1. Introduction
Carbon, the sixth element in the periodic table, is a nonmetallic chemical element that is tetravalent, which means it has four valence electrons that it can form four covalent bonds with. This valency of carbon gives rise to its excellent catenation ability, where it is able to form chemical bonds with other carbon atoms or elements which give rise to molecules that are essential to organic chemistry and life itself. Since atomic carbon is not very stable, carbon atoms will arrange themselves into different structural forms in an attempt to stabilize themselves, which are known as allotropes. The more well-known allotropes of carbon are diamond and graphite, although other allotropes of carbon have been discovered in recent decades such as fullerenes and graphene [
1]. Different forms of carbon have also been synthesized by humans, such as synthetic diamond, carbon black, graphitic fibers, carbon nanotubes (CNTs), glassy carbon, and coke, which have many industrial applications [
2]. These different forms and structures can arise due to the special hybridization properties of carbon. Carbon is able to form sp, sp
2 and sp
3 hybrid orbitals. The sp hybridization will form a linear structure in carbon, while sp
2 hybridization gives rise to planar structure and sp
3 hybridization results in a tetrahedral geometry.
Additionally, many of these carbon nanoparticles possess unique and useful attributes, for instance, graphene has excellent mechanical, electrical and thermal properties due to the long-range π conjugation between its carbon atoms [
3]. These properties make carbon nanomaterials desired for a wide array of technological applications. This is seen in recent nanocomposites research, where many studies have been dedicated towards the use of carbon nanoparticles as nanofillers and the effect these nanofillers have on polymer composites. Regrettably, the use of these carbon based nanofillers in nanocomposites is limited by their expensive production cost. For example, currently in 2021, the price of producing graphene costs approximately USD 100/g [
4]. However, the good news is that technology can aid in reducing the price of carbon nanomaterials, such as new breakthroughs in the synthesis process. This can be seen in the reduction of the price from 2010, where graphene the size of a stamp would cost tens of thousands of dollars to make. It is believed with the rise of newer technologies the price would further decline.
In this review paper, the development of polymer/carbon nanoparticles composite research will be discussed, which includes studies on the different types of carbon nanoparticles, the functionalization of carbon nanomaterials and the effect on its mechanical and electrical properties, the different preparation methods of polymer nanocomposites and the use of polymer nanocomposites in various industries.
Polymers are materials that consist of very large molecules that are built up by the repetitive bonding together of monomers. Polymers play a big part in the engineering industry due to its many benefits such as cheapness, ease of processing, and possible recyclability compared to other substances [
5]. Certain polymers, however, possess unsatisfactory properties such as low tensile strength and low electrical conductivity. The research into polymer nanocomposites could improve these unsatisfactory attributes as it is able to produce high performance materials able to be applied in harsh environments out of these feeble polymers. Polymer nanocomposites are described as polymers that have nanoparticles or nanofillers incorporated in its matrix [
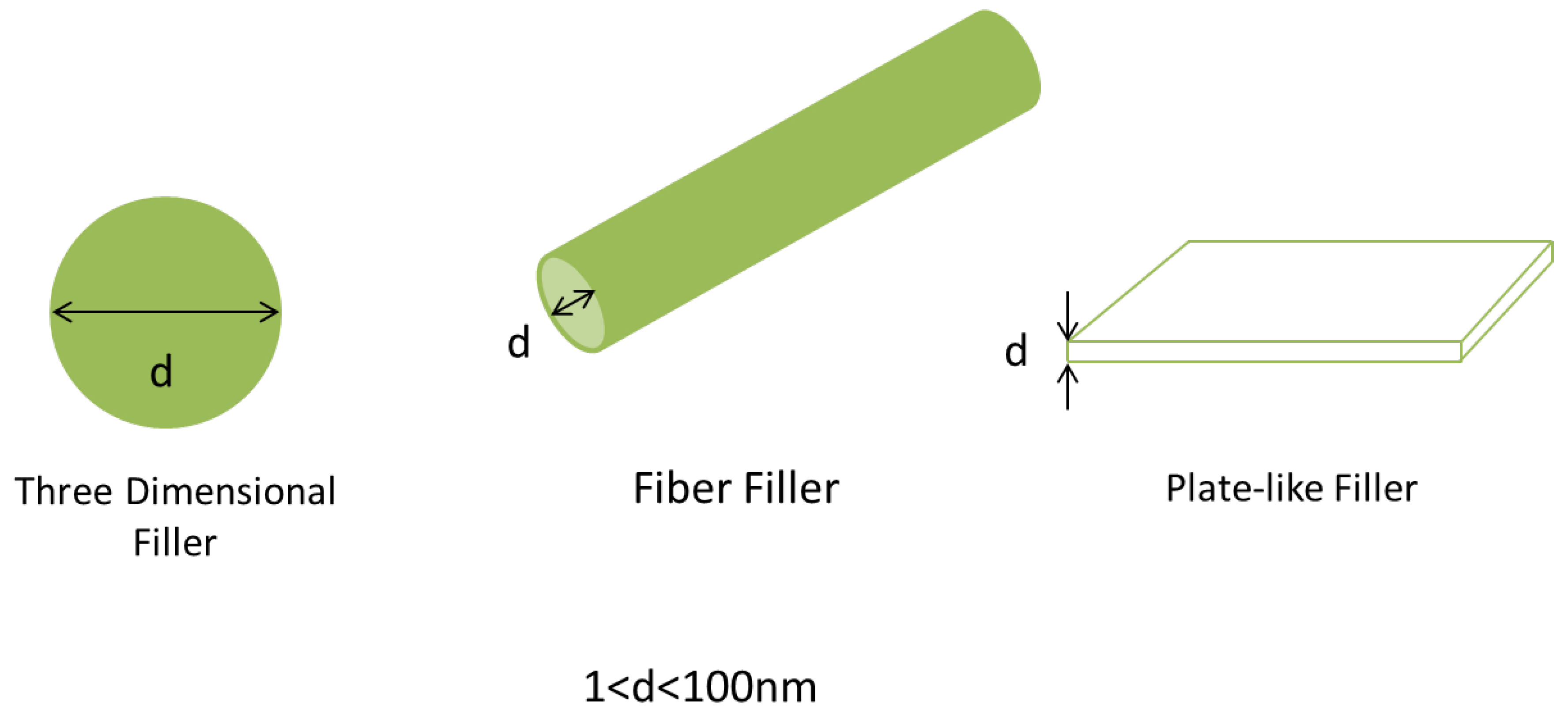
6]. The nanofillers can be one dimensional (carbon fibers), two dimensional (graphite nanosheets) or three dimensional (spherical particles), but for this review paper carbon-based nanofillers will be focused on fullerenes, CNTs, graphene, and graphene oxide (GO).
Research into polymer nanocomposites is important as only a small amount of nano-inorganic fillers are required to be mixed with the polymer before considerable improvement can be seen in the mechanical, electrical and thermal properties of the resulted composite. Typical filler amount of less than 5 wt% brings about effective improvement of the nanocomposite properties due to the large surface area to volume ratio of fillers [
7]. This opens up new possibilities for polymers that have undesirable qualities to be reinvented as high performance nanocomposites.
