The Finite Element Model of the FDM process was built and used to predict and optimize warpage. The results were verified against experimental results and analytical models available in the literature. The following sections described the design of experiment (DOE) of the procedure involved in every step of the investigation.
2.1. Finite Element Model
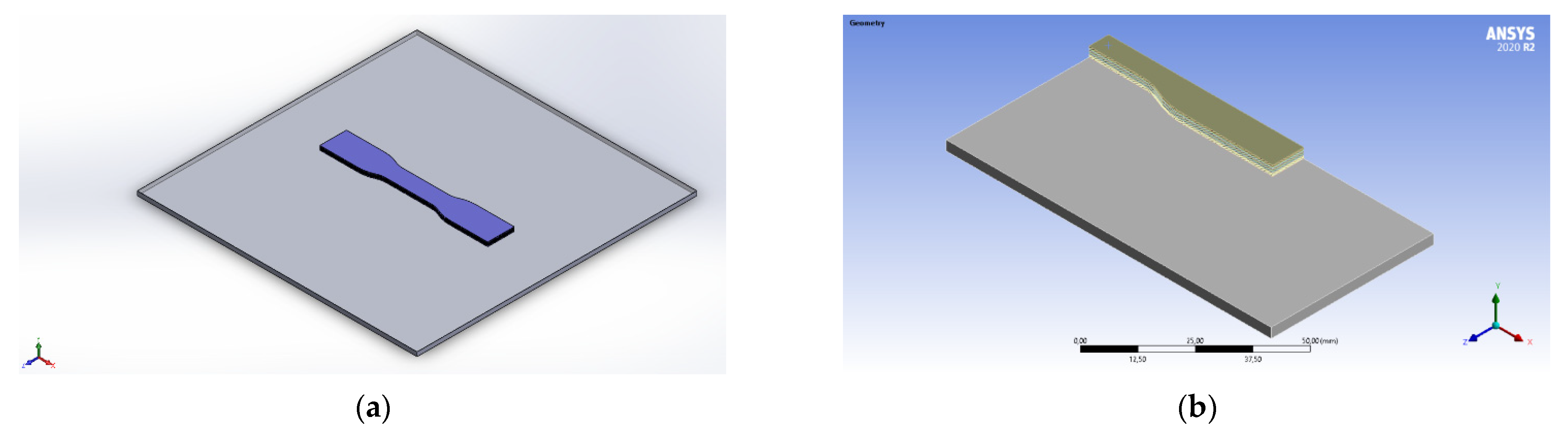
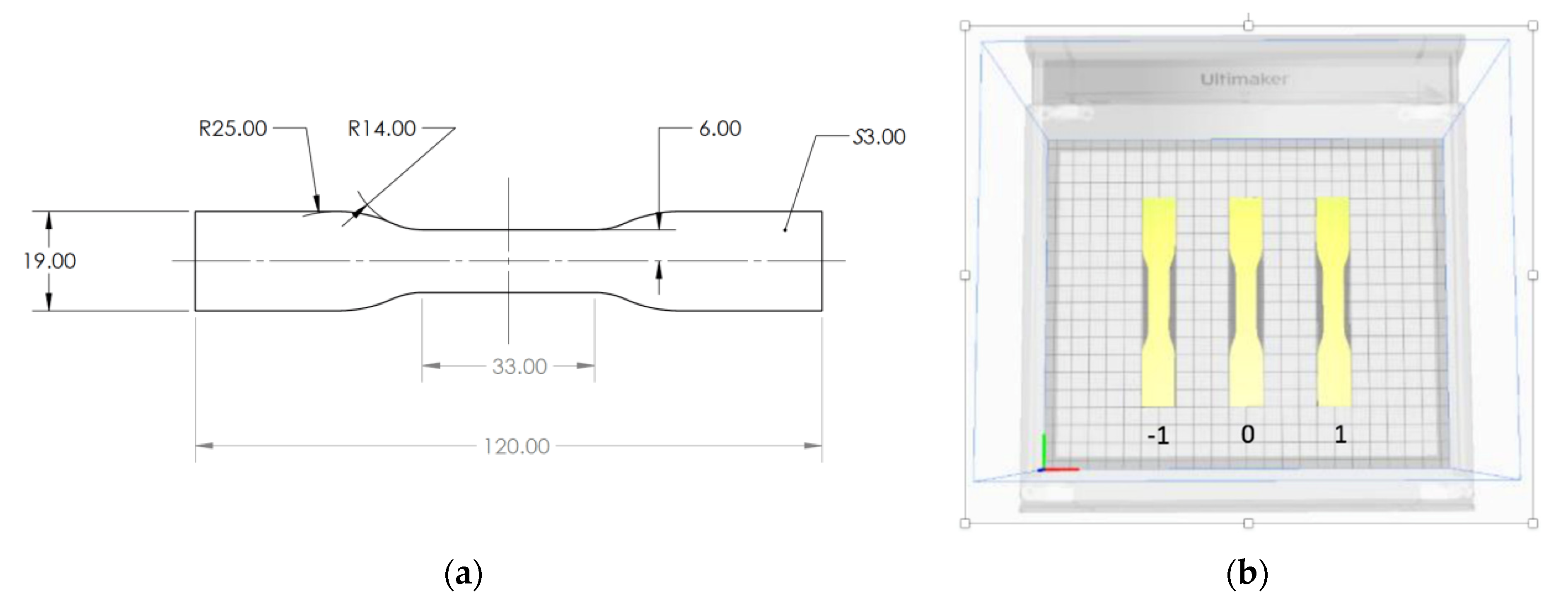
The model selected for Finite Element Analysis and 3D printing is the standard sample for tensile testing along with the build platform, as shown in
Figure 1a. The build platform having dimensions equal to those in the actual printer was added to the analysis to represent the heat transfer through the bottom layer more accurately. The part was selected as it is long and thin, which allows obtaining larger warpage and facilitates the measurements.
To simplify the analysis, the following assumptions were used:
- (1)
The phase change and creep effects at high temperatures were neglected. This is a common assumption, which was employed in several previous studies [
21,
25] and did not show any significant deviations.
- (2)
It was assumed that the entire layer is deposited at once (or instantaneously). This assumption is also commonly used in analytical models [
15,
17,
18,
19,
20]. The results from El Moumen et al. [
23] also show that this assumption does not cause significant deviations when deformations are modeled using FEA.
- (3)
Plastic was assumed to have isotropic material properties with flawless microstructure.
- (4)
Chamber and plate temperatures were assumed to have constant temperatures, and natural convection effects were neglected.
The assumptions (3) and (4) were also successfully employed in previous studies [
21,
