
Pressure Equilibrium Time of a Cyclic-Olefin Copolymer


Abstract
:1. Introduction
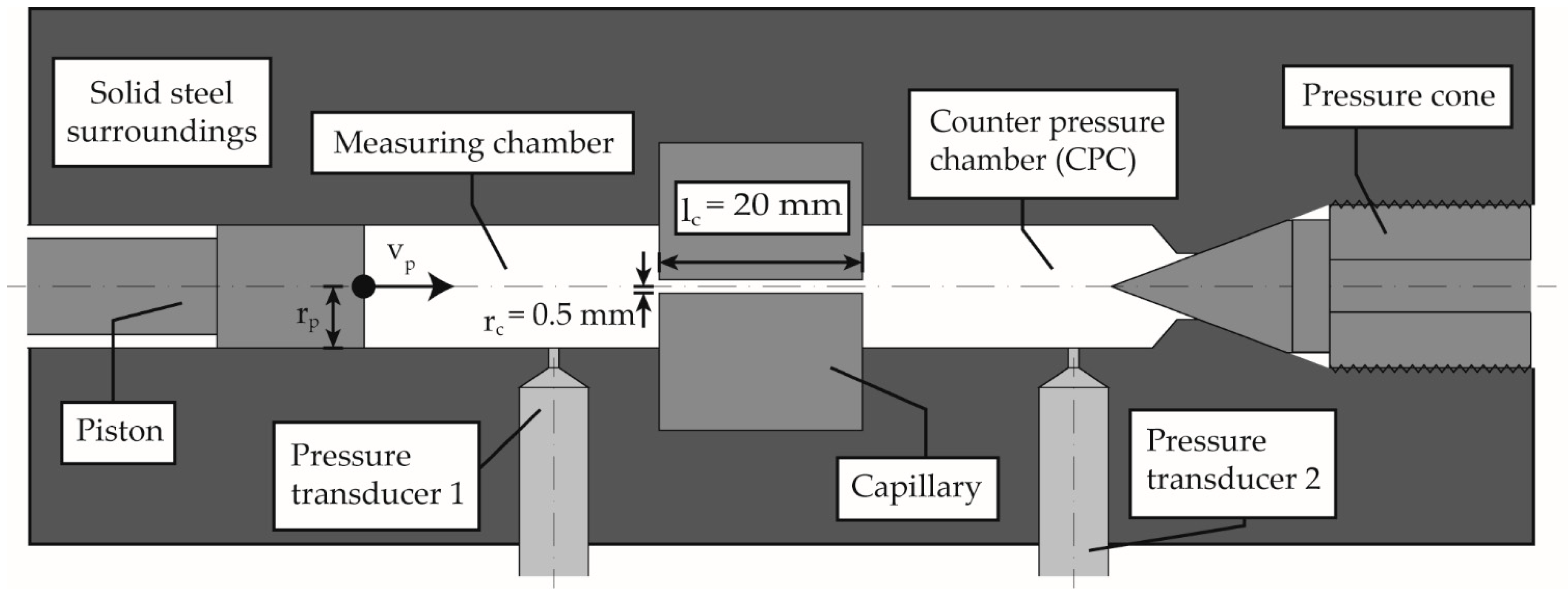
2. Materials and Methods
3. Results and Discussion
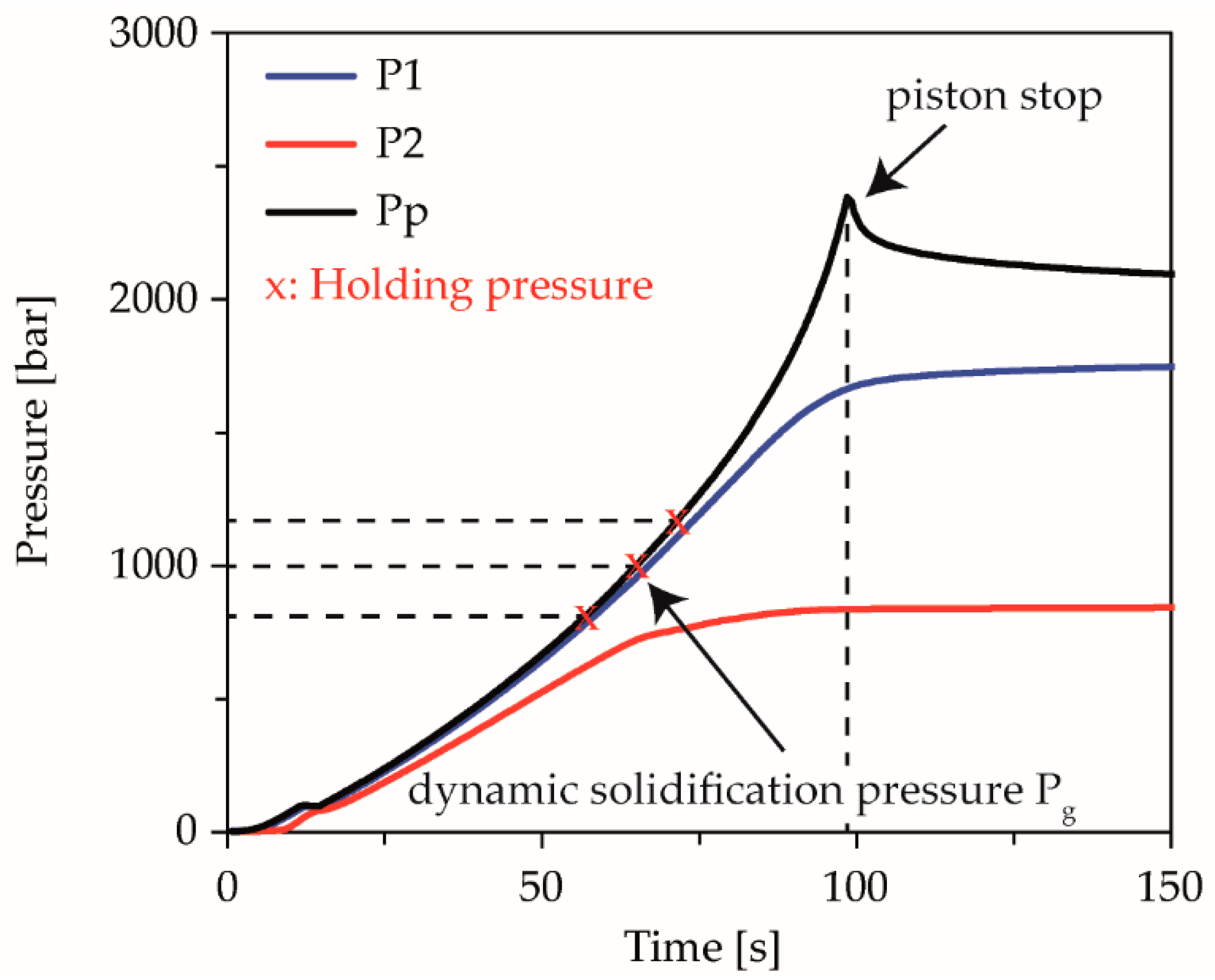
3.1. Characterization of Dynamic Compression Induced Solidification
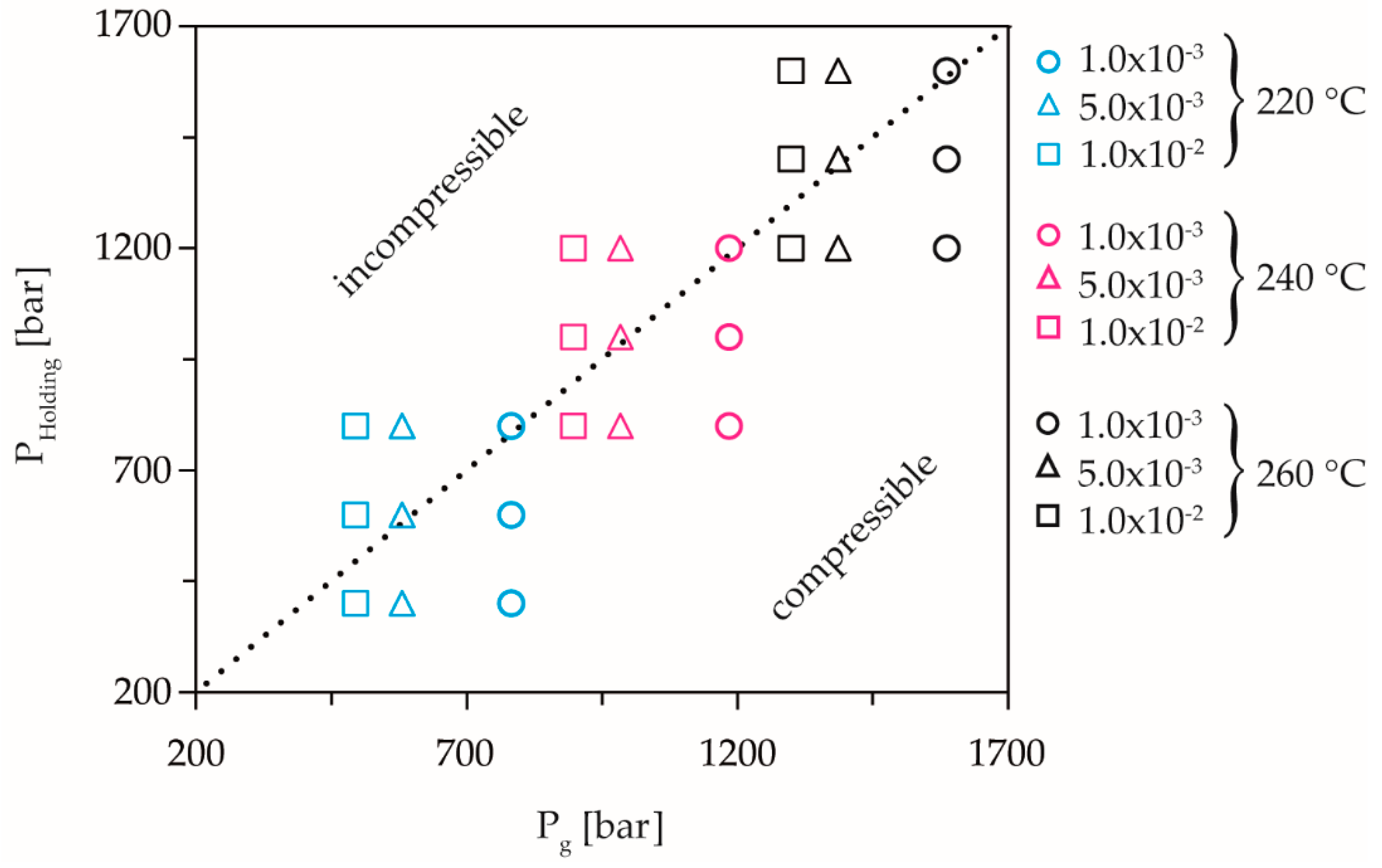
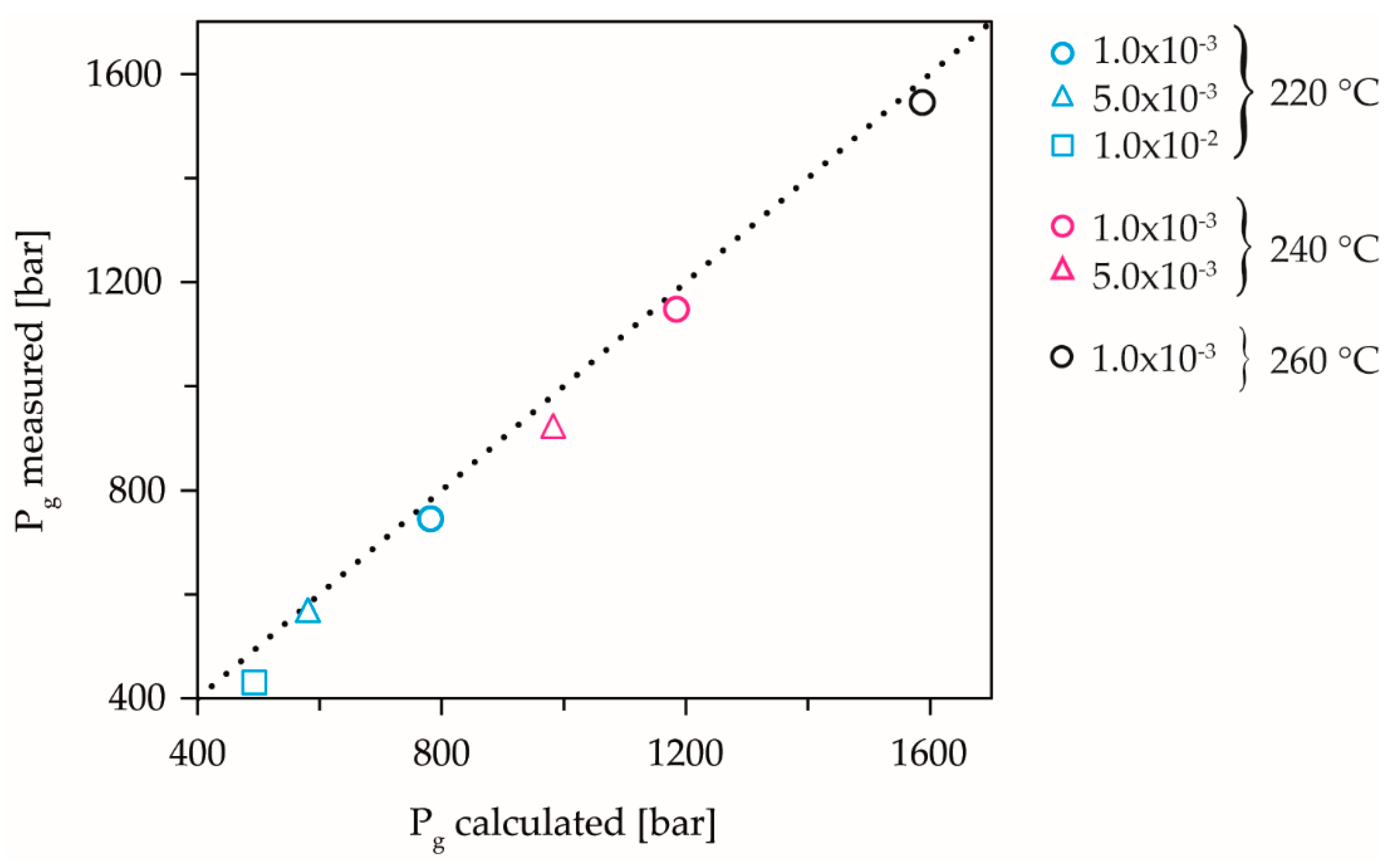
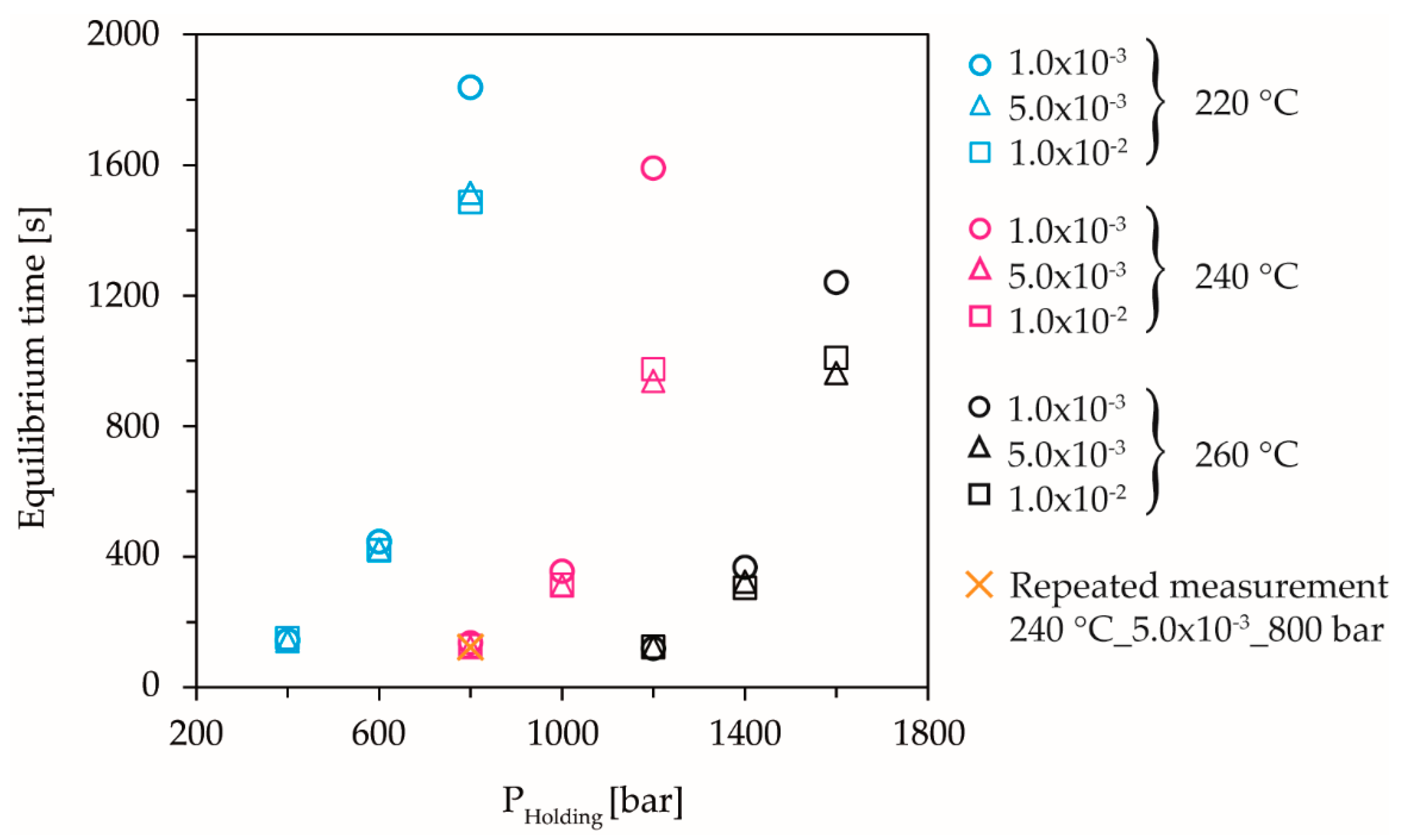
3.2. Pressure-, Temperature- and Compression Rate- Dependent Equilibrium Time
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kennedy, P.; Zheng, R. Flow Analysis of Injection Molds; Carl Hanser Verlag GmbH Co KG: Munich, Germany, 2013. [Google Scholar]
- Babenko, M.; Sweeney, J.; Petkov, P.; Lacan, F.; Bigot, S.; Whiteside, B. Evaluation of heat transfer at the cavity-polymer interface in microinjection moulding based on experimental and simulation study. Appl. Therm. Eng. 2018, 130, 865–876. [Google Scholar] [CrossRef]
- Guerrier, P.; Tosello, G.; Hattel, J.H. Flow visualization and simulation of the filling process during injection molding. CIRP J. Manuf. Sci. Technol. 2017, 16, 12–20. [Google Scholar] [CrossRef] [Green Version]
