
Experimental—FEM Study on Effect of Tribological Load Conditions on Wear Resistance of Three-Component High-Strength Solid-Lubricant PI-Based Composites

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of the PI-Based Composites
2.3. Physical and Mechanical Properties
2.4. Tribological Characteristics
2.5. Temperature Measurement
2.6. Scratch Tests
2.7. Structural Studies
3. Results and Discussion
3.1. Structure, Physical and Mechanical Properties
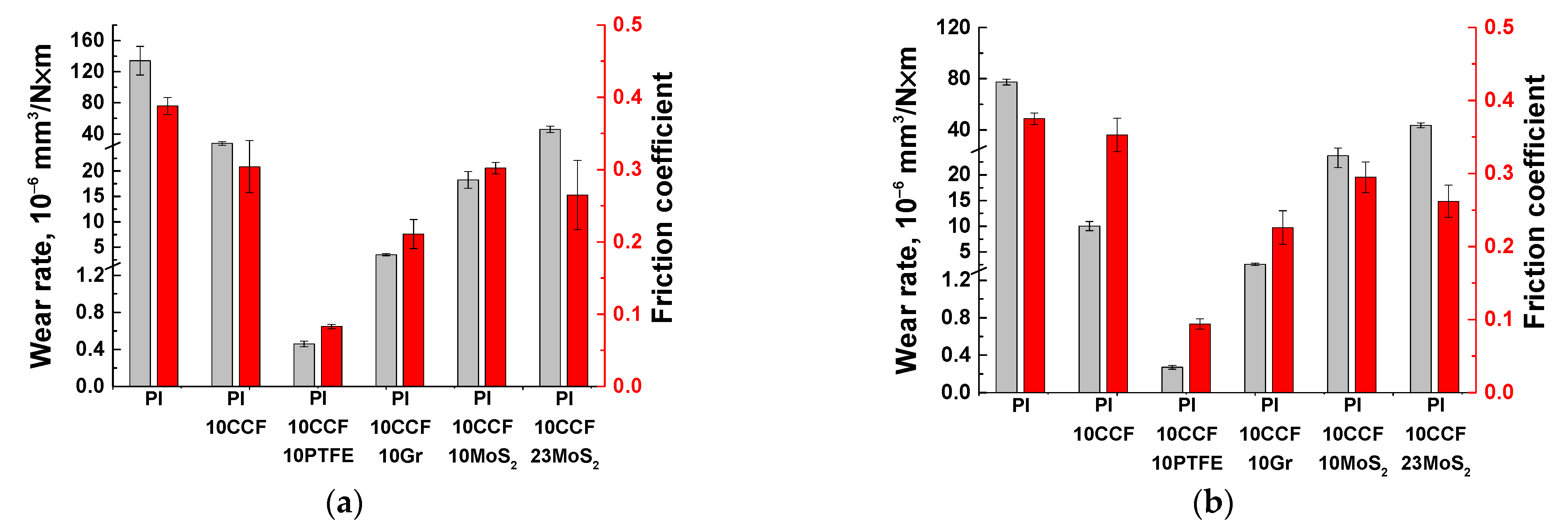
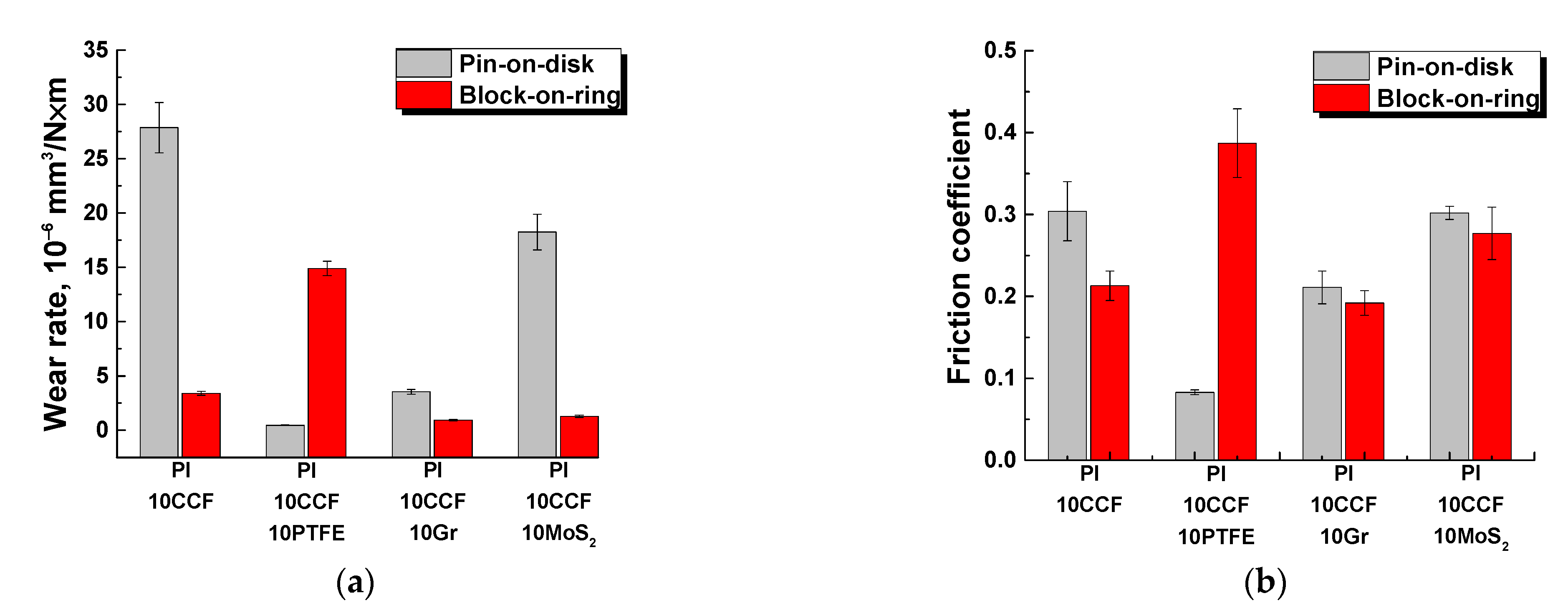
3.2. The Tribological Tests According to the ‘Pin-On-Disk’ Scheme
3.3. Tests on the Metal Counterpart (the ‘Block-On-Ring’ Scheme)
4. Discussion
4.1. Scratch Tests with Increasing Load
- The indenter (plowing) movement was easiest on the PI/10CCF composite.
- The presence of graphite additionally strengthened the PI/10CCF/10Gr composite and increased its resistance to the indenter (plowing) movement.
- Despite the formation of microporosity, resistance the indenter (plowing) movement on the PI/10CCF/10PTFE composite was similar to that for the PI/10CCF/10MoS2 one.
