
Decarbonising the Portland and Other Cements—Via Simultaneous Feedstock Recycling and Carbon Conversions Sans External Catalysts


Abstract
:1. Introduction
- o
- Conventional cement/clinkers/novel cements
- o
- Cement/clinkers with plastics and/or biomass
- o
- Cement/clinkers with plastics and biomass (co-pyro-gasification)
- o
- Suppression of CO2 production
- o
- Carbon conversions to hydrogen
- o
- Non-soot forming catalytic calcines generated in situ
1.1. Impetus for Decarbonizing Cement
1.2. Novel Clinkers [7]
1.3. Simultaneous Decarbonization, Wastes Management, and Clean Energy Production in Portland Cements
1.3.1. Emissions from Calcination of Carbonates, the Raw Materials Used in Cements
1.3.2. Role of Waste Plastics in Reducing the Emissions in Cement Processing
Waste Plastics as Fuel
Waste Plastics as Chemical Feedstock
1.3.3. Biomass/Biowastes
1.3.4. Decarbonizing Cement via Chemical Feedstock Recycling of Wastes
2. Objectives
3. Experimental
3.1. Off-Gas Compositions
3.2. X-ray Diffraction (XRD)
4. Results
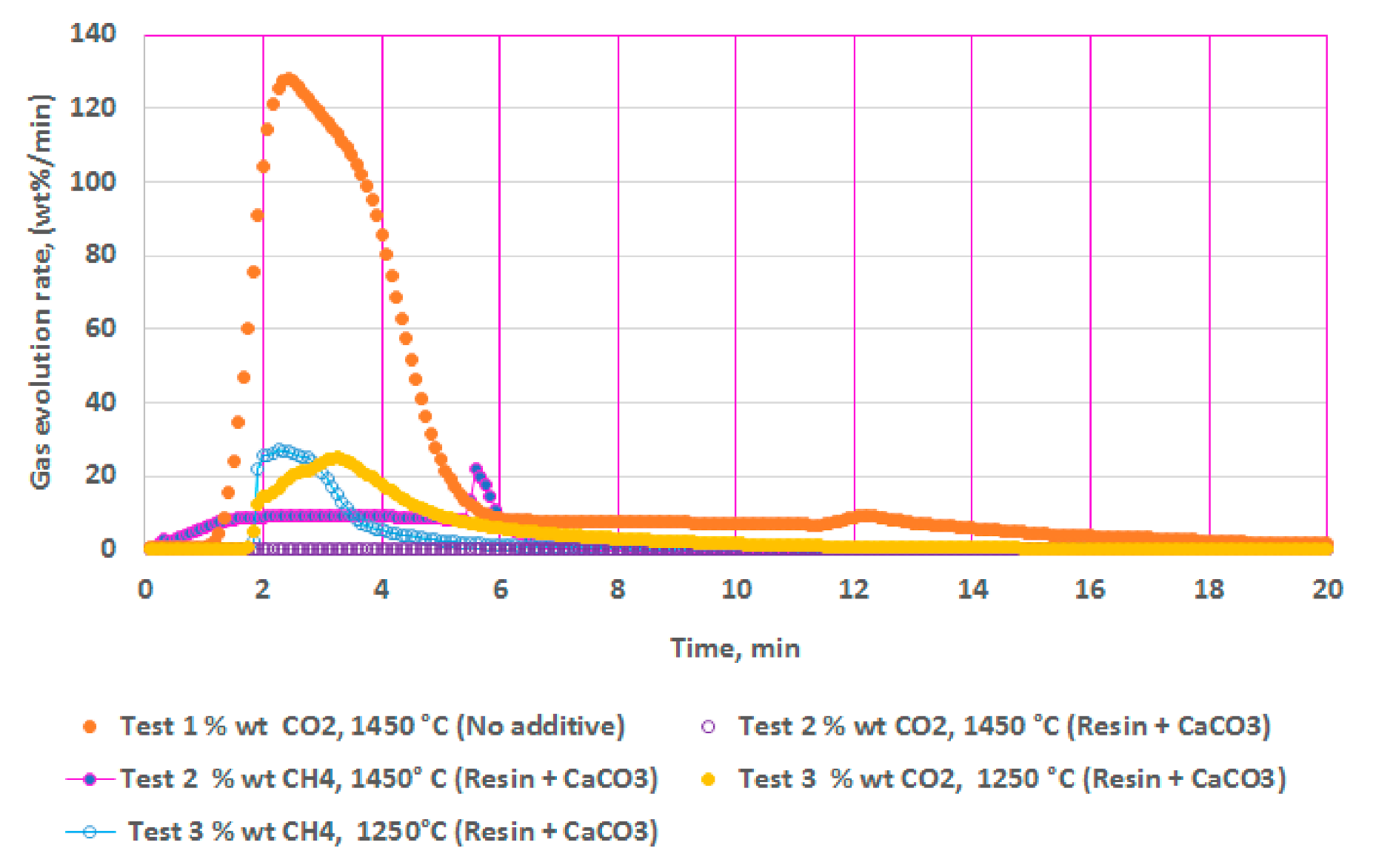
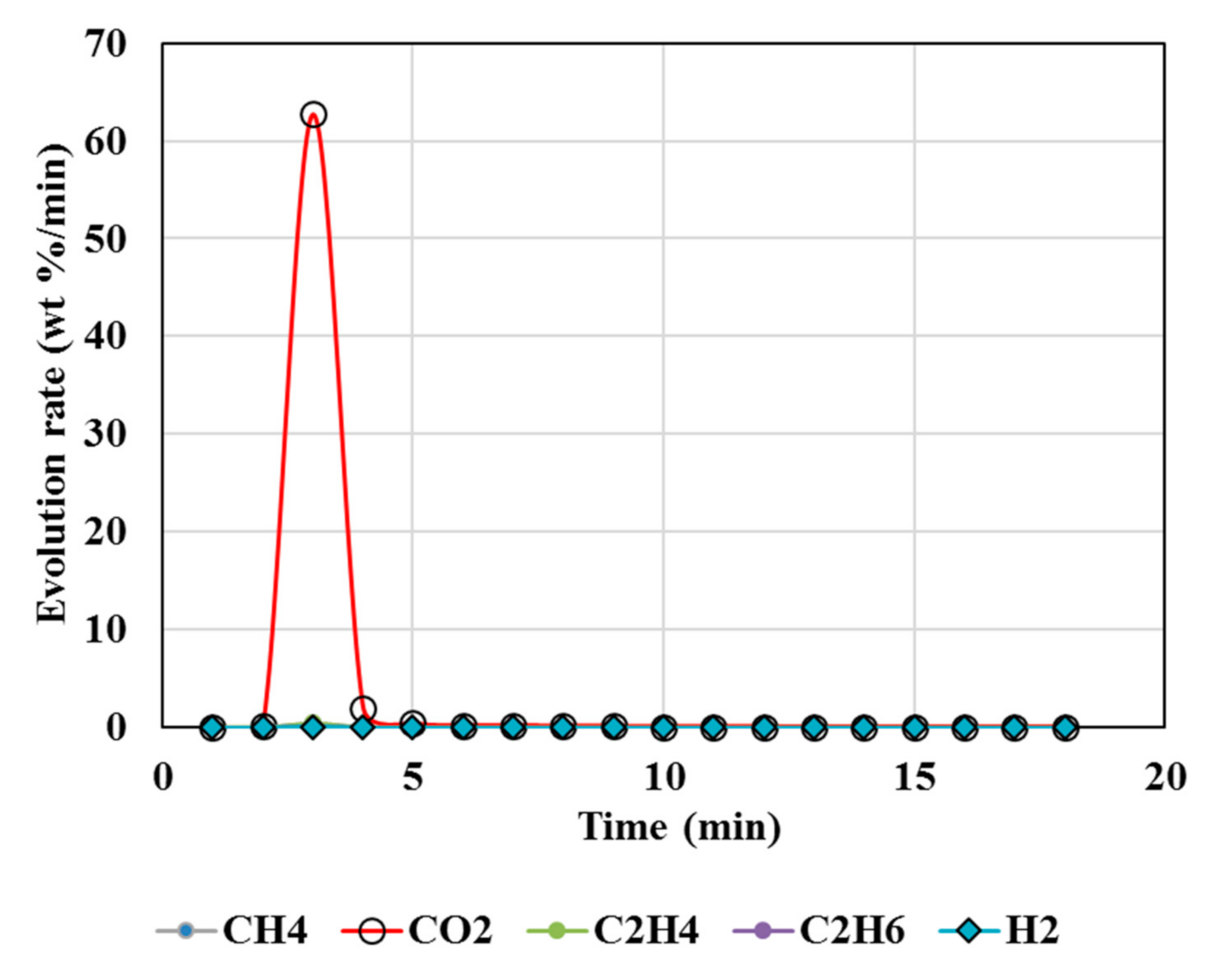
