Functionalization of Woven Fabrics with PBT Yarns

 ,
,  , and
, and
Abstract
:
1. Introduction
1.1. The Influence of PBT Yarn Type on the Weaving Process
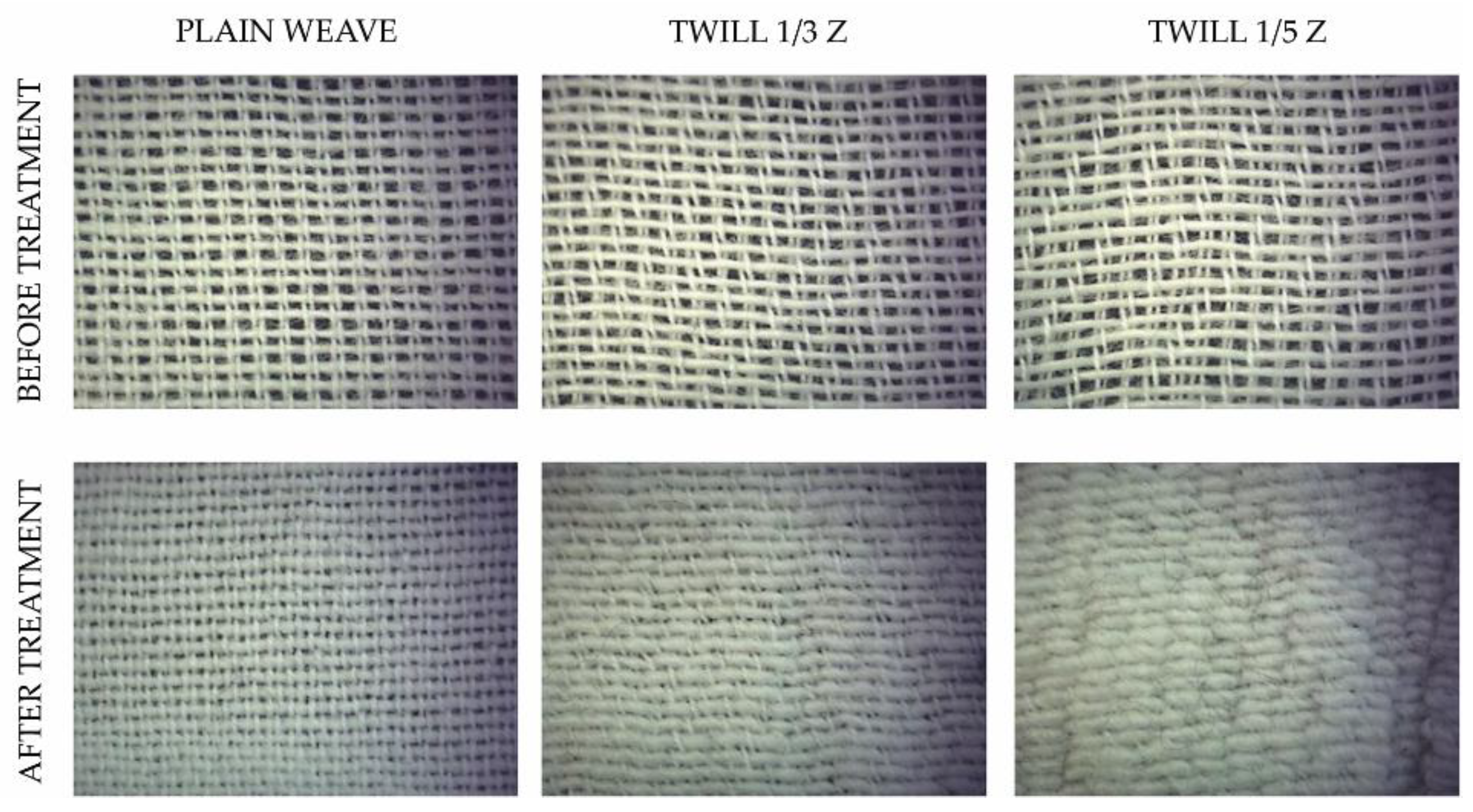
1.2. The Influence of Fabric Construction on the Degree of Shrinkage
1.3. The Influence of the Thermal Treatment Method on the Uniformity of Shrinkage
2. Materials and Methods
2.1. Overview of Experimental Work
- Influence of elastic yarn structure on the properties of fabrics;
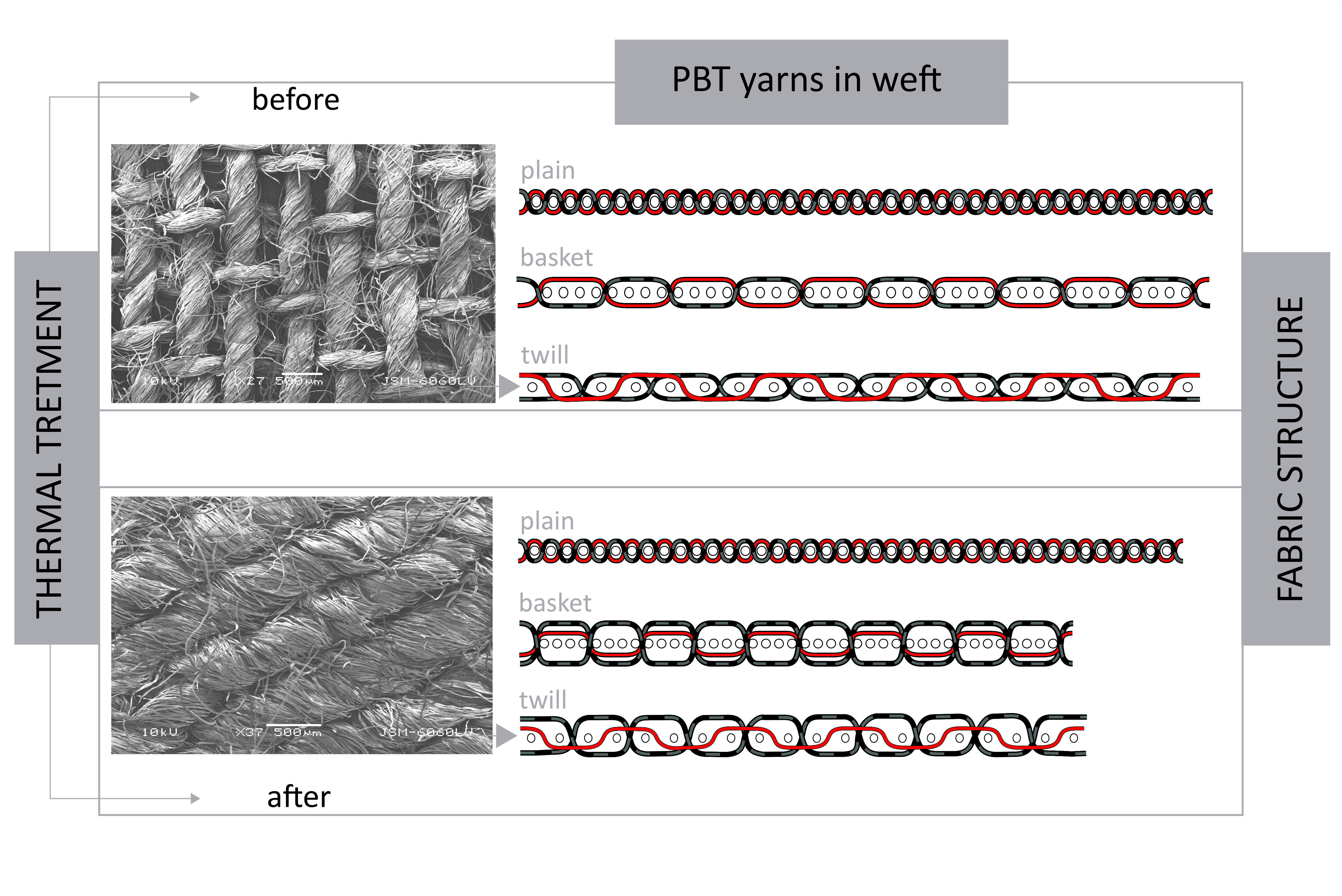
- Influence of fabric structure, with PBT weft, on the properties of fabrics;
- Comparison of properties of fabrics woven with thermally pretreated PBT yarns with the those of fabrics woven with untreated PBT yarns and thermal treatment after weaving.