4.2. Scratch Tests at the Constant Load
5. Numerical Simulation of the Friction Process
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sinz, J.; Knoll, M.; Groche, P. Operational effects on the stiffness of combined roller and plain bearings. Procedia Manuf. 2019, 41, 650–657. [Google Scholar] [CrossRef]
- Ruan, H.; Zhang, Y.; Li, S.; Yang, L.; Wang, C.; Wang, T.; Wang, Q. Effect of temperature on the friction and wear performance of porous oil-containing polyimide. Tribol. Int. 2021, 157, 106891. [Google Scholar] [CrossRef]
- Song, F.; Wang, Q.; Wang, T. The effects of crystallinity on the mechanical properties and the limiting PV (pressure×velocity) value of PTFE. Tribol. Int. 2016, 93, 1–10. [Google Scholar] [CrossRef]
- Panda, J.N.; Bijwe, J.; Pandey, R.K. On the significant tribo-potential of PAEK based composites and their dry bearings. Tribol. Int. 2020, 142, 105994. [Google Scholar] [CrossRef]
- Dong, Z.; Chen, B.; Zhang, M.; Li, J.; Wang, S. One-step preparation of carbon fiber-ZrO2 hybrid and its enhancement on the wear-resistant properties of polyimide. Polym. Compos. 2021, 42, 2598–2607. [Google Scholar] [CrossRef]
- McKeen, L.W. Polyimides. In The Effect of UV Light and Weather on Plastics and Elastomers, 4th ed.; McKeen, L.W., Ed.; William Andrew Publishing: Norwich, NY, USA, 2019; Chapter 6; pp. 167–184. [Google Scholar]
- Kricheldorf, H.R. Progress in Polyimide Chemistry I; Springer: Berlin/Heidelberg, Germany, 1999; pp. 107–136. [Google Scholar]
- Kricheldorf, H.R. Progress in Polyimide Chemistry II; Springer: Berlin/Heidelberg, Germany, 1999; pp. 1–43. [Google Scholar]
- Fang, Q.; Wang, J.; Gu, S.; Kaspar, R.B.; Zhuang, Z.; Zheng, J.; Guo, H.; Qiu, S.; Yan, Y. 3D porous crystalline polyimide covalent organic frameworks for drug delivery. J. Am. Chem. Soc. 2015, 137, 8352–8355. [Google Scholar] [CrossRef] [PubMed]
- Constantin, C.P.; Aflori, M.; Damian, R.F.; Rusu, R.D. Biocompatibility of Polyimides: A mini-review. Materials 2019, 12, 3166. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Su, F.; Zhang, S. Tribological properties of polyimide coatings filled with PTFE and surface-modified nano-Si3N4. J. Appl. Polym. Sci. 2014, 131, 40410. [Google Scholar] [CrossRef]
- Kumar, R.; Malaval, B.; Antonov, M.; Zhao, G. Performance of polyimide and PTFE based composites under sliding, erosive and high stress abrasive conditions. Tribol. Int. 2020, 147, 106282. [Google Scholar] [CrossRef]
- Mu, L.; Zhu, J.; Fan, J.; Zhou, Z.; Shi, Y.; Feng, X.; Wang, H.; Lu, X. Self-lubricating Polytetrafluoroethylene/Polyimide blends reinforced with Zinc Oxide nanoparticles. J. Nanomater. 2015, 2015, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Shi, Y.; Mu, L.; Feng, X.; Lu, X. The tribological behavior of nanometer and micrometer TiO2 particle-filled polytetrafluoroethylene/polyimide. Mater. Des. 2011, 32, 964–970. [Google Scholar] [CrossRef]