Functionalization of carbon nanoparticles will be examined here as it is an effective way to disperse it in the polymer matrix and to enhance interface interaction with the polymer itself. Other lesser known forms of functionalization are also discussed in this review. For example, the effect of supercritical water treatment on carbon nanofillers is also a subject of growing interest in nanocomposites research due to its effect in preparing polymer composites. For example, the dispersion of the carbon nanosheets in polystyrene (PS) matrix is enhanced due to the ability of the supercritical water to activate various functional groups on the surface of the nanosheet [
8]. It is also worth noting that supercritical water possesses many special properties such as owning excellent oxidation, solubility and diffusion abilities along with increased collision rates. However, there are only a few papers devoted to the investigation of the supercritical water treatment on carbon nanoparticles. This is because supercritical water has generally been used for decomposing toxic organic waste materials [
9], while being neglected in its use in the polymer field. Other supercritical solvents that can also be used in functionalization or exfoliation of carbon nanomaterials include supercritical carbon dioxide and supercritical ethanol.
In summary, this review article will discuss the types of carbon nanoparticles, the various synthesis methods of the carbon nanomaterials, the types of functionalization for the nanoparticles, the effect on the properties after functionalization, the polymer nanocomposites with carbon nanoparticles as nanofillers that can be created and their use in the industry, along with the production methods for these polymer nanocomposites.
Research Methodology
This is a review paper, and as such there are no experiments or research methodology used in order to obtain the results and facts required. However, it is still important to provide the methods we used so that it may provide a better understanding of the literature we selected. Since this is a review article, the main point of reference that is selected are other review papers under the same area of research, such as polymer nanocomposites, carbon nanoparticles, types of functionalization, and their effect in carbon-based nanofillers. One such example is “A review on carbon nanotube” by Rathinavel et al. [
10], which provided an extensive look on the synthesis, functionalization and applications of CNTs.
Besides review articles, research articles mentioned in the review paper were also looked into, in order to both confirm the review paper’s validity and also obtain new information. Furthermore, websites such as ScienceDirect and ResearchGate offer access to many peer-reviewed research papers, which helps us to study new findings or get new insight that may have been overlooked. As such, we believe that our research methodology and findings are adequate.
2. Types of Carbon Nanoparticles
2.1. Carbon Nanosheets
Carbon or graphite nanosheets are carbon nanoparticles that are composed of a few to many layers of self-aligned graphene sheet [
11]. The interlayer distance maintained due to the van der Waal forces between the carbon nanosheets is around 0.34 nm [
12]. This two-dimensional nanosheet has a thickness and lateral dimension ranging from less than 100 nm; it also has an exceptionally high surface-to-volume ratio. They are a mechanically robust, free standing two-dimensional (2D) polymeric material made out of layers of hexagon-shaped lattice of sp
2 hybridized carbon atoms [
13]. The many layers of the carbon nanosheets are produced when the aromatic graphene monolayers cross-linked with each other with electrons. Due to these special characteristics, carbon nanosheets possess many interesting properties. For instance, the nanosheets show high thermal and electrical conductivity, high tensile strength and superior barrier properties [
14]. Some example of the application of carbon nanosheets include being used as biosensors, energy storage devices, catalyst supports, and supercapacitors.
Furthermore, the surface of these nanosheets can be easily altered by increasing different functional groups on it, which makes the nanosheets good candidates for the production of new or unique polymer nanocomposites [
15]. Incorporation of functional groups on the surface of the carbon nanosheets can also help enhance its characteristics such as increasing electrical conductivity, tensile strength and capacity.
Although recent efforts have been made to scale-up the production of graphene or modified graphene, only carbon nanosheets, which consist of stacked graphene layers bounded to each other by van der Waals forces, can currently be produced at the scales needed for use in composite materials and structural applications. However, it is still not possible to produce carbon nanosheets with specific size, shape or thickness. It is important to understand the different synthesis methods because the characteristics of the carbon nanosheets such as degree of graphitization, morphology or pore structures are influenced by the various synthesis methods. The precursors or starting materials can differ from graphite materials, polymers, resins, or tiny to large organic compounds.
2.2. Graphene
Graphene is a two-dimensional (2D) allotrope of carbon that is made out of a single layer of sp
2-hybridized carbon atoms that is arranged in a hexagonal lattice. Graphene is also considered as a basic component of other graphite related materials such as CNTs, graphite oxide, and fullerene [
16]. As a 2D nanostructure, graphene possesses a wide, open, flat layer with a high surface area, high Young’s Modulus and exceptionally high electrical conductivity. To expand on its properties: according to the research by Lee et al. [
17], graphene is the strongest thing put to test, with its intrinsic tensile strength and Young’s Modulus being shown to be 130 GPa and 1.0 TPa, respectively, after being tested with an atomic force microscope (AFM). Balandin et al. [
18] also report of an exceedingly high thermal conductivity of 5300 Wm
−1 K
−1, as compared to that of pyrolytic graphite (2000 Wm
−1 K
−1) or diamond (1000 Wm
−1 K
−1) at ambient conditions. As a result of these unique properties, more and more research interest can be seen in using graphene. It is also widely used as a nanofiller for producing nanocomposites as it can be easily dispersed in most polymer matrices.
To summarize its history: the existence of graphene was theorized for decades, although scientists at that time were unsure how to produce it. However, in 1962, Boehm and his colleagues managed to separate thin carbon foils from graphite oxide through heating and chemical reduction [
19]. Before 2004, most scientists believed that monolayer graphene was too thermodynamically unstable to exist in the free state [
20]. It was later in 2004 when Andre Geim and Konstantin Novoselov successfully isolated a single layer of graphene via mechanical exfoliation of graphite by using scotch tape [
21].
It is a well-known fact that the unique properties of graphene are derived from its single layer. However, there are also disadvantages of graphene. For example, graphene sheets with high surface area have a tendency to aggregate with one another or even reform graphite through π-π stacking and van der Waals interactions [
22]. The aggregation of graphene is seen as undesirable as their unique characteristics stem from the presence of individual sheets. Additionally, it will also hamper the ability of the graphene to be dispersed homogenously within the polymer matrix when it is used as a nanofiller, which will negatively affect the electrical and mechanical properties of the resultant polymer composite [
23]. This ties in with one of the subjects of this review paper as aggregation can be decreased by incorporating various functional groups (functionalization) onto the graphene sheets. The addition of functional groups such as hydroxyl and carboxylic acid groups on the surface of graphene helps prevents the graphene sheets from aggregating due to their large size and the strong dipole–dipole intermolecular forces [
24]. The incorporation of functional groups also helps to evenly disperse the graphene sheets in hydrophobic or hydrophobic solvent and in the polymer matrix. There are also other reasons why the use of pure graphene may not be suitable for certain nanotechnology. This can be seen when graphene based field effect transistors cannot be turned off effectively due to the absence of a band gap in pristine graphene [
25].