2.1.1. Influence of the Elastic Yarn Structure on the Properties of Fabrics
2.1.2. Influence of Fabric Structure, with PBT Weft, on the Properties of Fabrics
2.1.3. Comparison of Properties of Fabrics Woven with Thermally Pretreated PBT Yarns with the Those of Fabrics Woven with Untreated PBT Yarns and Thermal Treatment after Weaving
3. Results and Discussion
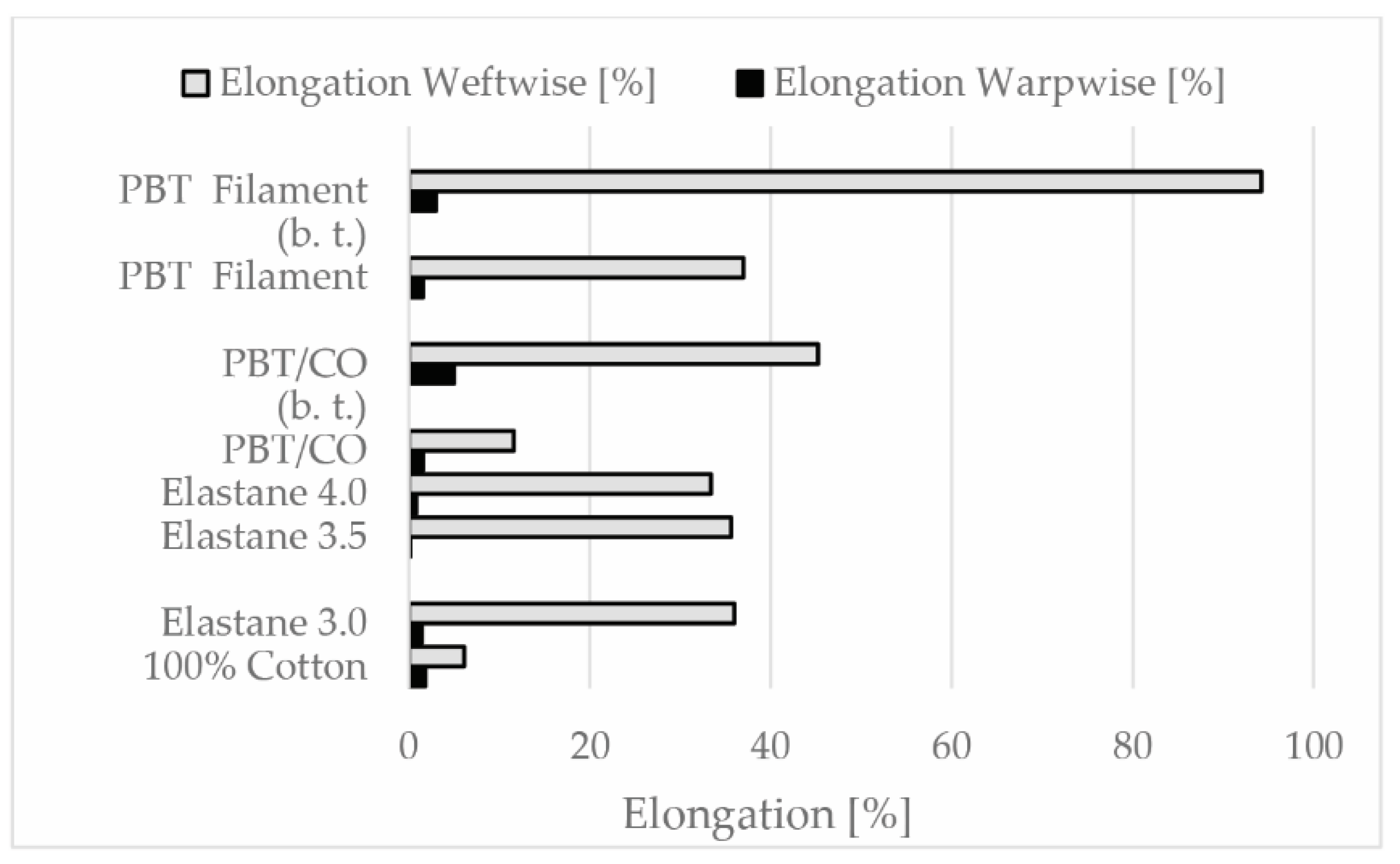
3.1. Influence of Elastic Yarn Structure on the Properties of Fabrics
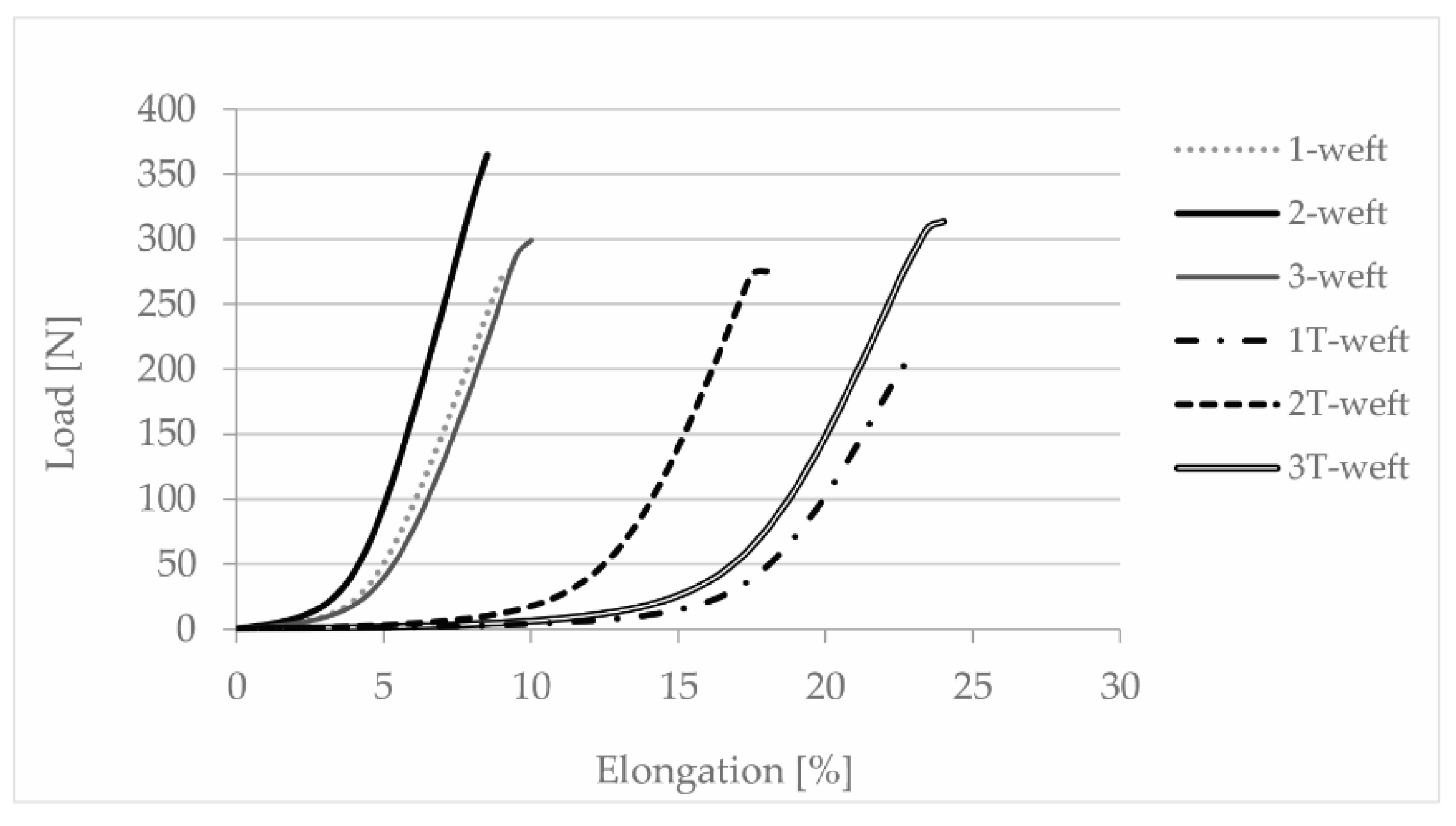
3.2. Influence of the Fabric Structure, with PBT Weftwise, on the Properties of Fabrics