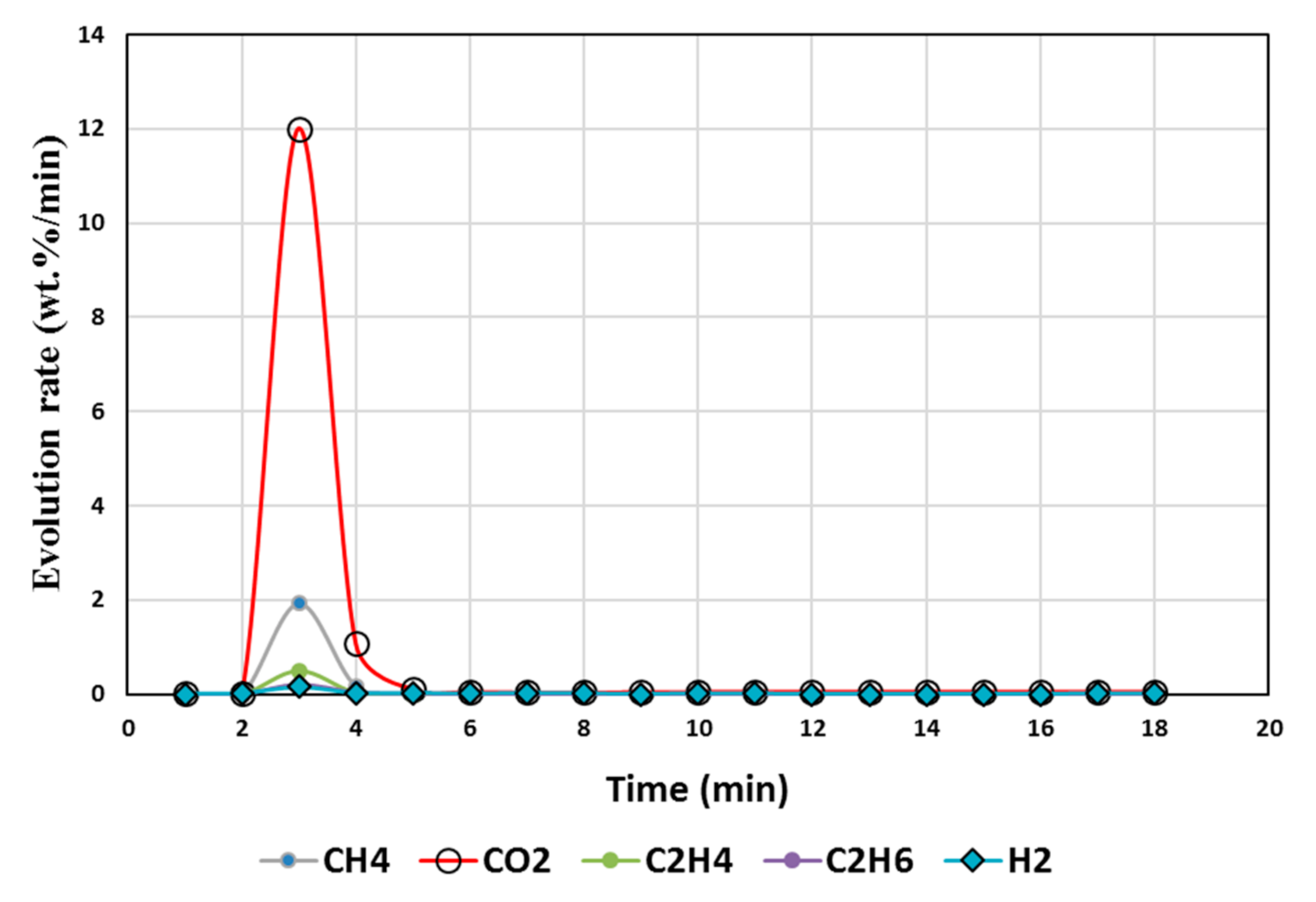
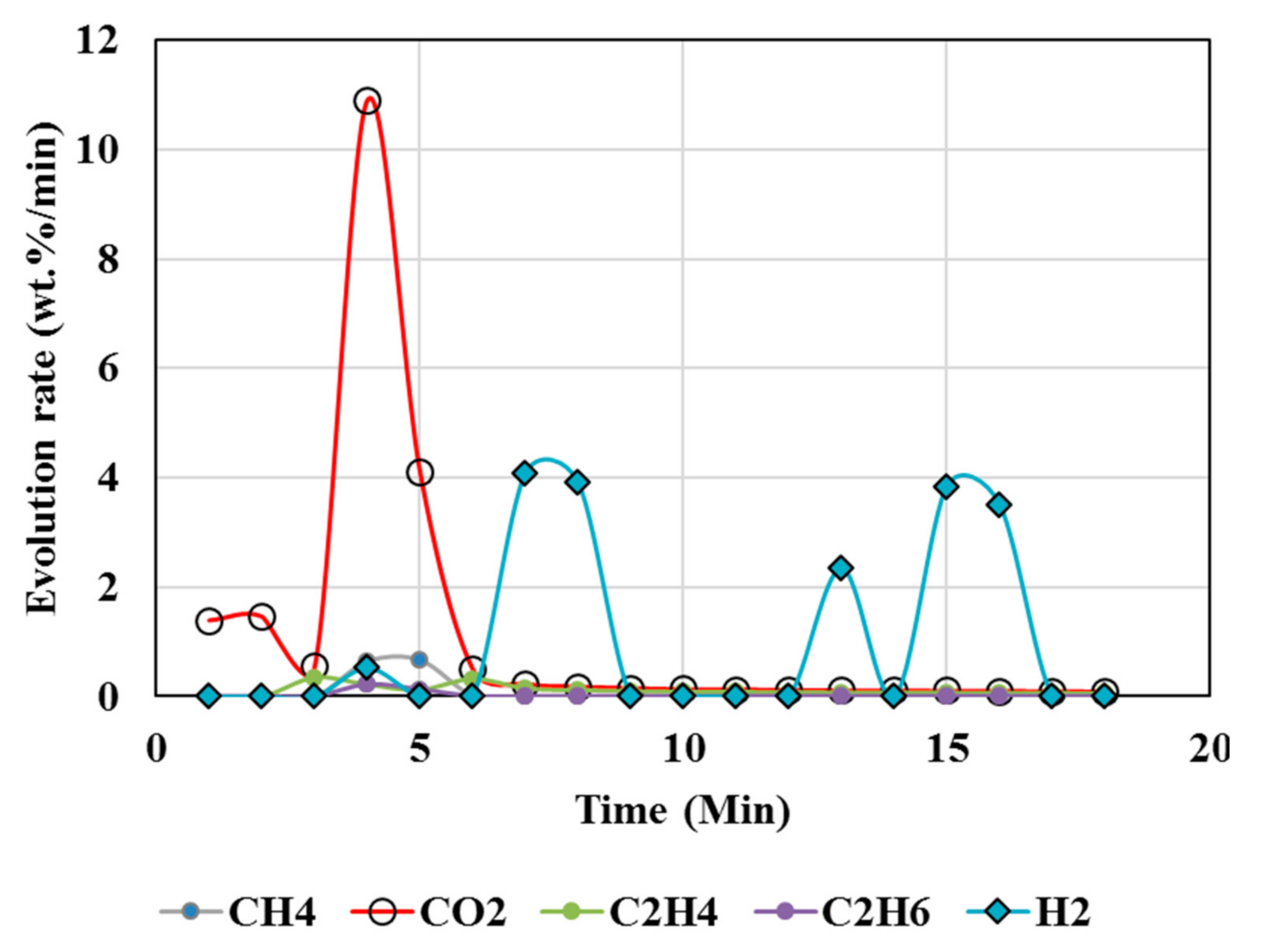
4.1. Calcination of CaCO3
4.2. Calcination of MgCO3
5. Discussion
5.1. Low Carbon Portland Cement and Novacem-Like Cement
5.2. Chemical Feed Stock Recycling of Plastics
5.3. Chemical Feedstock Recycling of Biomass
5.4. Reduction in CO2 Emissions during Calcination
5.5. Methane Conversions
5.6. Hydrogen Generation
Co-Pyro-Gasification of Waste Plastics and Biomass vs. Individual Gasification of Wastes
5.7. Temperature Effects
5.8. Char Formation
5.9. MgCO3–MgO and CaCO3–CaO Catalytic Systems Generated In Situ
5.10. Syngas Production-Proposed Mechanism
6. Applications
6.1. Decarbonising Sorel Cements and Alinite Clinker Using Halogenated Waste Plastics
6.2. Silicones for Eco-Efficient Clinker Production
6.3. Tires as Source of Both Plastic and Biomass
6.4. Other Industrial Applications
7. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| International Energy Agency (IEA) | |
| Sustainable Development Scenario (SDS) | |
| Portland cement | |
| Novacem-like cements | |
| Alinite cements | |
| Sorel cements | |
| Feedstock recycling | |
