Inkjet Printing of an Electron Injection Layer: New Role of Cesium Carbonate Interlayer in Polymer OLEDs



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Instruments
2.3. Polymer Organic Light-Emitting Diode (PLED) Fabrication
3. Results
3.1. Ink Formulation and Jetting Characteristics
3.2. Ink Wettability
3.3. Optimization of Cs2CO3 Ink Concentration to Attain Best PLEDs in Terms of Performance
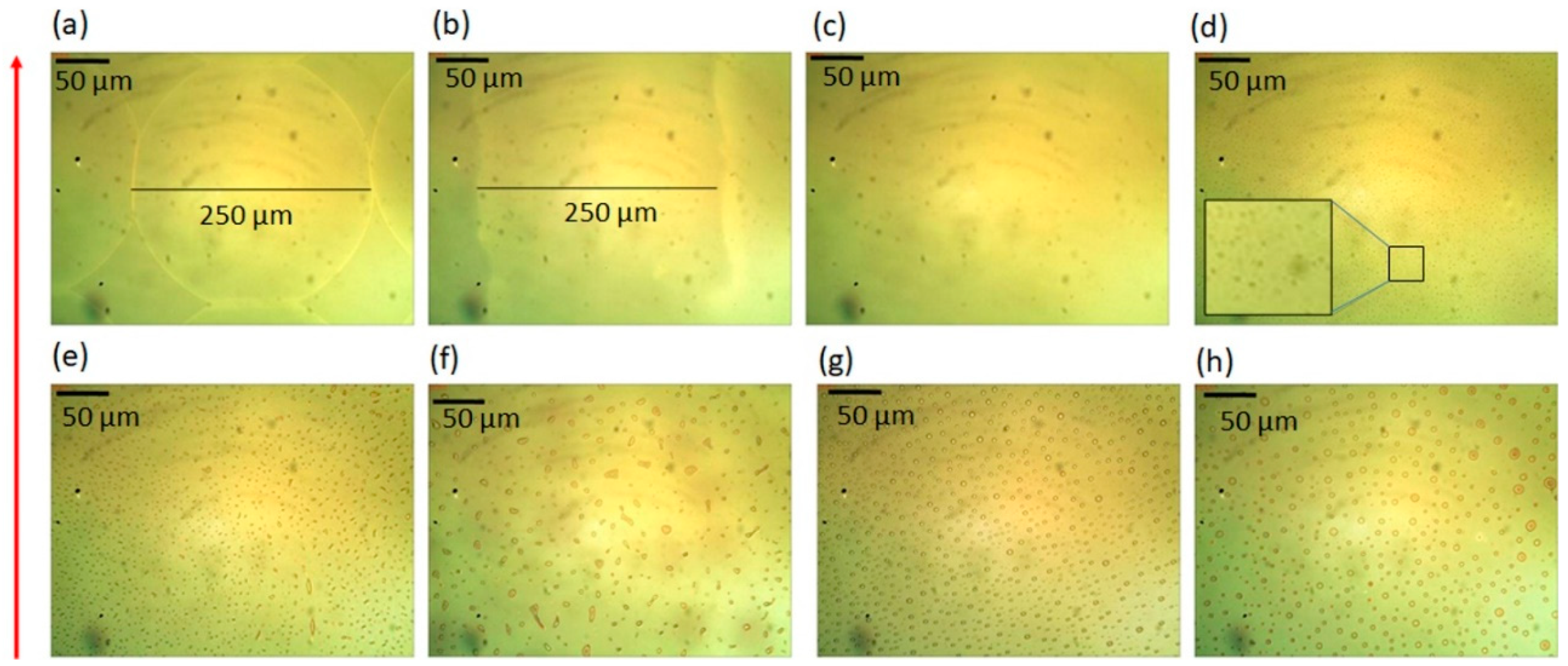
3.4. Influence of Print Resolution on Cs2CO3 Film Formation and on PLEDs’ Performance
3.5. Atomic Force Microscopy (AFM) Study of Cs2CO3 Film Printed at Various Print Resolutions
3.6. Performance of PLEDs with Different Cathode Systems
3.7. Application: Patterning of Emission Area (EA) of PLEDs
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Volz, D.; Wallesch, M.; Fléchon, C.; Danz, M.; Verma, A.; Navarro, J.M.; Zink, D.M.; Bräse, S.; Baumann, T. From iridium and platinum to copper and carbon: New avenues for more sustainability in organic light-emitting diodes. Green Chem. 2015, 17, 1988–2011. [Google Scholar] [CrossRef]
- Data, P.; Takeda, Y. Recent Advancements in and the Future of Organic Emitters: TADF- and RTP-Active Multifunctional Organic Materials. Chem. Asian J. 2019, 14, 1613–1636. [Google Scholar] [CrossRef] [Green Version]
- Chen, P.-Y.; Chen, C.-C.; Hsieh, C.-C.; Lin, J.-M.; Lin, Y.-S.; Lin, Y. P-56: High Resolution Organic Light-Emitting Diode Panel Fabricated by Ink Jet Printing Process. SID Symp. Dig. Tech. Pap. 2015, 46, 1352–1354. [Google Scholar] [CrossRef]
- Chen, P.-Y.; Chen, C.-L.; Chen, C.-C.; Tsai, L.; Ting, H.-C.; Lin, L.-F.; Chen, C.-C.; Chen, C.-Y.; Chang, L.-H.; Shih, T.-H.; et al. 30.1: Invited Paper: 65-Inch Inkjet Printed Organic Light-Emitting Display Panel with High Degree of Pixel Uniformity. SID Symp. Dig. Tech. Pap. 2014, 45, 396–398. [Google Scholar] [CrossRef]
- Sekine, C.; Tsubata, Y.; Yamada, T.; Kitano, M.; Doi, S. Recent progress of high performance polymer OLED and OPV materials for organic printed electronics. Sci. Technol. Adv. Mater. 2014, 15, 034203. [Google Scholar] [CrossRef]
- C, A.; Luszczynska, B.; Dupont, B.G.R.; Sieradzki, Z. Inkjet Printing Technique and Its Application in Organic Light Emitting Diodes. Disp. Imaging 2017, 2, 339–358. [Google Scholar]
- Corzo, D.; Almasabi, K.; Bihar, E.; Macphee, S.; Rosas-Villalva, D.; Gasparini, N.; Inal, S.; Baran, D. Digital Inkjet Printing of High-Efficiency Large-Area Nonfullerene Organic Solar Cells. Adv. Mater. Technol. 2019, 4, 1900040. [Google Scholar] [CrossRef]
- Singh, S.; Takeda, Y.; Matsui, H.; Tokito, S. Flexible PMOS Inverter and NOR Gate Using Inkjet-Printed Dual-Gate Organic Thin Film Transistors. IEEE Electron Device Lett. 2020, 41, 409–412. [Google Scholar] [CrossRef]