3.3. Comparison of the Properties of Fabrics Woven with Thermally Pretreated PBT Yarns with the Properties of Fabrics Woven with Untreated PBT Yarns and Thermally Treated after Weaving
4. Conclusions
- Lower fabric consumption and easier sewing, as there is no need to sew elastic into the edges, resulting in lower sewing costs.
- Faster and easier drying of the product, especially at the edges where conventional fitted sheets have several layers of folded fabrics sewn together, including elastic strips/cords.
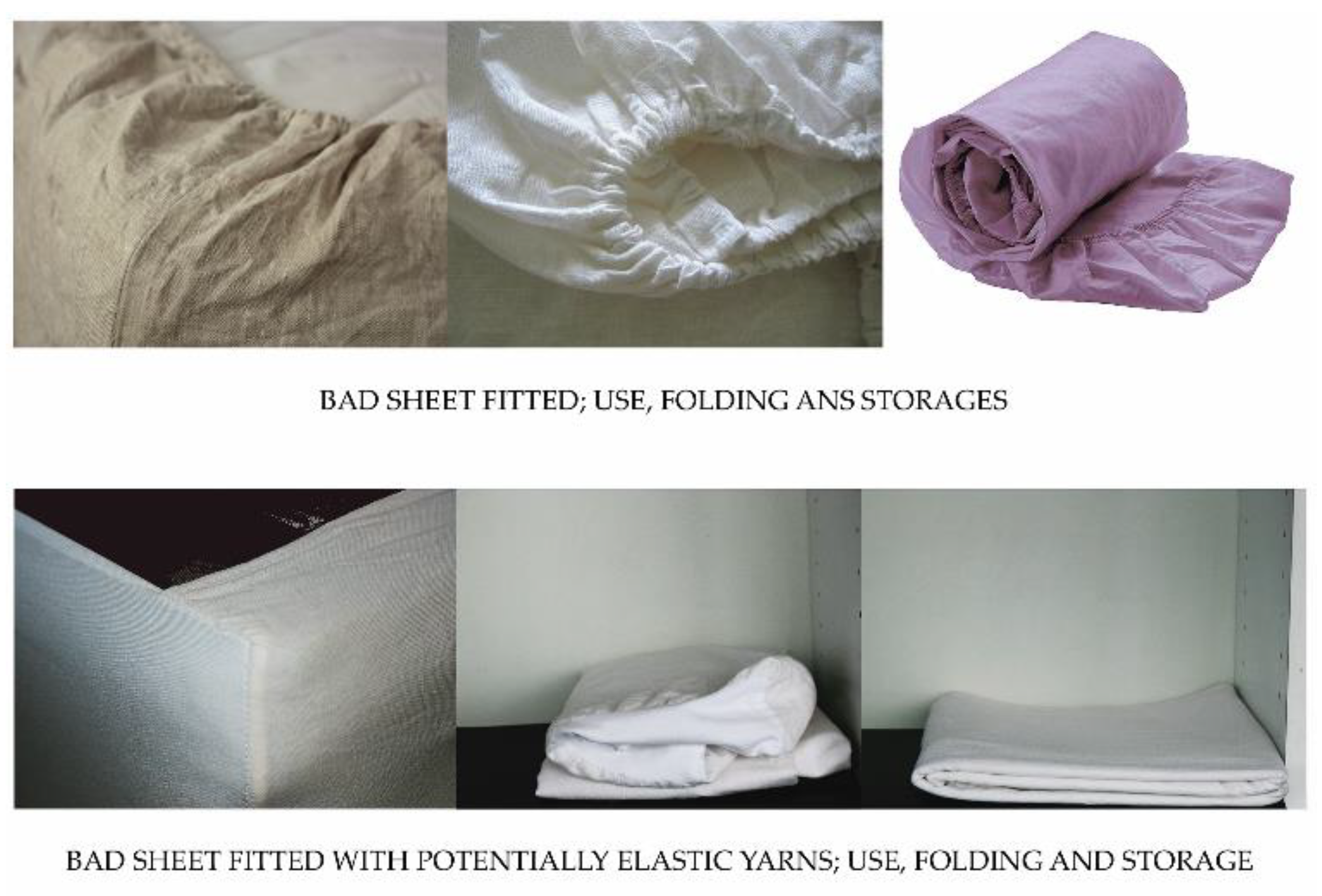
- Easier folding and storage (smaller volume) (Figure 12).