| Calcite (limestone, CaCO3) | |
| Greenhouse gas (GHG) | |
| Lime (CaO) | |
| Magnesite (MgCO3) | |
| Magnesia (MgO) | |
| Gas chromatographic analyzer (GC) | |
| Mixed/halogenated plastic wastes | |
| Pinus radiata (biomass) | |
| Polyvinyl chloride (PVC) | |
| Silicones (polydimethylsiloxane). | |
| Tire | |
| MgCO3–MgO and CaCO3–CaO: catalytic calcine intermediates | |
| Carbon conversions (dry reforming and steam reforming reactions) | |
| Water gas reactions | |
| Water gas shift/reverse water gas shift reactions | |
| Boudouard reaction | |
| Syngas | |
| Variables: | |
| Temperature | |
| Sample weight: | |
| Calcium carbonate | |
| Magnesium carbonate | |
| Plastics (resin) | |
| Biomass | |
| CO2 reduction | |
| CH4 reduction | |
| H2 production | |
| Char formation/suppression | |
References
- Lehne, J.; Preston, F. Making Concrete Change Innovation in Low-carbon Cement and Concrete; Chatham House Report: London, UK, 2018. [Google Scholar]
- World Coal Association. Coal and Cement. Available online: https://www.worldcoal.org/coal/uses-coal/coal-cement (accessed on 18 January 2021).