- Gheisari, R.; Polycarpou, A.A. Tribological performance of graphite-filled polyimide and PTFE composites in oil-lubricated three-body abrasive conditions. Wear 2019, 436–437, 203044. [Google Scholar] [CrossRef]
- Panin, S.V.; Luo, J.; Kornienko, L.A.; Buslovich, D.; Alexenko, V.O.; Ivanova, L.R. Mechanical and tribotechnical properties of polyimide based solid lubricant composites. AIP Conf. Proc. 2019, 2167, 020266. [Google Scholar]
- Chen, B.; Li, X.; Jia, Y.; Li, X.; Yang, J.; Yan, F.; Li, C. MoS2 nanosheets-decorated carbon fiber hybrid for improving the friction and wear properties of polyimide composite. Compos. Part A 2018, 109, 232–238. [Google Scholar] [CrossRef]
- Li, J.; Bai, T. The effect of CNT modification on the mechanical properties of polyimide composites with and without MoS2. Mech. Compos. Mater. 2011, 47, 597–602. [Google Scholar] [CrossRef]
- Samyn, P.; Schoukens, G. Tribological properties of PTFE-filled thermoplastic polyimide at high load, velocity, and temperature. Polym. Compos. 2009, 30, 1631–1646. [Google Scholar] [CrossRef]
- Song, F.; Wang, Q.; Wang, T. High mechanical and tribological performance of polyimide nanocomposites reinforced by chopped carbon fibers in adverse operating conditions. Compos. Sci. Technol. 2016, 134, 251–257. [Google Scholar] [CrossRef]
- Ullegaddi, K.; Mahesha, C.R.; Shivarudraiah. Tribological properties of Basalt fibers—A review. Mater. Sci. Forum 2019, 969, 335–342. [Google Scholar] [CrossRef]
- Beev, A.A.; Khashirova, S.Y.; Beeva, D.A.; Shokumova, M.U.; Tkhakakhov, R.B. Carbon and glass fibers for Polymer composites. Key Eng. Mater. 2019, 816, 19–26. [Google Scholar] [CrossRef]
- Qi, H.; Hu, C.; Zhang, G.; Yu, J.; Zhang, Y.; He, H. Comparative study of tribological properties of carbon fibers and aramid particles reinforced polyimide composites under dry and sea water lubricated conditions. Wear 2019, 436–437, 203001. [Google Scholar] [CrossRef]
- Hassanzadeh-Aghdam, M.K.; Ansari, R.; Darvizeh, A. Micromechanical modeling of thermal expansion coefficients for unidirectional glass fiber-reinforced polyimide composites containing silica nanoparticles. Compos. Part A 2017, 96, 110–121. [Google Scholar] [CrossRef]
- Li, J.; Cheng, X. The effect of carbon fiber content on the friction and wear properties of carbon fiber reinforced polyimide composites. J. Appl. Polym. Sci. 2007, 107, 1737–1743. [Google Scholar] [CrossRef]
- Li, J.; Bai, T. The addition of Polyethylene-Polyamine surface treated Carbon nanotube on the interfacial adhesion of Carbon fiber-reinforced Polyimide composite. Polym.-Plast. Technol. Eng. 2011, 50, 1393–1397. [Google Scholar] [CrossRef]
- Samyn, P.; De Baets, P.; Schoukens, G. Influence of internal lubricants (PTFE and Silicon oil) in short Carbon fibre-reinforced Polyimide composites on performance properties. Tribol. Lett. 2009, 36, 135–146. [Google Scholar] [CrossRef]