- Yee Low, J.; Merican Aljunid Merican, Z.; Falalu Hamza, M. Polymer light emitting diodes (PLEDs): An update review on current innovation and performance of material properties. Mater. Today Proc. 2019, 16, 1909–1918. [Google Scholar] [CrossRef]
- Bihar, E.; Wustoni, S.; Pappa, A.M.; Salama, K.N.; Baran, D.; Inal, S. A fully inkjet-printed disposable glucose sensor on paper. NPJ Flex. Electron. 2018, 2, 30. [Google Scholar] [CrossRef] [Green Version]
- Luszczynska, B.; Matyjaszewski, K.; Ulanski, J. Solution-Processable Components for Organic Electronic Devices; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2019. [Google Scholar] [CrossRef]
- Deegan, R.D.; Bakajin, O.; Dupont, T.F.; Huber, G.; Nagel, S.R.; Witten, T.A. Capillary flow as the cause of ring stains from dried liquid drops. Nature 1997, 389, 827. [Google Scholar] [CrossRef]
- Yoshioka, Y.; Jabbour, G.E. Desktop inkjet printer as a tool to print conducting polymers. Synth. Met. 2006, 156, 779–783. [Google Scholar] [CrossRef]
- Jang, D.; Kim, D.; Moon, J. Influence of Fluid Physical Properties on Ink-Jet Printability. Langmuir ACS J. Surf. Colloids 2009, 25, 2629–2635. [Google Scholar] [CrossRef] [PubMed]
- Geffroy, B.; le Roy, P.; Prat, C. Organic light-emitting diode (OLED) technology: Materials, devices and display technologies. Polym. Int. 2006, 55, 572–582. [Google Scholar] [CrossRef]
- Søndergaard, R.R.; Hösel, M.; Krebs, F.C. Roll-to-Roll fabrication of large area functional organic materials. J. Polym. Sci. Part B Polym. Phys. 2013, 51, 16–34. [Google Scholar] [CrossRef]
- Merklein, L.; Mink, M.; Kourkoulos, D.; Ulber, B.; Raupp, S.M.; Meerholz, K.; Scharfer, P.; Schabel, W. Multilayer OLEDs with four slot die-coated layers. J. Coat. Technol. Res. 2019, 16, 1643–1652. [Google Scholar] [CrossRef]
- Noh, J.K.; Kang, M.S.; Kim, J.S.; Lee, J.H.; Ham, Y.H.; Kim, J.B.; Son, S. 17.1: Invited Paper: Inverted OLED. SID Symp. Dig. Tech. Pap. 2008, 39, 212–214. [Google Scholar] [CrossRef]
- Chiba, T.; Pu, Y.-J.; Hirasawa, M.; Masuhara, A.; Sasabe, H.; Kido, J. Solution-Processed Inorganic–Organic Hybrid Electron Injection Layer for Polymer Light-Emitting Devices. ACS Appl. Mater. Interfaces 2012, 4, 6104–6108. [Google Scholar] [CrossRef]
- Stolz, S.; Scherer, M.; Mankel, E.; Lovrinčić, R.; Schinke, J.; Kowalsky, W.; Jaegermann, W.; Lemmer, U.; Mechau, N.; Hernandez-Sosa, G. Investigation of Solution-Processed Ultrathin Electron Injection Layers for Organic Light-Emitting Diodes. ACS Appl. Mater. Interfaces 2014, 6, 6616–6622. [Google Scholar] [CrossRef]
- Hinzmann, C.; Magen, O.; Hofstetter, Y.J.; Hopkinson, P.E.; Tessler, N.; Vaynzof, Y. Effect of Injection Layer Sub-Bandgap States on Electron Injection in Organic Light-Emitting Diodes. ACS Appl. Mater. Interfaces 2017, 9, 6220–6227. [Google Scholar] [CrossRef]