- Rodgers, L. Climate Change: The Massive CO2 Emitter You May Not Know about 2017. Available online: https://www.bbc.com/news/science-environment-46455844 (accessed on 14 June 2021).
- Buckley, T. IEEFA Update: Is IEA Sustainable Development Scenario Reflecting the Paris Agreement? 2019. Available online: https://ieefa.org/is-the-sustainable-development-scenario-reflecting-the-paris-agreement/ (accessed on 13 July 2020).
- Pales, A.F.; Levi, P.; Vass, T. Tracking Industry 2019: Cement. Available online: https://www.iea.org/reports/tracking-industry-2019/cement (accessed on 15 June 2020).
- Chinyama, M.P. Alternative Fuels in Cement Manufacturing. In Alternative Fuel; Intech Open: London, UK, 2011. [Google Scholar]
- Ojan, M.; Montenegro, P.; Borsa, M.; Altert, C.; Fielding, R. Development of New Types of Low Carbon Cement. 2016. Available online: https://www.wbcsd.org/Sector-Projects/Cement-Sustainability-Initiative/News/CSI-climate-and-energy-workshop (accessed on 23 March 2020).
- CEMBUREAU. Novel Cements 2018. Available online: https://lowcarboneconomy.cembureau.eu/5-parallel-routes/resource-efficiency/novel-cements/ (accessed on 17 July 2020).
- Naqi, A.; Jang, J.G. Recent Progress in Green Cement Technology Utilizing Low-Carbon Emission Fuels and Raw Materials. A Review. Sustain. 2019, 11, 537. [Google Scholar] [CrossRef] [Green Version]
- Smith, P. Architecture in a Climate of Change, 2nd ed.; Elsevier/Architectural Press: Oxford, UK, 2005. [Google Scholar]
- The American Ceramic Society. Novacem’s ‘Carbon Negative Cement’. 2011. Available online: https://ceramics.org/ceramic-tech-today/novacems-carbon-negative-cement (accessed on 10 July 2021).
- The Hindu. Cement Production Increases Carbon Footprint: Firms Look for Greener Alternative. Available online: https://www.thehindubusinessline.com/economy/cement-production-increases-carbon-footprint-firms-look-for-greener-alternative/article28123578.ece (accessed on 24 June 2019).
- Chandler, D.L. World Economic Forum: Researchers Have Created Emissions-Free Cement. 2019. Available online: https://www.weforum.org/agenda/2019/09/cement-production-country-world-third-largest-emitter/ (accessed on 15 June 2020).
- Bloomberg News. Green Cement Struggles to Expand Market; Bloomberg News: Minneapolis, MN, USA, 2019. [Google Scholar]
- Abbas, R.; Khereby, M.A.; Ghorab, H.Y.; Elkhoshkhany, N. Preparation of geopolymer concrete using Egyptian kaolin clay and the study of its environmental effects and economic cost. Clean Techn. Environ. Policy 2020, 22, 669–687. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, S.; Huang, J.; Wei, Z.; Guan, B.; Fang, J. Experimental investigation on the properties and microstructure of magnesium oxychloride cement prepared with caustic magnesite and dolomite. Constr. Build. Mater. 2015, 85, 247–255. [Google Scholar] [CrossRef]
- Gapparova, K.M.; Khudyakova, T.M.; Verner, V.F.; Atanbayeva, L.S. Production of Waterproof Composite Magnesia Cement on the Basis of Local Mineral Resources. Mod. Appl. Sci. 2015, 9, 309–315. [Google Scholar] [CrossRef] [Green Version]
- European Commission. European IPPC Bureau at the Institute for Prospective Technological Studies. In Cement, Lime and Magnesium Oxide Manufacturing Industries; European Commission: Brussels, Belgium, 2010. [Google Scholar]
- Stork, M.; Meindertsma, W.; Overgaag, M.; Neelis, M. A Competitive and Efficient Lime Industry: Cornerstone for a Sustainable Europe; European Lime Association: Brussels, Belgium, 2014. [Google Scholar]
- Sanjuán, M.Á.; Andrade, C.; Mora, P.; Zaragoza, A. Carbon Dioxide Uptake by Mortars and Concretes. Appl. Sci. 2020, 10, 646. [Google Scholar] [CrossRef] [Green Version]
- Australian Government. The Department of the Environment and Energy. National Greenhouse Accounts Factors: Australian National Greenhouse Accounts; Australian Government—The Department of the Environment and Energy: Canberra, Australia, 2019.
- World Wildlife Fund (WWF). Releases Report on Global Plastic Pollution Crisis. 2019. Available online: https://www.wwf.org.au/news/news/2019/wwf-releases-report-on-global-plastic-pollution-crisis#gs.acsly1 (accessed on 9 July 2020).
- Joyce, C. Plastic Has a Big Carbon Footprint—But That Isn’t the Whole Story. 2019. Available online: https://www.npr.org/2019/07/09/735848489/plastic-has-a-big-carbon-footprint-but-that-isnt-the-whole-story (accessed on 16 January 2021).