- Samyn, P.; Schoukens, G. Tribochemical reactions on polyimide sliding surfaces evaluated with Raman spectroscopy and atomic force microscopy. Surf. Interface Anal. 2008, 40, 853–857. [Google Scholar] [CrossRef]
- Song, J.; Zhao, G.; Ding, Q.; Qiu, J. Reciprocating friction and wear of polyimide composites filled with solid lubricants. J. Polym. Eng. 2017, 38, 363–370. [Google Scholar] [CrossRef]
- Jia, J.H.; Zhou, H.D.; Gao, S.Q.; Chen, J.M. A comparative investigation of the friction and wear behaviour of polyimide composites under dry sliding and water-lubricated condition. Mater. Sci. Eng. A 2003, 356, 48–53. [Google Scholar] [CrossRef]
- Kalácska, G. An engineering approach to dry friction behaviour of numerous engineering plastics with respect to the mechanical properties. Express Polym. Lett. 2013, 7, 199–210. [Google Scholar] [CrossRef]
- Panin, S.V.; Luo, J.; Alexenko, V.O.; Buslovich, D.G.; Kornienko, L.A.; Bochkareva, S.A.; Panov, I.L. The effect of annealing of milled carbon fibers on the mechanical and tribological properties of solid-lubricant thermoplastic polyimide-based composites. Polym. Eng. Sci. 2020, 60, 2735–2748. [Google Scholar] [CrossRef]
- Friedrich, K. Polymer composites for tribological applications. Adv. Ind. Eng. Polym. Res. 2018, 1, 3–39. [Google Scholar] [CrossRef]
- Danilova, S.N.; Yarusova, S.B.; Kulchin, Y.N.; Zhevtun, I.G.; Buravlev, I.Y.; Okhlopkova, A.A.; Gordienko, P.S.; Subbotin, E.P. UHMWPE/CaSiO3 nanocomposite: Mechanical and tribological properties. Polymers 2021, 13, 570. [Google Scholar] [CrossRef]
- Samyn, P.; Schoukens, G.; Verpoort, F.; Van Craenenbroeck, J.; De Baets, P. Friction and wear mechanisms of sintered and thermoplastic Polyimides under adhesive sliding. Macromol. Mater. Eng. 2007, 292, 523–556. [Google Scholar] [CrossRef]
- Haidar, D.R.; Ye, J.; Moore, A.C.; Burris, D.L. Assessing quantitative metrics of transfer film quality as indicators of polymer wear performance. Wear 2017, 380–381, 78–85. [Google Scholar] [CrossRef] [Green Version]
- Lin, L.; Schlarb, A.K. Tribological response of the PEEK/SCF/graphite composite by releasing rigid particles into the tribosystem. Tribol. Int. 2019, 137, 173–179. [Google Scholar] [CrossRef]
- Vail, J.R.; Krick, B.A.; Marchman, K.R.; Sawyer, W.G. Polytetrafluoroethylene (PTFE) fiber reinforced polyetheretherketone (PEEK) composites. Wear 2011, 270, 737–741. [Google Scholar] [CrossRef]
- Xiao, M.; Li, N.; Ma, Z.; Song, H.; Lu, K.; Li, A.; Meng, Y.; Wang, D.; Yan, X. The effect of doping graphene oxide on the structure and property of polyimide-based graphite fibre. RSC Adv. 2017, 7, 56602–56610. [Google Scholar] [CrossRef] [Green Version]
- Yuan, H.; Yang, S.; Liu, X.; Wang, Z.; Ma, L.; Hou, K.; Yang, Z.; Wang, J. Polyimide-based lubricating coatings synergistically enhanced by MoS2@HCNF hybrid. Compos. Part A 2017, 102, 9–17. [Google Scholar] [CrossRef]
- Friedrich, K.; Sue, H.J.; Liu, P.; Almajid, A.A. Scratch resistance of high performance polymers. Tribol. Int. 2011, 44, 1032–1046. [Google Scholar] [CrossRef]