- Almost perfect fit to the bed dimensions (Figure 12).
- Another advantage is the easy ironability even on ironing machines in laundries. This is an important factor for customers such as hospitals, nursing homes, hotels and restaurants, etc., where the cost of maintaining the bed linen is of great importance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Weft Characteristics | On-Loom Settings |
|---|---|---|
| PBT/CO | PBT core yarn | Warp density = 12 ends/cm Weft density = 28 picks/cm Weave: twill 1/3 Z |
| Elastane 3.0 | Elastane core yarn with different tension | |
| Elastane 3.5 | ||
| Elastane 4.0 | ||
| PBT Filament | Weft sequence 1:1 (1 cotton weft: 1 PBT filament) | |
| 100% cotton | 100% cotton yarn |
| Designation | Direction of Measurement | Elongation (%) | Permanent Elongation (%) | Dimensional Stability (%) |
|---|---|---|---|---|
| 100% Cotton | Weftwise | 6.13 | 0.4 | −16.38 |
| Warpwise | 1.8 | 0.2 | −5.81 | |
| Elastane 3.0 | Weftwise | 36 | −3 | −34.86 |
| Warpwise | 1.4 | −0.6 | −6.86 | |
| Elastane 3.5 | Weftwise | 35.6 | −1.6 | −34.86 |
| Warpwise | 0.2 | −0.4 | −6.76 | |
| Elastane 4.0 | Weftwise | 33.4 | −1.8 | −35.81 |
| Warpwise | 0.8 | −0.8 | −7.43 | |
| PBT/CO (before treatment) | Weftwise | 11.6 | 1.2 | - |
| Warpwise | 1.6 | 0 | - | |
| PBT/CO | Weftwise | 45.2 | 11 | −30.95 |
| Warpwise | 5 | 2 | −8 | |
| PBT Filament (before treatment) | Weftwise | 37 | 0.6 | - |
| Warpwise | 1.6 | 0 | - | |
| PBT Filament | Weftwise | 94.2 | 9.6 | −35.9 |
| Warpwise | 3 | 0 | −6.57 |
| Designation | Weight (g/m2) | Thickness (mm) | Air Permeability (l/m2/s) | Thermal Conductivity (W/mK) | Thermal Absorptivity (Ws1/2/m2 K) |
|---|---|---|---|---|---|
| 100% Cotton | 267.2 | 1.326 | 303.8 | 0.0613 | 149.92 |
| PBT/CO | 337.8 | 1.446 | 99.2 | 0.0675 | 163.90 |
| PBT Filament | 225.7 | 1.061 | 118.4 | 0.0512 | 133.70 |
| Elastane 3.0 | 441.7 | 1.705 | 19.5 | 0.0742 | 191.92 |
| Elastane 3.5 | 460.3 | 1.797 | 19.2 | 0.0710 | 191.52 |
| Elastane 4.0 | 456.2 | 1.661 | 22.02 | 0.0736 | 199.14 |
| Designation | Mass Per Unit Area b.t. | Mass Per Unit Area a.t. | Thickness b.t | Thickness a.t. | Bulk Density b.t. | Bulk Density a.t. |
|---|---|---|---|---|---|---|
| (g/m2) | (g/m2) | (mm) | (mm) | (g/m3) | (g/m3) | |
| 100% cotton | 224.20 | 277.96 | 0.826 | 1.111 | 0.271 | 0.250 |
| Cotton/PBT core | 162.72 | 183.97 | 0.73 | 0.906 | 0.223 | 0.203 |
| PBT filament | 182.35 | 226.82 | 1.103 | 1.179 | 0.165 | 0.192 |
| Lycra 3 | 304.12 | 406.91 | 1.3 | 1.447 | 0.234 | 0.281 |
| Lycra 3.5 | 313.79 | 411.90 | 1.296 | 1.501 | 0.242 | 0.274 |
| Lycra 4 | 309.02 | 402.09 | 1.29 | 1.464 | 0.24 | 0.275 |
| Designation | UPF b.t. | UPF a.t. | T b.t. | T a.t. | R b.t. | R a.t. | A b.t. | A a.t. |
|---|---|---|---|---|---|---|---|---|
| (%) | (%) | (%) | (%) | (%) | (%) | |||
| 100% cotton | 33.00 | 59.66 | 4.59 | 3.18 | 36.44 | 34.83 | 58.97 | 61.99 |
| Cotton/PBT core | 10.84 | 17.72 | 11.65 | 8.00 | 35.96 | 35.94 | 52.39 | 56.06 |
| PBT filament | 18.46 | 49.90 | 9.78 | 4.91 | 34.03 | 36.14 | 56.19 | 58.95 |
| Lycra 3 | 126.00 | 429.82 | 1.51 | 0.58 | 35.65 | 38.37 | 62.84 | 61.05 |
| Lycra 3.5 | 157.85 | 384.30 | 1.23 | 0.64 | 35.18 | 34.77 | 63.59 | 64.59 |
| Lycra 4 | 150.54 | 448.36 | 1.59 | 0.55 | 34.36 | 32.70 | 64.35 | 66.75 |
Appendix B
| Type of PBT | Shrinkage (%) | |||||
|---|---|---|---|---|---|---|
| Warp Direction | Weft Direction | |||||
| 1 TWILL | 2 TWILL | 3 TWILL | 1 TWILL | 2 TWILL | 3 TWILL | |
| PBT | 3.8 | 3 | 4.8 | 12.7 | 14.4 | 26.8 |
| Co/PBT | 4.4 | 4 | 5.4 | 11.1 | 10 | 16.4 |
| CV/PBT (20 × 2 tex) | 4.5 | 2.7 | 3.8 | 16.5 | 13.2 | 26 |