- Accountability Can Reverse Plastic Pollution Crisis, Says WWF Report. Global Plastics Pollution Has Been Created in One Generation and, with System-Wide Accountability, Can Be Solved in One Generation. 2019. Available online: https://wwf.panda.org/?344071/Accountability-can-reverse-plastic-pollution-crisis-says-WWF-report (accessed on 9 July 2020).
- Kawamoto, T. Process for Recycling Silicone Compounds. United States Patent 6172253, 1997. [Google Scholar]
- USA ECO. Silicone Recycling; USA ECO: Parkersburg, WV, USA, 2015. [Google Scholar]
- United States Environmental Protection Agency. Waste Reduction Model (WARM) Version 13; United States Environmental Protection Agency: Washington, DC, USA, 2015.
- Haig, S.; Morrish, L.; Morton, R.; Onwuamaegbu, U.; Speller, P.; Wilkinson, S. Plastic to Oil Products; IFM002 Final Report; Axionconsulting: North Haledon, NJ, USA, 2013. [Google Scholar]
- Devasahayam, S.; Raju, G.B.; Hussain, C.M. Utilization and recycling of end of life plastics for sustainable and clean industrial processes including the iron and steel industry. Mater. Sci. Energy Technol. 2019, 2, 634–646. [Google Scholar] [CrossRef]
- Devasahayam, S.; Singh, R.; Chennakesavulu, K.; Bhattacharya, S. Review: Polymers- villain or hero? Polymers and recycled polymers in mineral and metallurgical processing. Materials 2019, 12, 655. [Google Scholar] [CrossRef] [Green Version]
- Sekine, Y.; Fukuda, K.; Kato, K.; Adachi, Y.; Matsuno, Y. CO2 reduction potentials by utilizing waste plastics in steel works. Int. J. Life Cycle Assess. 2009, 14, 122–136. [Google Scholar] [CrossRef]
- Costiuc, L.; Tierean, M.; Baltes, L.S.; Patachia, S. Experimental Investigation on the Heat of Combustion for Solid Plastic Waste Mixtures. Environ. Eng. Manag. J. 2015, 14, 1295–1302. [Google Scholar] [CrossRef]
- Plastic Oceans International. 2020. Available online: https://plasticoceans.org/the-facts/ (accessed on 24 July 2021).
- United Nations Environment Programme. Converting Waste Plastics into a Resource, Compendium of Technologies; Compendium of Technologies: Osaka/Shiga, Japan, 2009. [Google Scholar]
- Kato, K.; Nomura, S.; Uematsu, H. Waste plastics recycling process using coke ovens. J. Mater. Cycles Waste Manag. 2003, 5, 98–101. [Google Scholar] [CrossRef]
- Kato, K.; Nomura, S.; Fukuda, K.; Uematsu, H.; Kondoh, H. Development of Waste Plastics Recycling Process Using Coke Oven; Nippon Steel Technical Report No. 94; Nippon Steel Corporation: Tokyo, Japan, 2006. [Google Scholar]
- Nomura, S. Use of waste plastics in coke oven: A review. J. Sustain. Metall. 2015, 1, 85. [Google Scholar] [CrossRef] [Green Version]
- BINE Project Info. Generating Syngas from Plastic Wastes: A New Method Uses Lime in Shaft Kilns as the Carrier Medium, Catalyst, and Pollutant Binder. 2016. Available online: http://www.bine.info/fileadmin/content/Publikationen/Projekt-Infos/2016/Projekt_05-2016/ProjektInfo_0516_engl_internetx.pdf. (accessed on 1 July 2020).
- The Indian Centre for Plastics in Environment. Use of Plastics Waste in Blast Furnace; The Indian Centre for Plastics in Environment: Mumbai, Maharashtra, India, 2006; Volume 4, pp. 1–7. [Google Scholar]
- Saebea, D.; Ruengrit, P.; Arpornwichanop, A.; Patcharavorachot, Y. Gasification of plastic waste for synthesis gas production. Energy Rep. 2020, 6, 202–207. [Google Scholar] [CrossRef]
- Sengupta, P. Refractories for Syngas Manufacturing. In Refractories for the Chemical Industries; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Nikoo, M.K.; Amin, N.A.S. Thermodynamic analysis of carbon dioxide reforming of methane in view of solid carbon for-mation. Fuel Process. Technol. 2011, 92, 678–691. [Google Scholar] [CrossRef] [Green Version]
- Devasahayam, S. A novel iron ore pelletization for increased strength under ambient conditions. Sustain. Mater. Technol. 2018, 17, e00069. [Google Scholar] [CrossRef]
- Pilz, H. Criteria for Eco-Efficient (Sustainable) Plastic Recycling and Waste Management; GmbH: Vienna, Austria, 2014. [Google Scholar]
- Clark, D. Information Paper 4: CO2e Emissions from Biomass and Biofuels; Cundall Johnston and Partners LLP: Newcastle upon Tyne, UK, 2013. [Google Scholar]
- Tchapda, A.; Pisupati, S. A Review of Thermal Co-Conversion of Coal and Biomass/Waste. Energies 2014, 7, 1098–1148. [Google Scholar] [CrossRef] [Green Version]
- Vigouroux, R. Pyrolysis of Biomass: Dissertation; KTH Royal Institute of Technology: Stockholm, Sweden, 2001. [Google Scholar]
- Atech Group. A National Approach to Waste Tyres; Commonwealth Department of Environment: Canberra, ACT, Australia, 2001.