- Coenen, M.J.J.; Slaats, T.M.W.L.; Eggenhuisen, T.M.; Groen, P. Inkjet printing the three organic functional layers of two-colored organic light emitting diodes. Thin Solid Films 2015, 583, 194–200. [Google Scholar] [CrossRef]
- Suh, M.; Bailey, J.; Kim, S.W.; Kim, K.; Yun, D.-J.; Jung, Y.; Hamilton, I.; Chander, N.; Wang, X.; Bradley, D.D.C.; et al. High-Efficiency Polymer LEDs with Fast Response Times Fabricated via Selection of Electron-Injecting Conjugated Polyelectrolyte Backbone Structure. ACS Appl. Mater. Interfaces 2015, 7, 26566–26571. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, J.; Song, C.; Zhong, Z.; Hu, Z.; Han, S.; Xu, W.; Peng, J.; Ying, L.; Wang, J.; Cao, Y. In situ patterning of microgrooves via inkjet etching for a solution-processed OLED display. J. Mater. Chem. C 2017, 5, 5005–5009. [Google Scholar] [CrossRef]
- Greczynski, G.; Fahlman, M.; Salaneck, W.R. An experimental study of poly(9,9-dioctyl-fluorene) and its interfaces with Li, Al, and LiF. J. Chem. Phys. 2000, 113, 2407–2412. [Google Scholar] [CrossRef]
- Gorter, H.; Coenen, M.J.J.; Slaats, M.W.L.; Ren, M.; Lu, W.; Kuijpers, C.J.; Groen, W.A. Toward inkjet printing of small molecule organic light emitting diodes. Thin Solid Films 2013, 532, 11–15. [Google Scholar] [CrossRef]
- Verma, A.; Zink, D.M.; Fléchon, C.; Leganés Carballo, J.; Flügge, H.; Navarro, J.M.; Baumann, T.; Volz, D. Efficient, inkjet-printed TADF-OLEDs with an ultra-soluble NHetPHOS complex. Appl. Phys. A 2016, 122, 191. [Google Scholar] [CrossRef]
- Wang, P.; Fan, S.; Liang, J.; Ying, L.; You, J.; Wang, S.; Li, X. Carbazole-diphenylimidazole based bipolar material and its application in blue, green and red single layer OLEDs by solution processing. Dyes Pigments 2017, 142, 175–182. [Google Scholar] [CrossRef]
- Briere, T.R.; Sommer, A.H. Low-work-function surfaces produced by cesium carbonate decomposition. J. Appl. Phys. 1977, 48, 3547–3550. [Google Scholar] [CrossRef]
- Wu, C.-I.; Lin, C.-T.; Chen, Y.-H.; Chen, M.-H.; Lu, Y.-J.; Wu, C.-C. Electronic structures and electron-injection mechanisms of cesium-carbonate-incorporated cathode structures for organic light-emitting devices. Appl. Phys. Lett. 2006, 88, 152104. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Zhang, D.-Q.; Duan, L.; Zhang, R.; Wang, L.-D.; Qiu, Y. Elucidation of the electron injection mechanism of evaporated cesium carbonate cathode interlayer for organic light-emitting diodes. Appl. Phys. Lett. 2007, 90, 012119. [Google Scholar] [CrossRef]
- Cho, H.; Choi, J.-M.; Yoo, S. Highly transparent organic light-emitting diodes with a metallic top electrode: The dual role of a Cs2CO3 layer. Opt. Express 2011, 19, 1113–1121. [Google Scholar] [CrossRef] [PubMed]
