
The Interface Thermal Resistance Evolution between Carbide-Bonded Graphene Coating and Polymer in Rapid Molding for Microlens Array

Abstract
:1. Introduction
2. FEM Simulation with the Interface Thermal Resistance Model
2.1. Viscoelastic Model of PMMA at Evaluated Temperatures
2.2. Modeling of Interface Thermal Resistance between PMMA and Graphene Network
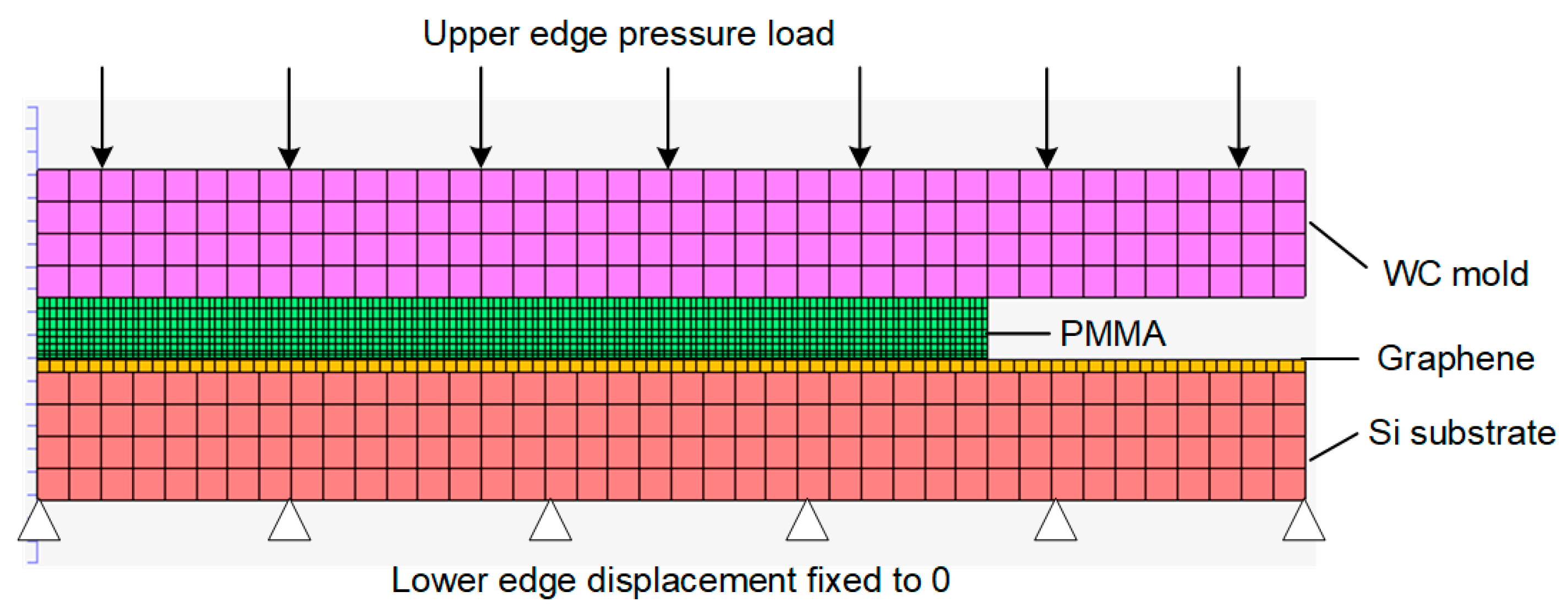
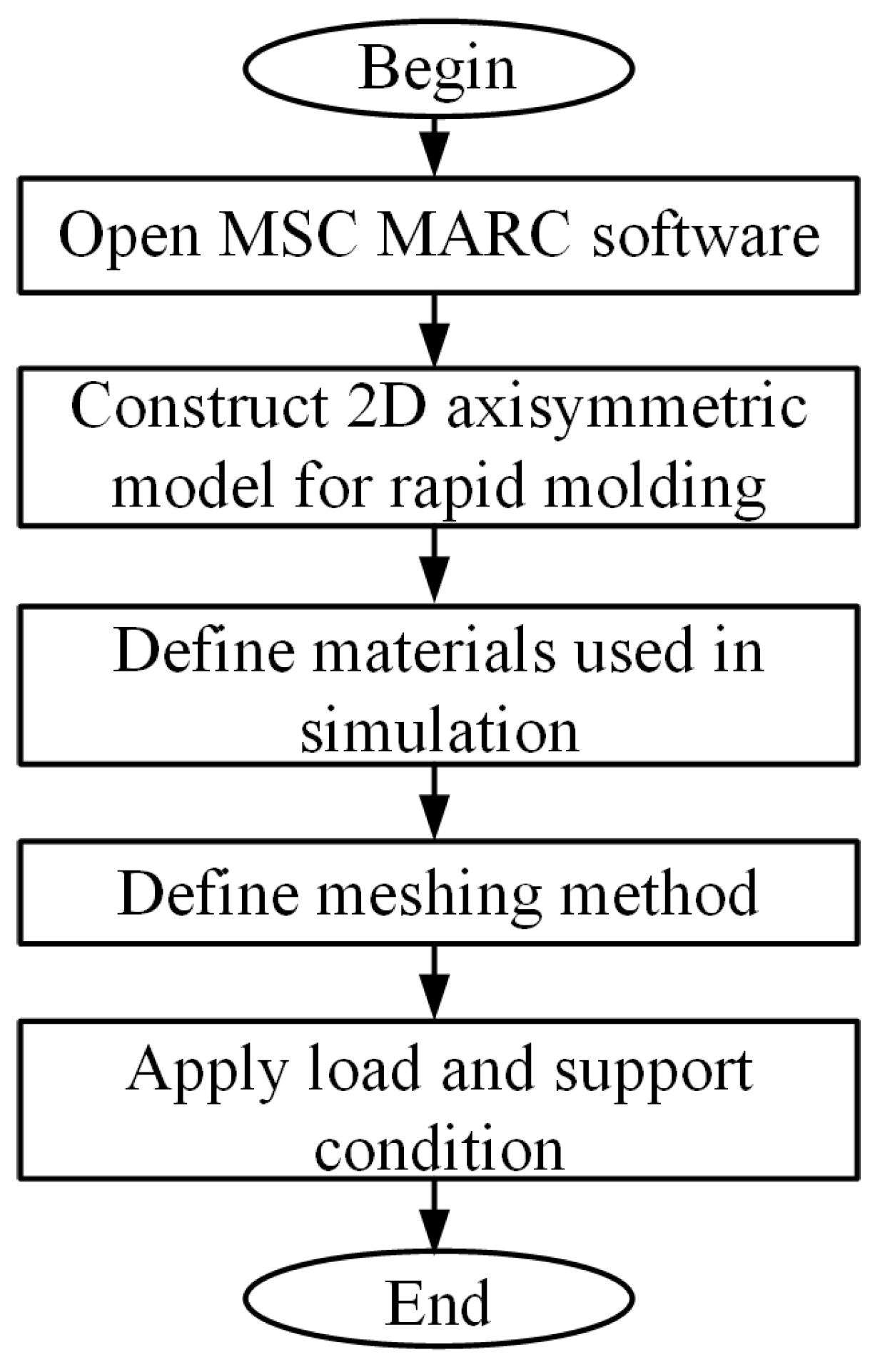
2.3. FEM Simulation
3. Experiments
3.1. 3D Graphene Network for Polymer Hot Embossing
3.2. Heating Experiments for PMMA
4. Results and Discussion
4.1. Temperature Distribution under Various Currents
4.2. Residual Stress Distribution of PMMA
4.3. Fabrication of Polymeric Microlens Array and Its Optical Tests
5. Conclusions
- (1)
- The interface thermal resistance evolution between 3D graphene network and polymer has been thoroughly investigated based on Hertz contact theory that the relationship between interface thermal resistance and molding pressure and temperature was achieved.
