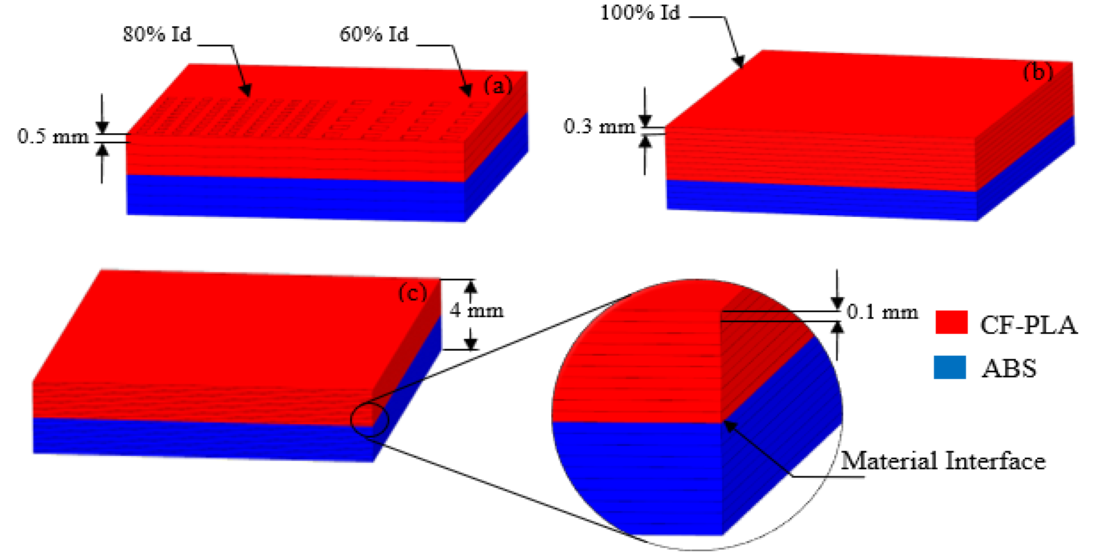
| Layer Thickness Ratio | Material Percentage by Volume | |
|---|---|---|
| 1.00 | 50% CF-PLA | 50% ABS |
| 0.63 | 63% CF-PLA | 37% ABS |
| 0.25 | 75% CF-PLA | 25% ABS |
| Factor | Symbol | Unit | Low Level | Mid-Level | Upper Level |
|---|---|---|---|---|---|
| Printing speed | S | mm/s | 20.00 | 52.50 | 80.00 |
| Infill density | ID | % | 60.00 | 80.00 | 100.00 |
| Layer height | LH | mm | 0.10 | 0.30 | 0.50 |
| Layer Thickness ratio | LTR | - | 0.25 | 0.63 | 1.00 |
| Specimen No. | Printing Speed (mm/s) | Infill Density (%) | Layer Height (mm) | Layer Thickness Ratio No Units | Interfacial Bond Strength (MPa) | Failure Mode |
|---|---|---|---|---|---|---|
| S | ID | LH | LTR | IFBS | 1/2 | |
| 1 | 52.5 | 100 | 0.5 | 1 | 2.5 | 2 |
| 2 | 20 | 60 | 0.1 | 0.25 | 4.2 | 2 |
| 3 | 80 | 100 | 0.1 | 0.25 | 11.4 | 1 |
| 4 | 52.5 | 100 | 0.3 | 0.63 | 6.2 | 2 |
| 5 | 52.5 | 80 | 0.3 | 0.25 | 7.92 | 1 |
| 6 | 20 | 100 | 0.5 | 0.25 | 6 | 1 |
| 7 | 20 | 60 | 0.5 | 0.63 | 8.5 | 2 |
| 8 | 80 | 80 | 0.3 | 0.63 | 7.1 | 2 |
| 9 | 52.5 | 60 | 0.1 | 1 | 2.3 | 2 |
| 10 | 52.5 | 60 | 0.3 | 0.63 | 5 | 2 |
| 11 | 80 | 60 | 0.5 | 0.25 | 8.2 | 1 |
| 12 | 20 | 80 | 0.1 | 1 | 20.5 | 1 |
| 13 | 80 | 100 | 0.1 | 1 | 3.1 | 2 |
| 14 | 52.5 | 60 | 0.1 | 1 | 7.9 | 1 |
| 15 | 52.5 | 60 | 0.5 | 0.25 | 6.3 | 1 |
| 16 | 80 | 60 | 0.5 | 1 | 3.4 | 2 |
| 17 | 20 | 100 | 0.1 | 0.25 | 7.9 | 1 |
| 18 | 20 | 60 | 0.3 | 1 | 2.43 | 1 |
| 19 | 20 | 100 | 0.5 | 0.25 | 0.56 | 2 |
| 20 | 80 | 60 | 0.1 | 0.25 | 14.8 | 1 |
| 21 | 20 | 100 | 0.1 | 1 | 4.9 | 1 |
| 22 | 20 | 60 | 0.3 | 1 | 7.4 | 1 |
| Experiment No. | Layer Thickness Ratio | Layer Height | Total Number of Layers | Layers of ABS | Layers of CF-PLA |
|---|---|---|---|---|---|