- Burris, D.L.; Sawyer, W.G. Tribological behavior of PEEK components with compositionally graded PEEK/PTFE surfaces. Wear 2007, 262, 220–224. [Google Scholar] [CrossRef]
- Qi, H.; Li, G.; Liu, G.; Zhang, C.; Zhang, G.; Wang, T.; Wang, Q. Comparative study on tribological mechanisms of polyimide composites when sliding against medium carbon steel and NiCrBSi. J. Colloid Interface Sci. 2017, 506, 415–428. [Google Scholar] [CrossRef]
- Qi, H.; Li, G.; Zhang, G.; Wang, T.; Wang, Q. Impact of counterpart materials and nanoparticles on the transfer film structures of polyimide composites. Mater. Des. 2016, 109, 367–377. [Google Scholar] [CrossRef]
- Yuan, H.; Liu, X.; Ma, L.; Yang, Z.; Wang, H.; Wang, J.; Yang, S. Application of two-dimensional MoS2 nanosheets in the property improvement of polyimide matrix: Mechanical and thermal aspects. Compos. Part A 2017, 95, 220–228. [Google Scholar] [CrossRef]
- Zhu, B.; Xie, S.; Xu, Z.; Xu, Y. Preparation and properties of the polyimide/multi-walled carbon nanotubes (MWNTs) nanocomposites. Compos. Sci. Technol. 2006, 66, 548–554. [Google Scholar] [CrossRef]
- Cai, H.; Yan, F.; Xue, Q. Investigation of tribological properties of polyimide/carbon nanotube nanocomposites. Mater. Sci. Eng. A 2004, 364, 94–100. [Google Scholar] [CrossRef]
- Wang, N.; Wang, Y.; Yu, Z.; Li, G. In situ preparation of reinforced polyimide nanocomposites with the noncovalently dispersed and matrix compatible MWCNTs. Compos. Part A 2015, 78, 341–349. [Google Scholar] [CrossRef]
- Chen, B.; Wang, J.; Liu, N.; Yan, F. Synergism of several carbon series additions on the microstructures and tribological behaviors of polyimide-based composites under sea water lubrication. Mater. Des. 2014, 63, 325–332. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, X.; Pei, X. Study on the synergistic effect of carbon fiber and graphite and nanoparticle on the friction and wear behavior of polyimide composites. Mater. Des. 2010, 31, 3761–3768. [Google Scholar] [CrossRef]
- Zalaznik, M.; Kalin, M.; Novak, S.; Jakša, G. Effect of the type, size and concentration of solid lubricants on the tribological properties of the polymer PEEK. Wear 2016, 364–365, 31–39. [Google Scholar] [CrossRef]
- Zhu, P.; Wang, Q.; Wang, X.D.; Huang, P.; Shi, J. Tribology performances of molybdenum disulfide reinforced thermoplastic polyimide under dry and water lubrication conditions. Ind. Lubr. Tribol. 2006, 58, 195–201. [Google Scholar]
- Zhang, X.R.; Pei, X.Q.; Wang, Q.H. Tribological properties of MoS2 and carbon fiber reinforced polyimide composites. J. Mater. Sci. 2008, 43, 4567–4572. [Google Scholar] [CrossRef]
- Bochkareva, S.A.; Grishaeva, N.Y.; Buslovich, D.G.; Kornienko, L.A.; Lyukshin, B.A.; Panin, S.V.; Panov, I.L.; Dontsov, Y.V. Development of a wear-resistant extrudable composite material based on an ultrahigh-molecular polyethylene with predetermined properties. Mech. Compos. Mater. 2020, 56, 15–26. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Designation | Filler Content, vol. % | Filler Content, wt. % |