- Regi, F.; Guerrier, P.; Zhang, Y.; Tosello, G. Experimental Characterization and Simulation of Thermoplastic Polymer Flow Hesitation in Thin-Wall Injection Molding Using Direct In-Mold Visualization Technique. Micromachines 2020, 11, 428. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Choi, S.-J.; Kim, S.K. Multi-scale filling simulation of micro-injection molding process. J. Mech. Sci. Technol. 2011, 25, 117–124. [Google Scholar] [CrossRef]
- El Otmani, R.; Zinet, M.; Boutaous, M.H.; Benhadid, H. Numerical simulation and thermal analysis of the filling stage in the injection molding process: Role of the mold-polymer interface. J. Appl. Polym. Sci. 2011, 121, 1579–1592. [Google Scholar] [CrossRef]
- Michaeli, W.; Hopmann, C.; Bobzin, K.; Arping, T.; Baranowski, T.; Heesel, B.; Laschet, G.; Schläfer, T.; Oete, M. Development of an integrative simulation method to predict the microstructural influence on the mechanical behaviour of semi-crystalline thermoplastic parts. Int. J. Mater. Res. 2012, 103, 120–130. [Google Scholar] [CrossRef]
- Zinet, M.; El Otmani, R.; Boutaous, M.H.; Chantrenne, P. Numerical modeling of nonisothermal polymer crystallization kinetics: Flow and thermal effects. Polym. Eng. Sci. 2010, 50, 2044–2059. [Google Scholar] [CrossRef]
- Bäumer, S. Handbook of Plastic Optics; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Tadmor, Z. Molecular orientation in injection molding. J. Appl. Polym. Sci. 1974, 18, 1753–1772. [Google Scholar] [CrossRef]