25] and did not lead to significant errors between experimental and numerical results.
Due to the second assumption, the printed part is symmetrical and only one-quarter of the part needs to be modeled, with proper symmetry conditions to be applied at the boundaries. This reduced the computational time of the analysis significantly. The final domain used for Finite Element simulations is shown in
Figure 1b.
During the FDM printing process, the plastic filaments are heated and extruded through a nozzle. Upon cooling, the strains and internal stresses start to develop within the part. For this reason, in the following study, the thermal history of the built part was re-created. The equation governing the thermal analysis is given as follows:
with boundary conditions
on
and
on
. The initial condition is given by
Here,
T is temperature,
k is heat conductivity,
c—specific heat, and
q—body heat per unit volume (zero in this study),
—heat transfer rate at the boundary per unit area,
—bed temperature,
—Dirichlet boundary,
—Neumann boundary, and
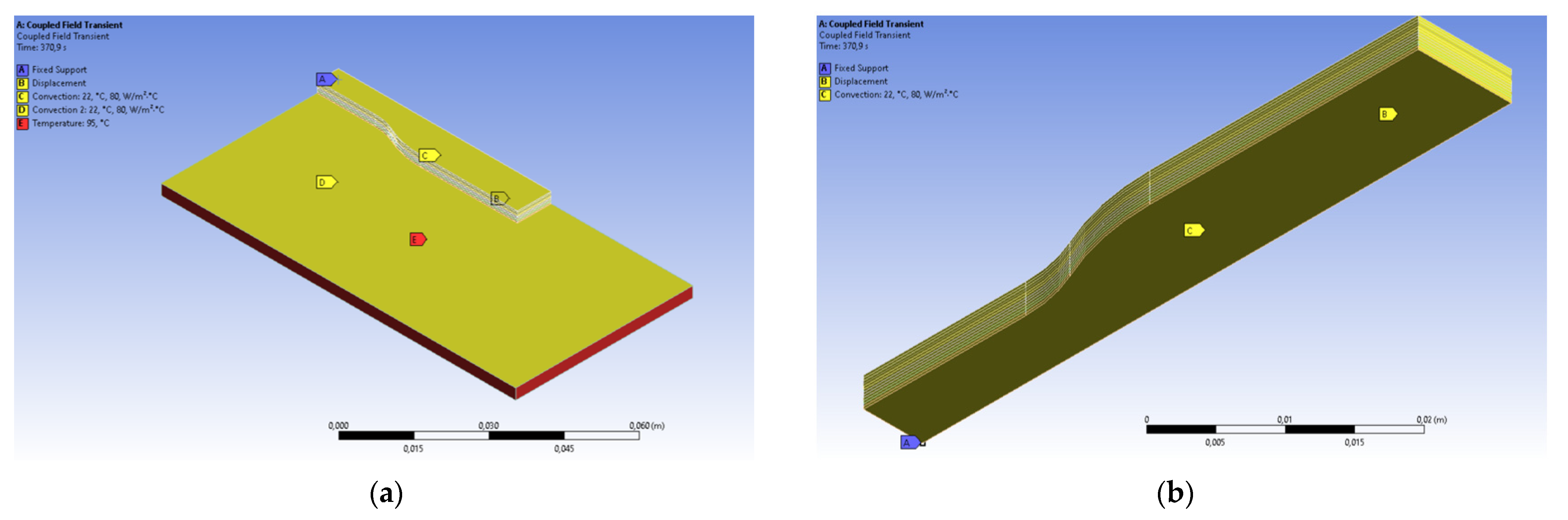
—initial temperature. The initial temperature was assumed to be the temperature of the nozzle used in real printing. The Dirichlet boundary in the following analysis was imposed on the whole build plate, as shown in
Figure 2a. The Neumann boundary was set on the whole surface of the part, including the top surface of the platform.
In the following study, the heat transfer at the boundary might occur due to convection and radiation. Convective heat transfer
can be found by the following equation.
where
is the convective heat transfer coefficient and
is the temperature of the surroundings. Because the printer used for the experiments is open, it was assumed that