| CV/PBT (10 × 2 tex) | 4 PLAIN | 5 BASKET | 6 BASKET | 4 PLAIN | 5 BASKET | 6 BASKET |
| In every 4th weft | 5.0 | 5.1 | 7.3 | 19.5 | 32.1 | 44.9 |
| In every 5th weft | 5.4 | 5.7 | 7.0 | 15.4 | 28.2 | 44.4 |
| Type of PBT | Warp Density (ends/cm) | |||||
| b.t. | a.t. | |||||
| 1 TWILL | 2 TWILL | 3 TWILL | 1 TWILL | 2 TWILL | 3 TWILL | |
| PBT | 21.5 | 20.7 | 21.6 | 23.6 | 23.1 | 26.6 |
| Co/PBT | 21.3 | 21.3 | 21.1 | 23.8 | 23.7 | 25.8 |
| CV/PBT (20 × 2 tex) | 21.4 | 21.3 | 21.3 | 25.1 | 21.7 | 26.8 |
| CV/PBT (10 × 2 tex) | 4 PLAIN | 5 BASKET | 6 BASKET | 4 PLAIN | 5 BASKET | 6 BASKET |
| Every 4th weft | 21.08 | 21.24 | 21.56 | 24.0 | 29.4 | 37.76 |
| Every 5th weft | 20.88 | 20.84 | 21.6 | 24.14 | 28.84 | 37.76 |
| Weft Density (pics/cm) | ||||||
| b.t. | a.t. | |||||
| 1 TWILL | 2 TWILL | 3 TWILL | 1 TWILL | 2 TWILL | 3 TWILL | |
| PBT | 23.8 | 28.4 | 28 | 25.2 | 29.4 | 30.2 |
| Co/PBT | 29 | 29.8 | 28.9 | 30.7 | 30.2 | 30.5 |
| CV/PBT (20 × 2 tex) | 28.8 | 29.4 | 29.0 | 31.5 | 30.3 | 31.0 |
| CV/PBT (10 × 2 tex) | 4 PLAIN | 5 BASKET | 6 BASKET | 4 PLAIN | 5 BASKET | 6 BASKET |
| Every 4th weft | 22.04 | 21.92 | 21.72 | 22.6 | 22.9 | 24.0 |
| Every 5th weft | 22.16 | 21.68 | 21.44 | 23.04 | 22.72 | 23.5 |
| Thickness (mm) | ||||||
| b.t. | a.t. | |||||
| 1 TWILL | 2 TWILL | 3 TWILL | 1 TWILL | 2 TWILL | 3 TWILL | |
| PBT | 0.29 | 0.34 | 0.36 | 0.48 | 0.57 | 0.85 |
| Co/PBT | 0.30 | 0.36 | 0.39 | 0.48 | 0.52 | 0.72 |
| CV/PBT (20 × 2 tex) | 0.33 | 0.43 | 0.39 | 0.54 | 0.58 | 0.90 |
| CV/PBT (10 × 2 tex) | 4 PLAIN | 5 BASKET | 6 BASKET | 4 PLAIN | 5 BASKET | 6 BASKET |
| Every 4th weft | 0.18 | 0.21 | 0.27 | 0.33 | 0.64 | 1.10 |
| Every 5th weft | 0.17 | 0.20 | 0.25 | 0.30 | 0.63 | 1.12 |
| Mass Per Unit Area (g/m2) | ||||||
| b.t. | a.t. | |||||
| 1 TWILL | 2 TWILL | 3 TWILL | 1 TWILL | 2 TWILL | 3 TWILL | |
| PBT | 76.43 | 75.29 | 75.08 | 87.16 | 90.58 | 104.26 |
| Co/PBT | 85.13 | 88.99 | 85.56 | 102.5 | 102.74 | 107.42 |
| CV/PBT (20 × 2 tex) | 95.76 | 96.11 | 94.67 | 115.91 | 112.89 | 134.13 |
| CV/PBT (10 × 2 tex) | 4 PLAIN | 5 BASKET | 6 BASKET | 4 PLAIN | 5 BASKET | 6 BASKET |
| Every 4th weft | 81.1 | 78.6 | 82.4 | 102.1 | 118.3 | 167.1 |
| Every 5th weft | 78.5 | 75.8 | 82.5 | 93.5 | 112.0 | 150.4 |
Appendix C
| Sample Designation | Yarn Characteristics in Weft | Three Different Weaves with Different Floating | Treatment | On-Loom Settings |
|---|---|---|---|---|
| Co/PBT—UN1 | Co/PBT core spun yarn 40 tex with PBT core yarn 83 dtex | plain | Fabrics treated in boiling water | Warp—8 × 2 tex Warp density—22 ends/cm Weft density—15 ends/cm |
| Co/PBT—UN2 | Twill 1/3 Z | |||
| Co/PBT—UN3 | Twill 1/5 Z | |||
| Co/PBT—TR1 | Co/PBT core spun yarn 40 tex with PBT core yarn 83 dtex | plain | Co/PBT yarn treated in boiling water before weaving | |
| Co/PBT—TR2 | Twill 1/3 Z | |||
| Co/PBT—TR3 | Twill 1/5 Z |
| Sample Designation | Thickness (mm) | Mass Per Unit Area (g/m2) | Warp/Weft Density (Yarns/10 cm) | Dimensional Changes (Shrinkage) of Fabrics after Treatment (%) | ||||
|---|---|---|---|---|---|---|---|---|
| b.t. | a.t. | b.t. | a.t. | b.t. | a.t. | Warpwise | Weftwise | |
| Co/PBT—UN1 | 0.35 | 0.61 | 110.75 | 124.14 | 208/154 | 248/170 | −12.8 | −18.6 |
| Co/PBT—UN2 | 0.47 | 0.93 | 117.75 | 151.46 | 210/152 | 290/166 | −11.1 | −34.15 |
| Co/PBT—UN3 | 0.46 | 1.24 | 118.00 | 196.2 | 210/152 | 369/164 | −10.8 | −46.45 |
| Co/PBT—TR1 | 0.39 | / | 137.1 | / | 212/148 | / | / | / |
| Co/PBT—TR2 | 0.53 | / | 145.5 | / | 220/150 | / | / | / |
| Co/PBT—TR3 | 0.58 | / | 145.4 | / | 220/150 | / | / | / |
References
- Rahman, M.A. Effect of Spandex Ratio on the Properties of Woven Fabrics Made of Cotton/Spandex Spun Yarns. J. Am. Sci. 2011, 12, 63–67. [Google Scholar]