- Dong, H.; Jacob, K.I. Effect of molecular orientation on polymer free volume distribution: An atomistic approach. Macromolecules 2003, 36, 8881–8885. [Google Scholar] [CrossRef]
- Tobolsky, A.V. Stress relaxation studies of the viscoelastic properties of polymers. J. Appl. Phys. 1956, 27, 673–685. [Google Scholar] [CrossRef]
- Dietz, W.; White, J.L.; Clark, E.S. Orientation development and relaxation in injection molding of amorphous polymers. Polym. Eng. Sci. 1978, 18, 273–281. [Google Scholar] [CrossRef]
- Evans, B. The optical birefringence of injection-moulded polystyrene and polyethylene. J. Mater. Sci. 1989, 24, 3588–3598. [Google Scholar] [CrossRef]
- Menges, G.; Wübken, G. Influence of processing conditions on molecular orientation in injection moldings. In Proceedings of the 31st ANTEC SPE, Montreal, QC, Canada, 7–10 May 1973; Volume 19, pp. 519–522. [Google Scholar]
- Fu, X.; Jia, W.; Li, X.; Wang, Y.; Wang, Z.; Liu, C.; Shen, C.; Shao, C. Phase transitions of the rapid-compression-induced mesomorphic isotactic polypropylene under high-pressure annealing. J. Polym. Sci. Part B Polym. Phys. 2019, 57, 651–661. [Google Scholar] [CrossRef]
- Matsuoka, S.; Bair, H.; Bearder, S.; Kern, H.; Ryan, J. Analysis of non-linear stress relaxation in polymeric glasses. Polym. Eng. Sci. 1978, 18, 1073–1080. [Google Scholar] [CrossRef]