|---|---|---|---|
| 1 | PI | PI | - |
| 2 | PI/10CCF | 8.3%CF | 10%CF |
| 3 | PI/10CCF/10PTFE | 8.3%CF+6.6%PTFE | 10%CF+10%PTFE |
| 4 | PI/10CCF/10Gr | 8.3%CF+6.6%Gr | 10%CF+10%Gr |
| 5 | PI/10CCF/10MoS2 | 8.3%CF+3.0%MoS2 | 10%CF+10%MoS2 |
| 6 | PI/10CCF/23MoS2 | 8.3%CF+6.6%MoS2 | 10%CF+23%MoS2 |
| No. | Filler Composition (wt. %) | Density ρ, (g/cm3) | Shore D Hardness | Elastic Modulus E (GPa) | Ultimate Tensile Strength σU (МPа) | Elongation at Break ε (%) |
|---|---|---|---|---|---|---|
| 1 | PI | 1.37 | 80.2 ± 0.8 | 2.60 ± 0.69 | 110.7 ± 1.0 | 13 ± 0.7 |
| 2 | PI/10CCF | 1.42 | 80.6 ± 0.4 | 6.40 ± 0.33 | 152.1 ± 6.4 | 5.9 ± 0.3 |
| 3 | PI/10CCF/10PTFE | 1.44 | 77.5 ± 0.6 | 5.79 ± 0.45 | 115.9 ± 10.8 | 4.1 ± 0.3 |
| 4 | PI/10CCF/10Gr | 1.46 | 80.1 ± 0.3 | 6.35 ± 0.24 | 105.0 ± 3.9 | 2.7 ± 0.1 |
| 5 | PI/10CCF/10MoS2 | 1.51 | 82.0 ± 0.3 | 6.06 ± 0.32 | 113.1 ± 9.1 | 3.0 ± 0.1 |
| 6 | PI/10CCF/23MoS2 | 1.67 | 82.7 ± 0.3 | 7.56 ± 0.31 | 118.4 ± 11.9 | 2.5 ± 0.7 |
| Composite | The Friction Coefficient ƒ | Wear Rate (10−6 mm3/N × m) | ||
|---|---|---|---|---|
| Metal Counterpart | Ceramic Counterpart | Metal Counterpart | Ceramic Counterpart | |
| PI | 0.388 ± 0.012 | 0.375 ± 0.008 | 134.16 ± 18.5 | 77.34 ± 2.25 |
| PI/10CCF | 0.304 ± 0.036 | 0.353 ± 0.023 | 27.86 ± 3.42 | 10.03 ± 2.99 |
| PI/10CCF/10PTFE | 0.083 ± 0.003 | 0.094 ± 0.007 | 0.46 ± 0.03 | 0.27 ± 0.02 |
| PI/10CCF/10Gr | 0.211 ± 0.020 | 0.226 ± 0.023 | 3.54 ± 0.22 | 2.60 ± 0.23 |
| PI/10CCF/10MoS2 | 0.302 ± 0.008 | 0.295 ± 0.021 | 18.25 ± 1.64 | 23.71 ± 2.31 |
| PI/10CCF/23MoS2 | 0.265 ± 0.048 | 0.262 ± 0.022 | 45.67 ± 4.02 | 43.66 ± 1.90 |
| Element | Spectrum 1 wt. %/at. % | Spectrum 2 wt. %/at. % | Spectrum 3 wt. %/at. % | Spectrum 4 wt. %/at. % | Spectrum 5 wt. %/at. % |
|---|---|---|---|---|---|
| PI/10CCF/10PTFE | |||||
| Cr | 1.18/1.27 | 0.92/0.52 | 0.68/0.31 | 3.10/2.76 | 1.45/1.35 |
| Fe | 98.82/98.73 | 73.23/38.64 | 57.43/23.95 | 91.19/76.42 | 93.42/81.00 |
| F | - | 0.78/1.21 | 4.81/5.90 | 1.02/2.51 | 2.05/5.22 |
| C | - | 21.99/53.96 | 32.84/63.68 | 4.70/18.30 | 3.08/12.43 |
| O | - | 3.08/5.67 | 4.24/6.17 | - | - |
| PI/10CCF/10Gr | |||||
| Cr | 0.94/1.01 | 3.96/3.91 | 1.39/1.35 | 0.23/0.06 | 0.90/0.90 |
| Fe | 99.06/98.99 | 93.74/86.22 | 95.90/87.19 | 13.38/3.41 | 96.90/89.65 |
| C | - | 2.31/9.87 | 2.71/11.46 | 66.21/78.55 | 2.20/9.45 |
| O | - | - | - | 20.17/17.97 | - |
| PI/10CCF/10MoS2 | |||||
| Cr | 1.34/1.31 | 0.98/0.97 | - | - | |
| Fe | 95.86/86.89 | 91.13/83.96 | 0.77/0.20 | 1.02/0.26 | 0.86/0.22 |
| C | 2.80/11.81 | - | 65.48/77.84 | 68.92/81.65 | 66.07/77.73 |
| O | - | 4.04/13.01 | 15.51/13.84 | 10.65/9.47 | 16.89/14.92 |
| Mo | - | 3.85/2.06 | - | - | |
| S | - | - | 18.24/8.12 | 19.41/8.61 | 16.18/7.13 |