- Chiba, T.; Pu, Y.-J.; Kido, J. Solution-processable electron injection materials for organic light-emitting devices. J. Mater. Chem. C 2015, 3, 11567–11576. [Google Scholar] [CrossRef]
- Hassan, M.U.; Liu, Y.-C.; Hasan, K.U.; Butt, H.; Chang, J.-F.; Friend, R.H. Highly efficient PLEDs based on poly(9,9-dioctylfluorene) and Super Yellow blend with Cs2CO3 modified cathode. Appl. Mater. Today 2015, 1, 45–51. [Google Scholar] [CrossRef]
- Huang, J.; Xu, Z.; Yang, Y. Low-Work-Function Surface Formed by Solution-Processed and Thermally Deposited Nanoscale Layers of Cesium Carbonate. Adv. Funct. Mater. 2007, 17, 1966–1973. [Google Scholar] [CrossRef]
- Hasegawa, T.; Miura, S.; Moriyama, T.; Kimura, T.; Takaya, I.; Osato, Y.; Mizutani, H. 11.3: Novel Electron-Injection Layers for Top-Emission OLEDs. SID Symp. Dig. Tech. Pap. 2004, 35, 154–157. [Google Scholar] [CrossRef]
- Perelaer, B.J.; de Laat, A.W.M.; Hendriks, C.E.; Schubert, U.S. Inkjet-printed silver tracks: Low temperature curing and thermal stability investigation. J. Mater. Chem. 2008, 18, 3209–3215. [Google Scholar] [CrossRef]
- Stempien, Z.; Rybicki, E.; Patykowska, A.; Rybicki, T.; Szynkowska, M. Shape-programmed inkjet-printed silver electro-conductive layers on textile surfaces. J. Ind. Text. 2018, 47, 1321–1341. [Google Scholar] [CrossRef]
- Tavakoli, M.; Malakooti, M.H.; Paisana, H.; Ohm, Y.; Green Marques, D.; Alhais Lopes, P.; Piedade, A.P.; Almeida, A.T.; Majidi, C. EGaIn-Assisted Room-Temperature Sintering of Silver Nanoparticles for Stretchable, Inkjet-Printed, Thin-Film Electronics. Adv. Mater. 2018, 30, 1801852. [Google Scholar] [CrossRef]
- Tran, V.-H.; Eom, S.H.; Yoon, S.C.; Kim, S.-K.; Lee, S.-H. Enhancing device performance of inverted organic solar cells with SnO2/Cs2CO3 as dual electron transport layers. Org. Electron. 2019, 68, 85–95. [Google Scholar] [CrossRef]
- Lv, C.; Du, A.; Ma, R.; Gao, F.; Yang, H.; Fan, Y.; Zhao, X.; Cao, X. Cesium carbonate modified electron transport layer for improving the photoelectric conversion efficiency of planar perovskite solar cells. Mater. Sci. Semicond. Process. 2020, 112, 105014. [Google Scholar] [CrossRef]
- Colegrove, J. Opportunities for Alternative Display Technologies: Touchscreens, E-Paper Displays and OLED Displays. In Handbook of Visual Display Technology; Chen, J., Cranton, W., Fihn, M., Eds.; Springer: Berlin/Heidelberg, Germany, 2016; pp. 1–9. [Google Scholar] [CrossRef]
- Lingle, R. Packaging Applications Are Ahead for Printable OLED Technology. Available online: https://www.packagingdigest.com/smart-packaging/packaging-apps-ahead4printable-oled-tech-1504 (accessed on 1 November 2019).