- (2)
- By applying this model into the FEM simulation, the temperature variation of the entire polymer block was predicted. In addition, the FEM simulation with the interface thermal resistance model can be used to calculate the residual stress of the molded polymer.
- (3)
- Since the temperature and residual stress distribution of polymer have been predicted by the calculation, a microlens array surface rapid molding was conducted to demonstrate that the polymeric microlens array optical component with delicate geometrical shape, good surface roughness and feasible optical performance can be achieved by setting parameters according to the simulated results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Youn, S.-W.; Okuyama, C.; Takahashi, M.; Maeda, R. A study on fabrication of silicon mold for polymer hot-embossing using focused ion beam milling. J. Mater. Process. Technol. 2008, 201, 548–553. [Google Scholar] [CrossRef]
- Xie, S.; Werder, J.; Schift, H. Back Injection Molding of Sub-Micron Scale Structures on Roll-to-Roll Extrusion Coated Films. Polymers 2021, 13, 1410. [Google Scholar] [CrossRef]
- Surace, R.; Basile, V.; Bellantone, V.; Modica, F.; Fassi, I. Micro Injection Molding of Thin Cavities Using Stereolithography for Mold Fabrication. Polymers 2021, 13, 1848. [Google Scholar] [CrossRef]
- Pisanu, L.; Santiago, L.C.; Barbosa, J.D.; Beal, V.E.; Nascimento, M.L. Effect of the Process Parameters on the Adhesive Strength of Dissimilar Polymers Obtained by Multicomponent Injection Molding. Polymers 2021, 13, 1039. [Google Scholar] [CrossRef]
- Cheng, Y.; Cao, J.; Zhang, Y.; Hao, Q. Review of state-of-the-art artificial compound eye imaging systems. Bioinspiration Biomim. 2019, 14, 031002. [Google Scholar] [CrossRef]
- Chen, J.; Cheng, J.; Zhang, D.; Chen, S.-C. Precision UV imprinting system for parallel fabrication of large-area micro-lens arrays on non-planar surfaces. Precis. Eng. 2016, 44, 70–74. [Google Scholar] [CrossRef]
- Xu, Q.; Dai, B.; Huang, Y.; Wang, H.; Yang, Z.; Wang, K.; Zhuang, S.; Zhang, D. Fabrication of polymer microlens array with controllable focal length by modifying surface wettability. Opt. Express 2018, 26, 4172–4182. [Google Scholar] [CrossRef] [PubMed]
- Huang, S.; Li, M.; Shen, L.; Qiu, J.; Zhou, Y. Fabrication of high quality aspheric microlens array by dose-modulated lithography and surface thermal reflow. Opt. Laser Technol. 2018, 100, 298–303. [Google Scholar] [CrossRef]
- Loaldi, D.; Quagliotti, D.; Calaon, M.; Parenti, P.; Annoni, M.; Tosello, G. Manufacturing Signatures of Injection Molding and Injection Compression Molding for Micro-Structured Polymer Fresnel Lens Production. Micromachines 2018, 9, 653. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Roeder, M.; Drexler, M.; Rothermel, T.; Meissner, T.; Guenther, T.; Zimmermann, A. Injection Compression Molded Microlens Arrays for Hyperspectral Imaging. Micromachines 2018, 9, 355. [Google Scholar] [CrossRef] [Green Version]