- Ferry, J.D.; Stratton, R.A. The free volume interpretation of the dependence of viscosities and viscoelastic relaxation times on concentration, pressure, and tensile strain. Kolloid Z. 1960, 171, 107–111. [Google Scholar] [CrossRef]
- Knaapila, M.; Torkkeli, M.; Konôpková, Z.; Haase, D.; Liermann, H.-P.; Scherf, U.; Guha, S. Measuring structural inhomogeneity of conjugated polymer at high pressures up to 30 GPa. Macromolecules 2013, 46, 8284–8288. [Google Scholar] [CrossRef]
- Li, X.; Jia, W.; Dong, B.; Yuan, H.; Su, F.; Wang, Z.; Wang, Y.; Liu, C.; Shen, C.; Shao, C. Structure and Mechanical Properties of Multi-Walled Carbon Nanotubes-Filled Isotactic Polypropylene Composites Treated by Pressurization at Different Rates. Polymers 2019, 11, 1294. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rudolph, N.M.; Agudelo, A.C.; Granada, J.C.; Park, H.E.; Osswald, T.A. WLF model for the pressure dependence of zero shear viscosity of polycarbonate. Rheol. Acta 2016, 55, 673–681. [Google Scholar] [CrossRef]
- Roth, B.; Zhou, M.-Y.; Drummer, D. Influence of the Mold Temperature and Part Thickness on the Replication Quality and Molecular Orientation in Compression Injection Molding of Polystyrene. Int. Polym. Process. 2019, 34, 425–433. [Google Scholar] [CrossRef]
- Flaman, A. Buildup and relaxation of molecular orientation in injection molding. Part II: Experimental verification. Polym. Eng. Sci. 1993, 33, 202–210. [Google Scholar] [CrossRef]