is constant and equal to 22 °C (room temperature). The convective heat transfer coefficient can be found using an empirical relation given as follows:
where
and
are the Reynolds and Prandtl numbers of the air around the part [
31]. Using this relation, convective heat transfer was calculated, and it is equal to 80
. This is consistent with the values commonly found in the literature [
21,
22,
27]. Usually, heat radiation from the part surface is very small and was ignored in the previous studies [
21,
25]. As it was suggested by Costa et al. [
32], radiation heat transfer can be neglected when the convective loss is large (larger than 60
). Hence in this work, radiation was ignored.
The solution of Equation (1) was used to find the strain field using the following equation.
where
is a thermal strain and
is the linear heat expansion coefficient,
I—identity matrix. The result of the thermal strain was used as a boundary condition for the structural analysis. This is governed by the equilibrium equation given by
with the boundary conditions,
on
and
on
. Here,
u is the displacements field,
—the body force per volume (zero in this study),
—the surface traction per area,
—material stiffness matrix,
—the material density,
—prescribed displacements. Moreover, the strains are given as the sum of elastic, thermal, and plastic stresses
,
,
, respectively.
For the structural analysis, no surface traction was imposed on the part. However, a fully constrained displacement boundary condition was imposed, as shown in
Figure 2b. These supports will be deleted during the spring-back phase of the simulation and will be discussed later. To avoid rigid body translation at this stage, one vertex at the center of the full part was also fully constrained for the duration of the whole simulation.