2.3. Carbon Nanotubes
CNTs were first discovered in the year 1991, when Sumio Iijima grew them or the “graphitic carbon needles” as he called them, on the negative end of a carbon electrode which was used during a direct current arc evaporation of carbon in a vessel filled with argon gas. The CNTs Iijima produced ranged from 4 to 30 nm in diameter and reached a length of 1 μm. The number of walls of the nanotubes fabricated also differed from 2 to 50 sheets [
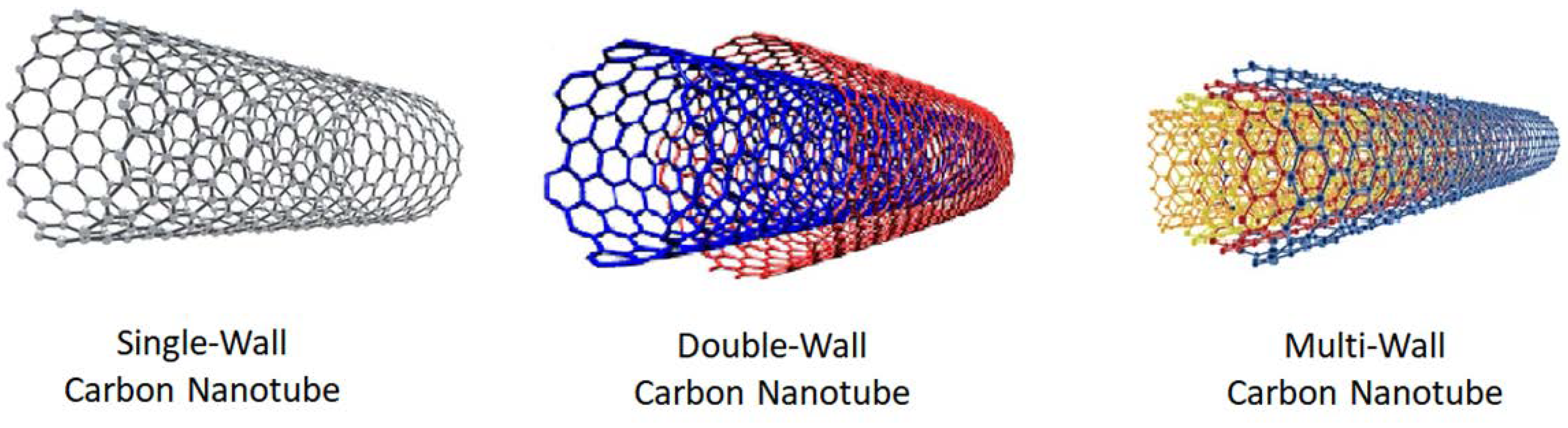
26]. As can be gleaned from the results of Iijima’s experiment, CNTs are named after their size, with their tubes having diameters being a few nanometers. The structure of CNTs are made when one or more graphitic layers are folded to form a hollow tubule, which will result in a single-wall carbon nanotube (SWCNT) or a multi-wall carbon nanotube (MWCNT) [
26]. The graphitic layers are composed of a 2D hexagon-shaped lattice of sp
2 bonded carbon atoms. Additionally, CNTs can have electrical properties similar to a semiconductor or metal based on its diameter and the folding angle of the graphitic layer.
CNTs are one of the many carbon nanoparticles that are used in the field of nanotechnology. This is because of the unique mechanical, thermal and electrical properties of the nanotubes that allow researchers to create nanocomposites with many beneficial features fit for a large array of applications [
27]. Some of the unique characteristics include having a high Young’s Modulus (1.0 TPa), exceptional tensile strength (50–250 GPa) and electrical conductivity between metallic and semi conductive [
28]. Furthermore, they are a nanofiller with a tubular structure that has a diameter in the range of nanometers as well as a large aspect ratio (the ratio of its length to its width).
In brief, polymer nanocomposites made from both thermoplastics and thermosets being reinforced with CNTs have seen applications in the engineering field due to their ease in production, low cost and good mechanical properties. An example of a polymer composite using CNTs as nanofiller is the epoxy/CNT nanocomposite. The epoxy composites are used in aerospace engineering or the aircraft sector due to its excellent thermal resistance and high specific strength (strength to weight ratio) [
29]. These composites are used in the wing-tip fairings of the Lockheed Martin F-35. The CNT reinforced epoxy composites are also used in Tomahawk missiles and aircrafts.
2.3.1. Single-Wall Carbon Nanotubes
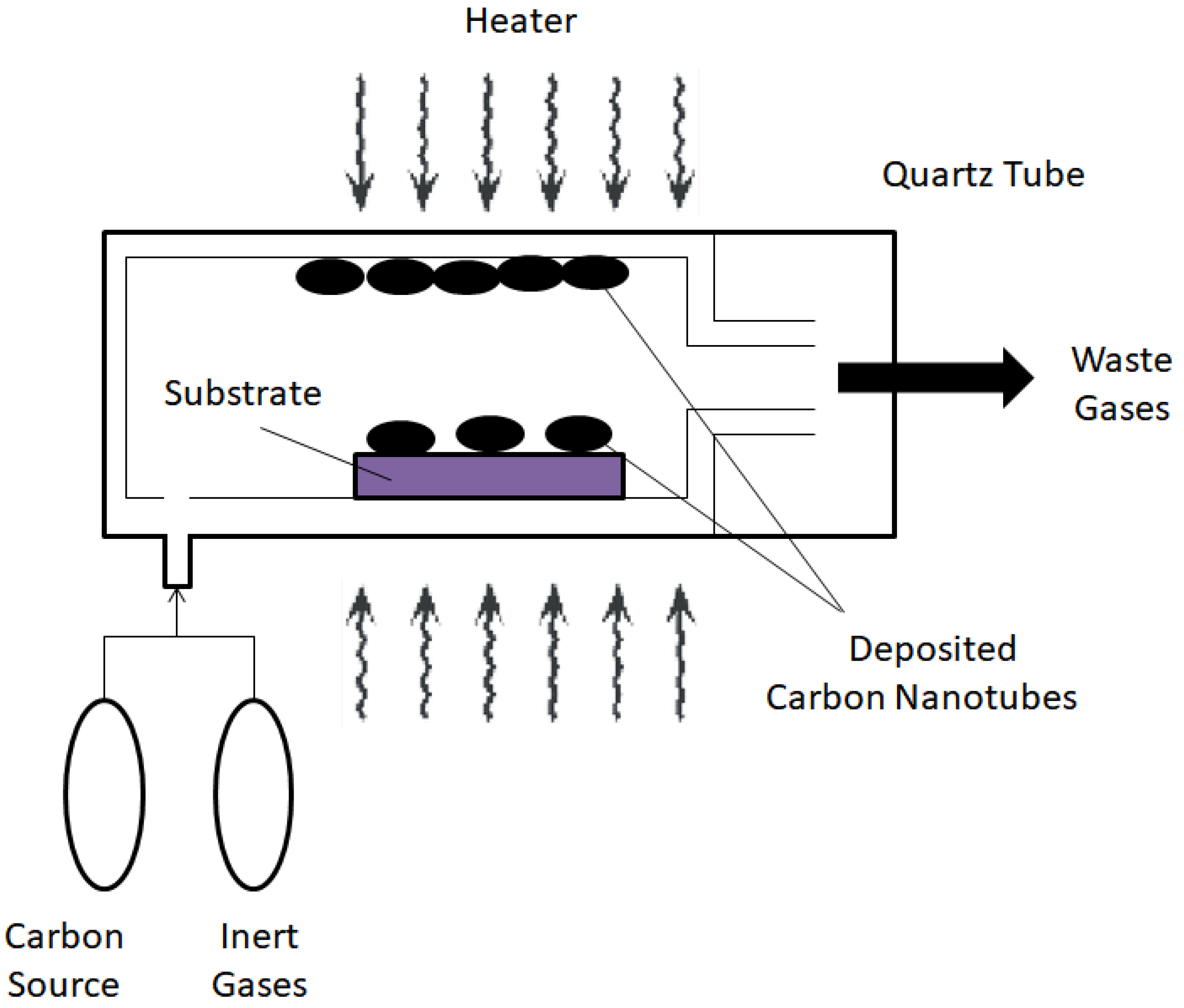
There are three types of CNTs, all of which are separated based on the number of inner walls within the CNTs. The first of which is the SWCNT. SWCNT consists of a single sheet of graphene that is rolled up to form a cylinder with diameters around the range of 0.4–3 nm. Catalysts are used during the chemical vapor deposition (CVD) process, which is an easy to control and efficient way to produce SWCNTs on an enormous scale with low cost yet with high product purity [
30].