- Sheila, D.; Sankaran, C.; Khangoankar, P. Studies on the Extraction of Magnesia from Low Grade Magnesites by Carbon Dioxide Pressure Leaching of Hydrated Magnesia. Miner. Eng. 1991, 4, 79–88. [Google Scholar] [CrossRef]
- Sheila, D.; Khangoankar, P. Precipitation of Magnesium Carbonate. Hydrometallurgy 1989, 22, 249–258. [Google Scholar] [CrossRef]
- Devasahayam, S.; Khangoankar, P.R. The Particle Characteristics of Precipitated Magnesium Carbonate. Miner. Metall. Process. 1995, 12, 157–160. [Google Scholar] [CrossRef]
- Devasahayam, S.; Khangoankar, P.R. Interpretation of Crystal Size Distribution to Derive the Nucleation and Growth rates in MgCO3 system. Inst. Min. Metall. Trans. Sect. C Miner. Process. Extr. Metall. 2007, 116, 171–176. [Google Scholar] [CrossRef]
- Sheila, D. Thermal Analysis Studies on the Decomposition of Magnesite. Int. J. Miner. Process. 1993, 37, 73–88. [Google Scholar] [CrossRef]
- Devasahayam, S.; Strezov, V. Thermal decomposition of magnesium carbonate with biomass and plastic wastes for simul-taneous production of hydrogen and carbon avoidance. J. Clean. Prod. 2018, 174, 1089–1095. [Google Scholar] [CrossRef]
- Devasahayam, S.; Hill, D.J.T.; Connell, J.W. A Comparative Study of the Radiation Resistance of four optically Transparent Polyimides. Radiat. Phys. Chem. 2001, 62, 189–194. [Google Scholar] [CrossRef]
- Devasahayam, S.; Hill, D.J.T.; Pomery, P.; Whittaker, A. The Radiation Chemistry of Ultem as Revealed by ESR. Radiat. Phys. Chem. 2002, 64, 299–308. [Google Scholar] [CrossRef]
- Devasahayam, S.; Hill, D.J.T.; Connell, J.W. Effect of Electron Beam Radiolysis on Mechanical Properties of High-Performance Polyimides, A Comparative Study of Transparent Polymer Films. High Perform. Polym. 2005, 17, 547–559. [Google Scholar] [CrossRef]
- Devasahayam, S.; Yarlagadda, P. Mechanics of Polyropylene-Seed-Coat-Fibres Composites AndPolyropylene—Wood Fibres Composites-A Comparative Study. Procedia Eng. 2014, 97, 1915–1928. [Google Scholar] [CrossRef] [Green Version]
- Devasahayam, S. Review: Opportunities for simultaneous energy/materials conversion of carbon dioxide and plastics in metallurgical processes. Sustain. Mater. Technol. 2019, 22, e00119. [Google Scholar] [CrossRef]
- Devasahayam, S. Catalytic actions of MgCO3/MgO system for efficient carbon reforming processes. Sustain. Mater. Technol. 2019, 22, e00122. [Google Scholar] [CrossRef]
- Devasahayam, S. Sustainable development of selective iron carbide, silicon carbide and ferrosilicon (low temperature) phases during iron ore reduction using only polymers. Sustain. Mater. Technol. 2018, 16, 23–37. [Google Scholar] [CrossRef]
- Efika, E.; Onwudili, J.A.; Williams, P.T. Products from the High Temperature Pyrolysis of RDF at Slow and Rapid Heating Rates. J. Anal. Appl. Pyrolysis 2015, 112, 14–22. [Google Scholar] [CrossRef]
- Strezov, V.; Moghtaderi, B.; Lucas, J. Thermal Study of Decomposition of Selected Biomass Samples. J. Therm. Anal. Calorim. 2003, 72, 1041–1048. [Google Scholar] [CrossRef]
- VOEST—Alpine Plant Construction. High Temperature Pyrolysis of Plastic Waste; Styrian Provincial Government: Austria, Viena, 1997.
- Aouad, S.; Labaki, M.; Ojala, S.; Seelam, P.; Turpeinen, E.; Gennequin, C.; Estephane, J.; Abi Aad, E. A Review on the Dry Reforming Processes for Hydrogen Production: Catalytic Materials and Technologies. Catal. Mater. Hydrog. Prod. Electro Oxid. React. Front. Ceram. Sci. 2018, 2, 60–128. [Google Scholar]
- Sepe, A.M.; Li, J.; Paul, M.C. Assessing Biomass Steam Gasification Technologies Using a Multi-Purpose Model. Energy Convers. Manag. 2016, 129, 216–226. [Google Scholar] [CrossRef] [Green Version]
- Sterner, M. Bioenergy and Renewable Power Methane in Integrated 100% Rene Wableenergy Systems; Kassel University Press: Kassel, Germany, 2009. [Google Scholar]
- Joo, O.S.; Jung, K.-D.; Moon, I.; Rozovskii, A.Y.; Lin, G.I.; Han, S.-H.; Uhm, S.-J. Carbon dioxide hydrogenation to form methanol via a reverse-water-gas-shift reaction (the CAMERE process). Ind. Eng. Chem. Res. 1999, 38, 1808–1812. [Google Scholar] [CrossRef]
- Yu, K.M.K.; Curcic, I.; Gabriel, J.; Tsang, S.C.E. Recent advances in CO2 capture and utilization. ChemSusChem 2008, 1, 893–899. [Google Scholar] [CrossRef] [PubMed]
- Nicholas Florin, P.F. Synthetic CaO-based Sorbent for CO2 Capture. Energy Procedia 2011, 4, 830–838. [Google Scholar] [CrossRef] [Green Version]
- Baldauf-Sommerbauer, G.; Lux, S.; Aniser, W.; Siebenhofer, M. Reductive Calcination of Mineral Magnesite: Hydrogenation of Carbon Dioxide without Catalysts. Chem. Eng. Technol. 2016, 39, 2035–2041. [Google Scholar] [CrossRef]
- Saad, J.M.; Williams, P.T. Pyrolysis-catalytic dry (CO2) reforming of waste plastics for syngas production: Influence of process parameters. Fuel 2017, 193, 7–14. [Google Scholar] [CrossRef]