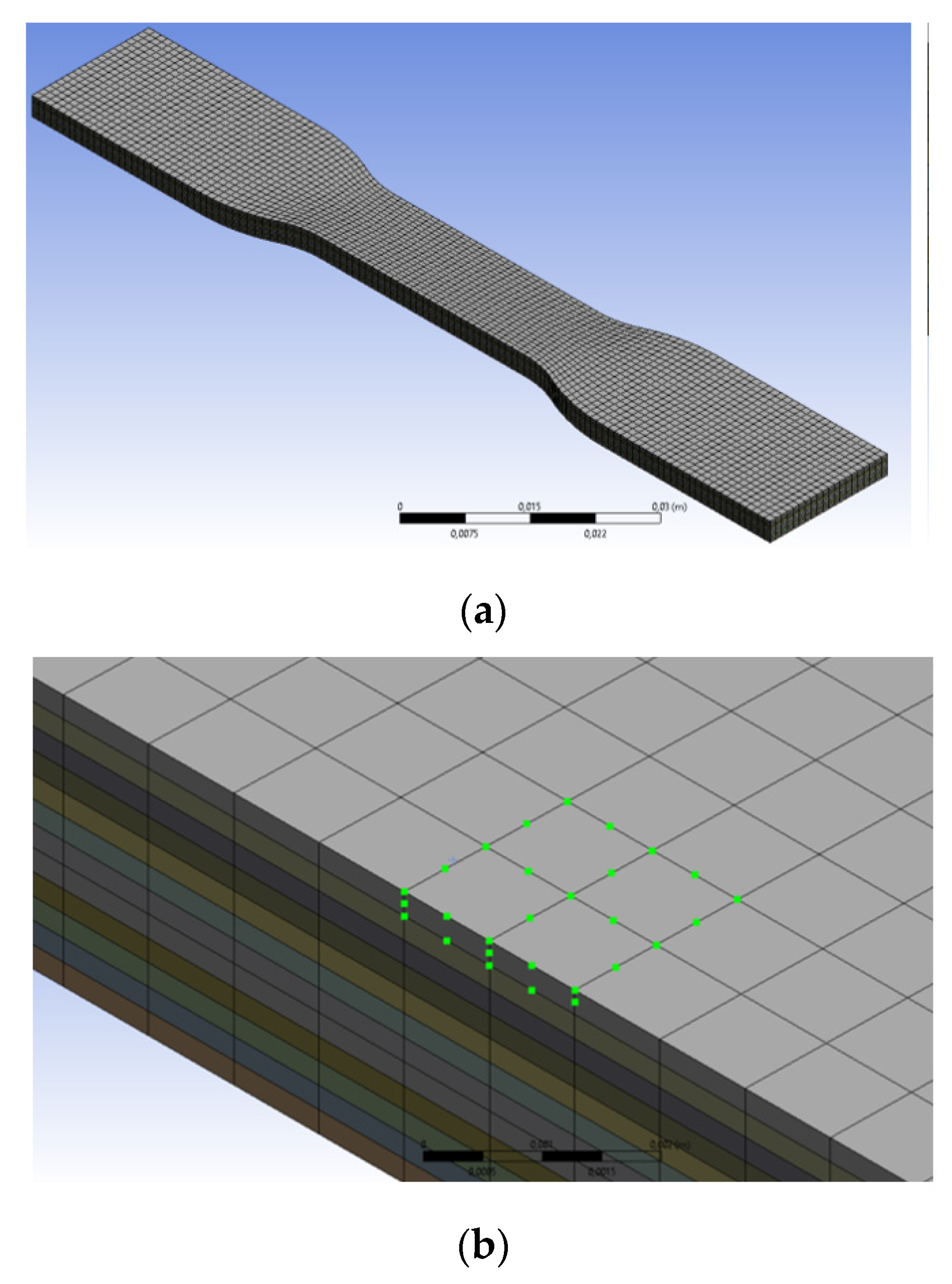
To discretize the model, the structured hex mesh was used, as shown in
Figure 3a. The order of the mesh is two, meaning that there is a mid-side node on each edge of an element, as shown in
Figure 3b. This allows using second-order shape functions, alleviates shear locking, and increases the accuracy of the solution for a given number of elements. The maximum size of the mesh is 1 mm along the x and z axes. A second-order interpolation was used and therefore, there were three nodes per element edge and the distance between two nodes is comparable with one road-width of the deposited filament. Along the
y-axis, the size of a mesh is equal to the height of the layer.