2.3.2. Multi-Wall Carbon Nanotubes
Contrasting with the SWCNTs, MWCNTs contains multiple (concentrically interlinked) layers of rolled graphene. The structure of MWCNT can be split into two models: the Russian Doll model and Parchment model. For the Russian Doll model, the CNTs are composed of multiple graphitic layers arranged in concentric cylinders, where the diameter of the outer wall must be larger than the inner walls. Meanwhile, the Parchment Model resembles a scroll of parchment or a rolled up newspaper, with one layer of graphene rolled around itself. The Russian Doll model also appears more commonly in MWCNTs. Additionally, the interlayer distance in the MWCNTs is similar to the distance between the layers in graphite, which is around 0.34 nm.
2.3.3. Double-Wall Carbon Nanotubes
Double-walled carbon nanotubes (DWCNTs) are nanotubes that consist of two CNTs where the smaller one is nested within the larger one. Similar to MWCNTs, the distance between the two nanotubes is approximately 0.34 nm, which is similar to the distance between two graphitic layers [
31]. While the properties of DWCNT are comparable to SWCNT as their structure is similar to one another, Piao et al. [
32] have reported that DWCNTs are more resistant to aggressive chemical attacks due to the protection provided by the outer wall. This result allows for the grafting of several functional groups on the surface of the outer wall (functionalization) in order to enhance the properties of the DWCNT without substantially altering its overall mechanical and electrical properties. This is because covalent functionalization of SWCNTs will generally break some of the carbon double bonds as their constituent atoms are exposed to the chemicals, resulting in “holes” in the nanotube. However, the functionalization of DWCNTs only takes place on the outer wall, which is proven when the inner nanotube is untouched during the diazonium functionalization by Piao et al. [
32]. All three CNTs are illustrated in
Figure 1.
2.3.4. Basis of Chirality of Carbon Nanotubes
To understand chirality, we must first go back to graphene, as CNTs are nothing but rolled up tubes of graphene. To create a seamless CNT, it is in order that two hexagons in the graphene sheet overlap with each other. The chiral vector is the line connecting the center of the two hexagons, which also specifies the structure of a CNT. The chiral vector can also be denoted using the chiral indices (n, m). The vectors are generally written as C = na1 + ma2, where a1 and a2 are the basis vector of the graphene sheet. A nanotube is chiral if its index m is larger than zero and it is not the same value as the index n; its enantiomer will then have the opposite chiral index, as they are both mirror images.
The chiral indices also affect the chiral angle, where θ = tan
−1 [√3(
n/(2
m +
n))]. The chiral angle is useful in separating the CNTs into different classes based on their electrical properties: armchair (
n =
m, θ = 30°), chiral (0 <
m <
n, 0 < θ < 30°), and zigzag (
m = 0,
n > 0, θ = 0°). The armchair CNTs have electrical properties that are similar to metals, while the chiral and zigzag CNTs are quasi-metallic or semiconductors. The chiral and zigzag CNTS are quasi-metallic with a finite band gap if
n − m is divisible by 3 and
n ≠
m, otherwise they are moderate semiconductors in all other circumstances [
33].
2.4. Graphene Oxide
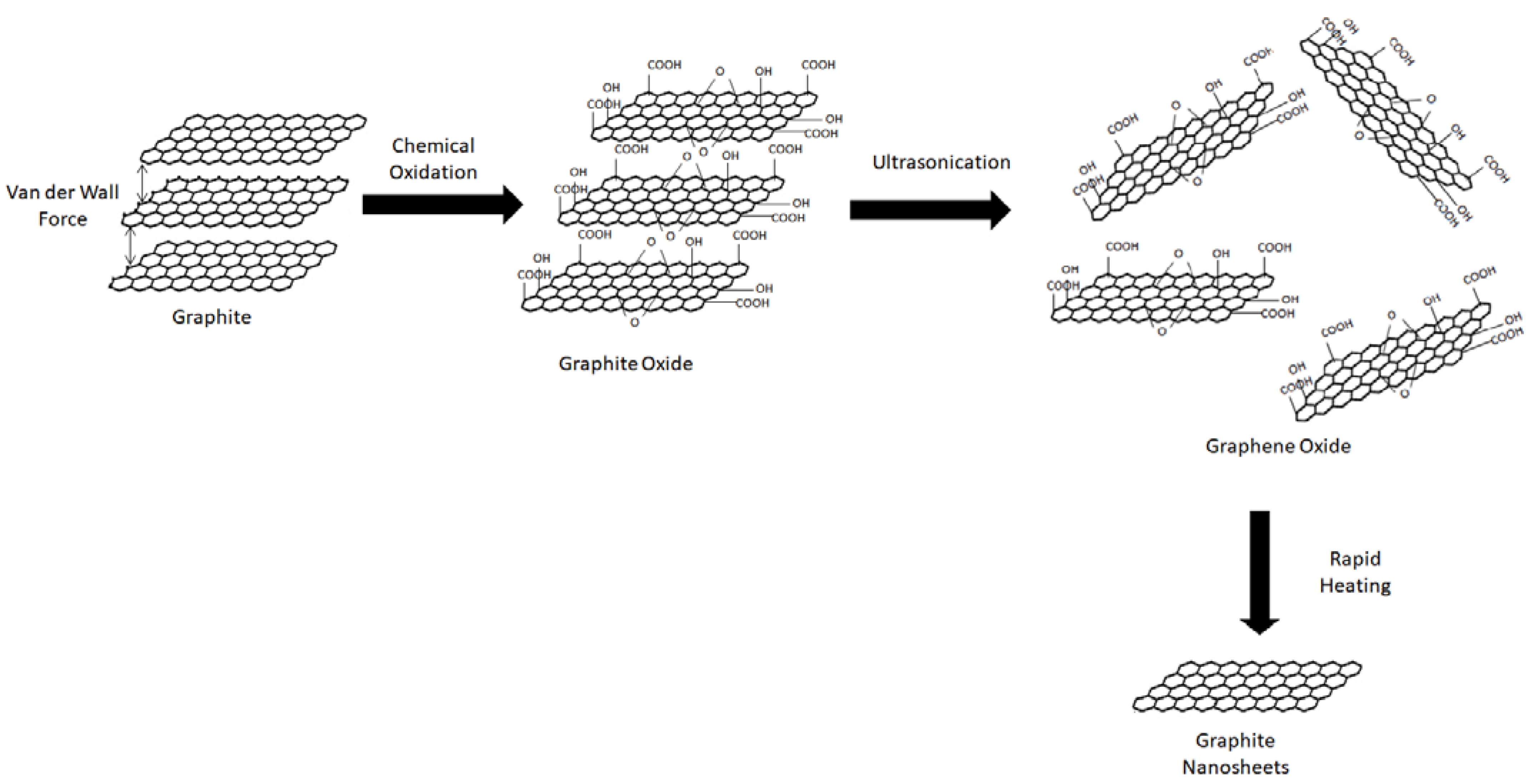
Graphite oxide is a chemical compound containing carbon, oxygen and hydrogen in different ratios depending on its preparation method; it is derived from the oxidation of graphite crystals (which are easily obtainable and inexpensive). Graphite oxide that has been exfoliated into a single atomic layered strip is named GO. It is a yellow solid with a carbon to oxygen ratio between 2.1 and 2.9 that maintains its original graphitic structure but has an increased distance between its layers (around two times larger). As we know, the interlayer distance maintained due to the van der Waal forces between graphite is approximately 0.34 nm. However, the chemical oxidation will result in the disruption of the hexagonal carbon framework of graphite due to the intercalation of newly formed oxygen-containing functional groups between the layers of graphite which disrupts the delocalized electronic structure of the layers [
34], which results in an increased interlayer spacing (around 0.7 nm) for graphite oxide.