- Pantani, R.; Coccorullo, I.; Speranza, V.; Titomanlio, G. Morphology evolution during injection molding: Effect of packing pressure. Polymer 2007, 48, 2778–2790. [Google Scholar] [CrossRef]
- Isayev, A.; Hieber, C. Toward a viscoelastic modelling of the injection molding of polymers. Rheol. Acta 1980, 19, 168–182. [Google Scholar] [CrossRef]
- Flaman, A. Buildup and relaxation of molecular orientation in injection molding. Part I: Formulation. Polym. Eng. Sci. 1993, 33, 193–201. [Google Scholar] [CrossRef]
- Lee, Y.B.; Kwon, T.H.; Yoon, K. Numerical prediction of residual stresses and birefringence in injection/compression molded center-gated disk. Part I: Basic modeling and results for injection molding. Polym. Eng. Sci. 2002, 42, 2246–2272. [Google Scholar] [CrossRef]
- Pantani, R.; Speranza, V.; Sorrentino, A.; Titomanlio, G. Molecular orientation and strain in injection moulding of thermoplastics. Macromolecular Symposia 2002, 185, 293–307. [Google Scholar] [CrossRef]
- Pantani, R.; Sorrentino, A.; Speranza, V.; Titomanlio, G. Molecular orientation in injection molding: Experiments and analysis. Rheol. Acta 2004, 43, 109–118. [Google Scholar] [CrossRef]
- Rudolph, N.; Osswald, T.A. Polymer Rheology: Fundamentals and Applications; Carl Hanser Verlag GmbH Co KG: Munichm, Germany, 2014. [Google Scholar]