- Varghese, N.; Thilagavathi, G. Development of woven stretch fabrics and analysis on handle, stretch, and pressure comfort. J. Text. Inst. 2014, 106, 242–252. [Google Scholar] [CrossRef]
- Mittmann, J.; Ott, R. Effect of the fabric construction on the elastic properties of woven fabrics containing elastane yarns. Melliand Int. 1999, 2, 140–144. [Google Scholar]
- Luo, J.; Wang, F.-M.; Li, D.; Xu, B. Elasticity of woven fabrics made of polytri-methylene terephthalate/polyethylene terephthalate bicomponent filaments. Text. Res. J. 2011, 81, 865–870. [Google Scholar]
- Dimitrovski, K. Structural functionalisation of woven fabrics. In Proceedings of the ISF2014, Tokyo, Japan, 28 September–1 October 2014. [Google Scholar]
- Štrukelj, D.; Dimitrovski, K. Study of cotton woven fabrics with added polybutylene terephthalate yarns. Tekstil 2012, 61, 18–24. [Google Scholar]
- Rijavec, T.; Bukošek, V. Novel Fibres for the 21st Century. Tekstilec 2009, 47, 13–25. [Google Scholar]
- Kawaguchi, A.; Murakami, S.; Fujiwara, M.; Nishikawa, Y. Dynamical observation of structural transition of polymers using an X-ray diffraction system with imaging plates. II. Crystalline transition of poly(butylene terephthalate). J. Polym. Sci 2000, 38, 838–845. [Google Scholar] [CrossRef]
- Yokouchi, M.; Sakakibara, Y.; Chatani, Y.; Tadokoro, H.; Tanaka, T.; Yoda, K. Structures of Two Crystalline Forms of Poly(butylene terephthalate) and Reversible Transition between Them by Mechanical Deformation. Macromolecules 1976, 9, 266–273. [Google Scholar] [CrossRef]
- Verdu, P.; Rego, J.M.; Nieto, J.; Blanes, M. Comfort Analysis of Woven Cotton/Polyester Fabrics Modified with a New Elastic Fiber, Part 1 Preliminary Analysis of Comfort and Mechanical Properties. Text. Res. J. 2009, 79, 14–23. [Google Scholar] [CrossRef]
- Shi, X.Q.; Ito, H.; Kikutani, T. Structure development and properties of high-speed melt spun poly (butylene terephthalate)/poly(butylene adipate-co-terephtalate) bicomponent fibres. Polymer 2006, 47, 611–616. [Google Scholar] [CrossRef]
- Chen, Q.; Ma, P.; Mao, H.; Miao, X.; Jiang, G. The effect of knitting parameter and finishing on elastic property of PET/PBT warp knitted fabric. Autex Res. J. 2017, 17, 350–360. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.; Hu, H.; Shey, J.; Rong, H. The use of polytrimethylene terephtalate/polyester bi-component filament fort he development of seamless garment. Text. Res. J. 2013, 83, 1283–1296. [Google Scholar] [CrossRef]
- Bizjak, M.; Kadoğlu, H.; Kostajnšek, K.; Çelik, P.; Başal Bayraktar, B.; Duran, D.; Bedez Üte, T.; Ertekin, M.; Dimitrovski, K. Properties of elastic fabrics with treated and untreated Co/PBT yarns in weft direction. In Proceedings of the V: AUTEX 2017 World Textile Conference, Corfu, Greece, 29 May–3 June 2017; pp. 29–31. [Google Scholar]
- Dimitrovski, K.; Kadoğlu, H.; Kostajnšek, K.; Çelik, P.; Başal Bayraktar, G.; Duran, D.; Bedez Üte, T.; Ertekin, M.; Bizjak, M. From research to implemented product, XIVth International Izmir Textile and Apparel Symposium, Izmir, 2017. In Proceedings of the 14th IITAS 2017, Izmir, Turkey, 26–28 October 2017; pp. 82–89. [Google Scholar]
- Kadoğlu, H.; Dimitrovski, K.; Marmali, A.; Çelik, P.; Başal Bayraktar, G.; Bedez, Ü.T.; Ertekin, G.; Demšar, A.; Kostajnšek, K. Investigation of the Characteristics of Elasticised Woven Fabric by Using PBT Filament Yarns. Autex Res. J. 2016, 16, 109–117. [Google Scholar] [CrossRef] [Green Version]
- Dimitrovski, K.; Kostajnšek, K.; Gündüz, A.; Tanyely, M.; Akleylek, A. Properties of cotton-like woven fabrics containing different types pf PBT yarns in the weft. In Proceedings of the 6th ITC&DC, Zagreb, Croatia, 7–10 October 2012; pp. 153–158. [Google Scholar]