- Roeder, M.; Schilling, P.; Hera, D.; Guenther, T.; Zimmermann, A. Influences on the Fabrication of Diffractive Optical Elements by Injection Compression Molding. J. Manuf. Mater. Process. 2018, 2, 5. [Google Scholar] [CrossRef] [Green Version]
- Xie, D.; Chang, X.; Shu, X.; Wang, J.; Mei, L.; Luo, S. Replication of thermoplastic polymer spherical lens array using microforged molding technique. Opt. Express 2016, 24, 30264–30274. [Google Scholar] [CrossRef]
- Narasimhan, J.; Papautsky, I. Polymer embossing tools for rapid prototyping of plastic microfluidic devices. J. Micromech. Microeng. 2003, 14, 96–103. [Google Scholar] [CrossRef] [Green Version]
- Mighri, F.; Huneault, M.A.; Champagne, M.F. Electrically conductive thermoplastic blends for injection and compression molding of bipolar plates in the fuel cell application. Polymer Eng. Sci. 2004, 44, 1755–1765. [Google Scholar] [CrossRef]
- Jain, A.; Firestone, G.C.; Yi, A.Y. Viscosity Measurement by Cylindrical Compression for Numerical Modeling of Precision Lens Molding Process. J. Am. Ceram. Soc. 2005, 88, 2409–2414. [Google Scholar] [CrossRef]
- Yi, A.Y.; Chen, Y.; Klocke, F.; Pongs, G.; Demmer, A.; Grewell, D.; Benatar, A. A high volume precision compression molding process of glass diffractive optics by use of a micromachined fused silica wafer mold and lowTgoptical glass. J. Micromech. Microeng. 2006, 16, 2000–2005. [Google Scholar] [CrossRef]
- Huang, C.-Y.; Hsiao, W.-T.; Huang, K.-C.; Chang, K.-S.; Chou, H.-Y.; Chou, C.-P. Fabrication of a double-sided micro-lens array by a glass molding technique. J. Micromech. Microeng. 2011, 21, 085020. [Google Scholar] [CrossRef]
- Xie, P.; He, P.; Yen, Y.-C.; Kwak, K.J.; Gallego-Perez, D.; Chang, L.; Liao, W.-C.; Yi, A.; Lee, L.J. Rapid hot embossing of polymer microstructures using carbide-bonded graphene coating on silicon stampers. Surf. Coat. Technol. 2014, 258, 174–180. [Google Scholar] [CrossRef]
- Li, H.; He, P.; Yu, J.; Lee, L.J.; Yi, A.Y. Localized rapid heating process for precision chalcogenide glass molding. Opt. Lasers Eng. 2015, 73, 62–68. [Google Scholar] [CrossRef]
- Liu, X.; Zhou, T.; Zhang, L.; Zhou, W.; Yu, J.; James Lee, L.; Yi, A.Y. Simulation and Measurement of Refractive Index Variation in Localized Rapid Heating Molding for Polymer Optics. J. Mater. Sci. Technol. 2017, 140. [Google Scholar] [CrossRef]
- Fu, Z.; Wang, Z.; Yin, Y.; Yao, C. The Experimental Study of PMMA Variable Temperature Relaxation Modulus Method. China Plast. Ind. 2014, 42, 51–54, 79. [Google Scholar]
- Yan, J.; Zhou, T.; Masuda, J.; Kuriyagawa, T. Modeling high-temperature glass molding process by coupling heat transfer and viscous deformation analysis. Precis. Eng. 2009, 33, 150–159. [Google Scholar] [CrossRef]
- Yi, A.Y.; Jain, A. Compression Molding of Aspherical Glass Lenses–A Combined Experimental and Numerical Analysis. J. Am. Ceram. Soc. 2005, 88, 579–586. [Google Scholar] [CrossRef]
- Zhou, J.; He, P.; Yu, J.; Lee, L.J.; Shen, L.; Yi, A.Y. Investigation on the friction coefficient between graphene-coated silicon and glass using barrel compression test. J. Vac. Sci. Technol. B 2015, 33, 031213. [Google Scholar] [CrossRef]