- Mertens, R. Konica Minolta Pioneer OLED Demonstrates Flexible OLED Lighting Integrated with Paper Packaging. Available online: https://www.oled-info.com/konica-minolta-pioneer-oled-demonstrates-flexible-oled-lighting-integrated-paper-packaging (accessed on 1 January 2020).
- Sprengard, R.; Bonrad, K.; Daeubler, T.K.; Frank, T.; Hagemann, V.; Koehler, I.; Pommerehne, J.; Ottermann, C.R.; Voges, F.; Vingerling, B. OLED devices for signage applications: A review of recent advances and remaining challenges. In Organic Light-Emitting Materials and Devices VIII; SPIE: Bellingham, WA, USA, 2004; p. 11. [Google Scholar]
- Mertens, R. Philips Launches a New OLED Lighting Panel for Signage and Emergency Lighting Applications. Available online: https://www.oled-info.com/philips-launches-new-oled-lighting-panel-signage-and-emergency-lighting-applications (accessed on 1 January 2020).
- Han, D.; Khan, Y.; Gopalan, K.; Pierre, A.; Arias, A.C. Emission Area Patterning of Organic Light-Emitting Diodes (OLEDs) via Printed Dielectrics. Adv. Funct. Mater. 2018, 28, 1802986. [Google Scholar] [CrossRef]
- SE-128 AA. Available online: https://www.fujifilmusa.com/products/industrial_inkjet_printheads/print-products/printheads/general-purpose/se-128-aa/index.html (accessed on 4 April 2019).
- Hoath, S.D. Fundamentals of Inkjet Printing: The Science of Inkjet and Droplets; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2005. [Google Scholar] [CrossRef]
- Fromm, J.E. Numerical Calculation of the Fluid Dynamics of Drop-on-Demand Jets. IBM J. Res. Dev. 1984, 28, 322–333. [Google Scholar] [CrossRef]
- Reis, N.; Ainsley, C.; Derby, B. Ink-jet delivery of particle suspensions by piezoelectric droplet ejectors. J. Appl. Phys. 2005, 97, 094903. [Google Scholar] [CrossRef]
- Shin, P.; Sung, J.; Lee, M.H. Control of droplet formation for low viscosity fluid by double waveforms applied to a piezoelectric inkjet nozzle. Microelectron. Reliab. 2011, 51, 797–804. [Google Scholar] [CrossRef]
- Torrisi, F.; Hasan, T.; Wu, W.; Sun, Z.; Lombardo, A.; Kulmala, T.S.; Hsieh, G.-W.; Jung, S.; Bonaccorso, F.; Paul, P.J.; et al. Inkjet-Printed Graphene Electronics. ACS Nano 2012, 6, 2992–3006. [Google Scholar] [CrossRef]
- Adly, N.; Weidlich, S.; Seyock, S.; Brings, F.; Yakushenko, A.; Offenhäusser, A.; Wolfrum, B. Printed microelectrode arrays on soft materials: From PDMS to hydrogels. NPJ Flex. Electron. 2018, 2, 15. [Google Scholar] [CrossRef]
- Singh, A.; Gupta, S.K.; Garg, A. Inkjet printing of NiO films and integration as hole transporting layers in polymer solar cells. Sci. Rep. 2017, 7, 1775. [Google Scholar] [CrossRef] [Green Version]
- Zisman, W.A. Relation of the Equilibrium Contact Angle to Liquid and Solid Constitution. In Contact Angle, Wettability, and Adhesion; American Chemical Society: Washington, DC, USA, 1964; Volume 43, pp. 1–51. [Google Scholar] [CrossRef]
- Svirachev, D.M.; Tabaliov, N.A. Plasma Treatment of Polymer Surfaces in Different Gases. In Advanced Technologies Based on Wave and Beam Generated Plasmas; Schlüter, H., Shivarova, A., Eds.; Springer: Dordrecht, The Netherlands, 1999; pp. 475–476. [Google Scholar] [CrossRef]