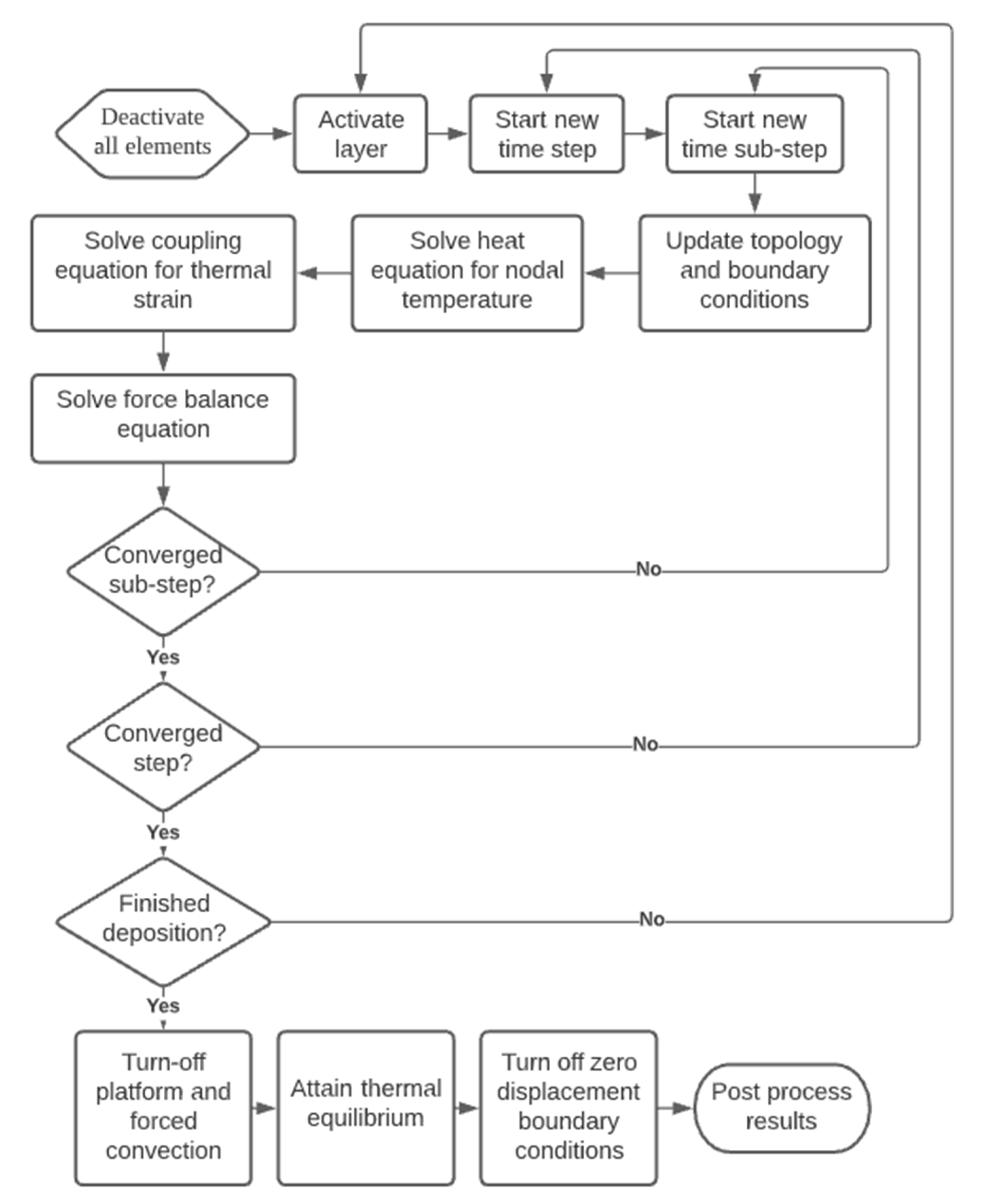
The deposition of the molten plastic was modeled using the element birth and death method. In the following method, different elements can be activated at different time steps, and the part topology is updated according to the activation algorithm [
21].
The approach utilized for our development is represented in
Figure 4. First, the elements were deactivated except for the platform. Starting from the time step 1, the layers were activated one by one and left for cooling. Simultaneously, after each time sub-step within a time step, the thermal analysis was conducted first according to Equations (1)–(3). Then the thermal result was used to calculate thermal loading using Equation (4), and it was used as input for equilibrium Equations (5)–(6). The time sub-step incremented, and the equations were solved again until the whole step was resolved. After one layer was resolved entirely, the next layer was activated. After all the layers are activated, the platform’s temperature boundary condition is turned off, and it is left for cooling until it reaches equilibrium with the environment. Afterward, the part detachment is performed, and due to the thermal loading and constrained shrinkage, the part warps and deformations are obtained.