- Akdeniz, G.; Yahsi, U.; Tav, C. Viscous behavior of PS, PP, and ABS in terms of temperature and pressure-dependent hole fraction. J. Appl. Polym. Sci. 2010, 117, 110–113. [Google Scholar] [CrossRef]
- Fernández, M.; Muñoz, M.E.; Santamaría, A. A combined analysis of PVT and rheological measurements: Novel results for three amorphous polymers. Macromol. Chem. Phys. 2008, 209, 1730–1737. [Google Scholar] [CrossRef]
- Sedlacek, T.; Zatloukal, M.; Filip, P.; Boldizar, A.; Saha, P. On the effect of pressure on the shear and elongational viscosities of polymer melts. Polym. Eng. Sci. 2004, 44, 1328–1337. [Google Scholar] [CrossRef]
- Housiadas, K.D. Internal viscoelastic flows for fluids with exponential type pressure-dependent viscosity and relaxation time. J. Rheol. 2015, 59, 769–791. [Google Scholar] [CrossRef]
- Tsolou, G.; Harmandaris, V.A.; Mavrantzas, V.G. Molecular dynamics simulation of temperature and pressure effects on the intermediate length scale dynamics and zero shear rate viscosity of cis-1, 4-polybutadiene: Rouse mode analysis and dynamic structure factor spectra. J. Non-Newton. Fluid Mech. 2008, 152, 184–194. [Google Scholar] [CrossRef]
- Floudas, G.; Gravalides, C.; Reisinger, T.; Wegner, G. Effect of pressure on the segmental and chain dynamics of polyisoprene. Molecular weight dependence. J. Chem. Phys. 1999, 111, 9847–9852. [Google Scholar] [CrossRef]