- Saad, J.M.; Williams, P.T. Manipulating the H2/CO ratio from dry reforming of simulated mixed waste plastics by the addition of steam. Fuel Process. Technol. 2017, 156, 331–338. [Google Scholar] [CrossRef]
- Bernasowski, M. Theoretical Study of the Hydrogen Influence on Iron Oxides Reduction at the Blast Furnace Process. Steel Res. Int. 2014, 85, 670–678. [Google Scholar] [CrossRef]
- Lavoie, J.-M. Review on dry reforming of methane, a potentially more environmentally friendly approach to the increasing natural gas exploitation. Front. Chem. 2014, 2, 81. [Google Scholar] [CrossRef] [Green Version]
- Jagadeesan, D.; Eswaramoorthy, M.; Rao, C.N.R. Investigations of the conversion of inorganic carbonates to methane. ChemSusChem. 2009, 2, 878–882. [Google Scholar] [CrossRef]
- Block, C.; Ephraim, A.; Weiss-Hortala, E.; Minh, D.P.; Nzihou, A.; Vandecasteele, C. Co-pyrogasification of Plastics and Bi-omass: A Review. Waste Biomass Valoriz 2019, 10, 483–509. [Google Scholar] [CrossRef] [Green Version]
- Siming, Y.; Ok, Y.S.; Tsang, D.C.W.; Kwon, E.E.; Wang, C.-H. Towards practical application of gasification: A critical review from syngas and biochar perspectives. Crit. Rev. Environ. Sci. Technol. 2018, 48, 1165–1213. [Google Scholar]
- Björnbom, E.; Björnbom, P.; Sjöström, K. Energy-rich components and low-energy components in peat. Fuel 1991, 70, 177–180. [Google Scholar] [CrossRef]
- Mohamad, H.A. A Mini-Review on CO2 Reforming of Methane. Prog. Petrochem. Sci. 2018, 2, 000532. [Google Scholar]
- Sodesawa, N. Catalytic reaction of methane with carbon dioxide. React. Kinet. Catal. Lett. 1967, 12, 107–111. [Google Scholar] [CrossRef]
- Abd Allah, Z.; Whitehead, J. Plasma-catalytic dry reforming of methane in an atmospheric pressure AC gliding arc discharge. Catal. Today 2015, 256, 76–79. [Google Scholar] [CrossRef]
- White, A.; Kinloch, I.; Windle, A.; Best, S. Optimization of the sintering atmosphere for high-density hydroxyapatite—Carbon nanotube composites. J. R. Soc. Interface R. Soc. 2010, 7, S529–S539. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chang, J.-S.; Park, S.-E.; Chon, H. Catalytic activity and coke resistance in the carbon dioxide reforming of methane to synthesis gas over zeolite-supported Ni catalysts. Appl. Catal. A Gen. 1996, 145, 111–124. [Google Scholar] [CrossRef]
- Tahvildari, K.; Anaraki, Y.N.; Fazaeli, R.; Mirpanji, S.; Delrish, E. The study of CaO and MgO heterogenic nano-catalyst coupling on transesterification reaction efficacy in the production of biodiesel from recycled cooking oil. J. Environ. Health Sci. Eng. 2015, 13, 73. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pradana, Y.S.; Hartono, M.; Prasakti, L.; Budiman, A. Effect of calcium and magnesium catalyst on pyrolysis kinetic of Indo-nesian sugarcane bagasse for biofuel production. Energy Procedia 2019, 158, 431–439. [Google Scholar] [CrossRef]
- Morozov, S.; Malkov, A.; Malygin, A. Synthesis of porous magnesium oxide bythermal decomposition of basic magnesium carbonate. Russ. J. Gen. Chem. 2003, 73, 37–42. [Google Scholar] [CrossRef]
- Pilarska, A.; Jesionowski, T. Synthesis of MgO in magnesium hydroxide. Physicochem. Probl. Miner. Process 2011, 46, 83–94. [Google Scholar]
- Tongamp, W.; Zhang, Q.; Shoko, M.; Saito, F. Generation of hydrogen from polyvinyl chloride by milling and heating with CaO and Ni(OH)2. J. Hazard. Mater. 2009, 167, 1002–1006. [Google Scholar] [CrossRef]
- Zuo, X.; Damoah, L.N.W.; Zhang, L.; Schuman, T.; Kers, J. Green Pyrolysis of Used Printed Wiring Board Powder. In Recycling of Electronic Waste II; John Wiley: Hoboken, NJ, USA, 2011; pp. 17–24. [Google Scholar]
- Nakanoh, K.; Hayashi, S.; Kida, K. Waste Treatment Using Induction-Heated Pyrolysis. Fuji Electr. Rev. 2001, 47, 69–73. [Google Scholar]
- Singh, M.; Kapur, P. Preparation of alinite based cement from incinerator ash. Waste Manag. 2008, 28, 1310–1316. [Google Scholar] [CrossRef]
- Mowla, D.; Jahanmiri, A.; Fallahi, A.H.R. Preparation and Optimization of Alinite Cement in Various Temperatures and CaCl2 Content. Chem. Eng. Commun. 1999, 171, 1–13. [Google Scholar] [CrossRef]
- Liska, M.; Wilson, A.; Bensted, J. Special Cements. In Lea’s Chemistry of Cement and Concrete, 5th ed.; Butterworth-Heinemann: Oxford, UK, 2019; pp. 585–640. [Google Scholar]
- Beiser, V. Why the World is Running Out of Sand. 2019. Available online: https://www.bbc.com/future/article/20191108-why-the-world-is-running-out-of-sand (accessed on 18 November 2019).
- Brandt, B.; Kletzer, E.; Pilz, H.; Hadzhiyska, D.; Seizov, P. In a Nut Shell: Silicon-Chemistry, An Assessment of Greenhouse, Covering the Production, Use and End-of-Life. 2012. Available online: www.siliconescarbonbalance.com (accessed on 24 July 2021).