The material used in these simulations is Acrylonitrile Butadiene Styrene (ABS), and the material constants from Equations (1)–(6) are listed in
Table 1. Other properties: heat capacity, heat transfer coefficient, Young’s modulus, and yield stress were set as temperature-dependent, and their variation was obtained from [
25]. For this simulation, an elastic perfectly plastic hardening model was assumed. This assumption is in agreement with the findings of [
33]. To avoid the convergence problem, the secant modulus in the plastic region was set to 10% of young’s modulus at the corresponding temperature.
2.2. Experimental Setup
The samples were printed using the Ultimaker S3 printer (Ultimaker B.V., Utrecht, The Netherlands), which has a dual extrusion print head and a nozzle of 0.4 mm diameter. The geometry of the samples is shown in
Figure 5. It was sliced in Ultimaker Cura software where extrusion temperature, bed temperature, and layer thickness were set individually for each experimental run according to the Taguchi orthogonal array (
Table 2 and
Table 3), while other parameters were not changed throughout the experiments and are shown in
Table 4. The ABS filaments (Bestfilament”, Tomsk, Russia) were 2.85 mm in diameter. Three samples were printed for each experimental run resulting in 27 samples in total. Depending on the position, three samples were labeled such that the sample in the middle was denoted as “0” and the samples to the left and right of it were labeled “−1” and “1”, respectively (
Figure 5b).
Before printing, the surface of the building platform was cleaned with the ethanol solution. To avoid excessive adhesion to the platform surface and subsequent damaging removal, no glue was applied. However, without glue, the