- Hill, M.J.; Barham, P.J. Ostwald ripening in polyethylene blends. Polymer 1995, 36, 3369–3375. [Google Scholar] [CrossRef]
- Park, Y.; Noh, S.; Lee, D.; Kim, J.; Lee, C. Study of the Cesium Carbonate (Cs2CO3) Inter Layer Fabricated by Solution Process on P3HT:PCBM Solar Cells. Mol. Cryst. Liq. Cryst. 2011, 538, 20–27. [Google Scholar] [CrossRef]
- Seok, J.Y.; Yang, M. A Novel Blade-Jet Coating Method for Achieving Ultrathin, Uniform Film toward All-Solution-Processed Large-Area Organic Light-Emitting Diodes. Adv. Mater. Technol. 2016, 1, 1600029. [Google Scholar] [CrossRef]
- Stolz, S.; Petzoldt, M.; Kotadiya, N.; Rödlmeier, T.; Eckstein, R.; Freudenberg, J.; Bunz, U.H.F.; Lemmer, U.; Mankel, E.; Hamburger, M.; et al. One-step additive crosslinking of conjugated polyelectrolyte interlayers: Improved lifetime and performance of solution-processed OLEDs. J. Mater. Chem. C 2016, 4, 11150–11156. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cs2CO3 Ink Composition | Viscosity (cP) at 25 °C | Surface Tension (dyne/cm) | Density (mg/mL) | Z Number |
|---|---|---|---|---|
| 2 mg/mL in 2-Ethoxyethanol | 1.3 | 18 | 932 | 22.4 |
| Concentration of Cs2CO3 (mg/mL) in ink | Maximum Luminance (cd/m2) | Maximum Current Efficiency (cd/A) |
|---|---|---|
| No EIL | 1800 ± 100 | 0.11 ± 0.02 |
| 0.5 | 5600 ± 500 | 0.5 ± 0.1 |
| 1 | 7300 ± 500 | 0.75 ± 0.15 |
| 2 | 7500 ± 600 | 2.2 ± 0.3 |
| 3 | 3200 ± 500 | 1.2 ± 0.2 |
| Cathode System | Turn-on Voltage (V) @ 1 cd/m2 | Maximum Luminance (cd/m2) | Maximum Current Efficiency (cd/A) |
|---|---|---|---|
| Only AL | 4.0–5.0 | 1800 ± 100 | 0.11 ± 0.02 |
| Evaporated Ca/Al | 2.5 | 48,000 ± 3000 | 4.8 ± 0.2 |
| Evaporated Cs2CO3/Al | 2.5 | 43,500 ± 1500 | 7.9 ± 0.2 |
| Spin- coated Cs2CO3/evaporated Al | 2.5 | 34,500 ± 1200 | 5.7 ± 0.3 |
| Printed Cs2CO3/ evaporated Al | 4.0–5.0 | 7500 ± 600 | 2.2 ± 0.3 |
| PLEDs Structure | Turn-on Voltage (V) @ 1 cd/m2 | Maximum Luminance (cd/m2) | Maximum Current Efficiency (cd/A) |
|---|---|---|---|
| ITO/PEDOT:PSS/plasma treated SY/Ca/Al | 2.5 | 44,000 ± 1200 | 4.2 ± 0.2 |
| ITO/PEDOT:PSS/pristine SY/Ca/Al | 2.5 | 48,000 ± 3000 | 4.8 ± 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
C, A.; Luszczynska, B.; Rekab, W.; Szymanski, M.Z.; Ulanski, J. Inkjet Printing of an Electron Injection Layer: New Role of Cesium Carbonate Interlayer in Polymer OLEDs. Polymers 2021, 13, 80. https://doi.org/10.3390/polym13010080
C A, Luszczynska B, Rekab W, Szymanski MZ, Ulanski J. Inkjet Printing of an Electron Injection Layer: New Role of Cesium Carbonate Interlayer in Polymer OLEDs. Polymers. 2021; 13(1):80. https://doi.org/10.3390/polym13010080
Chicago/Turabian StyleC, Amruth, Beata Luszczynska, Wassima Rekab, Marek Zdzislaw Szymanski, and Jacek Ulanski. 2021. "Inkjet Printing of an Electron Injection Layer: New Role of Cesium Carbonate Interlayer in Polymer OLEDs" Polymers 13, no. 1: 80. https://doi.org/10.3390/polym13010080
APA StyleC, A., Luszczynska, B., Rekab, W., Szymanski, M. Z., & Ulanski, J. (2021). Inkjet Printing of an Electron Injection Layer: New Role of Cesium Carbonate Interlayer in Polymer OLEDs. Polymers, 13(1), 80. https://doi.org/10.3390/polym13010080