Graphite oxide is produced when graphite is oxidized using strong acids and other oxidizing agents where the simple aromatic rings of the graphite are destroyed and oxygen containing functional groups (epoxy, carbonyl, carboxyl and hydroxyl groups) are introduced into the hexagonal carbon network [
35]. Generally, hydroxyl and epoxy functional groups are interspersed on the top and bottom of the graphite sheets while the carboxylic acid and carbonyl groups are located at the edges of the graphite oxide sheets [
36]. Thus, graphite oxide is a compound that maintains the layer structure of graphite but contains a range of oxygen-containing functional groups, along with the non-oxidized areas where the carbon atoms retain sp
2 hybridization.
GO is then obtained through the exfoliation of graphite oxide. This can occur via thermal shocking or chemical reduction in a suitable medium. For the first method, rapid heating will cause the exfoliation and reduction of graphite oxide, causing the sheets to expand and yield GO [
37]. The heat is assumed to cause several small molecules in graphite oxide to evolve, which leads to a rise in internal pressure, which spreads the sheets apart. In the second method, the hydrophilic nature and larger distance between the layers of graphite oxide (when compared to graphite) eases the direct exfoliation in water, such as ultrasonication.
Additionally, GO has two advantageous characteristics. First is the presence of oxygen-containing functional groups (such as hydroxyl and carbonyl groups), which results in GO being hydrophilic and is able to be dispersed in water. The presence of these functional groups allows it to form stable suspensions in various solvents such as water and organic solvents via electrostatic repulsion due to its net negative charge [
38], which makes it easier to be processed for industry applications. The second benefit is that it has a low production cost, as graphite is an inexpensive raw material. Graphite oxide can also be produced using other cost-effective methods such as Brodie method and Hummers method that has a high yield.
This carbon nanomaterial is also used as a nanofiller, since the presence of oxygen containing functional groups aids its even dispersion in aqueous and organic solutions. This is beneficial to the process of creating a polymer nanocomposite as it can be dispersed within the polymer matrix to enhance the properties of the original polymer. Additionally, due to disruption of the sp2 bonds it can insulate electricity excellently. This is why GO is incorporated as nanofiller in PVC to further enhance the already good electrical insulation of PVC for cable and wiring insulation application.
To tie in with the subject matter of this review paper, functionalization of GO will alter its properties. Thus, the chemically modified GO could become adaptable for various applications. There are many ways in which GO can be functionalized, depending on the desired application. Nonetheless, GO is applicable in almost every application and should be considered the material of the future.
2.5. Fullerene
Fullerene can be described as a carbon molecule whose atoms are linked by single and double bonds which form a closed or partly closed mesh. The carbon molecules can take the shape of a hollow sphere, ellipsoid, tube, or other structures. Fullerenes are stable molecules made up of sp2 hybridized carbon atoms that are bent in order to produce the shape of the closed sphere or tube. This bending of the carbon atoms produces angle strain, which explains why the fullerenes behave similar to electron deficient alkenes as electrophilic addition will alleviate the angle strain by converting sp2 hybridized carbon atoms to sp3 hybridized atoms. This shift in the hybridized orbitals will result in the decrease of the bond angles from 120° to 109.5°, which produces a more stable fullerene molecule as the carbon bonds will bend less when forming the closed sphere or tube.
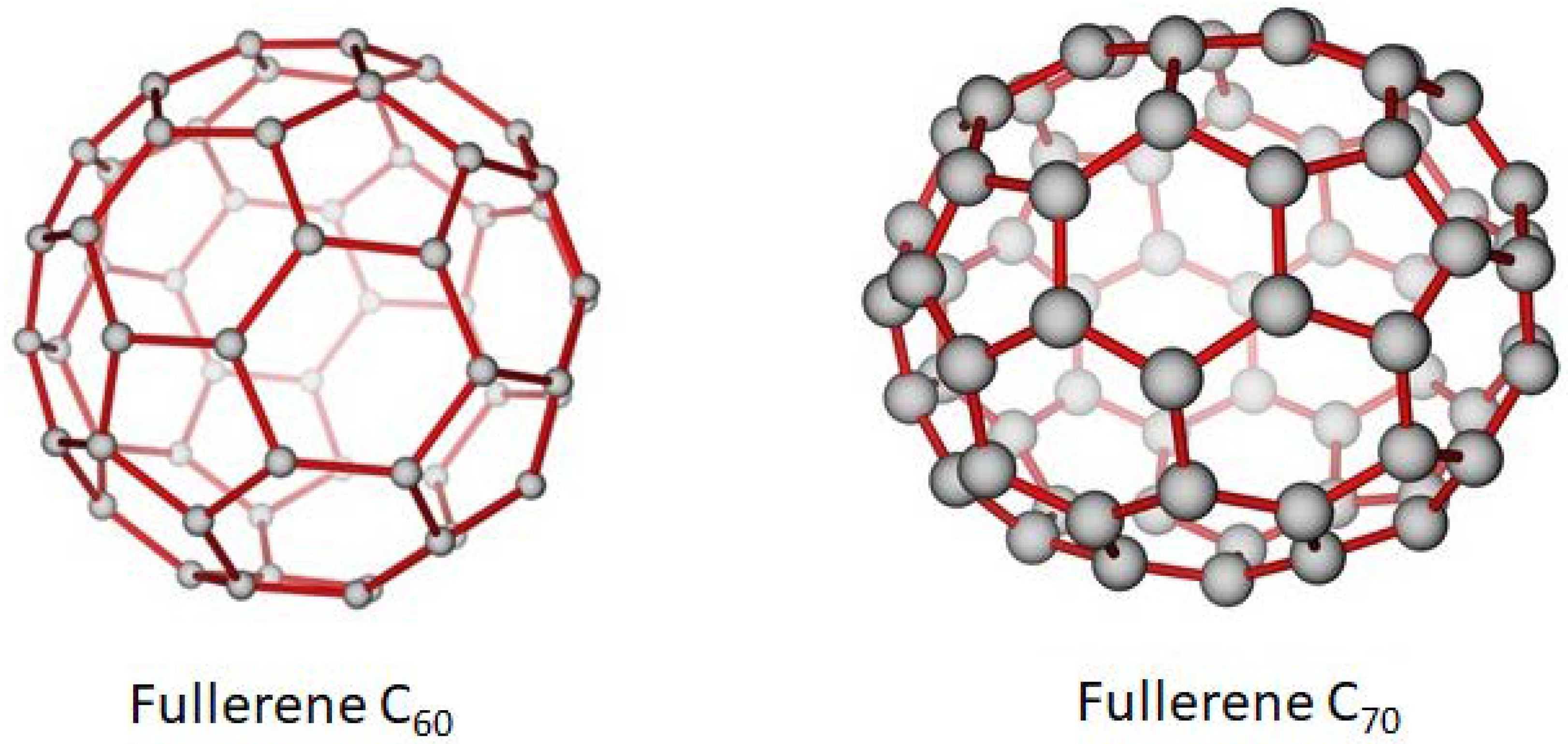
There are two major types of fullerenes: the closed fullerenes and the open-ended CNTs. Since the above section has already explored the CNTs, only the closed buckyballs shall be described here. Buckminsterfullerene (C
60), also known as buckyballs is one of the most famous fullerenes; it also shares a similar shape with a soccer ball. Buckminsterfullerene was first discovered in 1985, which led to Harold W. Kroto, James R. Heath and Richard E. Smalley being awarded the 1996 Nobel Prize in Chemistry. C
60 is a type of fullerene that contains 60 carbon atoms, made of 20 hexagons and 12 pentagons. It is able to withstand high temperatures and pressures [
39]. The other fairly common buckyball is C
70, whose rugby ball-like structure is made up of 25 hexagons and 12 pentagons. Both of these fullerenes have similar characteristics. The structure of C
60 and C
70 is shown in
Figure 2.