- Hertz, H. On the contact of elastic solids. J. Reine Angew. Math. (Crelles J.) 1880, 92, 156–171. [Google Scholar]
- Chen, Y.; Yi, A.Y.; Su, L.; Klocke, F.; Pongs, G. Numerical Simulation and Experimental Study of Residual Stresses in Compression Molding of Precision Glass Optical Components. J. Mater. Sci. Technol. 2008, 130. [Google Scholar] [CrossRef]
- Manurung, C.S.P.; Ambarita, H.; Manurung, Y.H.P.; Napitupulu, F.; Napitupulu, R.A.M. FEM analysis of the HAZ temperature by heat source modeling on butt-joint process using msc marc mentat. IOP Conf. Ser. Mater. Sci. Eng. 2020, 725, 012009. [Google Scholar] [CrossRef]
- Liu, W.-W.; Feng, Y.-F.; Sun, J.-N.; Du, F.-S. Analysis of the thermal-mechanical problem in the process of flexible roll profile electromagnetic control. Int. J. Heat Mass Transf. 2018, 120, 447–457. [Google Scholar] [CrossRef]
- Wang, D.G.; Wu, Y.C.; Jiao, M.H.; Xie, T.; Yu, J.W.; Yin, Y.G. Research and simulation of the influence of three-axial compaction on powder metallurgic product properties. Acta Metall. Sin. 2008, 21, 116–124. [Google Scholar] [CrossRef]
- Novoselov, K.S.; Geim, A.K.; Morozov, S.V.; Jiang, D.; Zhang, Y.; Dubonos, S.V.; Grigorieva, I.V.; Firsov, A.A. Electric field effect in atomically thin carbon films. Science 2004, 306, 666–669. [Google Scholar] [CrossRef] [Green Version]
- Huang, W.; Yu, J.; Kwak, K.J.; Gallego-Perez, D.; Liao, W.-c.; Yang, H.; Ouyang, X.; Li, L.; Lu, W.; Lafyatis, G.P.; et al. Atomic Carbide Bonding Leading to Superior Graphene Networks. Adv. Mater. 2013, 25, 4668–4672. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| αi | τi |
|---|---|
| 7.92 × 10−5 | 0.2106 |
| 0.00612 | 0.3385 |
| 0.179 | 0.2573 |
| 2.67 | 0.1362 |
| 27.5 | 0.0396 |
| 216 | 0.0128 |
| 2490 | 0.0032 |
| 48,900 | 0.001 |
| 1.94 × 106 | 0.0004 |
| 1.39 × 108 | 0.00015 |
| Reference Temperature Tref (°C) | C1 | C2 |
|---|---|---|
| 109 | 16 | 56 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Guo, C.; Liu, Y.; Wang, F.; Feng, Y. The Interface Thermal Resistance Evolution between Carbide-Bonded Graphene Coating and Polymer in Rapid Molding for Microlens Array. Polymers 2021, 13, 2334. https://doi.org/10.3390/polym13142334
Liu X, Guo C, Liu Y, Wang F, Feng Y. The Interface Thermal Resistance Evolution between Carbide-Bonded Graphene Coating and Polymer in Rapid Molding for Microlens Array. Polymers. 2021; 13(14):2334. https://doi.org/10.3390/polym13142334
Chicago/Turabian StyleLiu, Xiaohua, Cheng Guo, Yandong Liu, Feng Wang, and Yanfeng Feng. 2021. "The Interface Thermal Resistance Evolution between Carbide-Bonded Graphene Coating and Polymer in Rapid Molding for Microlens Array" Polymers 13, no. 14: 2334. https://doi.org/10.3390/polym13142334
APA StyleLiu, X., Guo, C., Liu, Y., Wang, F., & Feng, Y. (2021). The Interface Thermal Resistance Evolution between Carbide-Bonded Graphene Coating and Polymer in Rapid Molding for Microlens Array. Polymers, 13(14), 2334. https://doi.org/10.3390/polym13142334