samples were displaced from the specified positions by the movement of the nozzle and severely warped, which caused the nozzle to scratch the surface of the samples. Moreover, this scraping could damage the nozzle. Hence, brims were added to samples. After printing was completed, the samples were allowed to cool, then they were carefully removed from the platform and the brims were cut off. The platform was cleaned for the next experimental run and the procedure described above was repeated. The samples were then measured using a digital caliper.
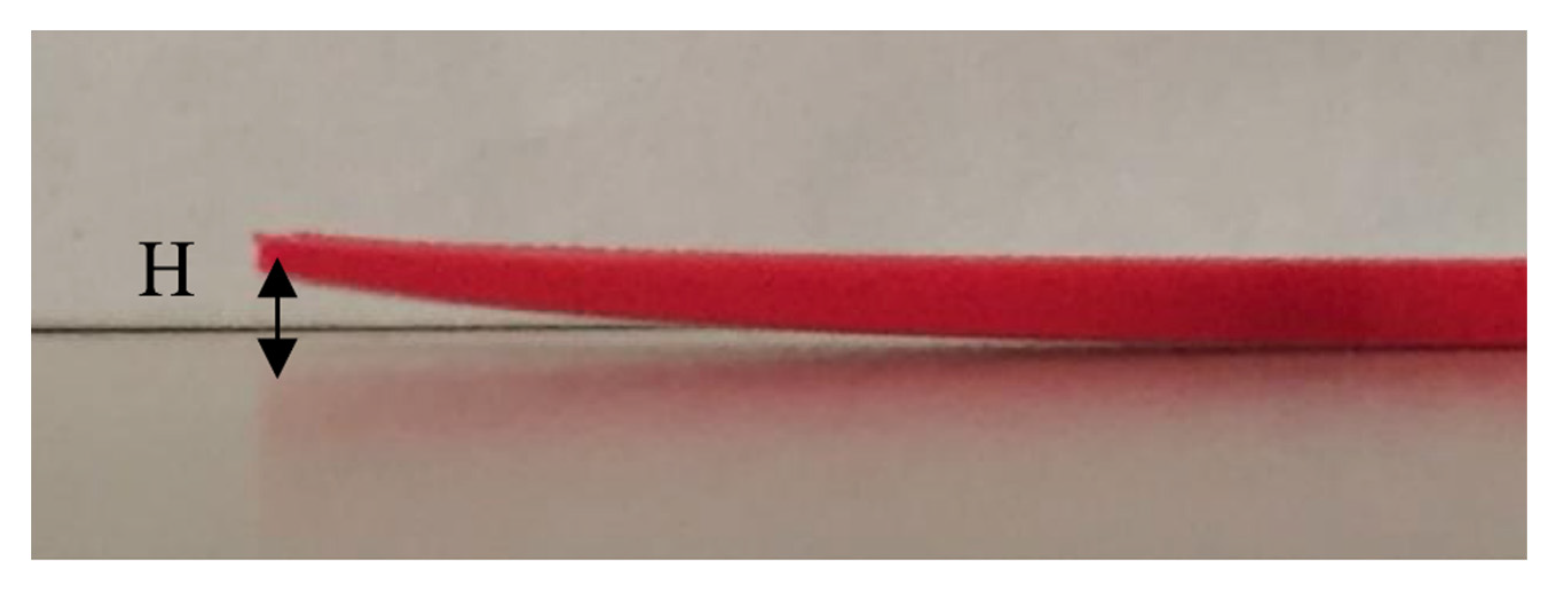
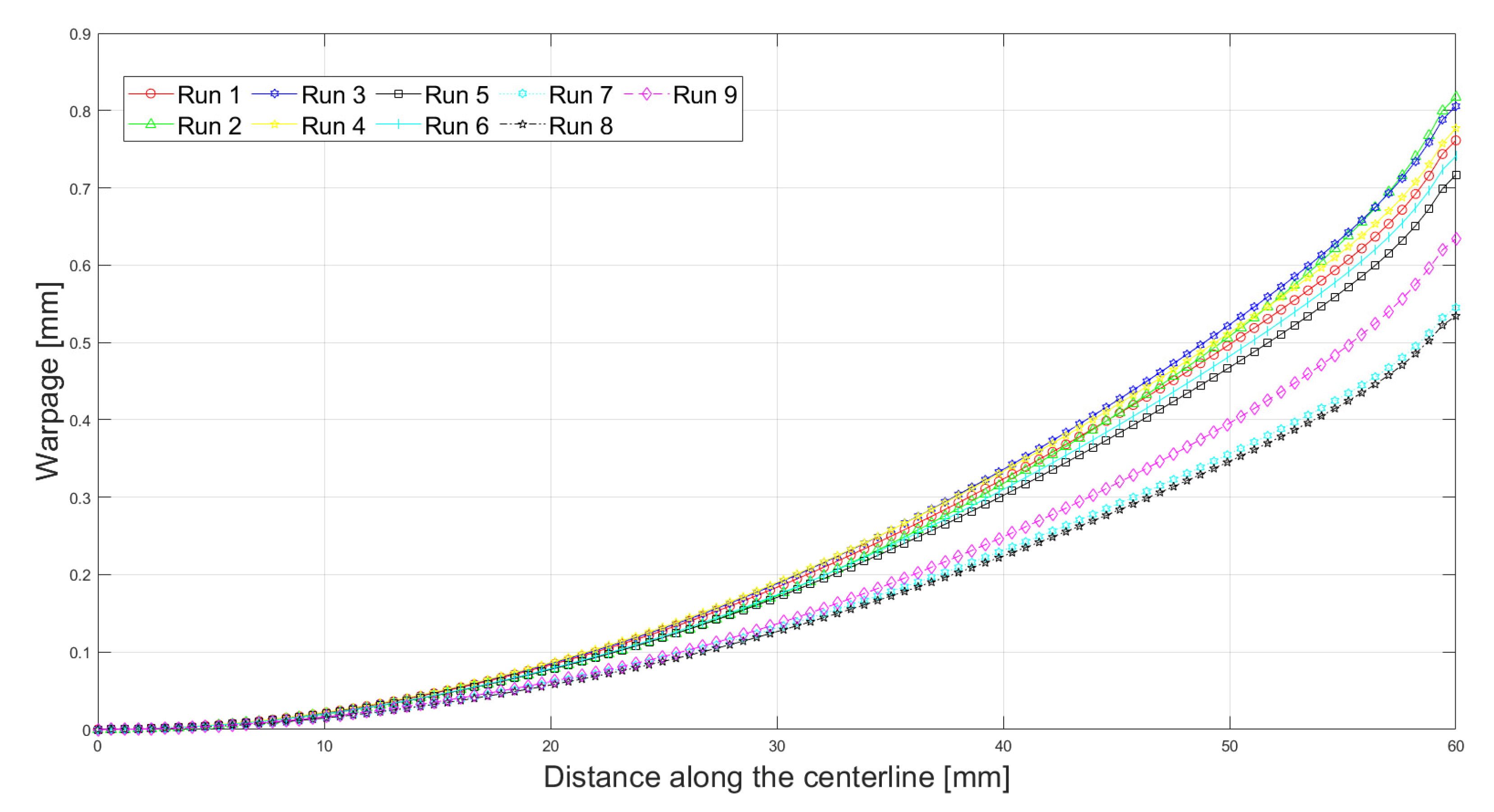
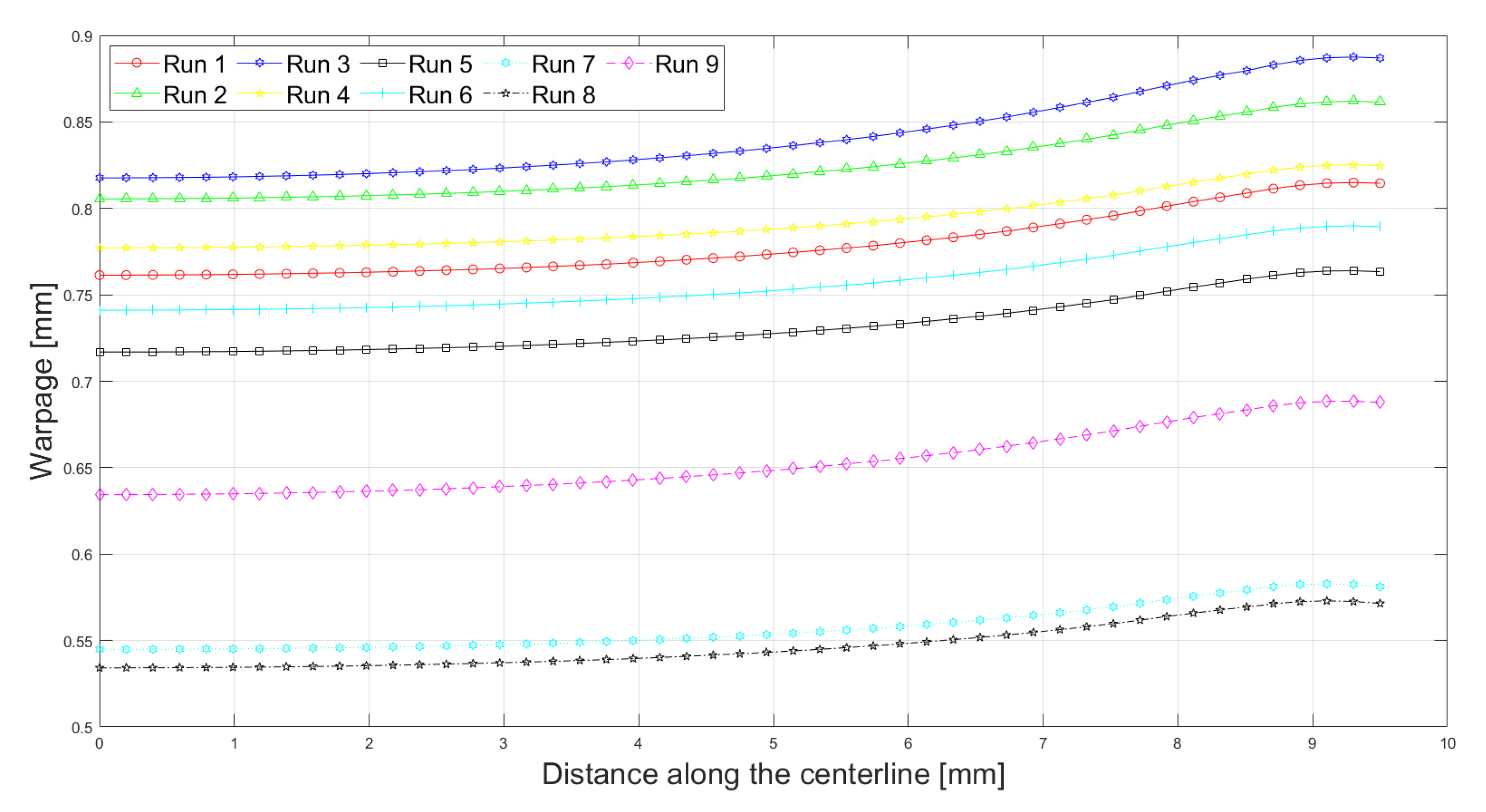
Each sample was measured three times. Then the values were averaged. The parameter that denotes warpage was labeled as “H” and is shown in
Figure 6.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}