- Reynolds, C.; Thompson, R.; McLeish, T. Pressure and shear rate dependence of the viscosity and stress relaxation of polymer melts. J. Rheol. 2018, 62, 631–642. [Google Scholar] [CrossRef] [Green Version]
- Roth, B.; Wildner, W.; Drummer, D. Dynamic Compression Induced Solidification. Polymers 2020, 12, 488. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shin, J.Y.; Park, J.Y.; Liu, C.; He, J.; Kim, S.C. Chemical structure and physical properties of cyclic olefin copolymers (IUPAC technical report). Pure Appl. Chem. 2005, 77, 801–814. [Google Scholar] [CrossRef]
- Grellmann, W.; Seidler, S. Kunststoffprüfung; Carl Hanser Verlag GmbH Co KG: Munichm, Germany, 2015. [Google Scholar]
- Rudolph, N.; Kühnert, I.; Schmachtenberg, E.; Ehrenstein, G. Pressure solidification of amorphous thermoplastics. Polym. Eng. Sci. 2009, 49, 154–161. [Google Scholar] [CrossRef]
- Rudolph, N.; Vetter, K.; Kühnert, I. Temperaturänderung bei der Kompression und Expansion von Kunststoffschmelzen. Kunststofftechnik 2009, 6, 250–277. [Google Scholar]
- Rudolph, N.E.; Gottfried, W. Neue Spritzgießtechnologie für optische Bauelemente. In Proceedings of the Erlanger-Bayreuther Kunststofftage, Erlangen, Germany, 22–23 September 2005. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compression Rate [1/s] | Temperature [°C] |