Ever since it was discovered, fullerenes have received intense research which leads to the discovery of certain unique properties; for example, while fullerenes are generally electrical insulators, doping it with alkali metals will result in a conducting or even superconducting material, as tested by Hebard [
40]. Fullerenes also display high mechanical stability, transformation into ferromagnets when doped with organic reducing agents, being chemically active and conversion into diamonds under high pressure and temperature [
41].
Although fullerenes and their families have numerous unique properties, not many of these properties have been fully exploited in the industry. One of the reasons is that fullerenes such as pristine C
60 are difficult to be processed. For instance, the solubility of most fullerenes is generally quite low. This can be seen in the case of pristine C
60, which is insoluble in water and practically insoluble in methanol; with solubility values of 1.3 × 10
−11 and 3.5 × 10
−5 mg/mL, respectively [
42]. This lack of solubility in water and other solvents raises some difficulty when it comes to applying fullerenes in certain industry, such as medicine. This flaw in the properties of fullerene can be rectified by functionalization. For example, attaching polar functional groups such as carboxyl and hydroxyl groups to the fullerenes would render it water soluble. Another advantage is that the reactivity of the fullerenes is increased when functional groups are attached to their surfaces.
However, functionalization of fullerenes also has its disadvantages, which brings us to another topic in this review paper: polymer nanocomposites. One of the drawbacks of functionalization is that the incorporation of functional groups tends to cause the fullerenes to agglomerate leading to large clumps of fullerenes, which may result in the poor properties that were found in the polymer nanocomposites such as decrease in tensile strength and impact strength. Nevertheless, adding fullerenes as nanofillers into a polymer can help increase the processability of this new composite (as the polymer nanocomposites can be manufactured using regular equipment in a factory) and help enhance its properties, which will promote their application in many areas in the industry [
43]. This can be seen in the works of Zuev et al. [
44], where the in situ polymerization of polyamide-12 combined with the addition of 0.02–0.06 wt% of pure C
60 fullerene as the nanofiller resulted in an increase of both the Young’s Modulus and tensile strength by 30–40% when compared to pure polyamide-12. It is also worth mentioning that addition of fullerene nanofillers has the least effect in rigid polymer matrices, while it is more noticeable in plastic polymers [
45].
To summarize this section, a comparison between the various properties of the above carbon nanoparticles are tabulated in
Table 1.
2.6. Applications of Carbon Nanoparticles
As mentioned above, carbon nanoparticles possess many unique properties that have caused it to receive attention from the scientific and engineering community. This in turn has spurred the development of carbon nanoparticles so that it can be applied in a variety of industries. One of its applications is in the area of energy storage. This is due to its high electrical and thermal conductivity that renders it an ideal material to be used in energy storage systems such as capacitors or batteries. For example, CNTs have been added to the electrode catalyst mixture in order to enhance the catalytic reaction in the fuel cells and to reduce the use of precious metals. Furthermore, functionalized graphene is also part of the material used to produce fuel cells and batteries [
47].
Carbon nanomaterials can also be used for bioimaging applications. For example, graphene based nanoparticles have been used in optical imaging, radionuclide-based imaging, magnetic resonance imaging (MRI), computed tomography (CT) scan and multimodal imaging, due to its versatile surface functionalization and extremely high surface area [
48]. One specific example is nano-graphene oxide, which is used in fluorescence imaging due to its inherent photoluminescence.
Lastly, carbon nanoparticles can be used for environmental sensing, where they detect the presence of pollutants. This is seen through the use of CNT based sensors, where the excellent electrical conductivity, large surface area, rigidity, and chemical stability all serve to improve the original carbon electrode sensors [
49]. For example, the nanotubes can help enhance the sensitivity of the sensors; this occurs when charged species of the sample are adsorbed to the surface of the nanotubes, which causes the current to fluctuate, which means a correlation can be drawn up between the changes in the current and the composition of the sample. CNTs are also able to produce electric fields at low voltages, which allows for the creation of a small-sized sensor that is fully powered by batteries.