| 1 | 1.00 | 0.50 | 8.00 | 4.00 | 4.00 |
| 2 | 0.25 | 0.10 | 40.00 | 10.00 | 30.00 |
| 4 | 0.63 | 0.30 | 14.00 | 9.00 | 5.00 |
| Source | p-Value | Significance (Y/N) |
|---|---|---|
| Model | 0.0249 | Y |
| A—Printing Speed | 0.0317 | Y |
| B—Infill Density | 0.5621 | N |
| C—Layer Height | 0.0036 | Y |
| D—Layer Thickness Ratio | 0.3364 | N |
| AB | 0.0394 | Y |
| AC | 0.0072 | Y |
| AD | 0.4049 | N |
| BC | 0.0809 | N |
| BD | 0.2369 | N |
| CD | 0.0722 | N |
| A2 | 0.3571 | N |
| B2 | 0.0209 | Y |
| C2 | 0.8441 | N |
| D2 | 0.2110 | N |
| Lack of Fit | 0.9692 | N |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, S.W.; Hussain, G.; Altaf, K.; Ali, S.; Alkahtani, M.; Abidi, M.H.; Alzabidi, A. On the Effects of Process Parameters and Optimization of Interlaminate Bond Strength in 3D Printed ABS/CF-PLA Composite. Polymers 2020, 12, 2155. https://doi.org/10.3390/polym12092155
Ahmed SW, Hussain G, Altaf K, Ali S, Alkahtani M, Abidi MH, Alzabidi A. On the Effects of Process Parameters and Optimization of Interlaminate Bond Strength in 3D Printed ABS/CF-PLA Composite. Polymers. 2020; 12(9):2155. https://doi.org/10.3390/polym12092155
Chicago/Turabian StyleAhmed, Syed Waqar, Ghulam Hussain, Khurram Altaf, Sadaqat Ali, Mohammed Alkahtani, Mustufa Haider Abidi, and Ayoub Alzabidi. 2020. "On the Effects of Process Parameters and Optimization of Interlaminate Bond Strength in 3D Printed ABS/CF-PLA Composite" Polymers 12, no. 9: 2155. https://doi.org/10.3390/polym12092155
APA StyleAhmed, S. W., Hussain, G., Altaf, K., Ali, S., Alkahtani, M., Abidi, M. H., & Alzabidi, A. (2020). On the Effects of Process Parameters and Optimization of Interlaminate Bond Strength in 3D Printed ABS/CF-PLA Composite. Polymers, 12(9), 2155. https://doi.org/10.3390/polym12092155