|---|---|
| 1.8 × 10−5 | 210 |
| 220 | |
| 230 | |
| 240 | |
| 250 | |
| 1.8 × 10−4 | 210 |
| 220 | |
| 230 | |
| 240 | |
| 250 | |
| 3.5 × 10−4 | 210 |
| 220 | |
| 230 | |
| 240 | |
| 250 |
| Temperature [°C] | Compression Rate [1/s] | Holding Pressure [bar] |
|---|---|---|
| 220 | 1.0 × 10−3 | 400 |
| 5.0 × 10−3 | 600 | |
| 1.0 × 10−2 | 800 | |
| 240 | 1.0 × 10−3 | 800 |
| 5.0 × 10−3 | 1000 | |
| 1.0 × 10−2 | 1200 | |
| 260 | 1.0 × 10−3 | 1200 |
| 5.0 × 10−3 | 1400 | |
| 1.0 × 10−2 | 1600 |
| Compression Rate [1/s] | Master Curve Equation | Shift Factor α [-] |
|---|---|---|
| 1.0 × 10−3 | −0.11 | |
| 5.0 × 10−3 | ||
| 1.0 × 10−2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roth, B.; Drummer, D. Pressure Equilibrium Time of a Cyclic-Olefin Copolymer. Polymers 2021, 13, 2309. https://doi.org/10.3390/polym13142309
Roth B, Drummer D. Pressure Equilibrium Time of a Cyclic-Olefin Copolymer. Polymers. 2021; 13(14):2309. https://doi.org/10.3390/polym13142309
Chicago/Turabian StyleRoth, Benedikt, and Dietmar Drummer. 2021. "Pressure Equilibrium Time of a Cyclic-Olefin Copolymer" Polymers 13, no. 14: 2309. https://doi.org/10.3390/polym13142309
APA StyleRoth, B., & Drummer, D. (2021). Pressure Equilibrium Time of a Cyclic-Olefin Copolymer. Polymers, 13(14), 2309. https://doi.org/10.3390/polym13142309