8. Use of Polymer Nanocomposites with Carbon Nanoparticles as Nanofillers in Industry
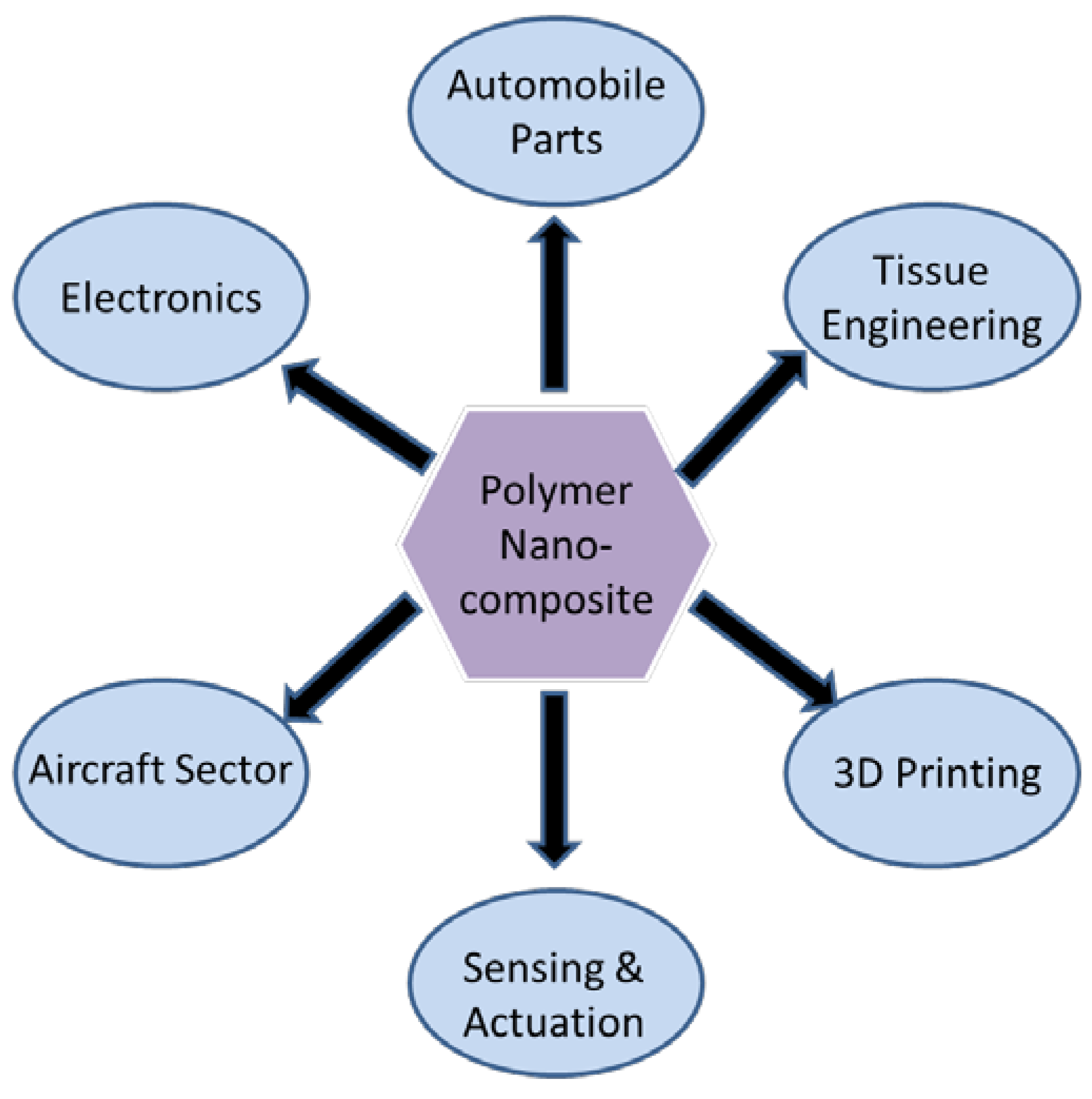
As established in the previous section, most carbon nanomaterials possess outstanding mechanical, electrical and thermal properties, in addition to their nanometer size and high aspect ratio. Thus, they are used as fillers in many polymers in order to enhance certain characteristics for specific applications. The applications of these polymer nanocomposites in various areas are shown in
Figure 8.
In recent years, polymer nanocomposites have received attention from the automotive industry due to possessing better mechanical properties, higher thermal resistance, recyclability and lighter weight [
172]. The novel nanocomposites can be used to replace heavy metallic or non-critical parts such as dashboard, vent grills and truck beds in order to reduce the weight of the car. The advantages of reducing weight are a decrease in fuel consumption and less greenhouse gas emissions. Additionally, one key property that the nanocomposite must possess before it is suitable for automotive applications is the thermal stability, in that it must be able to withstand the high temperature of the engine or the heat involved during painting of the car [
173]. Nanofillers or regular fillers such as talc can help increase the heat distortion temperature of polymers like PP. For instance, polyamide 6-clay hybrid nanocomposite, which is synthesized by the addition of nanoclay to polyamide-6 via in situ intercalation polymerization, has a higher heat distortion temperature when compared to pure polyamide-6. This can be achieved with as little of 5 wt% clay loading [
174].
Another characteristic that is vital is enhanced mechanical properties and dimensional stability. The reason nanocomposites are used for this reason is that the nanofillers can be easily dispersed across the polymer matrix due to the high aspect ratio, which gives rise to composites with high tensile strength and modulus [
173]. For example, Toyota Motor Corporation had successfully created a polyamide 6/clay polymer nanocomposite to be used in timing belt covers of cars [
175]. This polymer/clay composite has better mechanical properties when compared to polyamide 6, with a Young Modulus’s of 2.1 GPa compared to the 1.1 GPa of polyamide 6 for a nanocomposite with 1.6 vol% of clay incorporated into it. The noticeable improvement in the mechanical properties is due to the good dispersion of clay filler in the polymer matrix and the strong ionic bond between polyamide 6 molecules and the silicate layer of the clay. The reason why this characteristic is important is because mechanical strength and dimensional stability are essential factors in manufacturing of automotive vehicles.
Additionally, polymer nanocomposites that are able to conduct electricity can be used in the electrical industry to be used in electronic components such as light-emitting diodes (LED), capacitors and actuators. This is possible as the addition of CNT as nanofiller in a conducting polymer resulted in a conducting nanocomposite with an increased capacitance. For example, the SWCNT/polyaniline (PANI) composite showed a high capacitance value of 310 F/g, which was higher than that of pure PANI due to the availability of increased active sites for Faradaic reactions [
176]. Additionally, the capacitance of a MWCNT/polypyrrole (PPy) composite film exhibited a capacitance of up to 192 F/g, which is close to that of conducting polymers (around 220 F/g) [
177]. The high capacitance and conductivity are attributed to several factors such as the increased surface area of the porous nanocomposite structure which provides excellent electrolyte access and the well-dispersed conductive MWCNT within the polymer matrix. The MWCNT matrices also provide a porous scaffold where a thin layer of PPy is electrodeposited; this greatly increases ionic transfer of the composite. Another study showed that SWCNT/PPy composite managed to reach a maximum of 265 F/g capacitance [
178]. Thus, these polymer nanocomposites can be used as electrodes to create a supercapacitor.
Besides the automotive and electrical industry, non-toxic polymer composites can be applied in the biomedical field. One type of polymer nanocomposite that can be used in the medicinal filed is graphene/polymer nanocomposites, as most research has shown that graphene is biocompatible with human cells and has low cytotoxicity [
179]. Other studies have reported that functionalized graphene is less toxic than its non-functionalized counterpart [
180]. The large surface area (around 2600 m
2g
−1) [
181] presented by the graphene is also useful for biomedical applications as it increases cellular interactions with molecules such as deoxyribonucleic acid (DNA) and ribonucleic acid (RNA). Graphene-based composites are used as biosensors that can accurately and sensitively detect the presence of molecules that might signal an impending disease, such as glucose, uric acid, heavy metals, cholesterol, and many others [
182]. For example, Lian et al. [
183] synthesized a graphene/chitosan composite to be used as molecularly imprinted membranes in an electrochemical sensor to detect uric acid.