- Zevenhoven, R.; Karlsson, M.; Hupa, M.; Frankenhaeuser, M. Combustion and Gasification Properties of Plastics. J. Air Waste Manag. Assoc. 1997, 47, 861–870. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Euromines. The European Magnesite/Magnesia Industry: Enabler in the Transition to a Low-Carbon Economy; European Association of Mining Industries, Metal Ores and Industrial Minerals (Euromines): Brussels, Belgium, 2020. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Type | Raw Material | Process Temperature | CO2 Reduction |
|---|---|---|---|---|
| Geopolymer | Alkali activated materials | Fly ash, Al/Si wastes, alkaline solutions | Ambient | Approx. 70% |
| Sulfolauminate cement | - | Limestone, gypsum, bauxite, sand/clay | 1200–1300 °C | 30–40% |
| Magnesia Binder (Novacem) | Magnesium oxide | Magnesium silicates | 200 °C (180 bar) + 700 °C | greater than 100% |
| Magnesia Binder (TechEco) | Magnesium oxide + OPC + fly ash | MgCO3 | <450 °C (Tec-Kiln) | greater than 100% |
| Celitement (KIT) | Calcium silicate hydrate | As OPC (Ca/Si ratio 1–2) | 150–200 °C (hydrothermal) | Approx. 50% |
| Carbonatable Calcium Silicate cement (Solidia) | Calcium silicate (wollastonite) | As OPC for cement | 1200 °C | Approx. 70% |
| GHG Emissions (kgCO2(e)/t Mixed Plastic) | |||||
|---|---|---|---|---|---|
| Input Materials | Transport | Processing | Displacement Savings * | Net Emissions | |
| Landfill | 0.0 | 15.1 | 55.7 | 0.0 | 70.8 |
| Incineration | 0.0 | 15.1 | 2408.0 | −565.5 | 1857.6 |
| Pyrolysis | 13.0 | 197.2 | 55.6 | −425.5 | −159.7 |
| Gasification with MTG (methanol-to-gasoline process) | 153.7 | 153.7 | 995.5 | −261.7 | 1041.2 |
| Gasification with F–T (Fischer–Tropsch process) | 153.7 | 139.3 | 285.2 | −147.1 | 431.1 |
| Gasification with bio (gasification with biological conversion of syngas to ethanol) | 153.7 | 187.7 | 1217.1 | −454.9 | 1103.6 |
| Catalytic depolymerization | 16 | 197.5 | 51.0 | −397.4 | −132.8 |
| Pinus Radiata | Plastic Waste | |
|---|---|---|
| Proximate analysis | ||
| Ash/% | 0.3 | 4.6 |
| Volatile matter/% | 87.5 | 91 |
| Fixed carbon/% | 12.2 | 3.2 |
| Moisture | 1.2 | |
| Ultimate analysis | ||
| Carbon/% | 50.1 | 69.8 |
| Hydrogen/% | 6.07 | 11 |
| Nitrogen/% | 0.21 | 0.5 |
| Oxygen/% | 43.2 | 13.7 |
| Total sulfur/% | 0.08 | |
| Mass of Sample | Mass of Resin and/or Biomass, mg | Summary of Off-Gas Content | Figure No | Test No., Table No. |
|---|---|---|---|---|
| CaCO3 2.36 g | 0 | 54% CO2 | 2 | 1, 1450 °C |
| CaCO3 2.36 g | Resin, 2.37 g | 99.9% reduction in CO2 CH4 = 6.1% CO2/CH4 = 0.002 | 2 | 2, 1450 °C |
| CaCO3 2.36 g | Resin, 2.06 g | 88% reduction in CO2. CH4 = 4.8% CO2/CH4 = 1.7 | 2 | 3, 1250 °C |
| MgCO3·xH2O 11.39 mg | 0 | 66.5% CO2; | 3 | Test 4, Table 4, 1000 °C |
| MgCO3·xH2O11.37 mg | Biomass, 28.99 mg | 82% reduction in CO2 when CO2/CH4~1084. Substantial increase in CH4. Increase in hydrogen~230% and other hydrocarbons. | 4 | Test 5, Table 4, 1000 °C |
| MgCO3·xH2O 5.83 mg | Resin, 21.3 mg | ~95% reduction in both CO2 and CH4 accompanied by negligible amounts of H2 when CO2/CH4 was greater than 10 | 5 | Test 6, Table 4, 1000 °C |
| MgCO3·xH2O 5.7 mg | Resin + biomass, 10.32 + 7.17 mg | Reduction in CO2 (~99%) and in CH4 (~97%); 360% increase in H2 greater than expected when CO2/CH4 was greater than 10. Note: resin content about twice the MgCO3 content; biomass content close to the MgCO3 content | 6 | Test 7, Table 4, 1000 °C |
| MgCO3·xH2O6.5 mg | Resin + biomass, 7.72 + 8.09 mg | ~76% reduction in CO2 and ~63% reduction in CH4. Considerable increase in H2 (4684%) when CO2/CH4 was ~24. Resin amount about three quarters that used in test 7; approximately equal amounts of resin, MgCO3, and biomass | 7 | Test 8, Table 4, 1000 °C |
| Total Sample Mass | Test No. | Cumulative Gas Composition y% | ||||
|---|---|---|---|---|---|---|
| CH4 | CO2 | C2H4 | C2H6 | H2 | ||
| 2.36 g | 1 | 54 | ||||
| 4.73 g | 2 | 6.05 | 0.017 | |||
| 4.42 g | 3 | 4.79 | 8.2 | |||
| 11.39 mg | 4 | 66.46 | ||||
| 40.46 mg | 5 | 2.12 | 13.87 | 0.53 | 0.24 | 0.33 |
| 26.58 mg | 6 | 0.21 | 1.85 | 0.02 | 0.01 | 0.07 |
| 23.19 mg | 7 | 0.049 | 0.05 | 0.01 | 0 | 1.15 |
| 22.31 mg | 8 | 0.67 | 10.27 | 1.03 | 0.18 | 9.09 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Devasahayam, S. Decarbonising the Portland and Other Cements—Via Simultaneous Feedstock Recycling and Carbon Conversions Sans External Catalysts. Polymers 2021, 13, 2462. https://doi.org/10.3390/polym13152462
Devasahayam S. Decarbonising the Portland and Other Cements—Via Simultaneous Feedstock Recycling and Carbon Conversions Sans External Catalysts. Polymers. 2021; 13(15):2462. https://doi.org/10.3390/polym13152462
Chicago/Turabian StyleDevasahayam, Sheila. 2021. "Decarbonising the Portland and Other Cements—Via Simultaneous Feedstock Recycling and Carbon Conversions Sans External Catalysts" Polymers 13, no. 15: 2462. https://doi.org/10.3390/polym13152462
APA StyleDevasahayam, S. (2021). Decarbonising the Portland and Other Cements—Via Simultaneous Feedstock Recycling and Carbon Conversions Sans External Catalysts. Polymers, 13(15), 2462. https://doi.org/10.3390/polym13152462