- Hümeyra, S.; Aydoğdu, Ç.; Yilmaz, D. Effect of yarn fineness and core/sheath fibre types on the physical properties of dual-core yarns and fabrics. Cellul. Chem. Technol. 2020, 54, 1–14. [Google Scholar]
- Mohd Ishak, Z.A.; Leong, Y.W.; Steeg, M.; Karger-Kocsis, J. Mechanical properties of woven glass fabric reinforced in situ polymerized poly (butylene terephthalate) composites. Compos. Sci. Technol. 2007, 67, 390–398. [Google Scholar] [CrossRef]
- Baets, J.; Godara, A.; Devaux, J.; Verpoest, I. Toughening of polymerized cyclic butylene terephthalate with carbon nanotubes for use in composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1756–1761. [Google Scholar] [CrossRef]
- Metanawin, T.; Jamjumrus, A.; Metanawin, S. Morphology, Mechanical and Thermal Properties of PBT-TiO2 Polymer Nanocomposite, MATEC Web of Conference. In Proceedings of the 4th International Conference on Material Science and Engineering Technology (ICMSET 2015), Singapore, 26–28 October 2015; p. 5. [Google Scholar]
- Hu, C.C.; Chang, S.S.; Liang, N.Y. Preparation and characterization of carbon black/polybutylene terephthalate/polyethylene terephthalate antistatic fiber with sheath–core structure. J. Text. Inst. 2016, 107, 976–984. [Google Scholar] [CrossRef]
- Gérard, E.; Bessy, E.; Salvagnini, C.; Rerat, V.; Momtaz, M.; Hénard, G.; Marmey, P.; Verpoort, T.; Marchand-Brynaert, J. Surface modifications of polypropylene membranes used for blood filtration. Polymer 2011, 52, 1223–1233. [Google Scholar] [CrossRef]
- Cao, Y.; Liu, J.; Zhong, R.; Yu, Q.; Wang, H. Surface modification of PBT nonwoven fabrics used for blood filtration and their blood compatibility study. Artif. Cell Blood Sub. 2012, 40, 317–325. [Google Scholar] [CrossRef]
- Cao, Y.; Wang, H.; Yang, C.; Zhong, R.; Lei, Y.; Sun, K.; Liu, J. In vitro studies of PBT Nonwoven Fabrics adsorbent for the removal of low density lipoprotein from hyperlipemia plasma. Appl. Surf. Sci 2011, 257, 7521–7528. [Google Scholar] [CrossRef]
- Miot, S.; Scandiucci de Freitas, P.; Wirz, D.; Daniels, A.U.; Sims, T.J.; Hollander, A.P.; Mainil-Varlet, P.; Heberer, M.; Martin, I. Cartilage Tissue Engineering by Expanded Goat Articular Chondrocytes. J. Orthop. 2006, 24, 1078–1085. [Google Scholar] [CrossRef] [PubMed]
- Çelik, P.; Bedez, Ü.T.; Kadoğlu, H.; Marmaralı, A.; Ertekin, G.; Kostajnšek, K.; Demšar, A.; Dimitrovski, K. Comparative study of UV properties of cotton woven fabrics containing lycra and PBT. In Proceedings of the 7th ITC&DC, Zagreb, Croatia, 5–8 October 2014; pp. 131–136. [Google Scholar]
- Arahne. Available online: https://www.arahne.si/sl/ (accessed on 18 April 2020).
- Urbas, R.; Kostajnšek, K.; Dimitrovski, K. Impact of structure and yarn colour on UV properties and air permeability of multilayer cotton woven fabrics. Text. Res. J. 2011, 81, 1916–1925. [Google Scholar] [CrossRef]
- Stanković, S.B.; Popović, D.; Poparić, G.B.; Bizjak, M. Ultraviolet protection factor of gray-state plain cotton knitted fabrics. Text Res. J. 2009, 79, 1034–1042. [Google Scholar]












| Designation | PBT Weft Characteristics | Weave | On-Loom Settings |
|---|---|---|---|
| 1 TWILL | PBT Filament 7.8 tex | Twill 1/1/2/2, Twill 2/2, Twill 3/3 | Warp, weft: 100% Co, 8 × 2 tex Warp density = 20 ends/cm Weft density = 25 picks/cm PBT in every 5th weft |
| 2 TWILL | Cotton/PBT core yarn (30 tex) with PBT core 7.8 tex | ||
| 3 TWILL | CV/PBT core yarn (20 × 2 tex), with PBT core 5.6 tex | ||
| 4 PLAIN | CV/PBT core yarn (10 × 2 tex), with PBT core 5.6 tex | Plain Basket 4/4 Basket 8/8 | Warp, weft: 100% Co, 8 × 2 tex Warp density = 20 ends/cm Weft density = 20 picks/cm CV/PBT in every 4th and every 5th weft |