Additionally, graphene-based nanocomposites can also be used in tissue engineering as scaffold for bone tissue due to their biocompatibility. For instance, Kim et al. [
184] developed a GO/calcium carbonate (CaCO
3) nanocomposite film that supported high viability of osteoblast cells and has high in vitro bone bioactivity. The compatibility with osteoblast cells is shown when the GO/CaCO
3 composite showed higher apatite formation in simulated body fluid, as compared to pure graphene or GO. Sayyar et al. [
185] also synthesized a graphene/polycaprolactone polymer composite that can be used in tissue engineering and drug delivery. The composite is biocompatible with human cells, conductive, has improved mechanical properties, and excellent processability.
Carbon nanoparticles are also broadly used in actuators. This is because the inclusion of carbon nanofillers such as CNT into conductive polymers managed to enhance its electrical and mechanical properties; which can be used to prepare low voltage actuators. These actuators are able to produce a larger force when compared to actuators created using the original polymers. This is shown when Mottaghitalab et al. [
186] produced a CNT/PANI composite fiber with 2 wt% SWCNT loading that exerted an actuation strain of up to 2.2%, which is twice the amount produced from neat PANI.
Furthermore, CNTs/epoxy resin nanocomposite can be used as a mechanically enhanced composite that has many application fields. Epoxy resin is selected as a matrix for polymer composites due to its excellent electrical, mechanical and thermal characteristics, chemical resistance and stability. The epoxy composites are used in aerospace engineering or the aircraft sector due to its excellent thermal resistance and high specific strength (strength to weight ratio). These composites are used in the wing-tip fairings of the Lockheed Martin F-35. The CNT reinforced epoxy composites are also used in Tomahawk missiles and aircrafts. One example of an aircraft that contains epoxy/CNT composite is the Bell Boeing V-22 Osprey, where the nanocomposite consists of around 65% of its total mass [
187]. The strength of this nanocomposite is proven when tensile tests have shown that an addition of 0.50 wt% of pure MWCNT into the epoxy polymer matrix will result in the increase of 45% in tensile strength and 77% in Young’s Modulus when compared to pure epoxy resin [
188]. CNT/epoxy nanocomposites are also used in bullet-resistant vests, ultralight weight structures in the aerospace sector and sports equipment.
Polymer nanocomposites with carbon nanoparticles as nanofillers have also been known to be used in the fabrication of structural and electronic parts using 3D printing. This is due to the hopes that the carbon nanomaterials will impart enhancements to the mechanical or electrical properties to the materials used for 3D printing. One such example is the thermoplastic PU (TPU)/polylactic acid (PLA)/GO polymer nanocomposite developed by Chen et al. [
189]. This composite was prepared via solution mixing and then extruded into filaments to be used for 3D printing using the fused filament fabrication (FFF) process. FFF begins with the filament passing through a moving and heated nozzle, where the melted material is then extruded and deposited onto the build plate one layer at a time to create a 3D structure [
190]. The incorporation of 0.5 wt% of GO into the TPU/PLA polymer has resulted in an increase of 69.17% and 75.50% in yield point and tensile modulus, respectively. The reason for the enhancement in mechanical properties is due to the hydrogen bonding between the oxygen containing functional groups on the surface of GO with the urethane groups in TPU and carboxyl groups in PLA. Additionally, the TPU/PLA/GO nanocomposite could also be used as 3D printed scaffold for tissue engineering due to its low cytotoxicity to cell growth. The TPU/PLA composite with 0.5 wt% of GO supports the highest cell growth and proliferation when compared to 2 and 5 wt% loading of GO. Another example of a polymer composite that can be used for 3D printing is a functionalized graphene polymer (FGP) nanocomposite consisting of hydroxypropyl cellulose as the base polymer with graphene functionalized with magnetic iron (II, III) oxide (Fe
3O
4) as nanofillers [
191]. This nanocomposite takes the form of an ink which is used to create 2D and 3D objects via extrusion-based printing process. The 3D printed FGP object could be used as a 3D grid for EMI shielding as the graphene and Fe
3O
4 both have EMI shielding properties [
192]. Additionally, the presence of graphene in this nanocomposite also resulted in an electrically conductive material, with a conductivity of up to 580 Sm
−1. This allows the 3D printed object to be applied in advanced electronics devices. The magnetic properties of this FGP composite also allows it to be used as an electro-magnetic device, such as a magnetic switch or capacitor, due to the magnetic properties of Fe
3O
4 [
193]. Objects created using 3D printing could also come in a variety of forms such as pyramid, sphere, honeycomb or a grid, which further increases its application.
9. Conclusions
The research and development of carbon nanoparticles, many of which are derived from graphite, which are abundant and widely distributed across the globe (world reserves of natural graphite are estimated to be around 800 million tonnes) has led to the discovery and development of many novel polymer composites in the field of nanotechnology. Nevertheless, there are a few areas that need to be focused on in order to develop high performance polymer nanocomposites which incorporate the many unique and useful properties of the various carbon nanoparticles, such as high Young’s Modulus, tensile strength and electrical conductivity. One of which is improving the dispersion of the nanoparticles or nanofillers within the polymer matrix, as homogenous dispersion helps enhance their potential within the nanocomposites by decreasing inter-filler attraction which improves mechanical and electrical properties of the nanocomposite. Another area that has an opportunity to be further researched upon is the functionalization of carbon nanoparticles. This is because functionalization can help in the formation of strong interphase between the functionalized nanoparticles and the polymer matrix, which improves the mechanical properties and fracture behavior of the composite, while simultaneously enhancing the dispersion of the nanoparticles in the polymer matrix. For example, chemical bonding between carbon nanosheets and PS helped transfer stress across the polymer composite interface more efficiently when the composite is stretched. Another challenge is selecting the most suitable type of functionalization to be used on the carbon nanoparticles, as each of them have different effects.
Additionally, several polymer nanocomposite processing techniques were discussed here, such as in situ polymerization, solution mixing, and melt mixing. The selection of these preparation methods is important as it has an effect on the dispersion of the carbon nanoparticles and the interaction of the nanoparticles with the polymer matrix. Other components that need to be taken into account include the solubility of the polymer in the solution used, damage to the carbon nanoparticles caused by sonication and toxicity of solvents used. One of the processing techniques that needs further research is the melt blending technique, as it is the most compatible with the industrial practices of today. Additionally, alternative preparation routes should also be explored for the mass production of polymer nanocomposites in industry and to commercialize it in the market.
To reiterate, in order to develop high performance carbon nanoparticles based polymer composite, there are a few factors needed to be taken into account: the optimum functionalization method, a suitable polymer for the carbon nanoparticles to be dispersed into, the molecular or interface interaction between the polymer matrix and the carbon nanofillers, the nanocomposite processing conditions (temperature, sonication time and shear force). In conclusion, the key areas needed to be further developed and researched upon are the functionalization of carbon nanomaterials, dispersion of nanofillers with polymer matrix and interfacial interaction between the nanofillers and the matrix.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}