| Element | Spectrum 1 wt %/at. % | Spectrum 2 wt %/at. % | Spectrum 3 wt %/at. % | Spectrum 4 wt %/at. % | Spectrum 5 wt %/at. % |
|---|---|---|---|---|---|
| PI/10CCF | |||||
| C | 5.67/13.54 | 42.11/59.81 | - | - | - |
| O | 28.93/51.6 | 28.44/30.32 | 30.68/52.86 | 30.56/57.87 | 47.32/71.13 |
| Cr | 0.73/0.40 | 0.20/0.07 | - | 0.56/0.33 | - |
| Fe | 64.67/34.46 | 29.25/9.8 | 69.32/47.14 | 68.88/41.8 | 52.68/28.87 |
| PI/10CCF/10PTFE | |||||
| C | 53.87/64.24 | 9.05/14.96 | 27.92/44.00 | 52.87/63.69 | 5.74/12.12 |
| O | 26.11/21.93 | 36.12/54.23 | 32.37/38.33 | 23.58/19.53 | 34.74/55.01 |
| F | 20.02/13.83 | 8.55/9.31 | 4.34/4.32 | 23.55/16.78 | 4.51/6.02 |
| Cr | - | 3.31/1.81 | 0.36/0.13 | - | 0.77/0.37 |
| Fe | - | 42.97/19.69 | 35.01/13.22 | - | 54.24/26.48 |
| PI/10CCF/10Gr | |||||
| C | 53.49/60.72 | 10.21/22.53 | 13.40/26.26 | 68.44/79.58 | 51.71/59.31 |
| O | 45.92/39.13 | 29.45/48.80 | 35.45/52.16 | 20.10/17.54 | 47.31/40.45 |
| Cr | 0.16/0.04 | 0.65/0.33 | 0.57/0.26 | 0.28/0.08 | 0.24/0.06 |
| Fe | 0.43/0.11 | 59.69/28.33 | 50.58/21.32 | 11.18/2.80 | 0.74/0.18 |
| PI/10CCF/10MoS2 | |||||
| C | 39.57/57.27 | 6.35/15.91 | 22.42/39.41 | 14.83/29.93 | 22.22/42.34 |
| O | 30.06/32.67 | 24.90/46.86 | 33.10/43.68 | 30.16/45.68 | 24.15/34.55 |
| S | 6.68/3.62 | 4.20/3.93 | 3.81/2.51 | 6.45/4.88 | 8.40/6.00 |
| Cr | 0.09/0.03 | 0.97/0.56 | 0.49/0.20 | 0.41/0.19 | 0.57/0.25 |
| Fe | 20.67/5.87 | 59.34/31.41 | 37.20/13.54 | 44.09/18.3 | 39.04/15,52 |
| Mo | 2.93/0.54 | 4.24/1.33 | 2.98/0.66 | 4.05/1.02 | 5.62/1.34 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Panin, S.V.; Luo, J.; Buslovich, D.G.; Alexenko, V.O.; Kornienko, L.A.; Bochkareva, S.A.; Byakov, A.V. Experimental—FEM Study on Effect of Tribological Load Conditions on Wear Resistance of Three-Component High-Strength Solid-Lubricant PI-Based Composites. Polymers 2021, 13, 2837. https://doi.org/10.3390/polym13162837
Panin SV, Luo J, Buslovich DG, Alexenko VO, Kornienko LA, Bochkareva SA, Byakov AV. Experimental—FEM Study on Effect of Tribological Load Conditions on Wear Resistance of Three-Component High-Strength Solid-Lubricant PI-Based Composites. Polymers. 2021; 13(16):2837. https://doi.org/10.3390/polym13162837
Chicago/Turabian StylePanin, Sergey V., Jiangkun Luo, Dmitry G. Buslovich, Vladislav O. Alexenko, Lyudmila A. Kornienko, Svetlana A. Bochkareva, and Anton V. Byakov. 2021. "Experimental—FEM Study on Effect of Tribological Load Conditions on Wear Resistance of Three-Component High-Strength Solid-Lubricant PI-Based Composites" Polymers 13, no. 16: 2837. https://doi.org/10.3390/polym13162837
APA StylePanin, S. V., Luo, J., Buslovich, D. G., Alexenko, V. O., Kornienko, L. A., Bochkareva, S. A., & Byakov, A. V. (2021). Experimental—FEM Study on Effect of Tribological Load Conditions on Wear Resistance of Three-Component High-Strength Solid-Lubricant PI-Based Composites. Polymers, 13(16), 2837. https://doi.org/10.3390/polym13162837