| 5 BASKET | |||
| 6 BASKET |
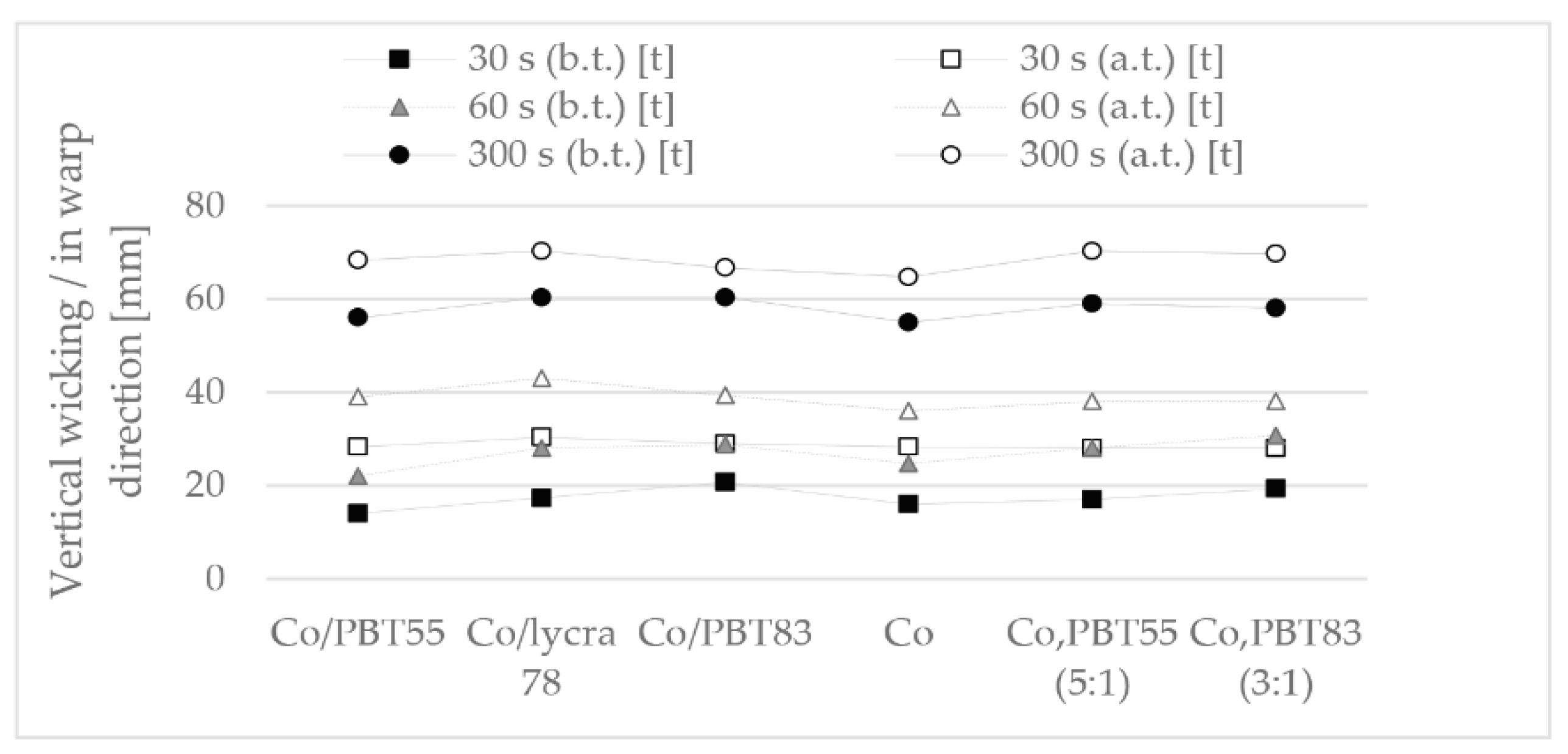
| Sample Designation | Base Warp | Pile Warp | Weft | Warp and Weft Sequence |
|---|---|---|---|---|
| Co/PBT55 | OE cotton, 74 tex | OE cotton, 37 tex | Co/PBT core yarn (39 tex) with 5.5 tex PBT core | Warp sequence: 2 base: 2 pile Weft sequence: 1 Co/PBT |
| Co/lycra8 | OE cotton, 74 tex | Co/lycra core yarn (39 tex) with 7.8 tex lycra core | Warp sequence: 2 base: 2 pile Weft sequence: 1 Co/PBT | |
| Co/PBT 83 | OE cotton, 74 tex | Co/PBT core yarn (39 tex) with 8.3 tex PBT core | Warp sequence: 2 base: 2 pile Weft sequence: 1 Co/PBT | |
| Co | OE cotton, 74 tex | OE cotton (39 tex) (reference sample) | Warp sequence: 2 base: 2 pile Weft sequence: 1 Co/PBT | |
| Co,PBT55 (5:1) | Ring spun cotton, 60 tex | OE cotton (39 tex), PBT multifilament (5.5 tex) | Warp sequence: 2 base: 2 pile Weft sequence: 5 Co:1 PBT | |
| Co,PBT83 (3:1) | Ring spun cotton, 60 tex | OE cotton (39 tex), PBT multifilament (8.3 tex) | Warp sequence: 2 base: 2 pile Weft sequence: 3 Co: 1 PBT |
| Sample | Mass (g/m2) | Crimp (%) | Dimensional Stability (%) | Breaking Force (N) | Elongation (%) | Bursting Strength (daN/cm2) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ground Warp | Pile Warp | Weft | Warp | Weft | Warp | Weft | Warp | Weft | ||||
| Co/ PBT55 | b.t. | 468.1 | 7.2 | 413.2 | 22.6 | / | / | 398.1 | 408.6 | 14.4 | 38.0 | 2.08 |
| a.t. | 522.0 | 12.0 | 463.0 | 22.6 | −2.8 | −0.6 | 419.3 | 458.2 | 19.1 | 40.8 | 2.67 | |
| Co/ lycra 78 | b.t. | 709.3 | 16.4 | 457.6 | 67.8 | / | / | 663.8 | 311.7 | 23.5 | 90.2 | 2.70 |
| a.t. | 764.1 | 16.2 | 462.4 | 70.4 | −3.2 | −0.9 | 637.6 | 332.7 | 26.7 | 110.0 | 3.04 | |
| Co/PBT83 | b.t. | 509.3 | 9.4 | 460.4 | 20.6 | / | / | 448.8 | 443.8 | 17.2 | 38.7 | 2.48 |
| a.t. | 520.7 | 12.2 | 462.2 | 21.8 | −1.2 | −1.8 | 457.5 | 397.0 | 18.7 | 40.8 | 2.69 | |
| Co | b.t. | 501.3 | 10.0 | 517.6 | 17.0 | / | / | 375.7 | 422.3 | 14.1 | 24.5 | 2.22 |
| a.t. | 524.1 | 11.6 | 553.4 | 15.0 | −3.4 | 1.4 | 415.1 | 471.5 | 19.8 | 23.7 | 2.70 | |
| Co,PBT55 (5:1) | b.t. | 486.6 | 8.4 | 491.6 | 16.0 | / | / | 382.9 | 355.1 | 14.5 | 26.7 | 2.14 |
| a.t. | 515.8 | 12.0 | 522.6 | 18.0 | −3.6 | 0.6 | 393.6 | 406.4 | 19.4 | 27.2 | 2.61 | |
| Co,PBT83 (3:1) | b.t. | 372.5 | 8.6 | 284.0 | 18.8 | / | / | 446.1 | 302.3 | 16.3 | 29.01 | 2.75 |
| a.t. | 390.2 | 12.0 | 296.2 | 18.8 | −2.6 | −0.2 | 463.0 | 313.4 | 19.4 | 29.5 | 2.72 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kostajnšek, K.; Dimitrovski, K.; Kadoğlu, H.; Çelik, P.; Başal Bayraktar, G.; Bedez Üte, T.; Duran, D.; Ertekin, M.; Demšar, A.; Bizjak, M. Functionalization of Woven Fabrics with PBT Yarns. Polymers 2021, 13, 260. https://doi.org/10.3390/polym13020260
Kostajnšek K, Dimitrovski K, Kadoğlu H, Çelik P, Başal Bayraktar G, Bedez Üte T, Duran D, Ertekin M, Demšar A, Bizjak M. Functionalization of Woven Fabrics with PBT Yarns. Polymers. 2021; 13(2):260. https://doi.org/10.3390/polym13020260
Chicago/Turabian StyleKostajnšek, Klara, Krste Dimitrovski, Hüseyin Kadoğlu, Pinar Çelik, Güldemet Başal Bayraktar, Tuba Bedez Üte, Deniz Duran, Mustafa Ertekin, Andrej Demšar, and Matejka Bizjak. 2021. "Functionalization of Woven Fabrics with PBT Yarns" Polymers 13, no. 2: 260. https://doi.org/10.3390/polym13020260
APA StyleKostajnšek, K., Dimitrovski, K., Kadoğlu, H., Çelik, P., Başal Bayraktar, G., Bedez Üte, T., Duran, D., Ertekin, M., Demšar, A., & Bizjak, M. (2021). Functionalization of Woven Fabrics with PBT Yarns. Polymers, 13(2), 260. https://doi.org/10.3390/polym13020260